

Назначение станка
При продольном строгании перемещение сообщается столу, на котором расположена обрабатываемая заготовка, а резец – неподвижен, и имеет лишь технологические перемещения, связанные с постоянно увеличивающейся глубиной съёма слоя металла. В этом случае данный узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей – при возвратном. Скорость главного движения регулировать невозможно. Движение подачи резцу, который закрепляется в инструментальной головке, выполняется в момент окончания холостого хода.

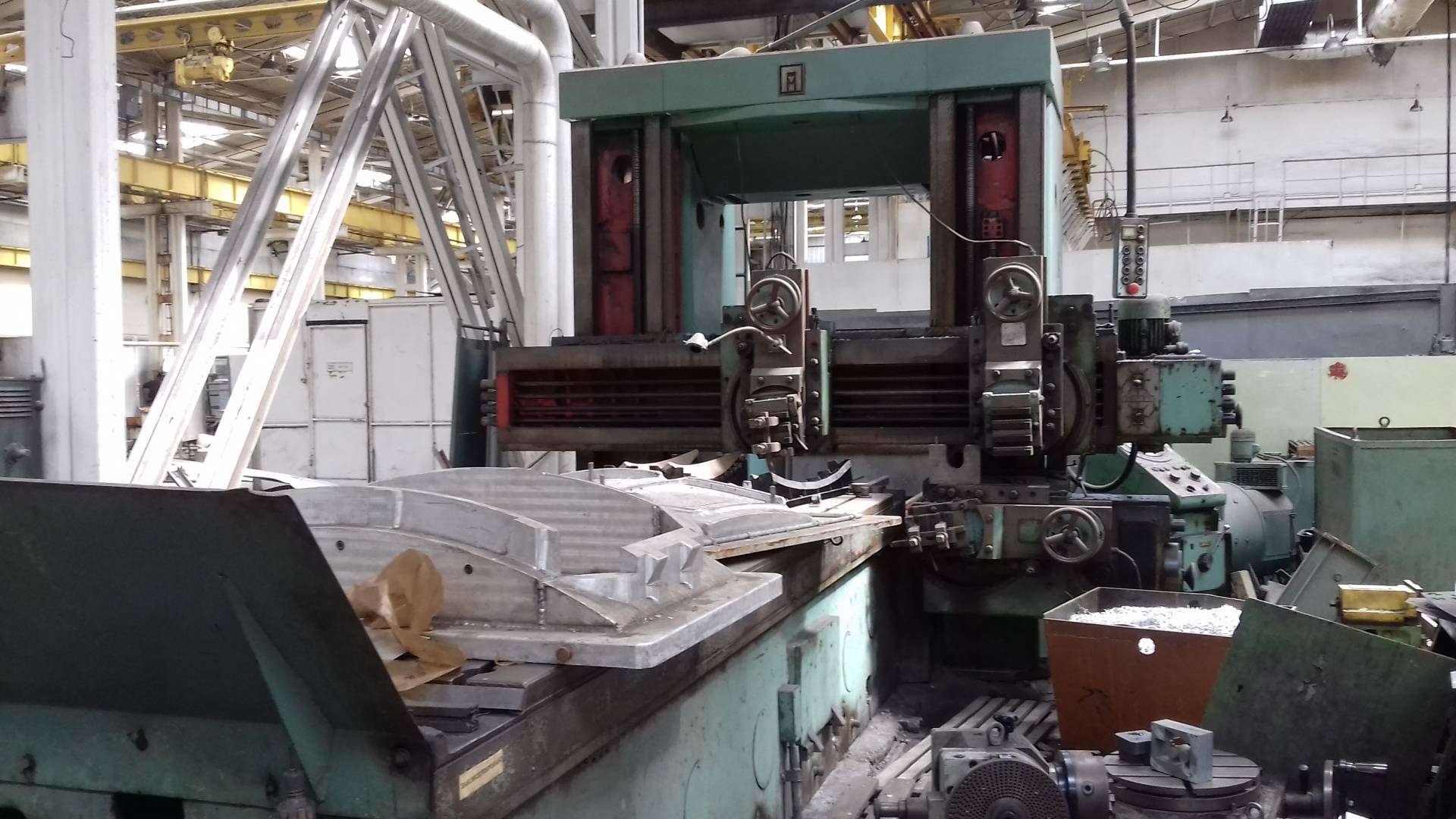
Вид рабочего стола
Повышение производительности продольного строгания (которое по своим абсолютным значениям уступает фрезерованию подобных изделий) возможно лишь за счёт установки на стол нескольких однотипных по размерам полуфабрикатов, технологически группируемых по параметру величины съёма металла. Этим производительность обработки может быть несколько увеличена. Вообще же строгальные станки рассматриваемой конструкции используются при мелкосерийном и единичном производстве продукции. Показаниями к применению технологии продольного строгания являются:
- невозможность фрезерования вследствие быстрого износа фрез, например, при повышенной твёрдости поверхности изделия;
- возможные тепловые деформации детали при её фрезеровании, когда вероятна тепловая деформация, из-за чего изделие потеряет свои, требуемые чертежом, геометрические размеры;
- наличие на предприятии высококвалифицированных рабочих кадров, которые могут вести продольное строгание изделий повышенной ответственности с весьма высокой точностью;
- снижение удельных энергетических затрат при обработке, что положительно влияет на себестоимость конечной продукции.
