Выбор правильного режима
Правильная организация подачи тока играет важную роль. Она предопределяется техническими характеристиками плазмотрона и используемым режимом резки. Неправильно выбранный режим резки может привезти к двойному дугообразованию (когда дуга горит с электрода на сопло, а с сопла на металл). Это разрушает сопло и электрод, также деформирует края вырезаемой заготовки. Чтобы правильно выбрать режим, следует знать некоторые показатели. В первую очередь, его выбор зависит от:
- типа разрезаемого материала;
- диаметра сопла;
- толщины разрезаемого листа;
- средней ширины реза;
- силы тока;
- напряжения;
- скорости резки.
Для ориентирования в выборе режима можно воспользоваться данными из нижеприведенной таблицы. В ней представлены средние параметры, на примере воздушно-плазменной резки.
| Тип разрезаемого металла | Толщина(мм) | Диаметр сопла(мм) | Сила тока А | Скорость резки(м/мин) | Средняя ширина реза(мм) |
| Сталь | 1-10 | 0,9-1,1 | 40-60 | 2-0,2 | 1-1,3 |
| 10-15 | 1,4 | 60-90 | 1,8-0,3 | 1,5-1,8 | |
| 15-20 | 2,7 | 90- 140 | 1,5-0,5 | 1,8-2,2 | |
| 20-25 | 1,9 | 100-150 | 1,2-0,15 | 2-2,5 | |
| Алюминий | 1-15 | 1,4 | 60-90 | 1,5-0,5 | 1,5-2 |
| 10-30 | 1,7 | 90-140 | 1,2-0,5 | 2-2,5 | |
| 20-40 | 1,9 | 100-150 | 0,5-0,1 | 2,5 | |
| Медь | 10 | 3 | 300 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||
| 30 | 0,7 | 4 | |||
| 40 | 0,5 | 4,5 | |||
| 50 | 0,3 | 5,5 | |||
| 60 | 3,5 | 400 | 0,4 | 6,5 |
С учетом поставленных задач для плазменной резки, показатели могут быть изменены. После того, как необходимые параметры выставлены, следует проверить работу аппарата. Для этого надо сделать пробный надрез с завышенной силой тока. Так можно отрегулировать скорость раскроя и силу тока.
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.
Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
Виды резки белой пищевой жести
Резку листового металла можно осуществить двумя основными способами: ручным и автоматическим. Ручной метод направлен на разрезание полос, заготовок по контуру, пазов с помощью ножниц или ножовочных станков. Такой процесс очень трудоемкий, занимает много физических усилий. Во время резки следует придерживаться техники безопасности, во избежание попадания в глаза осколков.
Резка на автоматических линиях является приоритетной и более востребованной. Оборудование состоит из нескольких устройств:
- Подающего;
- Разматывающего;
- Режущего блока;
- Пульта управления.
Все операции проводятся в автоматическом режиме без привлечения работников, что очень удобно. Управляет только один оператор. Готовые заготовки после резки складываются в пачки до 2 тонн и отправляются оптовым, розничным покупателям.
Как правильно выбрать режим плазменной резки металла
Наиболее эффективной плазменная резка становится при правильном выборе ее технологического режима.
Базовые показатели процесса – качество и скорость работы – для установленной толщины обрабатываемого материала должны определяться:
- расходом газа, образующего плазму;
- током дуги;
- характеристиками применяемого оборудования.
Важное значение имеет создание газовой струи. Влияние на нее оказывает модель плазмотрона, а также установленный режим резки
Ошибка недопустима, поскольку приводит к появлению так называемой «двойной дуги», одна из которых идет по направлению «электрод – сопло», а вторая по направлению «сопло – поверхность заготовки». Ее появление приводит к разрушению и сопла, и электрода, кроме того, изменяется форма заготовки.
Скорость, с которой происходит резка плазмой, оказывает влияние на производительность, качество создаваемого среза, угол краев реза, количество образующегося грата. Если скорость ниже оптимальной, то разрез расширяется книзу, а поверхность становится неровной, к тому же у нижнего края появляется грат. Визуально данный режим резки выглядит как вертикально выходящий за нижний край заготовки факел горящего газа.
