

Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
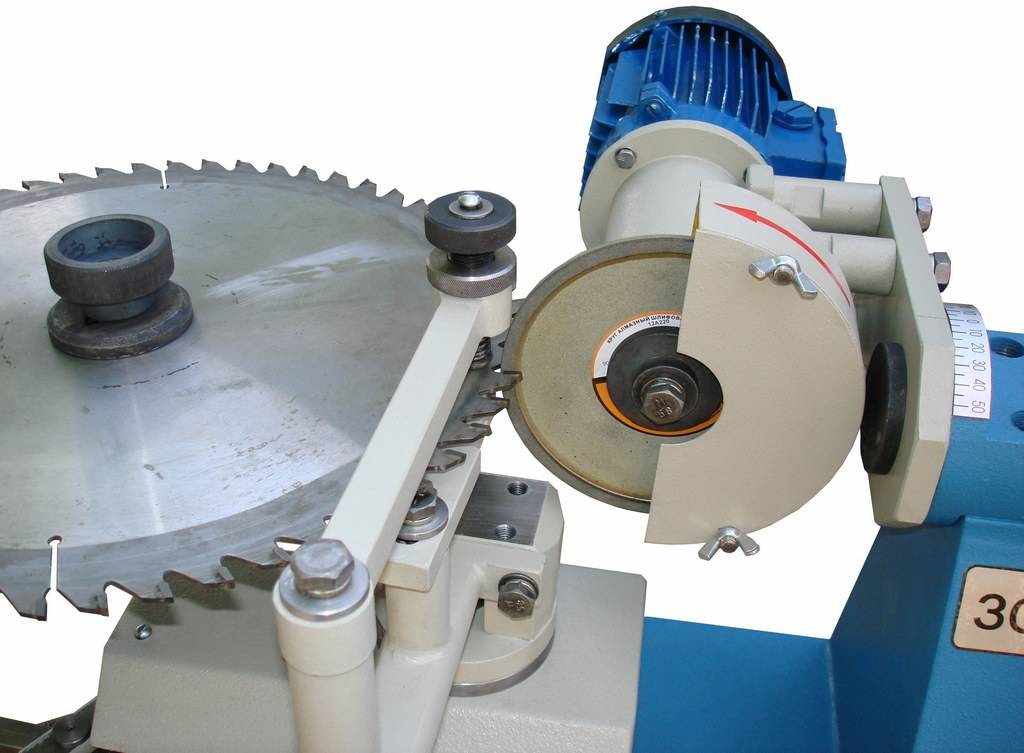
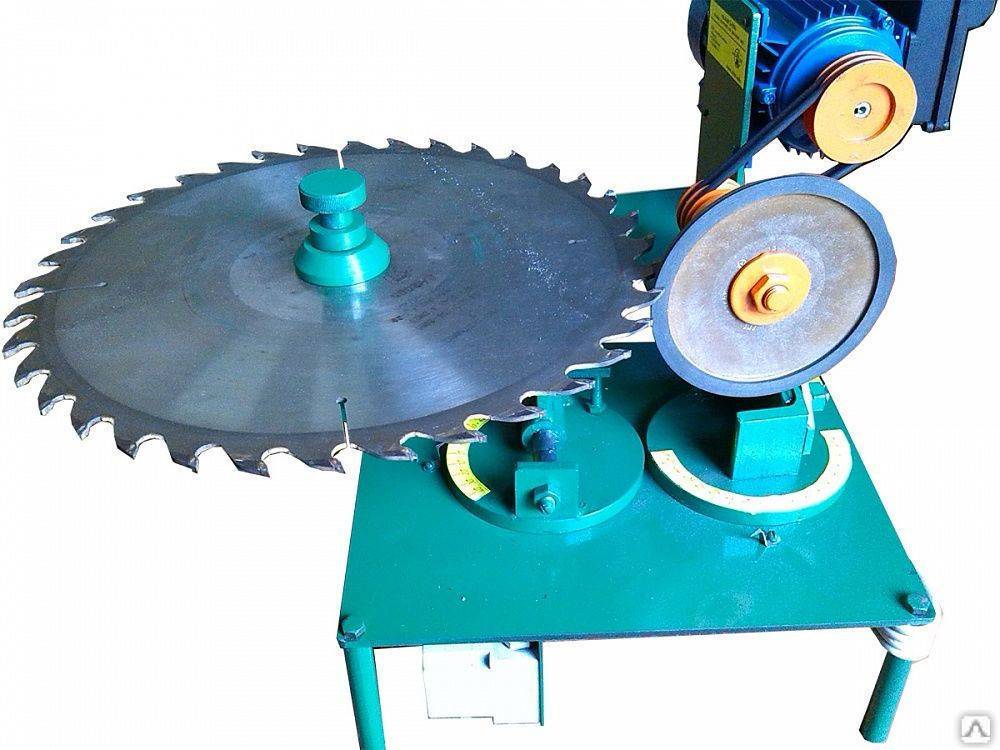
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