Это интересно: Особенности горизонтального расточного станка и его виды — излагаем детально
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)
Ремонт коробки скоростей поперечно-строгального станка модели 7Б35
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, их техническая оснащённость в значительной степени характеризуют производственную мощь предприятий.
Развитие вычислительной техники позволило создать высокопроизводительные металлорежущие станки с программным управлением, в том числе с автоматической сменой инструмента и автоматическим подбором режимов резания.
С появлением СЧПУ класс точности станков вырос и поэтому для обслуживания таких станков требуются высококвалифицированный обслуживающий персонал.
Вместе с разработкой новейшего оборудования требуются специалисты умеющие настраивать, ремонтировать и работать на данном оборудовании, поэтому служба ОГМ должна тщательно и своевременно улавливать все нюансы устройства современных станков.
В моей записке я предложу ремонт коробки скоростей поперечно-строгального станка модели 7Б35, а также чертежи и технологические процессы изготовления и ремонта деталей.
Краткое описание назначения, технической характеристики, устройства, смазки и условий работы. Технические условия на ремонт.
2.1 Назначение
Поперечно-строгальный станок модели 7Б35 предназначен для обработки резцом горизонтальных, вертикальных и наклонных плоских и фасонных поверхностей с длинной наибольшей обработки – 500 мм, а также для прорезания прямолинейных всевозможных пазов, канавок и выемок.
2.2 Технические характеристики
Вес станка, кг ……………………………………………………….1800
Габаритные размеры, мм:
Длина…………………………………………………………………2335
Ширина……………………………………………………………….1355
Высота…………………………………………………………………1540
Длина хода ползуна, мм…………………………………………………….20-500
Наибольшее перемещение стола, мм | горизонтальное | вертикальное |
От руки, не менее………………………. | 500 | 310 |
Механическое…………………………… | 500 | – |
Быстрое перемещение, м/мин…………. | 2,23 | – |
Цена одного деления лимба, мм………. | 0,1 | – |
Перемещение за 1 оборот лимба, мм…. | 12 | 6 |
Размеры рабочих площадей стола, мм:
длина | ширина | число пазов | |
Верхней……………………………….. | 500 | 360 | 3 |
Правой………………………………… | 380 | 375 | 3 |
Левой………………………………….. | 380 | 375 | 3 |









Наибольшее вертикальное перемещение головки резца от руки, мм ……170
Наибольший угол поворота резцовой головки до входа в станину, град …+/-60
В станке не предусмотрен автоматический подъём резца при обратном перемещении ползуна, а также отсутствует счётчик двойных ходов.
Привод
Тип привода: индивидуальный электрический;
Тип электродвигателя А0,2-42-4;
Мощность N=5,5 кВт;
Число оборотов в минуту 1450 об/мин.
Число оборотов приёмного шкива станка 625 об.
Привод станка – клиноременный, состоящий из трёх ремней типа Б-1600. Ускоренный ход стола осуществляется цепной передачей.
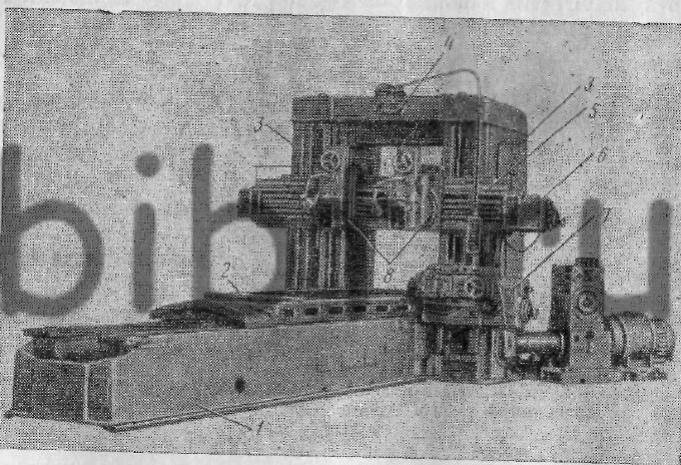
2.3 Устройство и кинематика станка
Станок состоит из следующих узлов:
1. Станина
2. коробка скоростей
3. электрооборудование
4. механизм подачи стола
5. стол
6. кулисный механизм
7. суппорт
8. механизм вертикальной подачи суппорта
9. ползун
10. принадлежности
11. централизованная смазка
12. поворотный стол (поставляется по особому заказу за отдельную плату).