Видно, что по мере продвижения материал плавится еще до соприкосновения с дугой. Стабильность работы нарушается и становится возможным появление «двойной дуги». Если же скорость выше оптимально установленной, происходит сужение реза книзу. При этом факел, выходящий вниз, прижат к нижней поверхности заготовки. Кроме того, повышается вероятность того, что прорезывание остановится и появится сдвоенная дуга.
Если же скорость соответствует оптимальной, то ширина нижнего и верхнего края реза практически одинакова и разница минимальна. А выходящий факел имеет угол отклонения от вертикали ≤ 15–20°.
Снижение скорости обработки при сохранении тока и расхода сжатого воздуха способствует возрастанию напряженности дуги.
Качество сделанного реза определяется:
- углом наклона реза от перпендикуляра;
- радиусом верхнего края;
- шероховатостью реза;
- размерами зоны теплового воздействия.
Для создания реза высокого качества необходимо строгое соблюдение режима обработки.
Принцип резки металлов высококонцентрированной плазмой
Для локального повышения температуры в зоне плазменного столба необходим мощный источник энергии (им в большинстве типов промышленных установок является обычный сварочный генератор и концентрированный поток окисляющего газа), а также герметичный объём, где возбуждается разряд.
Последовательность резки металла при газовой и плазменной резке разная. В первом случае резак имеет в своём составе две коаксиально размещённых трубы. Через одну из них – внешнюю – под большим давлением прокачивается инертный газ (это может быть аргон или двуокись углерода), задача которого – сжать поток пламеобразующего газа – кислорода, который в это же время подаётся по внутренней трубе плазмотрона. Такая конструкция ограничивает неконтролируемое распространение пламени по разделяемой поверхности, повышает энергетические характеристики источника тепла, и исключает оплавление кромок разрезаемого фрагмента лома. В стационарных аппаратах современного типа перемещение инструментальной головки может программироваться, в зависимости от конфигурации исходного изделия. Резка на плазме при помощи плазменных резаков переносного типа производится перемещением инструментальной головки самим оператором.











Принцип плазменной резки металла
В электрических плазмотронах сжатие столба дуги производится поперечным потоком среды-диэлектрика (чаще всего ею является индустриальное масло, хотя может быть и вода). Для создания больших давлений, которые достигают 5…10 ат, в комплектацию электрического плазмотрона входит также соответствующая насосная установка. Это снижает компактность оборудования, поэтому плазменные резаки с применением электрического дугового разряда применяются на специальных участках, для разделки особо крупногабаритных фрагментов лома (размерами более 200 мм). Их преимущество – высокая производительность процесса, которая достигает по стали 20000 мм3/мин, а при пониженных требованиях к точности – и 40000 мм3/мин.
Технология плазменной резки
Для резки лома чугуна, алюминия и других цветных металлов постепенно приобретает распространение технология мультиплазмирования, для которой характерно возбуждение электрического разряда в водной или спиртсодержащей среде. Соответствующие аппараты отличаются компактностью, однако требуют высококвалифицированного обслуживания и настройки.
Независимо от конструкции, аппарат для резки металла плазмой создаёт в рабочей зоне локальные температуры от 6000 до 200000С, чего достаточно не только для размерного плавления наиболее тугоплавких металлов, но и для размерного испарения частиц, которые выносятся потоком среды из зоны разделения. Скорость потока при этом достигает 500…1000 мс.
Плазменная резка — что это
Что такое плазменная резка? Это обработка металлических изделий, где резцом служит струя плазмы.
Отличия плазменной резки от лазерной
Плазма, представляет собой поток ионизированного газа, разогретого до нескольких тысяч градусов. Содержит частицы с положительным и отрицательным зарядом. Имеет квазинейтральные свойства. То есть, в бесконечно малом объёме, суммарный заряд уравновешивается и равен нулю.
Тем не менее, наличие свободных радикалов, означает, что плазма является проводником электричества. Сочетание высокой температуры, электропроводности и высокой скорости потока (больше скорости звука) позволило в прошлом веке разработать и создать для резки металла плазменное оборудование.
Принцип действия
Как работает плазма, — применяются два способа обработки металлических деталей:
- рез прямого действия, или плазменно-дуговая резка металлов;
- рез косвенным воздействием.
