Алгоритм работы

Методика проведения работы зависит от того какого размера используется пистолет:
- Для начла в распылитель в специальный отдел помещаются запряжённые частички ЛКМ.
- Дальше возле детали, которая будет окрашиваться формируется плотное соединение заряженных пигментированных частичек.
- После деталь требуется заземлить и обработать при помощи частичек, которые к ней присоединяться.
В целом для проведения работы необходимо иметь при себе:
- Емкость, для помещения в нее элементов, с которыми будет проводиться работа.
- Поворотные детали, при помощи которых изделия будут навешиваться.
- Камеру для напыления.
- Циклон с помощью которого будут образовываться и заряжаться частички красителя.
- Слой для фильтрации.
- Камеру для разгрузки.
- Приспособления с помощью которых будут передаваться элементы, которые двигаются на средней или медленной скоростях.
- Бокс, в котором будет проходить полимеризация покрытия.
- Вентилятор.
- Автоматическую систему управления.
- Подсветку.
- Отсек который заранее подготовит сжатый воздух для того чтобы «подтолкнуть» выброс красителя.
- Пистолет для проведения порошковой покраски.
Пистолет устроен по следующему принципу:
- Канала через которых поступает порошковый ЛКМ.
- Канала, по которому поступает воздух.
- Линии заземления.
- Поверхностей, которые предназначены для заряда частичек.
- Порошково-воздушной смеси.
- Насадки, через которую порошковый состав подается в пистолет и распыляется на основания.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
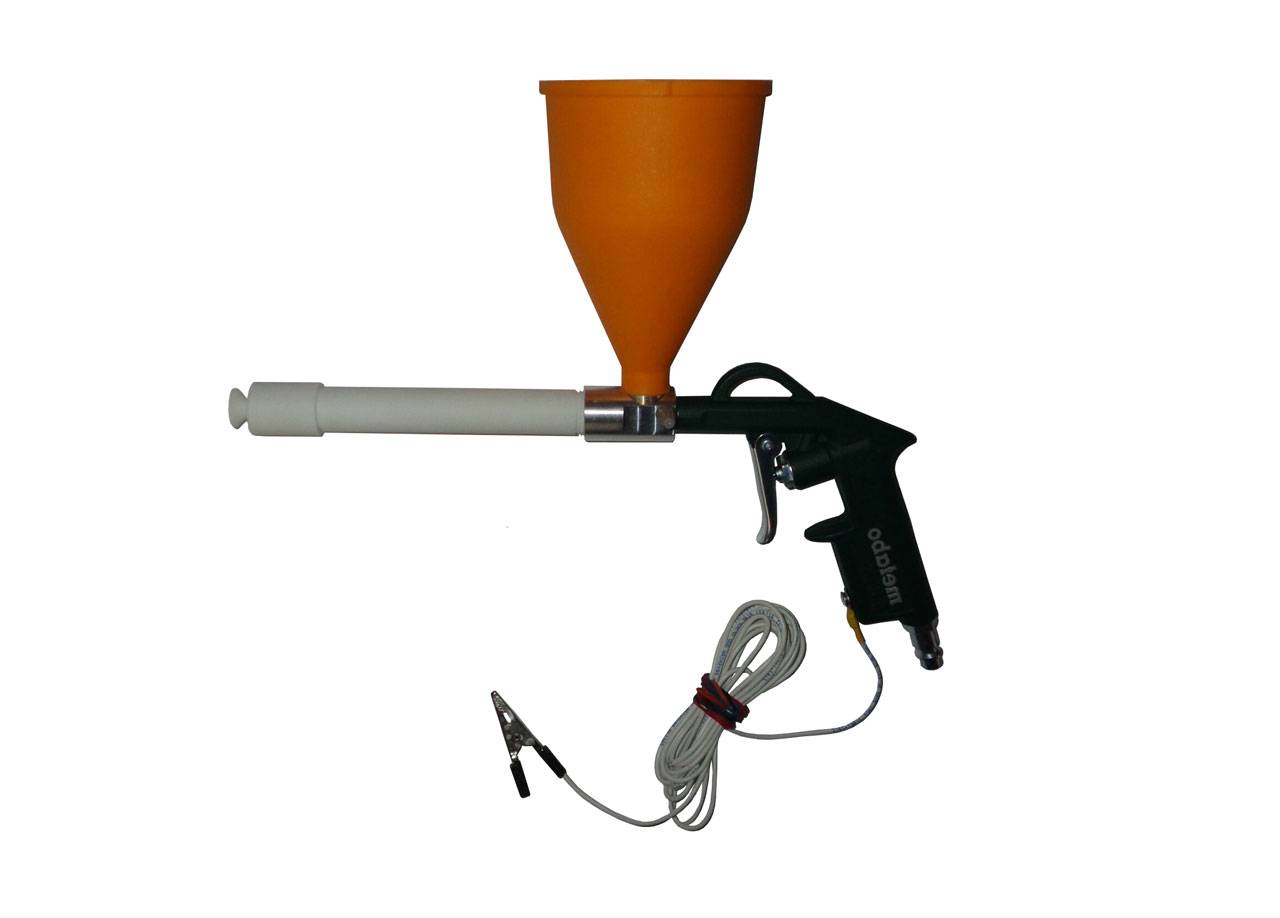
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
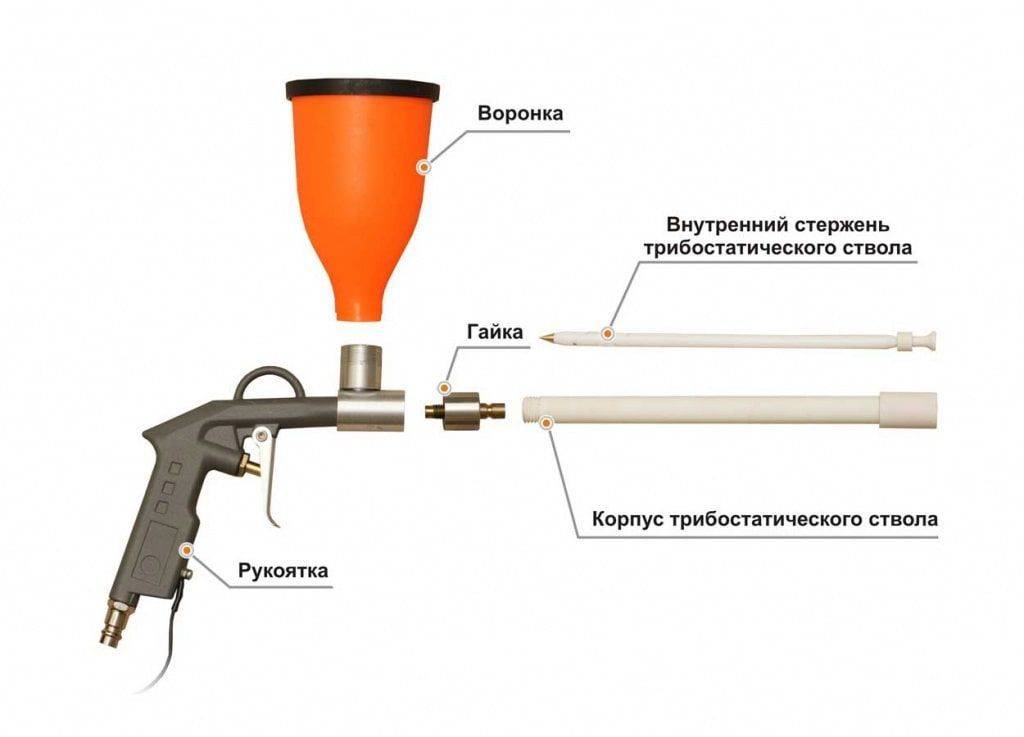
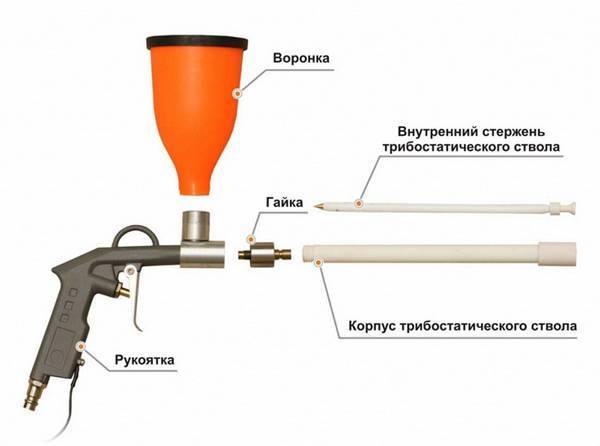
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику. После всех манипуляций получается вполне приличный пистолет
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Виды пистолетов для порошковой покраски
Использование порошкового состава возможно погружающим методом либо распылительным. Первый тип сложен по реализации, по этой причине его используют лишь на производстве.