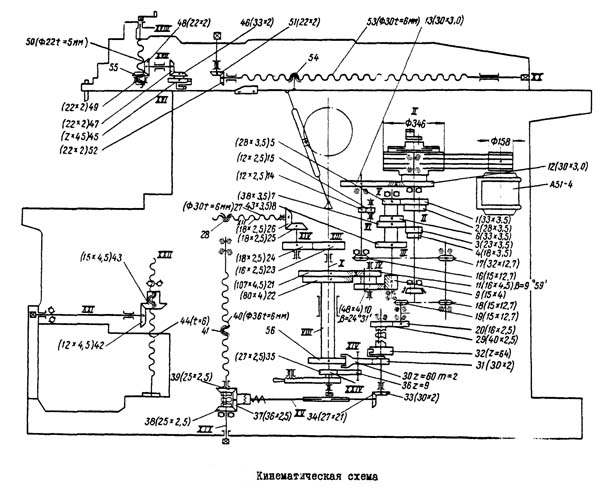
Кинематика станка (Рис.1 и рис.2)
Главное движение – движение резание – это возвртно-поступательное перемещение ползуна с режущим инструментом резцом.
Движение от ЭД N=5,5 кВт передаётся через клиноремённую передачу на приводной шкив станка.
При включении дисковой фрикционной муфты вращение от приводного шкива передаётся на второй вал коробки скоростей с двумя блоками зубчатых колёс 1-2, 3-4, переключением которых передаётся через ступени скоростей третьему валу коробки. Зубчатое колесо 9 с удлинённым зубом, заклиненное на третьем валу находиться в постоянном зацеплении с колесом 10 передвижного блока зубчатых колёс 10-11 удваивается полученное ранее количество скоростей.
Кулисный механизм преобразует вращательное движение, получаемое от коробки скоростей, в прямолинейное возвратно-поступательное движение ползуна.
Подача стола
Укреплённый на валу кулисного механизма кулачок поворачивает зубчатый сектор 30, сцепляющийся с зубчатым колесом 31; последнее через поводок и сидящую на нём собачку поворачивает храповое колесо 32, соединённое кулачковой муфтой с валом конического колеса33. Коническое колесо 33 сцепляется с колесом 34. от которого движение передаётся через вал коническому колесу 37. Включением кулачковой муфты с одним из конических колёс 38 или 39 сообщается вращение ходовому винту 40 и реверсирование движения стола.
Подача суппорта
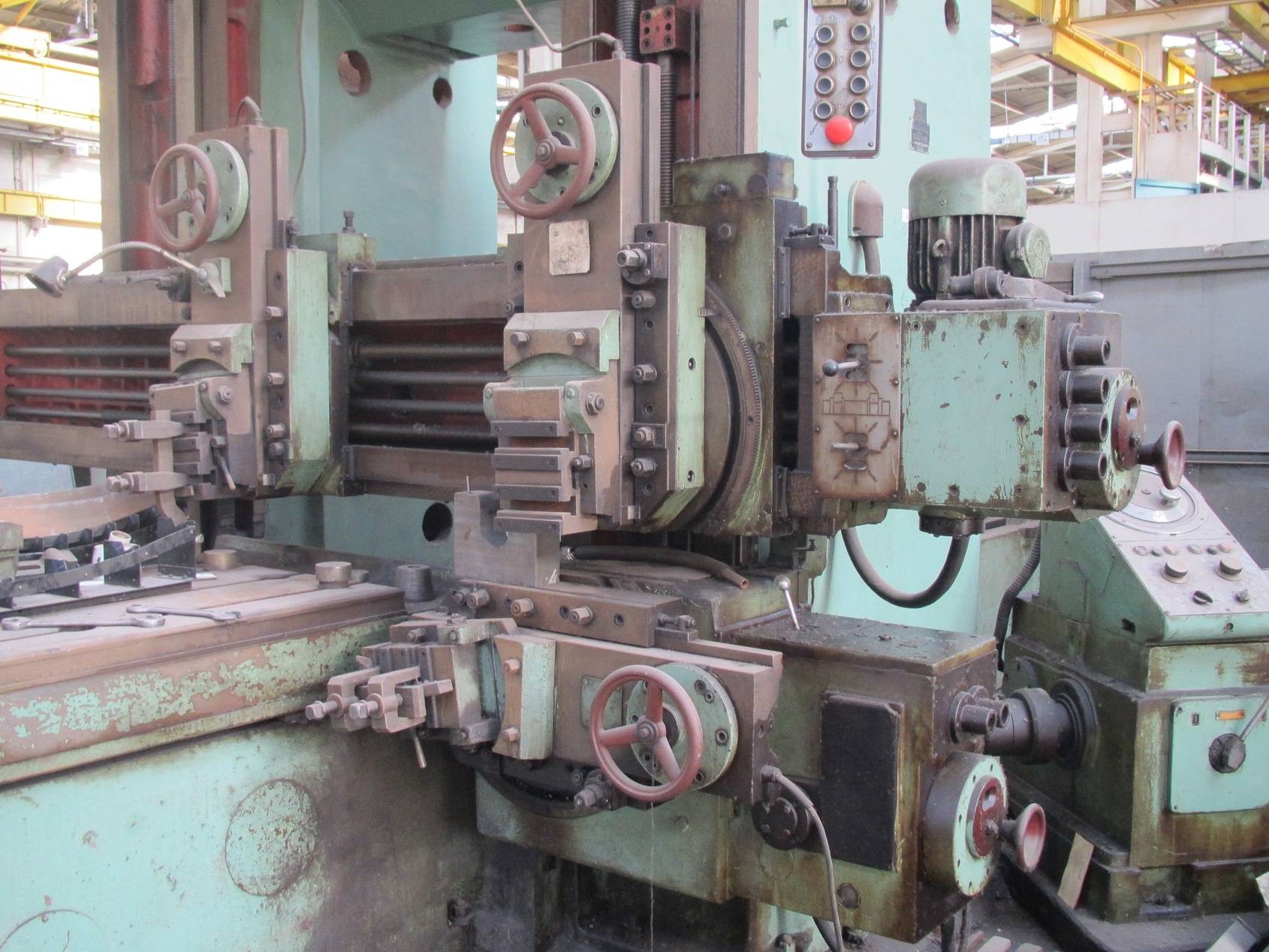
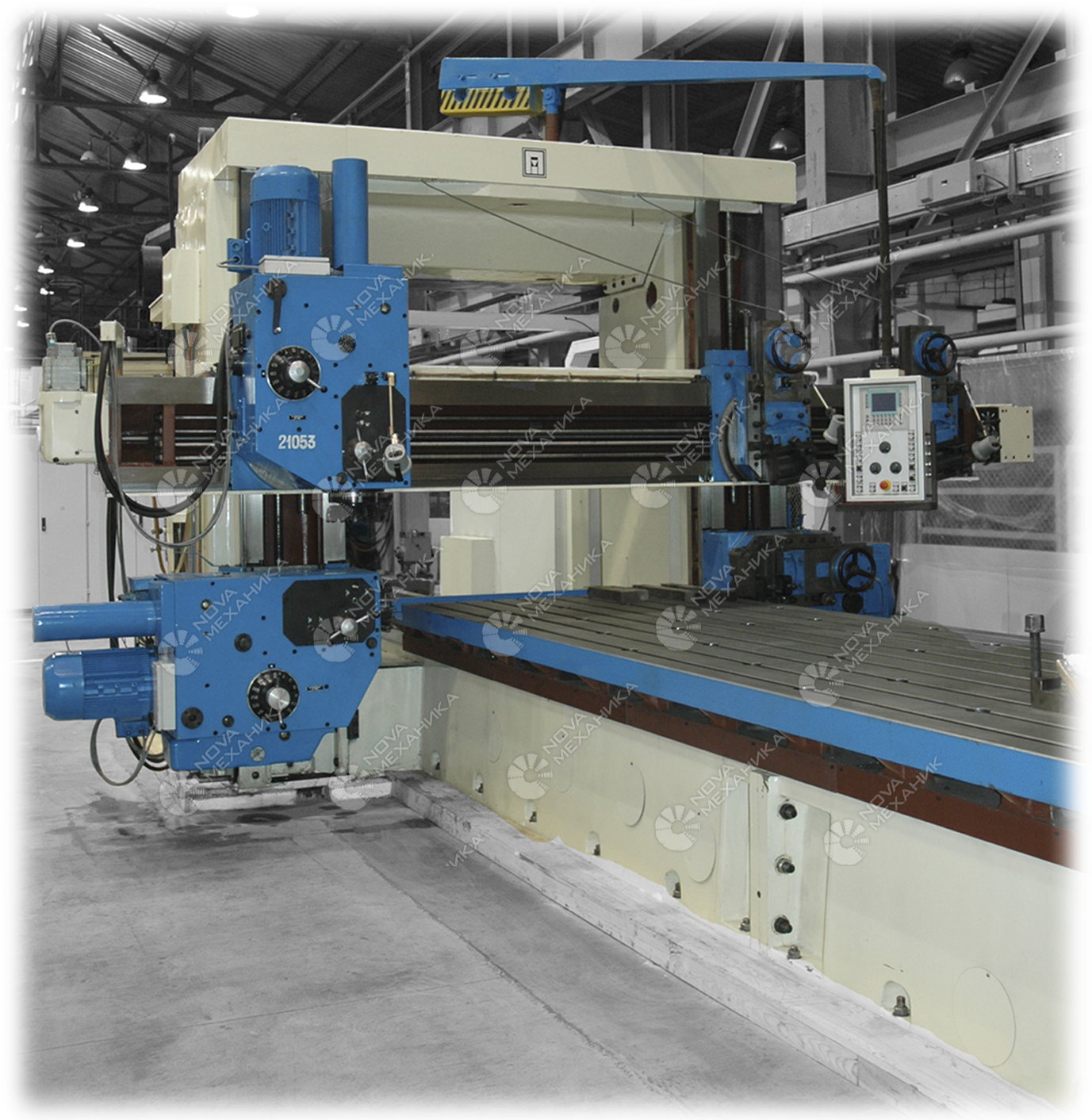