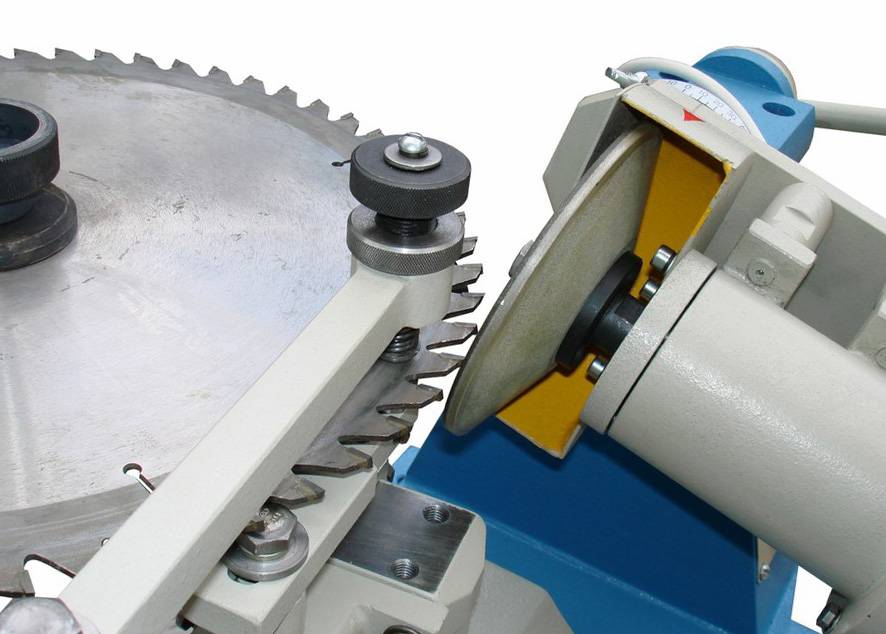
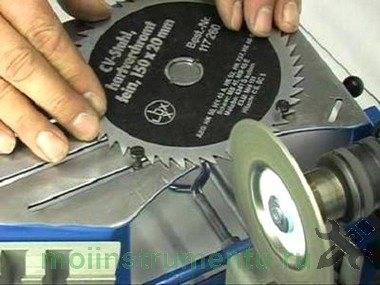
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
Заточка диска с победитовыми напайками:
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
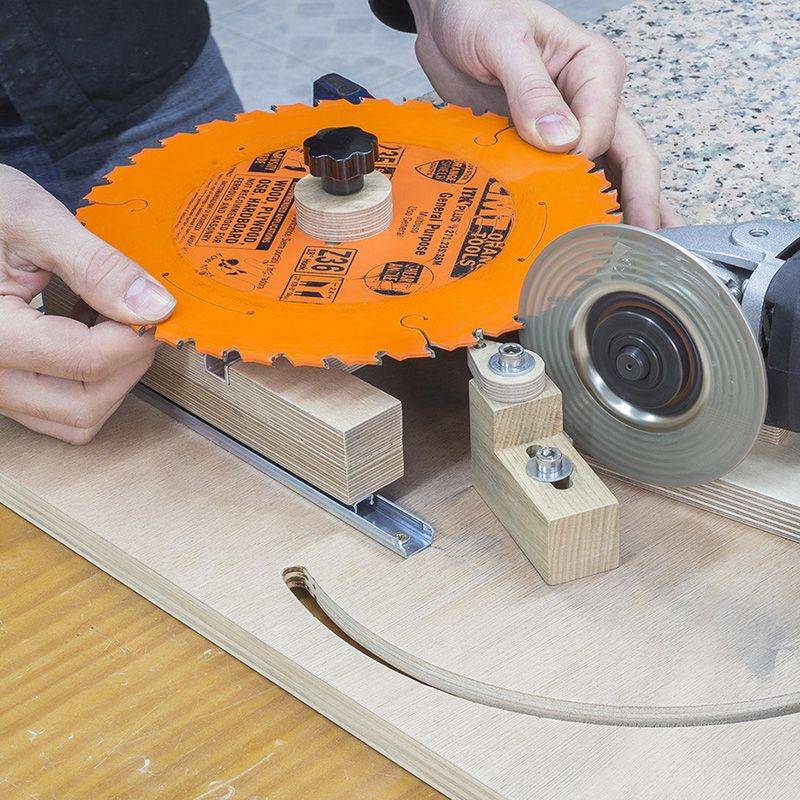
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.
Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
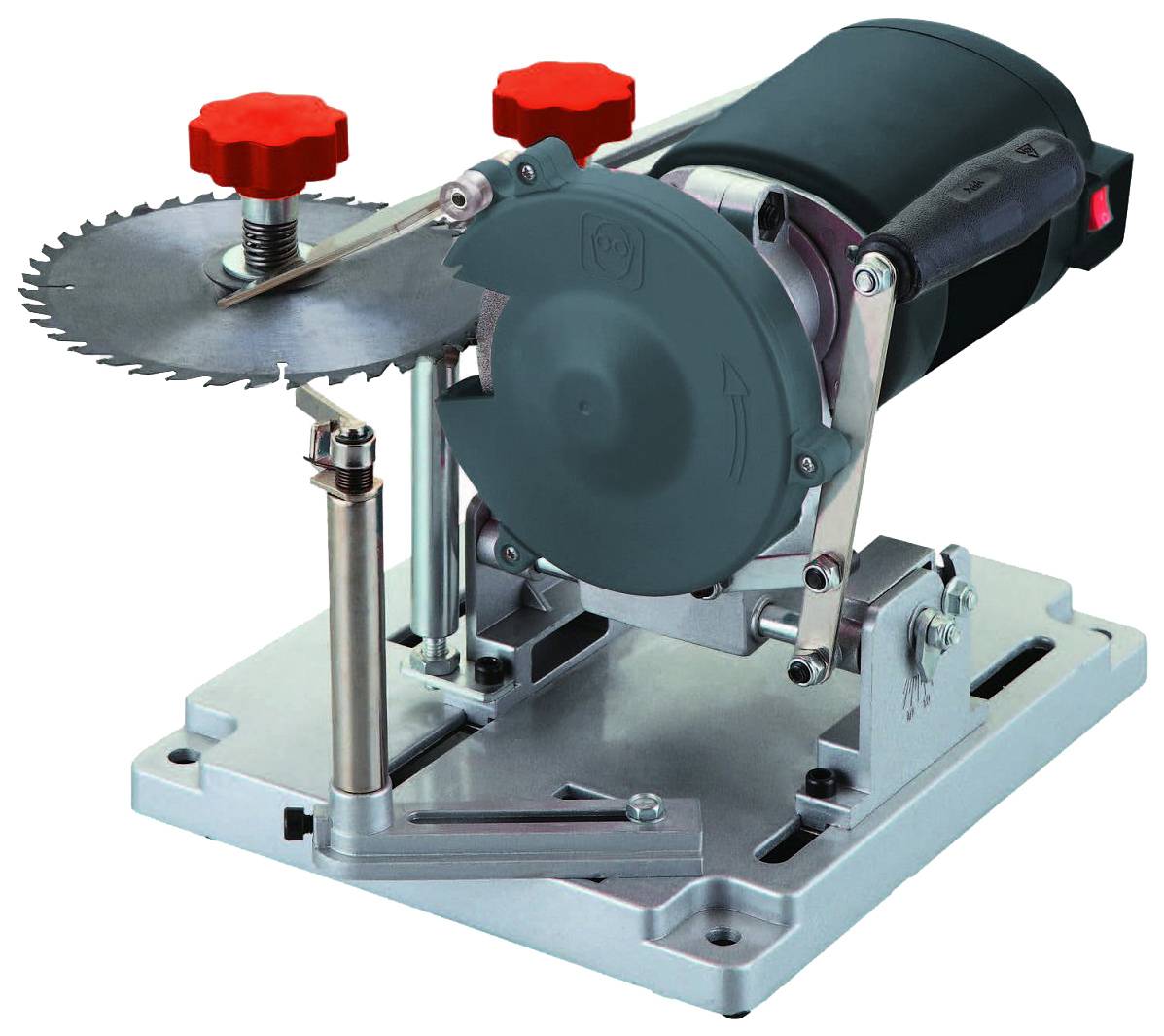
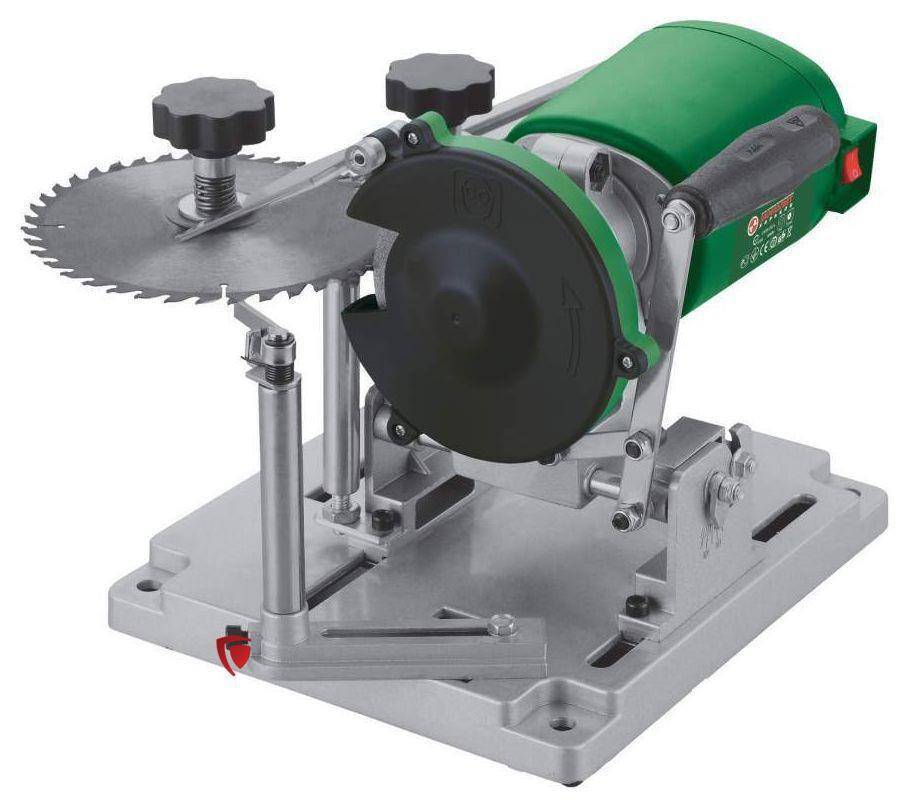
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.
Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.
Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Виды
Станки для точения дисковых пил по способу управления бывают двух типов:
- ручные;
- автоматические.
По конструкции первые модели проще автоматических, но зато для точения пильных дисков циркулярок требуется большой опыт. Причем сначала необходимо оценить состояние зубьев и составить схему их обработки.
В процессе последующей заточки профиль нужного зуба смещается в нужную сторону и точится вращающимся абразивом. Это часто приводит к неравномерной обработке диска и появлению внутренних напряжений. Чтобы этого не происходило, затачивать пильные диски лучше всего автоматическими станками, которые обладают такими достоинствами:
- высокая точность точения дисков. Достигается за счет использования системы автоматического позиционирования точильного круга;
- меньше времени уходит на данную процедуру. Это особенно актуально для больших предприятий, потому что диски промышленных пил часто тупятся и это приводит к временной остановке производственного процесса;
- применение системы охлаждения. Позволяет минимизировать вероятность нагрева поверхности затачиваемого инструмента, поэтому свойства материала не меняются.
По виду рабочего инструмента они разделяются:
- со шлифовальной лентой. Это оборудование позволяет непрерывно точить диски пил на протяжении рабочего дня (8 ч). Предназначено для промышленности;
- с абразивными кругами. Такие станки рассчитаны на нечастое точение пильных дисков.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:. Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Твердосплавный диск сложно заточить
При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга






Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла
Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку
Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Материал и свойства твердосплавных зубьев
В отечественных пилах в качестве материала для режущих пластин используются спеченные вольфрамокобальтовые сплавы марок ВК (ВК6, ВК15 и пр. цифра означает процентное содержание кобальта). У ВК6 твердость 88,5 HRA, у ВК15 — 86 HRA. Иностранные производители применяют свои сплавы. Твердые сплавы ВК состоят в основном из карбида вольфрама сцементированного кобальтом. Характеристики сплава зависят не только от его химического состава, но и размера зерна карбидной фазы. Чем меньше зерно, тем выше твердость и прочность сплава.
Крепят твердосплавные пластины к диску высокотемпературной пайкой. В качестве материала для пайки, в лучшем случае, используются серебряные припои (ПСр-40, ПСр-45), в худшем случае — медно-цинковые припои (Л-63, МНМЦ-68-4-2).
Геометрия твердосплавных зубьев
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Способы
Заточить инструмент своими руками (если он не имеет победитового покрытия) можно в домашних условиях самостоятельно. А также в подобных случаях можно использовать простой станок, на котором можно успешно наточить любые кромки
Очень важно корректно подобрать круг
Бывают они таких видов:
- корундовые;
- алмазные.


Оборудование для заточки дисков с напайками стоит недешево, его можно найти только в специализированных технических центрах.
Возбраняется двигать заточку самостоятельно:
- это стоит лишних трудозатрат;
- точность перемещения вручную будет плохая;
- если отсутствует навык по заточке кругов, то рекомендуется обратиться к профессионалам.

Существуют правила:
- главный дефект случается на краю сверху, то есть грани округляются в пределах 0,11-0,31 мм – это является исходной точкой, с которой следует начинать заточку;
- обрабатывать следует как фронтальную, так и тыловую части, это следует сделать не менее 26 раз;
- размер не превышает 0,051-0,151 мм;
- передние и задние грани обрабатываются идентично;
- после окончания цикла следует реализовать процесс доводки, то есть почистить поверхность «нулевой» наждачной бумагой.

Работа по созданию новой конфигурации требует соблюдения регламента и имеет свою сложность.
- Ознакомиться с требованиями, в частности, уточнить число оборотов. Понятно, что для металла это показатель будет заметно меньше. Деревянные элементы обрабатываются большим числом оборотов.