При втором варианте используется распылитель порошковой краски, сделать окрашивание можно своими руками. По принципу действия существуют несколько видов пистолетного оборудования.
 Использование порошкового состава возможно погружающим методом либо распылительным.
Использование порошкового состава возможно погружающим методом либо распылительным.
Электростатический
Считается лидером на строительном рынке среди подобных устройств. Причиной служит легкость ухода, делаются тонкие слои, что помогает экономить красящее вещество, подходит любой поверхности по форме. Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
 Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
Трибостатический
Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка. Происходит зарядка элементов путем трения их друг об друга. Это усложняет процесс получения необходимого уровня заряда.
Заряжение частичек зависит от влажностного уровня, оседает состав излишне быстрым темпом, и происходит понижение заряда на любом типе основания.
 Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка.
Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка.
Флюидизированный
Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала. Это помогает простому набору требуемой толщины покрытия, среднее значение которой 250 микрон. С помощью применяемого принципа работы, маляр может легко отслеживать получаемую толщину краски на любом этапе.
Подготовка основания при использовании флюидизированного пульверизатора сводится к небольшому числу этапов, что уменьшает затраты денежных средств. Но есть и минусы выбора этого прибора:
- Можно покрывать красящим составом лишь простые по форме основания;
- Требуется до покраски прогревать деталь, также после заниматься просушкой поверхности;
- Расход лакокрасочного материала будет высоким, если сравнивать с тем же электрическим распылителем;
- Потребуется использовать металл, устойчивого вида к высокотемпературному воздействию.
 Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала.
Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала.
Порошковая краска, как выглядит (свойства)

Отличие термопластичных и термореактивных красок заключается в наличии у последних химического вещества, которое участвует в реакциях сплавления частиц . Оба вида имеют две одинаковые характеристики:
- Температура стеклования, от которой зависят условия хранения и сыпучесть порошка.
- Температура текучести.
Термореактивные краски характеризуются еще и температурой отверждения. Порошковые краски «не боятся» влаги и механического воздействия. Оба вида имеют важнейшие преимущества, которые и определяют их лидерство среди лакокрасочных материалов:
- отсутствие органических растворителей;
- низкие нормы расхода на единицу площади, обеспечивающие экономическую выгоду;
- простота использования, позволяющая получить качественное покрытие за минимальное время;
- высокие защитные свойства;
- хорошие физико-химические показатели, позволяющие применять их для окрашивания деталей с высокой степенью износа (суппорты, колесные диски автомобилей и др.).
Порошковые краски имеют и отрицательные качества. Главное — для нанесение качественного покрытия требуются высокие температуры, которые обеспечиваются специальным оборудованием. В домашних условиях применять порошковую краску проблематично, невозможно также отколеровать цвет до нужного оттенка. Эти «минусы» легко преодолеваются в специализированных сервисах. В центре по реставрации дисков «Tuningberg» имеется современное европейское оборудование и квалифицированный персонал, что позволяет давать длительную (до 25 лет) гарантию на порошковое окрашивание дисков. Мы можем предоставить до 40 видов цветов с подбором по универсальным каталогам RAL.








Виды сухих красок
В состав сухих красок входят различные пигменты, смолы, наполнители и другие добавки.
В настоящее время порошковые красители используются во многих областях, а их число растет, поскольку индустрия активно развивается. Порошковые краски можно разделить на две группы – термореактивные и термопластичные.
В состав первых входит термореактивный пленкообразователь. В ходе покраски равномерный слой формируется в ходе химических реакций и плавления ее частиц.
