

ТОЧНОСТЬ ОБРАБОТКИ ОБРАЗЦОВ-ИЗДЕЛИЙ
2.1. Для проверок применяют стальные закаленные образцы-изделия, твердостью 41,5… 51,5 HRCэ формы и размеры которых даны на черт. 26, 30 и 31 и в табл. 16 и 21 и которые отвечают требованиям ГОСТ 25443-82.
2.2. Перед установкой образцов-изделий на станок проводят чистовое шлифование их базовых поверхностей, служащих для установки и крепления на станке, и предварительное шлифование поверхностей, подлежащих проверке. При этом шероховатость базовых поверхностей должна быть не грубее Ra
1,25 по ГОСТ 2789-73, а поверхностей, подлежащих последующей чистовой обработке и проверке, должна быть не грубееRa 2,5 по ГОСТ 2789-73.
2.3. Подлежащие проверке поверхности образцов-изделий обрабатывают на чистовых режимах. После чистового шлифования допускаемые отклонения проверяемых поверхностей не должны превышать значений, указанных в пп. 2.6 — 2.8 и 2.10 — 2.13.
2.4. Форма и размеры образца-изделия для всех станков для проверок 2.5 — 2.8 и 2.13 должны соответствовать черт. 26 и табл. 16.
Черт. 26
Таблица 16
мм
| Наибольшая длина обрабатываемой поверхности | Размены образца-изделия (предельные отклонения ± 5) | ||
| l | b | h | |