- Материал, из которого сделаны напайки, выдерживает большие нагрузки, срок его службы значителен, но даже он рано или поздно получает дефекты, появляются сколы и трещины.
- Верный признак, что материал начинает «уставать» – это появление на поверхности микрозаусенцев, шершавости. В этих местах через некоторое время возникнут дефекты.

Чтобы правильно реализовывать заточку, следует знать, какие бывают зубья:
- прямой;
- зуб со скосом с задней части;
- трапециевидный;
- в форме конуса;
- вогнутый.

Как затачивать:
- следует тщательно очистить диск, используя спирт или химические средства;
- обрабатываются все рабочие плоскости;
- снимать металл допустимо 0.051-0.151 миллиметра;
- затачивать, возможно, не более двадцати пяти раз;
- затачивать можно с помощью специального напильника, если существует практический опыт;
- твердосплавные зубья рекомендуется затачивать на отдельном оборудовании;
- победитовые напайки можно «взять», только используя специальный станок, в котором присутствует алмазный круг.

Разводка зубьев бывает нескольких видов.
- Волнистая, каждый зуб рихтуется под определенным углом наклона, таким образом, возникает подобие волны.
- Защитная, два зуба имеет углы наклона, третий зуб присутствует без наклона. Такой способ эффективен при работе даже с красным деревом и дубом.
- Классика, когда зубья вариативные – углы наклона влево и вправо.
- Фронтальная.
- Тыловая.
- Делается наклон у фронтальной плоскости.
- Делается наклон у задней плоскости.


Существует еще один параметр – это угол заострения, но он обычно «работает» как дополнительное средство.
Для ручной заточки потребуются:
- деревянные бруски (2 шт. размером 52х32 мм);
- дрель, шуруповерт;
- коронка для шуруповерта;
- ножовка, чтобы обрабатывать керамику;
- маркер;
- линейка;
- шурупы или саморезы.

Поверхность подставки совпадает с поверхностью диска. Круг лежит на подставке, плоскость затачивания должна находиться под углом 90 градусов к полотну пилы. Такое нехитрое приспособление снабжается поворотным узлом. Такое надежное крепление позволяет равномерно обработать все зубья инструмента. С помощью маркера делаете разметка, что дает возможность правильно определиться с углом наклона.

Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.







Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
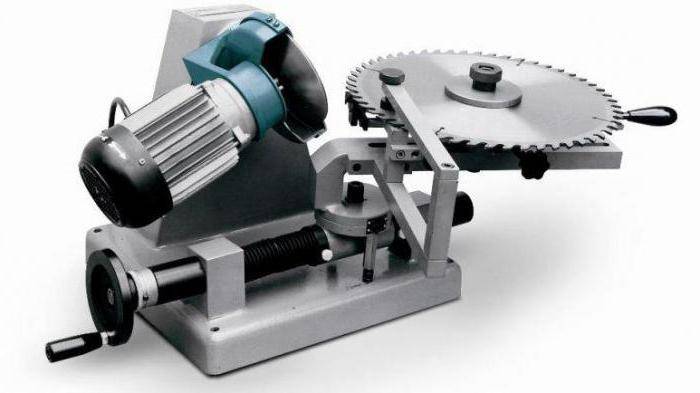
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства
Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Заточка дисков
Опытный мастер обычно сразу понимает, когда зубцы начинают приходить в негодность. Это можно определить по следующим признакам:
Если зубцы затупились, желательно заточить пилу как можно быстрее. Многие домашние мастера ошибочно считают, что получить травму от острой пилы можно гораздо быстрее, чем от тупой. На самом деле, дело обстоит с точностью до наоборот. Такой парадокс объясняется просто: когда пильщик орудует тупой пилой, ему приходится прикладывать физическую силу. Если неправильно рассчитать силу или приложить ее не в том направлении, травмировать кисть руки очень легко. А если пильщик орудует хорошо заточенным инструментом, никаких усилий прикладывать не требуется, главное – точные и аккуратные движения.