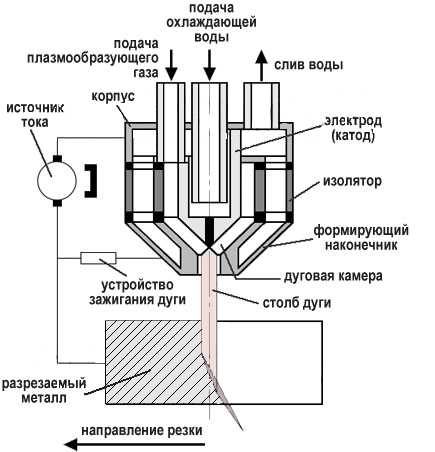
Резак прямого действия
Между резаком (катодный узел) и изделием (анод) зажигают электрическую дугу. Катод (электрод) помещён внутрь корпуса, имеющего сопло. Газ, под давлением, проходя мимо электрода, разогревается до высоких температур и ионизируется. Высокая скорость потока создаётся при прохождении сопла. Электродуга плавит металл. Раскалённый газ обеспечивает вывод из зоны нагрева.
Резак косвенного действия
Этот метод позволяет обрабатывать обычные металлы, но, и с малой электрической проводимостью, и диэлектрики. В отличие от предыдущей схемы, источник электроискры помещён в резаке. Поэтому, воздействие на обрабатываемые изделия оказывает только поток плазмы. Стоит такое оборудование значительно дороже, нежели модели прямого действия.
Плазмотрон прямого действия
Оба вида резаков имеют общее научно-техническое название, — плазматрон (буквально, — генератор плазмы).
Портальные станки
Портальные станки плазменной резки — очень большие установки, имеющие поверхность в виде стола, на который укладываются металлические листы. Выпускаются они в разных модификациях, но основой является портальная механическая конструкция. Она имеет такие преимущества:
- высокая скорость работы;
- повышенная точность установки позиции самого резака;
- самое высокое качество обработки (на одном уровне с лазером);
- максимальная автоматизация;
- большой выбор устройств, удобных в применении.
Портальные станки плазменной резки обладают реечным приводом, благодаря которому возможно безлюфтовое перемещение. В целом, они не только обеспечивают максимальную автоматизацию, но и просты в обращении, то есть не требуют специально подготовленного оператора.
Портальные машины плазменной резки имеют разные особенности, которые зависят от типа перемещения портала. В установке они отражаются на способах управления: есть моноприводы и двухприводные системы, а также серво- и шаговые двигатели. Ещё есть отличия по количеству координат для перемещения резака — к примеру, возможен косой рез, в процессе которого получается фаска. Портал плазменной резки может иметь очень разные размеры, равно как и количество резаков может существенно отличаться.
Портальная машина плазменной резки в действии представлена на следующем видео:
Применение
Используется портальная плазменная резка в основном для раскроя чёрной стали и нержавейки, а также алюминия (обычно толщина листов до 80 мм). Она позволяет осуществить особенно качественный раскрой при наибольшей производительности. Но она занимает довольно большую площадь и требует мощного источника электроэнергии для своей работы.