В эту группу входит эпоксидная краска, полиуретановая и полиэфирная, которая содержит в себе смолу.
Полиэфирные красители хороши для окрашивания предметов во дворе дома, например, для детской площадки, поскольку погодные условия никак на нее не влияют, краска хорошо держится.
Эпоксидные эмали тоже очень стойкие, не растворяются, но могут пожелтеть, если перегреть окрашенное изделие.
Из-за избытка ультрафиолета самый верхний слой такой краски разрушается. Зато полиэфирно-эпоксидная краска не желтеет от избытка тепла и света, хотя состав у них похожий, может выдерживать более высокий градус.
Акрилатная сухая краска нужна для объектов, которые активно используются. Она выдерживает щелочи и высокую температуру, к тому же стойкая и долго сохраняет яркость.
Видео:
Полиуретановый порошковый краситель имеет блеск. Его лучше всего использовать на предметах, которые изнашиваются и постоянно подвергаются трениям для их защиты и сохранности.
И еще краситель имеет привлекательную особенность – с помощью него можно сделать эффект сжатого шелка, что хорошо смотрится в интерьере.
Такая краска водостойкая, не реагирует на растворители, жидкое топливо и различные минеральные масла.
Термопластичные красители более натуральные, но менее стойкие. Чаще всего они используются для монтажа внутри и снаружи дома, а также при покраске различных изделий и предметов для защиты от повреждений и коррозии.
Такой краской иногда окрашивают предметы интерьера и даже части стиральных и посудомоечных машин, чтобы предотвратить действие моющего средства.
Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.
Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Помимо самого краскопульта для порошковой покраски в линию обработки входит определенный набор узлов, список которых ниже.
- емкость для порошковой краски.
- стенды для крепления изделий, с крепежными зажимами и крюками.
- автоматические линии для перемещения стендов в камеру для последующей обработки.
- напылительная камера.
- циклон для придания заряда частицам краски.
- фильтры.
- разгрузочная камера.
- камера для нагрева и полимеризации порошкового материала.
- вентиляция.
- осветительные приборы.
- компрессор.
Если говорить о схеме самого пистолета для порошковой краски, то она следующая:
- Канал подачи воздуха.
- Линия для подачи краски.
- Заряжающие поверхности.
- Заземление.
- Порошковая смесь.
- Головка для распыления готового состава на металлическую поверхность.
Виды краскораспылителей
В зависимости от технологии, которая лежит в основе такого инструмента можно выделить несколько основных видов оборудования.
- Электростатический пистолет для порошковой покраски. С помощью данного устройства можно наносить очень тонкий слой материала 30-250 мкм. Хорошо обрабатывает не только ровные поверхности, но и рельефные формы детали. Характеризируется экономным расходом краски и легкостью обслуживания. Но главный минус – это высокая цена. При обработке поверхность не нужно предварительно разогревать. Для заряда частиц материала используют электрические генераторы.
- Трибостатический пистолет. Также часто используется при работе с порошковой краской. В этой технологии процесс электризации частиц краски происходит за счет трения их друг об друга. Тут не подключают специальных генераторов для заряда. Из недостатков можно выделить проблемы с набором нужной величины заряда частицами и зависимость от влажности в самом рабочем помещении. Такие факторы могут сказаться на плохом осаждении частиц краски на металлической детали, что приведет к повышению расхода материала, и снижению качества самого покрытия.
- Флюидизированный. Данная технология заключается в том, что деталь предварительно нагревают, после чего наносят краскопультом порошок, далее он расплавляется, образуется пленка и идет процесс сушки. Так можно накладывать несколько слоев краски. Таким подходом пользуются редко, да и реставрирую в основном ровные поверхности.
Важный момент! При работе с порошковыми красками используйте средства личной защиты, такие как перчатки, очки, респиратор и одежда с длинным рукавом. Связанно это с тем, что этот материал имеет в своем составе вредные вещества, среди которых: свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы.