| До 160 | 65 | 30 | 40 |
| Св. 160 до 250 | 100 | 50 | 65 |
| » 250 » 400 | 160 | 50 | 65 |
| » 400 » 630 | 250 | 50 | 65 |
2.5. Плоскостность обработанной поверхности Б
(черт. 26 и 27).
Черт. 27
Таблица 17
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 6 | 4 | 2,5 |
| Св. 160 до 250 | 8 | 5 | — |
| » 250 » 400 | 10 | 6 | — |
| » 400 » 630 | 12 | 8 | — |
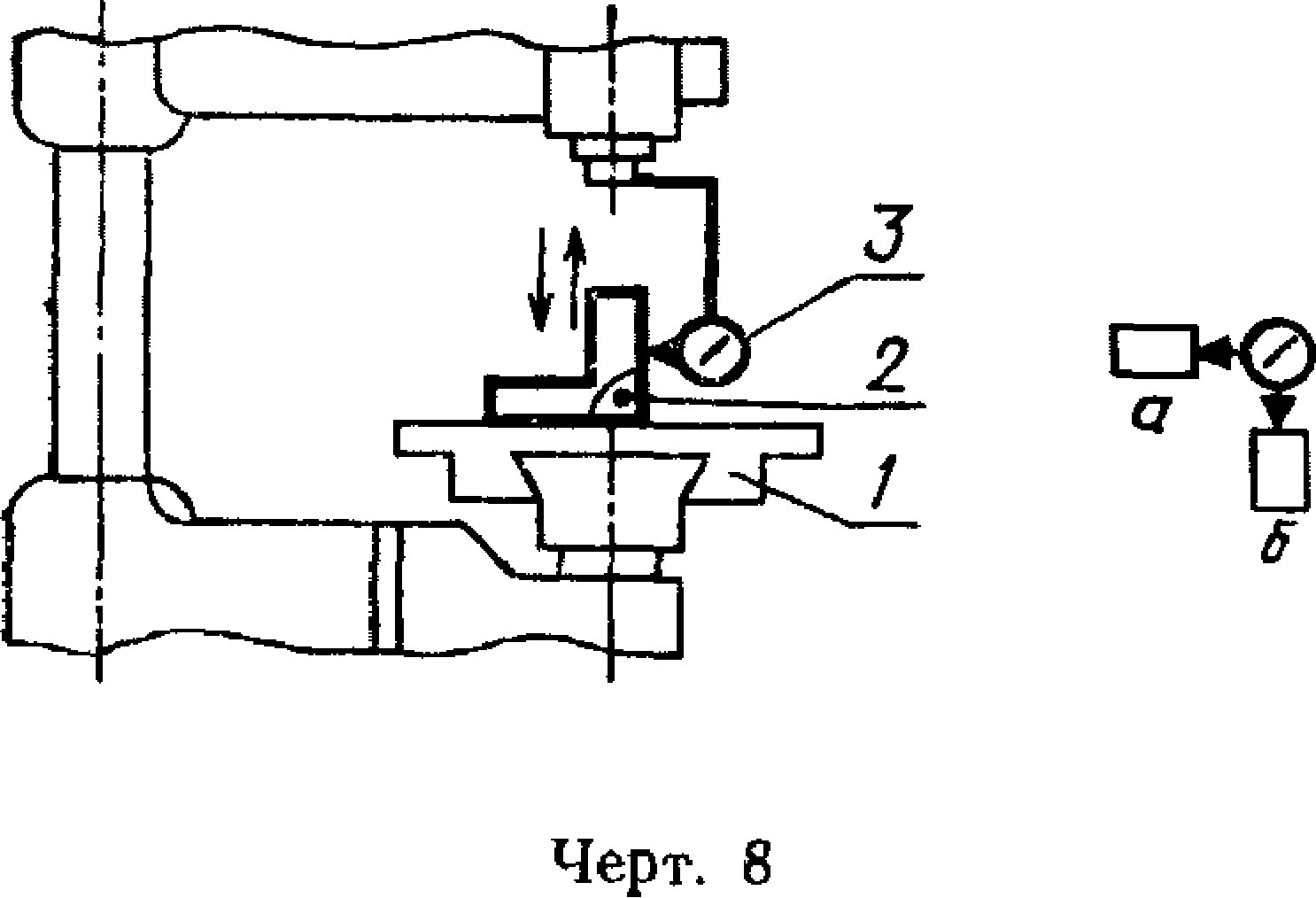
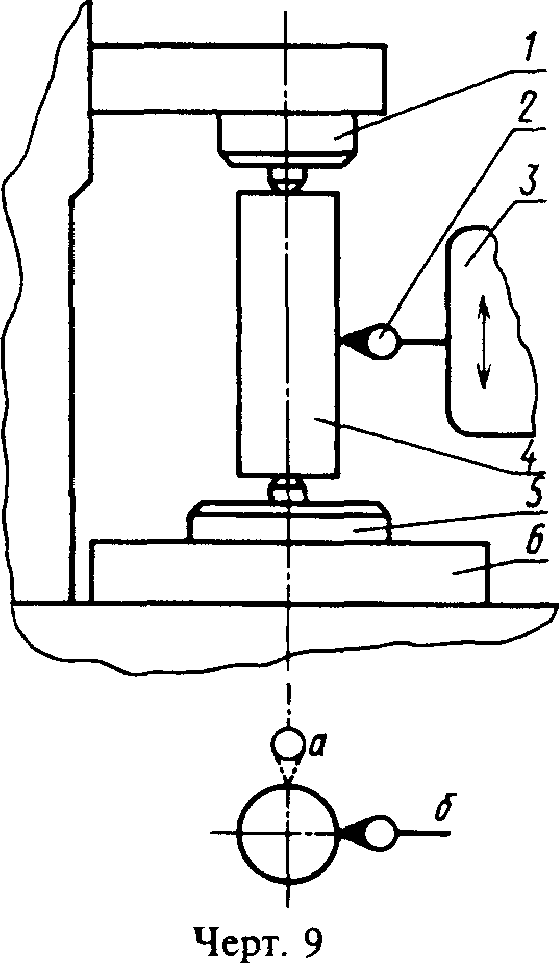
Проверку проводят при помощи приспособления, состоящего из поверочной плиты 3
и измерительного прибора2. Образец-изделие1 кладут проверяемой поверхностью на плиту3 и перемещают по ней возвратно-поступательными движениями. Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
2.6. Постоянство линейных размеров в сечениях, параллельных основанию Г
образца-изделия (черт. 26). Таблица 18
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 10 | 6 | 4 |
| Св. 160 до 250 | 12 | 8 | — |
| » 250 » 400 | 16 | 10 | — |
| » 400 » 630 | 20 | 12 | — |
Проверку проводят в трех сечениях по высоте, параллельных основанию Г
образца-изделия: посередине высоты и на расстоянии приблизительно 5 мм от верхнего и нижнего краев.