Если вы задумываетесь над выбором технологии, то оцените количество и масштаб операций, которые предполагается производить, а также материал заготовок и желаемые результаты по качеству реза. По всем этим параметрам портальная плазменная резка имеет преимущества так, как она обеспечивает выдающиеся рабочие характеристики и лучшее качество. В результате, портальная установка плазменной резки быстро окупает свою стоимость.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать тонкий металл, выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Плазмообразующие газы
Технологические возможности процесса плазменной резки металла (скорость, качество и др.), а также характеристики основных узлов плазмотронов определяются прежде всего плазмообразующей средой. Влияние состава плазмообразующей среды на процесс резки:
- за счет изменения состава среды возможно регулирование в широких пределах количества тепловой энергии, выделяющейся в дуге, поскольку при определенной геометрии сопла и данном токе состав среды задает напряженность поля столба дуги внутри и вне сопла;
- состав плазмообразующей среды оказывает наибольшее влияние на максимально допустимое значение отношения тока к диаметру сопла, что позволяет регулировать плотность тока в дуге, величину теплового потока в полости реза и, таким образом, определять ширину реза и скорость резки;
- от состава плазмообразующей смеси зависит ее теплопроводность, определяющая эффективность передачи разрезаемому листу тепловой энергии, выделенной в дуге;
- в ряде случаев весьма значительной оказывается добавка тепловой энергии, выделившейся в результате химического взаимодействия плазмообразующей среды с разрезаемым металлом (она может быть соизмерима с электрической мощностью дуги);
- плазмообразующая среда при взаимодействии с выплавляемым металлом дает возможность изменять его вязкость, химический состав, величину поверхностного напряжения;
- подбирая состав плазмообразующей среды, можно создавать наилучшие условия для удаления расплавленного металла из полости реза, а также предотвратить образование подплывов на нижних кромках разрезаемого листа или делая их легко удаляемыми;
- от состава среды зависит характер физико-химических процессов на стенках реза и глубина газонасыщенного слоя, поэтому для определенных металлов и сплавов некоторые плазмообразующие смеси недопустимы (например, содержащие водород и азот в случае резки титана); диапазон допустимых смесей также сужается с увеличением толщины разрезаемых листов и теплопроводности материала.
От состава плазмообразующей среды зависят и характеристики оборудования:
- материал катода и конструкция катодного узла (способ крепления катода в плазмотроне и интенсивность его охлаждения);
- конструкция системы охлаждения сопел;
- мощность источника питания, а также форма его внешних статических характеристик и динамические свойства;
- схема управления оборудованием, поскольку состав и расход плазмообразующего газа полностью определяют циклограмму формирования рабочей дуги.
При выборе плазмообразующей среды также важно учитывать себестоимость процесса и дефицитность используемых материалов. Таблица
Наиболее распространенные плазмообразующие газы
Таблица. Наиболее распространенные плазмообразующие газы
| Газ | Обрабатываемый металл | ||
| Алюминий, медь и сплавы на их основе | Коррозионно-стойкаясталь | Углеродистая инизколегированнаясталь | |
| Сжатый воздух | Для заготовительной машинной резки | Для экономичной ручной и машинной резки | |
| Кислород | Не рекомендуется | – | Для машинной резки повышенного качества |
| Aзотно-кислороднаясмесь | Не рекомендуется | Для машинной резки с повышенной скоростью | |
| Азот | Для экономичной ручной и машинной резки | Для ручной и полуавтоматической резки | – |
| Aргоно-водороднаясмесь | Для резки кромок повышенного качества | Не рекомендуется |
Резка с применением воздуха в качестве плазмообразующей среды называется воздушно-плазменной резкой.
Недостатки аппарата
Устройство плазмореза имеет свои особенности, поэтому аппарат имеет ряд негативных особенностей. Недостатком плазморезов считается высокая стоимость аппарата, сложная настройка и относительно невысокая толщина разрезаемого материала (до 22 см), в сравнении с кислородными резаками (до 50 см).









Ручной плазморез находит свое применение в небольших мастерских по производству сложных и нестандартных деталей. Особенностью работы ручного плазмореза, является высокая зависимость качества реза от квалификации резчика.
По той причине, что оператор плазменной резки держит плазмотрон на весу, производительность процесса резания металла невысокая. Для большего соответствия требуемым геометрическим характеристикам, для ведения рабочего органа плазмореза применяется специальный упор. Этот упор фиксирует сопло к поверхности заготовки на определенном расстоянии, что облегчает процесс резки.
Стоимость ручного плазмореза находится в прямой зависимости от его функциональных характеристик: максимального напряжения и толщины обрабатываемого материала.
Лучшие плазморезы с высокочастотным поджигом
Модели этого типа отличаются удобством использования и высоким качеством резки. Они быстро включаются в работу, подходят для продолжительного использования, поэтому рекомендованы для выполнения профессиональных задач.
Aurora Airforce 80
4.9
★★★★★оценка редакции
96% покупателей рекомендуют этот товар
У этой модели высокая скорость работы и качественный рез, которые гарантируют комфорт при эксплуатации в интенсивном режиме. Владельцу доступна регулировка времени продувания горелки (от 5 до 25 секунд). Максимальная толщина реза составляет 30 миллиметров, продолжительность включения при максимальном токе — 40%.