Описание
За несколько последних лет изготовители стремились сделать полиэфирную продукцию более безопасной и экологически чистой. В результате начали производить порошковые полиэфирные краски, имеющие высокие технические характеристики, но при этом обладающие меньшей токсичностью. Такие красители можно даже использовать для емкостей, контактирующих с пищевыми продуктами, а также для окрашивания предметов детской мебели, игрушек. Когда порошковая краска на основе полиэфиров высыхает, она остановится полностью безопасной, не выделяет в воздух вредных, токсичных веществ. Полиэфирные красители стали безопасными, при этом их стоимость увеличилась незначительно.
Данные составы имеют отличный показатель атмосферостойкости, обладают повышенной стойкостью к изнашиванию, стиранию, а также имеют хорошую механическую прочность. Эти смеси имеют разный показатель устойчивости к погодным явлениям, но в любом случае полиэфирные краски не хуже чем какие-либо другие порошковые краски. Красящие составы на основе полиэфирных веществ имеют отличную диэлектрическую способность, которая близка к показателю эпоксидной или эпоксидно-полиэфирной краски. Но устойчивость к воздействию щелочей у полиэфирных покрытий значительно ниже.

Чаще всего полиэфирная краска для металла наносится несколькими слоями, общая толщина покрытия составляет от 60 до 120 мкм. Окрашенная поверхность имеет глянцевый блеск. Данные красители имеют хороший показатель адгезии к разным металлам, даже к легким сплавам.
Это интересно: Водно-дисперсионная акриловая краска и ее технические характеристики
Какой пистолет для порошковой покраски выбрать

Порошковая покраска – это современный, прогрессивный метод покраски металлических изделий. Порошковые краски создают максимально прочное, стойкое и долговечное покрытие. Если соблюдается технология нанесения материала, то покрытие может прослужить до 20 лет.
Главное отличие порошковой покраски от всех других типов лакокрасочных материалов в том, что для нее необходимо специальное оборудование. Это пистолет-распылитель, камера напыления и печь полимеризации. От качества и правильности подбора устройств зависит долговечность и равномерность конечного покрытия.
В этой статье мы расскажем, как выбрать пистолет для покраски порошком металлических изделий.
Принцип порошковой покраски
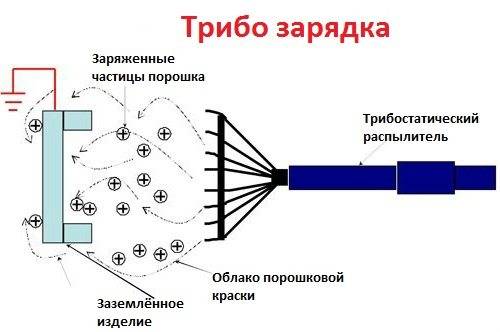
Порошковая краска оседает на металлическом изделии благодаря электрическому полю. Для этого пистолет должен придать частицам порошка заряд. А маляр, изделие и оборудование заземляется. Таким образом краска как будто намагничивается на поверхности.
Наносят краску так: окрашиваемое изделие подвешивают в камере напыления, пистолетом для покраски распыляют порошок на поверхность.

После того, как краска покрыла все изделие, его отправляют в печь полимеризации. Там краска должна расплавится и застыть. Запеченной детали надо дать время на остывание, и затем ее можно использовать. Пистолет для напыления краски может быть трибостатическим или электростатическим.
Трибостатический распылитель
В трибостатическом пистолете заряд частиц происходит путем трения частиц краски друг о друга и о специальную поверхность ствола устройства. Благодаря тому, что пистолет не производит тока и образовывает меньше напряжение, он позволяет прокрашивать труднодоступные места изделий сложной формы.
Трибостатический пистолет для порошковой покраски имеет цену ниже, чем электростатические устройства. Однако, стоит учитывать нестабильность такого пистолета. Из-за особенностей его работы, на качество покраски прямым образом влияет влажность в помещении, где происходит покраска, и краска, которая используется.