Технические характеристики продольно-фрезерного станка 6М610
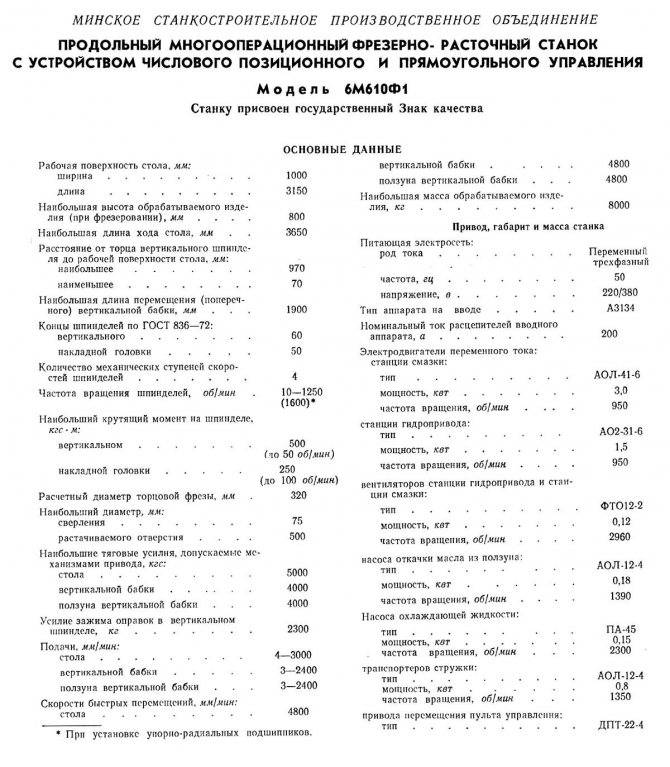
Технические характеристики продольно-фрезерного станка 6М610
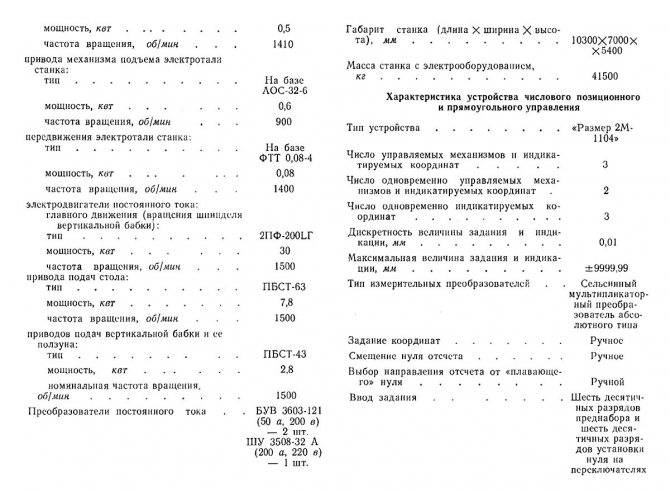
Технические характеристики продольно-фрезерного станка 6М610
Список литературы:
Аврутин С.В. Основы фрезерного дела, 1962








Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках, 1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
n4.docx
Задание 8б/2Проектирование объёмного гидропривода продольно-строгального станка 7212 с технологическим и прочностным расчетом. 234Таблица 1-Данные по заданию.
| №вариант | P | L | V | F | L1 | L2 | L3 | L4 | L5 | L6 | L7 |
| МПа | мм | м/c | Н | м | м | м | м | м | м | м | |
| 2 | 15 | 6000 | 0,30 | 3500 | 1 | 3 | 3 | 3 | 3 | 3 | 4 |
ВведениеГидроприводы в металлообрабатывающих станках используются в механизмах подач, смены инструмента, зажима, копировальных суппортов, устройствах для транспортирования, уравновешивания, разгрузки, фиксации, переключения зубчатых колес, блокировок, движения и поворота столов и револьверных головок, перемещения пинолей.Гидроприводы имеют существенные преимущества перед другими видами приводов, что позволило широко использовать их в станкостроении. Применение гидроприводов обусловлено также следующими основными факторами:
- простотой преобразования вращательного движения в возвратно-поступательное;
- простотой осуществления линейных перемещений механизмов с помощью гидроцилиндров;