Прочный корпус не боится резких ударов. Широкая рукоять агрегата обеспечивает легкость перемещения. К другим особенностям Aurora Airforce стоит отнести встроенный манометр, небольшие габариты и удобный контроль основных параметров.
Достоинства:
- высокая производительность;
- быстрая установка и включение в работу;
- гибкая настройка;
- прочный корпус;
- долгий срок службы.
Недостатки:
большой вес.
Aurora Airforce может использоваться для резки любых сплавов, и предназначен для профессиональной эксплуатации.
Fubag Plasma 65 T
4.9
★★★★★оценка редакции
95% покупателей рекомендуют этот товар
Удобно расположенный центральный разъем дает возможность быстро подключить горелку к этому резаку. Встроенный фильтр и осушитель воздуха повышают качество работы и продлевают срок службы расходников. Круглые ножки способствует устойчивости прибора на поверхности.
Мощность аппарата составляет 9,5 кВт, максимальная толщина резки — 35 миллиметров. Прочный корпус надежно защищает внутренние элементы от внешнего воздействия и механических повреждений.
Достоинства:
- качественный рез;
- очень большая мощность;
- удобное управление;
- долгий срок службы;
- надежный корпус.
Недостатки:
высокое энергопотребление.
Fubag Plasma 65 T хорош для резки заготовок из стали и алюминия. Пригодится в профессиональной мастерской.
Сварог Real CUT 45 (L207)
4.8
★★★★★оценка редакции
92% покупателей рекомендуют этот товар
Плазморез обладает простой и интуитивно понятной панелью управления, что облегчает работу с ним даже неподготовленному пользователю. Большое количество вентиляционных отверстий на крышке корпуса быстро отводят тепло, исключая риск перегрева внутренних узлов.
Максимальная мощность составляет 4,3 кВт, толщина реза — 12 миллиметров. Быстрое подключение кабеля к специальным разъемам упрощает введение аппарата в эксплуатацию. Малые габариты и вес способствуют комфортному перемещению и установке в выбранном месте.
Достоинства:
- малый вес и компактность;
- удобство переноски;
- быстрое подключение;
- простое управление.
Недостатки:
кабель коротковат.
Сварог Real CUT 45 рекомендован для профессионального использования — когда важна качественная резка.
Ресанта ИПР-40
4.8
★★★★★оценка редакции
91% покупателей рекомендуют этот товар
Удобная для захвата рукоять и прочный наплечный ремень упрощают транспортировку агрегата. Корпус не боится резких ударов и надежно предохраняет внутренние элементы от повреждений.










На панели управления расположены регулятор рабочего тока, манометр, световые индикаторы. Это упрощает настройку и облегчает контроль текущего состояния.
Продолжительность включения резака при максимальном токе — 35%, толщина металла не должна превышать 12 мм. Система принудительного охлаждения гарантирует стабильную работу оборудования при интенсивной эксплуатации.
Достоинства:
- долгий срок службы;
- прочный корпус;
- удобно переносить;
- гибкая настройка;
- есть индикация состояний.
Недостатки:
шумно работает.
Ресанта ИПР-40 подойдет для резки любых металлов и используется там, где требуется точность работы.
FoxWeld Varteg Plasma 70
4.8
★★★★★оценка редакции
87% покупателей рекомендуют этот товар
У плазмореза FoxWeld есть аварийного индикатора, который может функционировать в двух режимах, сигнализируя о недостаточном давлении сжатого воздуха в системе или превышении допустимой температуры компонентов. Это позволяет предупредить поломку и обеспечивает качественную работу.
Максимальная толщина реза 20 мм, создаваемое давление — 5 бар. Аппарат оснащен вентилируемой передней панелью. Удобный блок управления способствует быстрому введению плазмореза в действие, а эргономичная рукоять упрощает транспортировку.
Достоинства:
- четкая индикация состояний;
- быстрое охлаждение;
- удобное управление;
- легкость транспортировки;
- прочный корпус.
Недостатки:
крупные габариты.
FoxWeld Varteg Plasma 70 стоит приобрести для работы с алюминием, медью, сталью и пр. Универсальный выбор для регулярного применения.