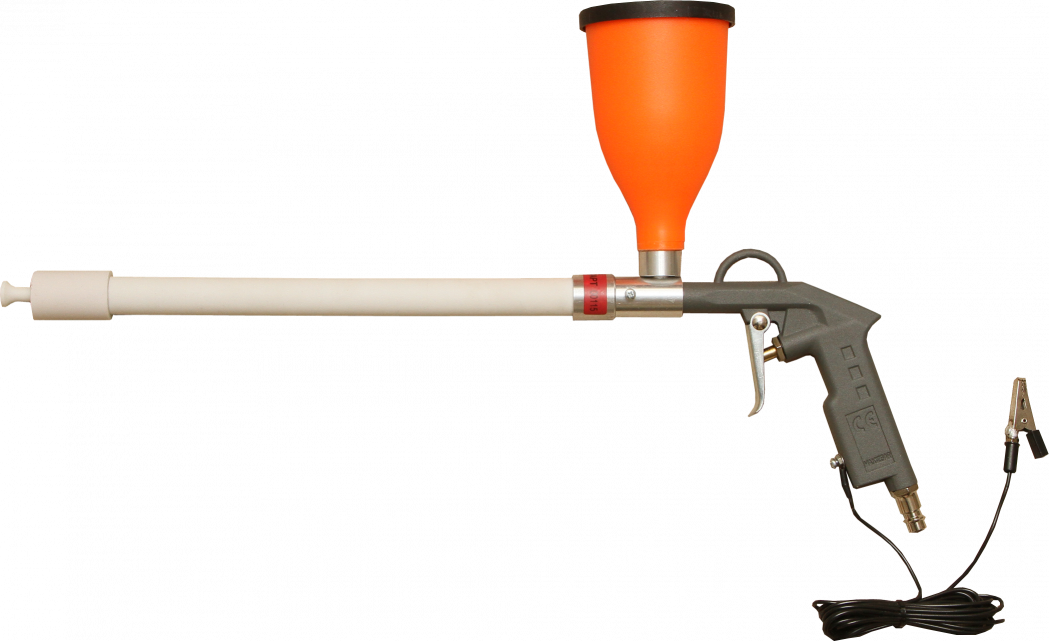





Для него подходит только очень качественная эпоксидная краска. Объем его работы ограничен размером бачка. Чем меньше краски в бачке, тем хуже электризации и оседание частиц порошка.

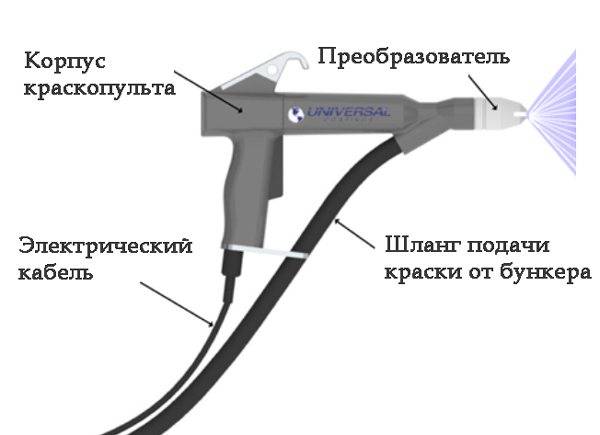
Электростатический распылитель
При использовании электростатического распылителя, с такими проблемами маляры не сталкиваются. А все потому, что он совершенно по-другому заряжает частицы. Работает такой пистолет для покраски от компрессора. Именно благодаря ему частицы получают заряд.
Однако из-за того, что во время его работы намного больше напряжение и образуется ток, могут возникнуть различные физические явления, которые мешаю оседанию краски. Например, можно столкнуться с эффектом клетки Фарадея или обратной ионизацией. Это касается изделий трудной формы, углов, выемок и т.д.
Для работы с таким пистолетом подходит любой вид краски.

Как выбрать пистолет
Для того, чтобы купить пистолет для покраски, который будет выполнять необходимые задачи и долго служить, сначала определитесь с тем, какие изделия вы собираетесь окрашивать.
Если это будет большое количество изделий простой формы, то лучше покупать электростатический пистолет. Если предстоит покрывать краской изделия сложной формы, то идеальный вариант – трибостатический пистолет
Но если надо окрашивать огромное количество деталей сложной формы, то лучше устанавливать на производстве автоматическую линию. Также надо определиться с тем, какой слой окончательного покрытия должен быть. Трибостатический пистолет позволяет получить более толстое покрытие.