- малыми габаритами и малой инерционностью, динамическими характеристиками;
- очень малой удельной массой, т. е. массой гидропривода, отнесенной к передаваемой мощности;
- бесступенчатым регулированием скорости движения исполнительного механизма;
- высокой надежностью гидрооборудования при длительной работе;
- повышенной жесткостью и долговечностью;
- достаточно высоким значением КПД.
Данные преимущества гидропривода предопределяют его дальнейшее совершенствование и развитие путем повышения эффективности и надежности станков и автоматических линий.
- Характеристика станка
- Описание гидравлической схемы продольно-строгального станка мод. 7212
- Расчет гидропневмопривода
3.1 Выбор рабочей жидкости
- стабильная вязкость в эксплуатационных режимах;
- малая плотность;
- малая сжимаемость (высокий объемный модуль упругости);
- стабильность при хранении;
- нейтральность к конструкционным материалам гидроустройств;
- стойкость к окислению при нагревании;
- малая испаряемость;
- нетоксичность;
- высокая механическая стойкость;
- высокие изолирующие и диэлектрические свойства;
- высокий коэффициент теплопроводности, удельной теплоемкости и малый коэффициент теплового расширения.
| Марка масла,ГОСТ | Вязкость при 50 °С,сСТ | Рабочая температура Т,°С | Плотность ?,кг/м3 |
| индустриальное 20 | 20 | 50 | 900 |
3.2 Выбор и обоснование номинального давления в гидропневмосистемевысокого давления, которые3.3 Определение основных параметров и выбор двигателей.Dd,
- нагрузку на штокеFm, Н;
- скорость перемещения штока vш, м / с.