При помощи специального станка
Конечно, проще всего заточить дисковую пилу на специальном станке промышленного производства. Такие станки стоят довольно дорого. Приобретать точильный станок для личного пользования выгодно только в том случае, если домашний мастер работает ежедневно и перепиливает большие объемы древесины. А также услуги по заточке предоставляются во многих специализированных магазинах
. Станок для заточки пил чем-то отдаленно напоминает гончарный круг, на котором вертится пильный диск, размещенный строго в горизонтальной плоскости. Процесс заточки состоит из следующих этапов:
Затачивать пильные диски на станке очень удобно. Главное – соблюдать технику безопасности и ни в коем случае не поправлять пильный диск, пока станок работает. Все манипуляции с диском производят только при выключенном точильном станке.
Самостоятельная заточка
Многие домашние умельцы прекрасно справляются с заточкой дисковых пил без специального станка. Большинство владельцев циркулярных пил давно привыкли затачивать пильные диски на весу, при помощи обыкновенного напильника или других подручных инструментов для заточки. Однако, этот метод весьма неудобен и травмоопасен. К тому же при ручной заточке можно случайно пропустить отдельные зубцы. Поэтому применять этот метод не стоит.
Бывалые пильщики обычно мастерят для заточки пил круглую деревянную подставку, на которой и размещается пильный диск. Принцип действия таких мини-станков примерно такой же, что и принцип действия станков промышленного производства.
Мастера считают, что перед заточкой пильные диски должны быть немного влажными – это значительно облегчает заточку. Для этого точильщики смачивают пильные диски водо
й и различными химическими веществами. Однако, эксперты утверждают, что на самом деле такой метод приносит только вред. Любая жидкость разъедает металл и вызывает его коррозию, то есть способствует появлению ржавчины.
Во время самостоятельной заточки нужно быть внимательным, чтобы не пропустить ни один зубец. Даже если затупилось всего несколько зубчиков, а остальные остались острыми, точить нужно абсолютно все зубцы. Она будет работать правильно
только в том случае, если все пилящие элементы заточены одинаково.
Самостоятельно заточить дисковую пилу – это не так сложно, как кажется. Как именно затачивать пилу, на станке промышленного производства или на примитивной подставке, каждый домашний мастер выбирает сам. Однако, в любом случае необходимо строго соблюдать элементарную технику безопасности и затачивать зубцы как можно острее. При возникновении трудностей, связанных с заточкой дисковой пилы в домашних условиях, следует проконсультироваться со специалистом. Если регулярно приводить в порядок циркулярную пилу, она прослужит верой и правдой долгие годы.
Любой режущий инструмент имеет свойство затупляться в процессе эксплуатации. Это касается и твердосплавных пильных дисков, которые необходимо регулярно затачивать, для того чтобы распиловка дерева происходила быстро и качественно.
Самый простой способ затачивания зубьев на дисковой пиле — это использование обычного напильника. Но при работе своими руками, над приведением режущего инструмента в рабочее состояние, возникает много сложностей, с которыми может справиться только хороший специалист, имеющий достаточно большой опыт. Гораздо проще, быстрее и эффективнее использовать для этой операции самодельный станок для заточки дисковых пил или заточной станок для дисковых ножей.
Если есть самодельный электрический заточной станок для дисковых пил, не зависимо от того заводской это инструмент или самодельный, следует знать основные принципы использования такого оборудования. Особенно, когда есть необходимость в заточке зубьев пильных дисков, которые имеют разную геометрию и углы затачивания.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
![Станок для заточки пильных дисков и цепей [своими руками]](https://benzo-electro-instrument.ru/wp-content/uploads/3/8/c/38c928c670e0f52377a3eba6b63f9e8f.jpeg)




Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Как сделать заточное устройство своими руками для правки дисков с твердосплавными напайками
Разберем 2 варианта сборки самодельного точильного станка для дисковых пил.