Помните, что трибостатика намного лучше справляется с труднодоступными местами и углами. Но она не подходит для длительной, беспрерывной покраски.
Если после прочтения данной статьи, вам не удалось разобраться с тем, какой пистолет для покраски выбрать, то советуем обратиться за рекомендациями к специалисту. Он сможет подобрать необходимый инструмент, учитывая все особенности производства.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
Схема линий порошкового окраса
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Печь полимеризации
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Принципы нанесения порошковой краски
Порошковая окраска коренным образом отличается от традиционной жидкой. Здесь процесс нанесения красящего вещества происходит не в виде вязкой субстанции (которая под действием механической энергии выбрасывается из сопла краскопульта), а в виде мельчайших частиц сухого красителя.
Прилипание частиц к окрашиваемой поверхности происходит из-за их электризации, в результате чего ими приобретается заряд, отличный от того, которым обладает поверхность. Далее всё происходит в соответствии с известным законом Кулона о притяжении разноимённых электрических зарядов. Сила электризации определяет прочность сцепления.
Приобретение изначально электрически нейтральными частицами положительного или отрицательного заряда может происходить двумя методами:
Электростатическим, когда частица порошка заряжается от внешнего источника. Поэтому порошковые пистолеты, реализующие этот принцип, называются электростатическими;
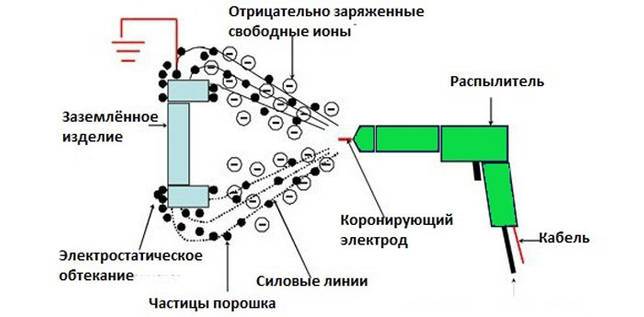
От кинетической энергии трения между смежными частицами, которые с большой скоростью вылетают из сопла красящего пистолета. Поскольку в этом случае используется трибостатический эффект, то и пистолеты получили такое же название.
Независимо от источника энергии, заряжающего порошок, равномерность уровня заряда приводит к тому, что оседание частиц красящего вещества происходит значительно более равномерно, и не связано с перепадами давления компрессора, усилием нажатия на курок и прочими факторами.
Кроме того, сухая порошковая краска более экологична, поскольку не содержит в себе токсичных органических растворителей. Тем не менее, при окрашивании рекомендуется пользоваться респиратором.
В применении порошковых красок имеются и ограничения. Например, с целью увеличения поверхностной активности окрашиваемой поверхности её рекомендуется подогревать до 150…200°С. В противном случае сила сцепления разноимённых зарядов уменьшается, что повлияет на долговечность.
Это интересно: Эмалевые краски – разновидности, состав и особенности применения
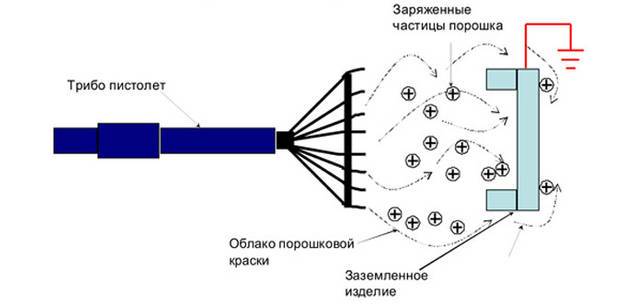
Трибостатический краскопульт

Трибостатический порошковый пистолет или краскопульт работает по принципу множественных столкновений и трения частичек порошковой краски, вследствие чего происходит их зарядка. Данный процесс происходит в специальном узле пистолета, где частицы активно взаимодействуют друг с другом.
Так как при зарядке исключается использование тока, то не возникает и электрического поля, а значит отсутствует эффект обратной ионизации.
Это дает следующее преимущество: порошковая краска свободно проникает во все труднодоступные места рельефной и пористой поверхности и равномерно распределяется, что гарантирует качество напыления. Также появляется возможность многократно окрашивать поверхность, добиваясь слоя нужной толщины.