Проверку проводят прибором для измерения линейных размеров.
Отклонение равно наибольшей разности показаний прибора.
2.7. Перпендикулярность вертикальных обработанных поверхностей А, Б
иВоснованиюГобразца-изделия (черт. 26 и 28). Черт. 28
Таблица 19
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 160 | 8 | 5 | 3 |
| Св. 160 | 10 | 6 | — |
Измерения — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают основанием Г
на приспособление.
2.8. Перпендикулярность обработанных поверхностей А
кБиВкБ (черт. 26 и 29).
Черт. 29
Таблица 20
| Наибольшая длина обрабатываемой поверхности, мм | Длина измерения b 1, мм | Допуск мкм, для станков класса точности | ||
| П | В | А | ||
| До 160 | 25 | 20 | 12 | 8 |
| Св. 160 | 45 | 25 | 16 | — |
Измерение — по ГОСТ 25889.3-83, метод 2.
Образец-изделие устанавливают на приспособление поверхностью Б.
2.9. Формы и размеры фасонного образца-изделия (для станков с ЧПУ) для проверок 2.10 и 2.11 должны соответствовать черт. 30 и табл. 21.
Черт. 30
Таблица 21
| Наибольшая длина обрабатываемой поверхности, мм | l | b | a | h | R | α | β |
| мм | |||||||
| До 250 | 100 | 65 | 25 | 5 | 8 | 40° | 50° |
| Св. 250 до 630 | 160 | 100 | 35 | 10 |
2.10. Точность линейных и угловых размеров фасонного образца-изделия (для станков с ЧПУ)
Допуск для станков класса точности:
П
размер R
………………………………… 15 мкм
углы a, b……………………………….. 3′



В
размер R
………………………………… 10 мкм
углы a, b……………………………….. 2′
2.11. Прямолинейность поверхностей А
иБфасонного образца-изделия (для станков с ЧПУ) Таблица 22
| Наибольшая длина обрабатываемой поверхности, мм | Допуск, мкм, для станков класса точности | |
| П | В | |
| До 250 | 16 | 10 |
| Св. 250 до 630 | 25 | 20 |
2.12. Точность линейных размеров образца-изделия
(для станков с ЧПУ)
* Размер для справок.
Черт. 31
Допуски, мкм, всех обозначенных на чертеже размеров должны составлять для станков класса точности:
П…………………………………………… ± 16
В…………………………………………… ± 10
А…………………………………………… ± 6
Неуказанные предельные отклонения размеров: Н14, h14,±
Измерения проводят с помощью прибора для измерения линейных размеров.
2.13. Шероховатость обработанных поверхностей поГОСТ 2789-73 (черт. 26, 30, 31).
Параметр шероховатости Ra,
мкм, не более, для станков класса точности:
П…………………………………………… 0,63
В…………………………………………… 0,40
А…………………………………………… 0,25
Проверку проводят с помощью средств для контроля шероховатости поверхности.
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
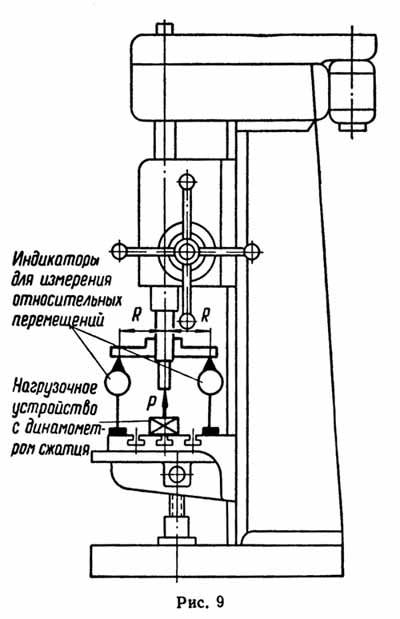
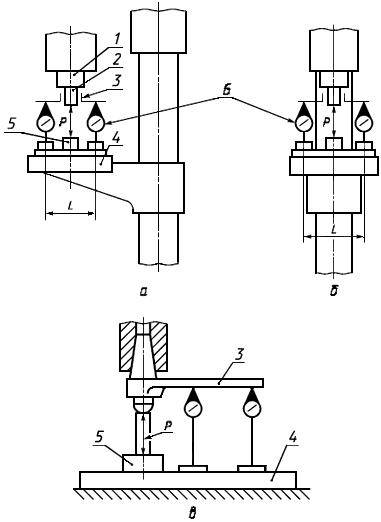
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
Это интересно: Профессия токарь — описание, код специальности, вредность
Самостоятельное устранение неисправностей.