Вариант №1— сборка на базе точила
Для сборки станка на базе точила потребуются следующие материалы и инструменты:
- ДСП или фанера;
- деревянные бруски;
- фиксаторы для крепления диска;
- точильный станок.
Собирается точильный станок из точила следующим образом:
- На верстак устанавливают наждачный станок, на который устанавливается диск с алмазным напылением.
- Из ДСП делают неподвижное основание, которое будет также выступать направляющим для подвижной рамки.
- Затем из ДСП или фанеры изготавливают саму подвижную рамку, стенки которой делают из деревянных брусков. Они должны быть направлены вниз для нормального перемещения рамки.
- Сверху подвижной рамки устанавливают фиксаторы для дисков необходимого диаметра и делают паз с торца рамки под абразивный диск.
- В результате получится неплохой самодельный станок для точения пильных дисков.
На сборку такого устройства понадобится немного свободного времени и денег, поэтому в целях экономии семейного бюджета можно собрать такой самодельный станок.
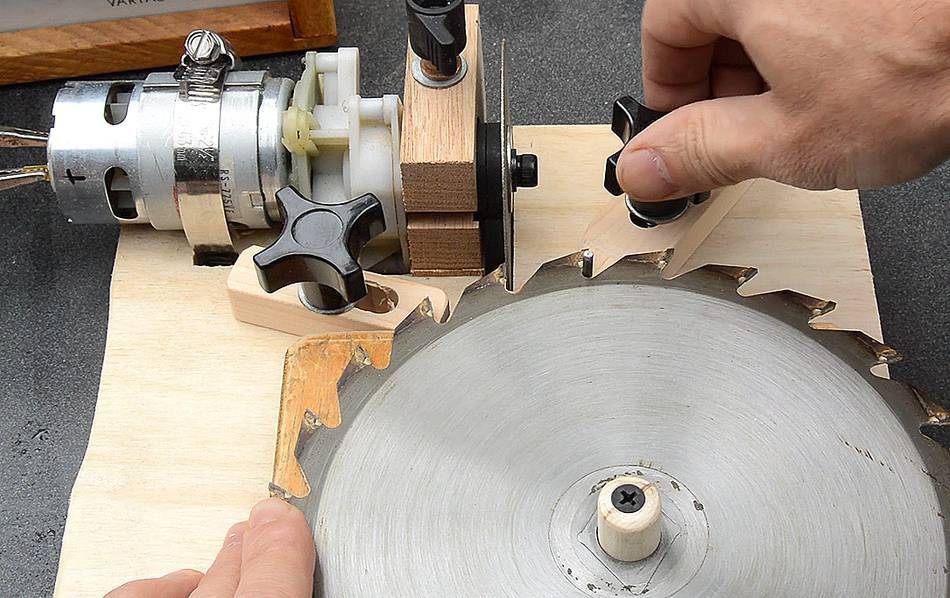
Второй вариант — из обычной болгарки
Собственноручно изготовить точильный станок для дисковых пил можно также с помощью болгарки. На этот электроинструмент устанавливается точильный диск с алмазным напылением, после чего болгарка надежно фиксируется к основанию.
Для сборки станка для затачивания дисков, на базе обычной болгарки нужны такие материалы и инструменты:
- ДСП или фанера;
- стальные обжимные хомуты;
- мебельные салазки;
- болгарка.
Принцип сборки станка на базе болгарки:
- Из ДСП или ДВП изготавливается опорная часть, которую крепят к ровному основанию (например, к верстаку).
- Далее к ней крепят хомутами болгарку.
- Потом собирают подвижную рамку для крепления и точения пильных дисков. Для ее перемещения используют мебельные салазки.
- После чего делают кронштейн для крепления затачиваемого инструмента.
- Затем шпиндель электроинструмента размещают под углом 90°к рамке.
Виды станков для заточки дисковых пил
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.
Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно!Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.