D,
- шток; 2- поршень; 3,4- щтоковая полость.
3.4 Выбор направляющей и регулирующей аппаратуры.
| Оборудование | Марка | Q, л/с | Р, МПа | Р, МПа |
| Насос шестеренный | НШ-46 | 0,83 | 10 | – |
| Распределитель | Г74-14 | 2,4 | 8 | 0,2 |
| Дроссель | Г77-3 | 1,2 | 12,5 | 0,004 |
| Клапан давления | Г77-24 | 1,2 | 20 | 0,02 |
| Гидроцилиндр | Д535-04-00 | 7,5 | 12 | – |
3.5 Расчет трубопроводаRe
| МПа | До 2,5 | До 5,0 | 6,3 | До 10 | До 16 | До 25 | До 32 | |
| м/с | 2,0 | 2,25..3,5 | 3,2 | 2,7..4,25 | 3,5..5,35 | 4,25..6,8 | 5,35..8,5 |
/ > К83.6 Расчет потерь давления в гидропневмоприводе.LRe. ReRe=ReKp,
- обратные клапаны — 2,5;
- штуцеры, присоединяющие трубы к агрегатам и переходники, соединяющие отрезки труб — 0,1;
- плавные повороты груб под углом 90° при минимальном радиусе изгиба — ;
- вход в гидроцилиндр, фильтр —.
3.7 Определение основных параметров и выбор насоса.Рн,QH(к =3.8 Тепловой расчет гидропривода22 ,К2
- Расчет сборочной единицы
4.1 Обоснование расчетной схемы234Сетчатый 4. щелевом4.2 Основные технологические и прочностные расчетыS,2g222222222P4.2 Расчет резьбы на срез
- Изучение других конструкций фильтра
ЗаключениеСПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
- Анурьев, В.И. Справочник конструктора-машиностроителя: в 3 т./ В.И. Анурьев. – М.: Машиностроение, 1982. – Т.1. – 729 с.; Т.2. – 584.; Т.3. – 576с.
- Гидропривод и гидропневмоавтоматика / курс лекций. В.Ф. Барышников. – Барановичи 2009.
- Справочное пособие по гидравлике, гидромашинам и гидроприводам / Я.М. Вильнер ; под ред. Б.Б. Некрасова. – Минск: Выш. шк., 1985. – 382с.
- Справочное пособие по гидравлике, гидромашинам и гидроприводам / под ред. Б.Б. Некрасова. – Минск: Выш. шк., 1976. – 416с.
- Гидропривод и гидропневмоавтоматика / методические указания по выполнению курсовой работы. В.Ф. Барышников. – Барановичи 2009.
- Дунаев, П.Д. Конструирование узлов и деталей машин:учебное пособие для студентов технических вузов/ П.Д. Дунаев, О.П. Леликов:Академия,2004.-496 с.
Задание 8б/2
Эксплуатация оборудования
При использовании станков необходимо соблюдать ряд правил:
- перед проведением работ нужно убедиться в надёжности крепления резца, а также заготовки;
- для предотвращения перегрева рабочего инструмента требуется стабильный подвод смазывающих или охлаждающих жидкостей;
- движущие части должны быть в защитных кожухах;
- не допускается обработка деталей, размеры или вес которых превышает технические требования производителя станка;
- до набора стабильной частоты оборотов к работе приступать запрещено;
- необходимо периодическое проведение техосмотров и обслуживаний;
- требуется поддержание механизмов в чистоте;
- для избегания замыкания в питающих цепях требуется обеспечить оптимальный уровень влажности в помещении.
Некоторые устройства оснащаются креплениями для одновременной фиксации нескольких резцов. Это позволяет проводить обработку сложных поверхностей с высокой производительностью, поскольку время на перестановку режущих инструментов не тратится. Бывают одно-, двух или четырёхсторонние крепления.
Основные узлы и принцип действия
Поперечно-строгальный станок 7Б35 состоит из:
- приводного электродвигателя;
- клиноременной передачи;
- коробки скоростей;
- фрикционной муфты включения;
- суппорта с резцовой головкой;
- рабочего стола;
- механизма подачи стола;
- кривошипно-кулисного механизма;
- механизма вертикальной подачи суппорта;
- насосно-смазочной станции;
- станины.