Биение шпинделя.
Биение сказывается на точности обработки. Выявить значение биения возможно только с помощью специальных индикаторов и откалиброванных оправок. Оно может появится в следствии удара, что приведет к изгибу самого вала шпинделя или перекосу головы шпинделя (эта проблема относится в основном к 5-ти координатным станкам). Устранить можно выправив вал. В случае перекоса головы, необходимо определить с помощью индикаторов отклонение и механически выполнить правку головы шпинделя. Следующая возможная причина биения — слабая затяжка подшипников. Устранить можно отрегулировав гайку затяжки подшипников. В ситуации когда изношены подшипники, то соответственно их нужно заменить. Грамотно выявить проблему с биением и его причиной, может только специально обученный персонал.

Замена смазки подшипников шпинделя.
В ходе эксплуатации со временем в подшипники шпинделя попадает окружающая пыль и грязь, а также частицы, которые образуются в следствии износа. По этой причине может появится шум (гул) при работе шпинделя, кроме того он может начать перегреваться. Решить данную проблему можно сняв подшипники, очистить их и заменить качественной смазкой, которая используется при длительной эксплуатации и на высоких скоростях вращения. Износ подшипников При работе на максимальных скоростях вращения подшипники могут изнашиваться. По этой причине шпиндель может начать с трудом вращаться, перегреваться и издавать шум и вибрации. Кроме того, если подшипники неправильно расположены, плохо смазаны, загрязнены или станок работает на подаче не рассчитанной в условиях эксплуатации, их износ значительно ускоряется. Подшипники, кроме своего качества, должны быть точно установлены. Правильно выполненная установка в шпинделе залог долгой работы. В случае даже небольшого перекоса, распределение нагрузки от вала на подшипник нарушается и он работает с перегревом, вследствие чего появляется биение. Самостоятельная замена и установка подшипников очень трудна и может привести к выше описанным причинам, а именно не правильной их установке (другой стороной, косо вставлены и т. д.). Снять их не повреждая отполированную поверхность посадочного места на валу шпинделя тоже довольно трудно.
Межвитковое замыкание.
Как правило, данная неисправность возникает при работе станка на подачах выше номинала. При этом шпиндель может вращаться и даже с максимальной скоростью, но под нагрузкой станок будет аварийной отключаться и выдавать ошибку о перегрузке по току. Решается проблема перемоткой обмоток двигателя или ее заменой на новую обмотку.
Пробой обмоток.
Выявляется с помощью мультиметра, проверяя замыкание на корпус. Несколько причин: не герметичность двигателя и попадание жидкости (например СОЖ), нарушение сопротивления изоляции.
Перегрузка по току.
В случае неисправности подшипников шпинделю трудно вращаться и набирать обороты, как следствие ток возрастает и превысив значение заданное в параметрах станка он аварийно отключится.
Восстановление шпинделя.
Зачастую после естественного износа шпинделя или выхода из строя одного из его узлов, восстановление шпинделя может обойтись дороже покупки нового. Восстановление производится специалистами сервисного центра или производителем.
Инструменты для проверки точности станков
Для проверки оборудования используются следующие инструменты:
- линейки;
- угольники;
- набор оправок;
- измерительные головки;
- уровни;
- щупы;
- индикаторы.