Кинематическая схема
Поперечно-строгальный станок может быть дообрудован поворотным устройством, который в основную комплектацию не входит. Поставляется также комплект быстроизнашиваемых принадлежностей: ремней, рукояток, узла местного освещения, зажимного устройства и крепёжных элементов.
https://youtube.com/watch?v=Ut6E3fLi09k
Станок работает так. Крутящий момент от электродвигателя через понижающую передачу сообщается суппорту, при этом стол может передвигаться ускоренно. С этой целью кинематическая схема поперечно-строгального станка предусматривает специальную цепную передачу. Далее при помощи сцепной муфты, работающей без смазки, движение передаётся узлу главного движения. Посредством перебора вех восьми ступеней число ходов кривошипно-кулисного механизма может ступенчато варьироваться в пределах 12,5;17,7; 25;34,5;49;71;100 и 138. Число степеней механизма подачи — 16.
Использовать максимальные длины строгания при наибольших скоростях перемещения суппорта допускается только после проведения соответствующих расчётов. При превышении возможен обрыв кулисного пальца, а также ремней передачи. Слабым местом муфты является фрикционный диск с накладками из феродо: их стойкость при средних режимах эксплуатации станка не превышает 5…6 месяцев.
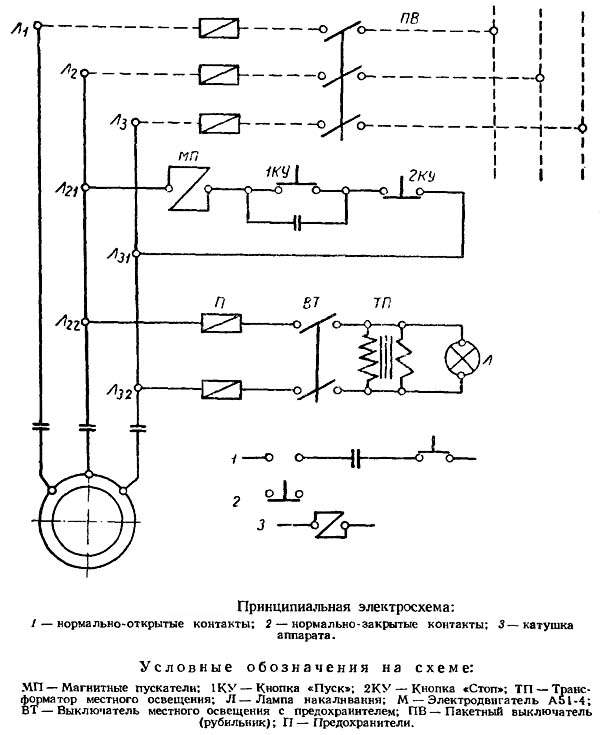
Электрическая схема принципиальная
Схема управления поперечно-строгальным станком 7Б35 представлена следующими функциональными элементами:
- рукояткой включения фрикционной муфты;
- рукоятками управления зажимными устройствами на ползуне и столе;
- ключом, изменяющим положение ползуна;
- упором хода ползуна;
- рукоятками хода салазок на суппорте из холостого цикла в рабочий и наоборот;
- рукоятками включения и переключения механизма перебора.
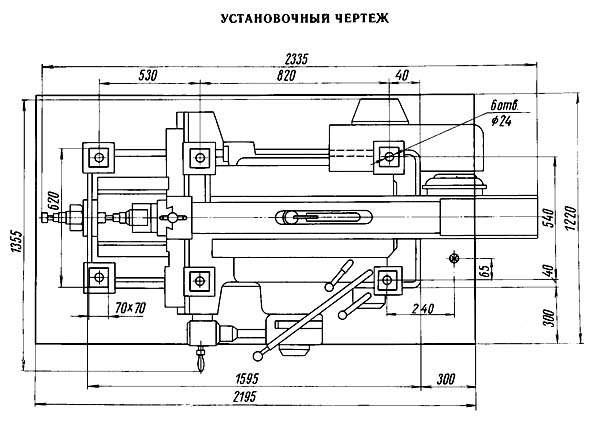
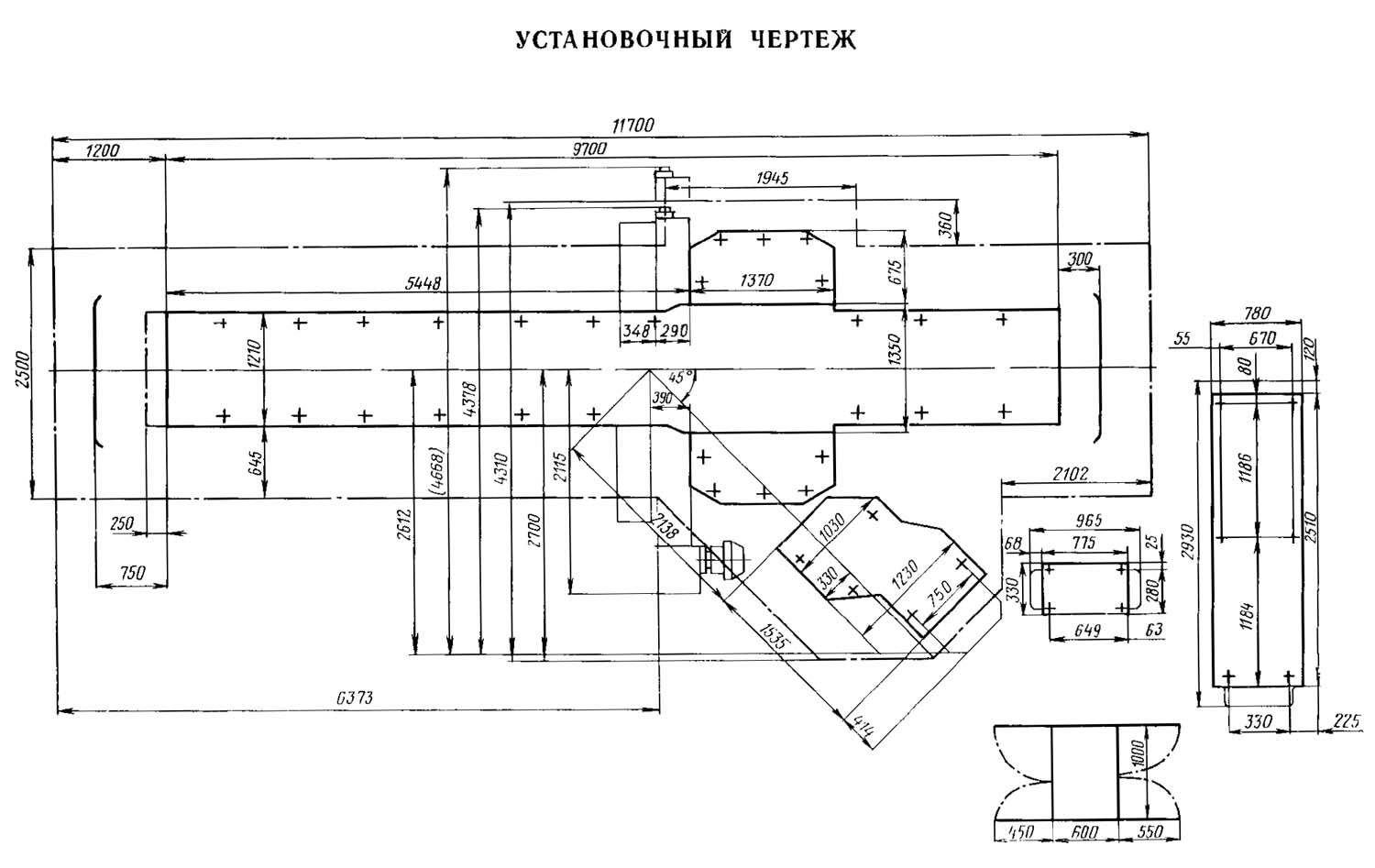
Установочный чертеж
В схеме предусматривается ускоренный холостой ход резцовой головки, что снижает непроизводительные потери времени при строгании.
В отличие от рассмотренной конструкции, 7Е35 – станок поперечно-строгальный, являющийся модернизацией базовой модели – отличается увеличенным до 20 числом подач и возможностью дополнительного закрепления стола в станине, что увеличивает жёсткость опорной поверхности.
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте. Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.








Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу. Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Такое оборудование осуществляет одномоментное строгание заготовки за один проход со всех сторон. Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.
Шпиндели нужны для крепления ножевых головок, фрез, или патронов, которые оснащены фасонными ножами. Вертикальные шпиндели вместе с нижним ножевым валом монтируются на станину и рабочую плиту. Верхний ножевой вал осуществляет вертикальные движения, вследствие чего гарантируется заданная толщина строгания заготовки. Шпиндели могут двигаться в горизонтальной и вертикальной плоскости по отношению к толщине и ширине обрабатываемой заготовки.
Независимо от конструкции строгальные станки по дереву обладают отличным уровнем производительности, долговечности и экономичности. При этом они обеспечивают высокое качество конечного продукта, который будет соответствовать всем мировым стандартам качества.
Сравнительная характеристика моделей 7110 и 7212
| Наименование модели | Длина хода стола, мм | Ширина стола, мм | Габариты, м | Масса, кг |
| 7110 | 3200 | 900 | 7,8×3,75×3,8 | 27400 |
| 7212 | 4000 | 1120 | 11,5×5,15×4 | 40200 |
| 7303 | 320 | 280 | 1,77×0,9×1,54 | 1100 |
| 7307 Г, 7307 ГТ | 500 | 360 | 0,53×400×320 | 500 |
| 7305 | 510 | 360 | 0,53×400×320 | 500 |
| 7Б35 | 710 | 450 | 2,85×1,68×1,8 | 3400 |
| 7Д36 | 700 | 450 | 2,8×1,65×1,8 | 3300 |
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Назначение станка
При продольном строгании перемещение сообщается столу, где расположена обрабатываемая заготовка, а резец — неподвижен, и имеет лишь технологические перемещения, связанные с увеличивающейся глубиной съема слоя металла. В этом случае этот узел оборудования двигается с различной скоростью: меньшей при рабочем ходе и большей при возвратном. Скорость главного движения не регулируется. Движение подачи резцу, закрепленному в инструментальной головке, выполняется по окончанию холостого хода.

https://youtube.com/watch?v=qgQHoIeL1YE