- интерферометр
Линейками проверяют прямолинейность и плоскостность поверхностей. Оправки используются для определения биения вращающихся элементов, таких как шпиндель. Отверстие шпинделя проверяется оправкой, вставляемой в шпиндель. Оправка проворачивается несколько раз на половину круга, биение является разностью между максимальным и минимальным показателем.
Перпендикулярность проверяется при помощи угольника. Вспомогательным инструментом выступает щуп, которым определяют наличие и величину зазора между плоскостью и угольником. также возможно использование индикатора с магнитной стойкой
Уровни предназначаются для проверки точности установки оборудования на фундаменте в двух плоскостях. Точные замеры производят поверенные уровни с микрометрической шкалой.
Станки также могут проверяться приборами специального назначения — теодолитами, профилометрами и профилографами, интерферометрами.
Проверка элементов станка на точность
Проверка на точность токарного станка производится согласно требований ГОСТ: Часть проверок приведена ниже:
- Радиальное биение шейки шпинделя. Измерительный штифт индикатора размещается так, чтобы он касался поверхности шейки и был перпендикулярен относительно образующей.
- Радиальное биение отверстия шпинделя. Для этого в шпинделе плотно размещается цилиндрическая оправка. Шпиндель вращается, и индикатором замеряется биение. Величина биения замеряется у шпинделя и в нескольких точках оправки.
- Параллельность оси шпинделя относительно продольного перемещения суппорта. Для проверки в шпинделе также закрепляют цилиндрическую оправку. Измерительный штифт индикатора должен касаться верхней поверхности оправки и быть перпендикулярным к ее образующей. Суппорт двигают вдоль направляющих станины на 300 мм. Измерения повторяют, установив штифт горизонтально, так, чтобы он касался боковой части оправки.
- Осевое биение шпинделя. Измерение предполагает закрепление короткой оправки в шпинделе. Измерительный штифт индикатора размещается вдоль оси шпинделя, так, чтобы его конец касался центра торца оправки. Шпиндель вращается, и замеряется биение.
- Торцевое биение буртика шпинделя. Измерительный штифт индикатора размещается так, чтобы он прикасался к торцу буртика у самого края. Шпиндель вращается, и снимаются результаты. Для получения точных данных необходимо провести измерения как минимум в двух точках. Итоговой погрешностью считается максимальное показание индикатора.
- Параллельность перемещения пиноли относительно продольного движения суппорта. Сначала производится проверка с пинолью, задвинутой в заднюю бабку и закрепленной в ней. Индикатор размещается на суппорте, а его измерительный штифт касается верхней поверхности пиноли. Суппорт перемещается, и замеряются данные. По аналогии с прошлой проверкой, измерения повторяются со штифтом, касающимся пиноли сбоку. Затем проводят такие же измерения, только пиноль вытягивается на половину из задней бабки.
- Параллельность отверстия пиноли относительно продольного движения суппорта. Эта проверка осуществляется так же, как и для отверстия шпинделя. В отверстии пиноли закрепляется оправка, и измерительный штифт касается ее сверху. Суппорт двигается вдоль станины. Окончательное значение погрешности является средним арифметическим трех замеров.
- Совпадение высоты осей вращения шпинделя и пиноли над продольными направляющими станины. Для измерения в центрах зажимают цилиндрическую оправку (скалку), а индикатор перемещают суппортом, определяя максимальное отклонение.
- Параллельность движения верхних салазок суппорта относительно оси шпинделя. В шпинделе закрепляется оправка, индикатор перемещается по верхним салазкам.
Причины появления погрешностей при обработке деталей
У снижения точности станков есть множество причин, которые можно разделить на следующие группы:
- Износ режущего инструмента, зажимных патронов и оснастки. В результате работы затупившейся фрезой снижается качество поверхности детали, а контрольные размеры не попадают в поле допуска. Если в патроне изношены кулачки, при обработке возникнет вибрация, а на холостом ходу биение будет видно на глаз. Если пазовые винты плохо фиксируют заготовку, она может сместиться в процессе фрезерования. Контроль работоспособности оснастки и инструмента входит в задачи оператора станка.
- Выработка направляющих, подшипниковых узлов, цепных, зубчатых передач, появление люфтов в парах «ходовой винт- гайка». Износ трущихся поверхностей сложно обнаружить визуально. Даже если попытаться «подергать» портал или ходовой винт вручную, неисправность можно не обнаружить. Во всех узлах станка есть рабочие зазоры с запасом на тепловое расширение, которые компенсируются ЧПУ. Для компенсации выработки нужно вносить изменения в систему на программном уровне либо выполнять замену изношенных узлов.
- Сбои в системах измерения и управления траекторией движения инструмента. Проверка точности станков с ЧПУ может выявить системные ошибки в работе оператора, сбои в управляющей программе, изменения геометрии станка. Для диагностики встроенной системы измерений необходимо дополнительное оборудование.
В последнем случае используется интерферометрический метод, позволяющий провести высокоточную проверку следующих параметров: линейное позиционирование, повторяемость, перпендикулярность осей и плоскостность обрабатываемой поверхности и рабочего стола.

Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
- оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
- оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др.;
- эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
- прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
- приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Основные методы проверки токарного станка
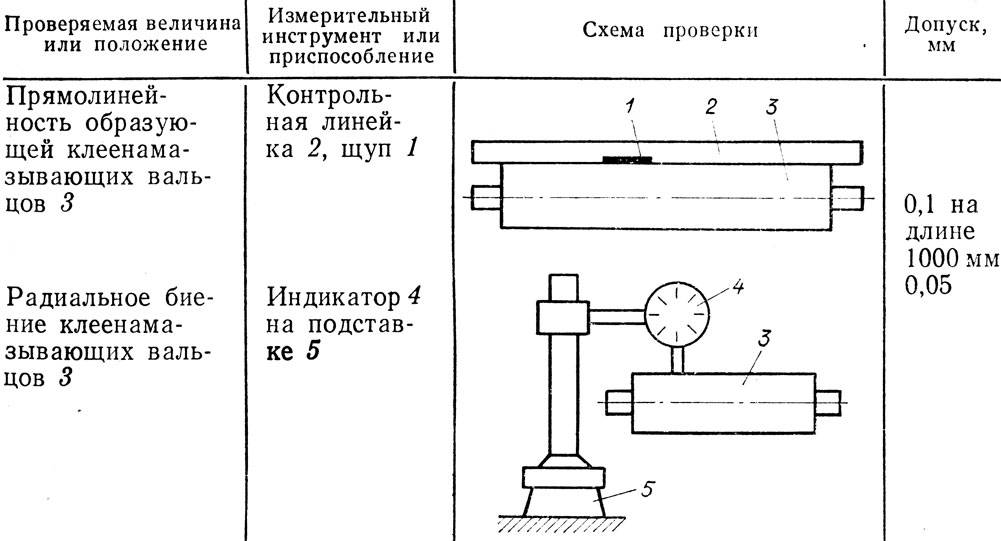
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт. Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.

Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
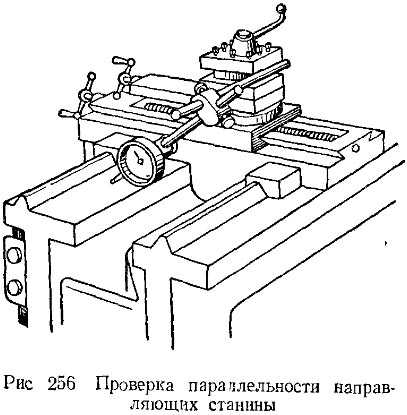
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
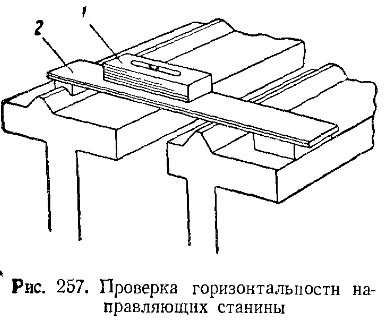
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
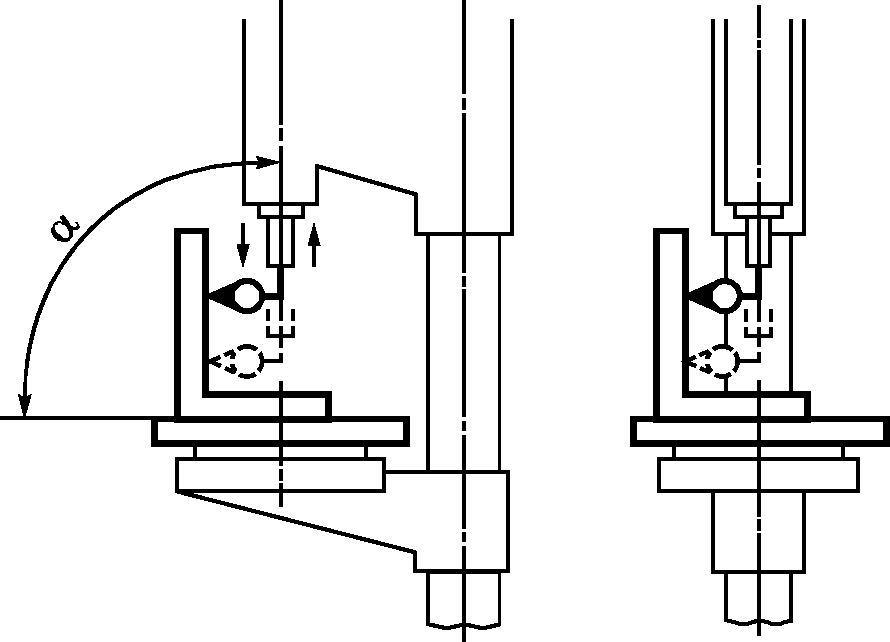
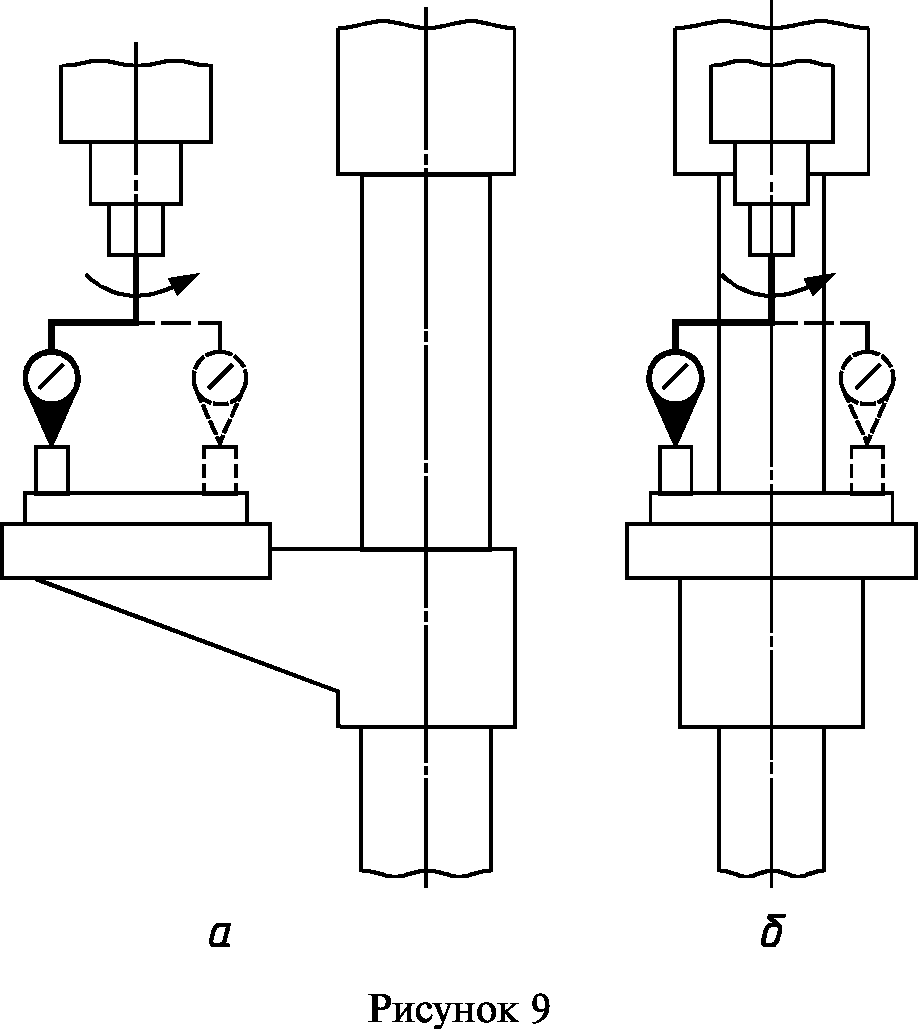
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
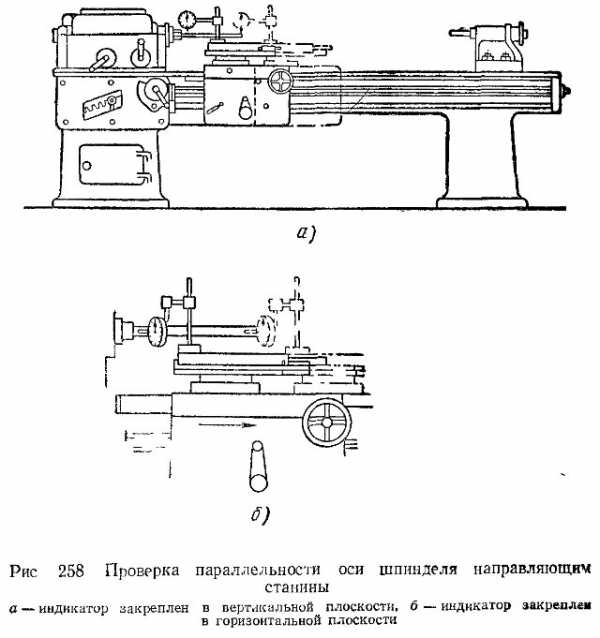
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.


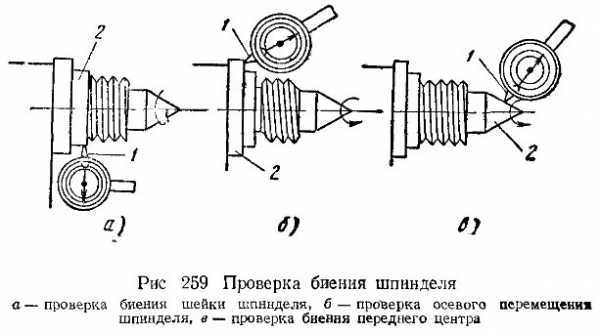
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
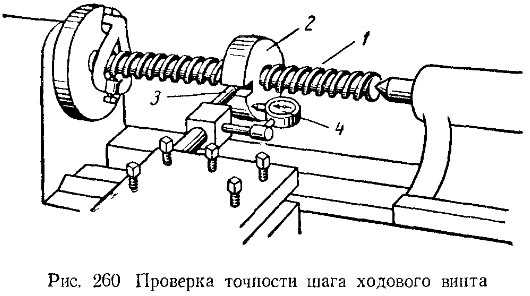
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
- По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
- Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов. Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются.
- Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов. Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью. В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров. В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией.
- Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
- В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность. В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков. В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях.
- При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ: 0,6 — от величины допуска — для станков нормальной и повышенной точности; 0,8 — от величины допуска — для станков высокой и особо высокой точности.
Полторацкий Н.Г. Приемка металлорежущих станков, ВнешТоргИздат, 1968
Батов В.П. Токарные станки, 1978
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Классификация металлорежущих станков по точности
По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. 171.
Таблица 171
| Класс точности станка | Обозначение класса точности | Соотношение основных допусков точности станков |
| Нормальной точности станки | Н | 1 |
| Повышенной точности станки | П | 0,6 |
| Высокой точности станки | В | 0,4 |
| Особо высокой точности станки | А | 0,25 |
| Сверхточные станки | С | 0,15 |
Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации.
Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п.
При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6.