Среди недостатков трибостатического способа окрашивания нужно отметить ограниченный выбор красок, обязательную пескоструйную обработку металлов перед окрашиванием, невысокую производительность в работе. А сами порошковый пистолет трибостатический зарекомендовали себя, как весьма капризные, в эксплуатации устройства.
Окрасочные установки для нанесения ЛКМ в электростатическом поле
В состав установки для электростатической окраски, как правило, входят краскораспылитель, источник высокого напряжения, воздушные и материальные шланги, питающий кабель, кабели заземления, оборудование во взрывозащищенном исполнении для подачи ЛКМ на краскораспылитель (диафрагменный или поршневой насос, красконагнетательный бак), причем наличие в системе электрического тока высокого напряжения обязывает строго соблюдать правила техники безопасности и тщательно заземлять основные элементы установки.
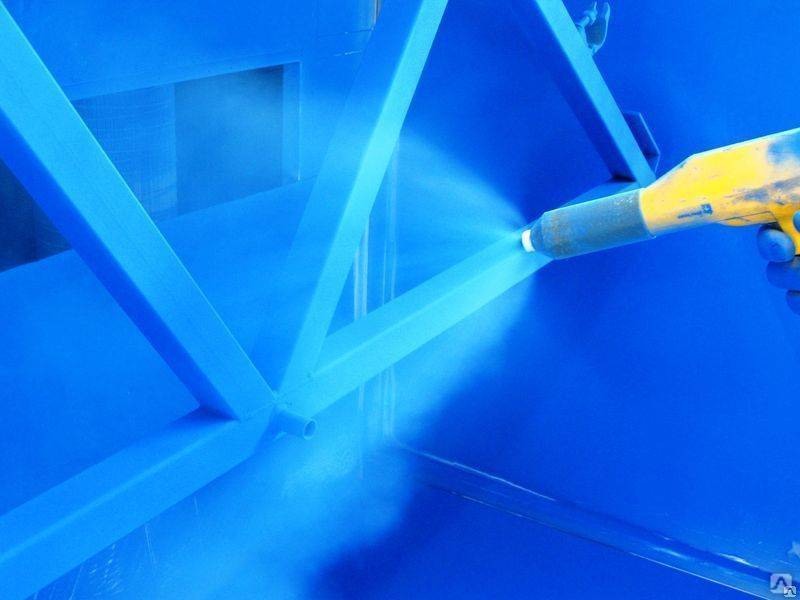
В случае работы вне помещения, например, при окраске крупногабаритных металлоконструкций вместо источника высокого напряжения используется мобильный пневматический генератор электрического тока постоянного напряжения, который позволяет работать автономно от сетей электропитания.
Заключение
Технологии электростатической окраски совершенствуются на протяжении более полувека, и на сегодня электростатическая окраска во всех ее вариациях — это самый экономичный из методов распыления, обеспечивающий получение высококачественного лакокрасочного покрытия при максимальном переносе ЛКМ на окрашиваемое изделие и значительном снижении затрат на переработку отходов ЛКМ. В зависимости от типа применяемого покрасочного оборудования данный метод окраски может использоваться как в условиях массового и серийного производства, так и при мелкосерийном и единичном производстве изделий.








Электростатическая покраска — это нанесение на поверхность краски с использованием сил взаимодействия между неподвижными точечными электрическими зарядами (кулоновская сила). Лакокрасочный материал (чаще всего на основе воды, но существуют варианты и с органическим растворителем) наносится с помощью специального покрасочного пистолета.
Подробности
Виды
В составе первого типа присутствует наличие порошкообразной смеси с высокой дисперсностью, состоящего из добавок, пигментов и полиэфиров. Стоит заметить, что растворителя и эпоксидных смол в составе этого вида нет эпоксидной смолы и разжижителя.
Малотоксичны, могут использоваться при окрашивании спортивного оборудования, деталей автомобилей и т.п. Разрабатываются специально для металлических элементов, на которые регулярно воздействуют атмосферные явления, такие как осадки и температурные колебания.
Способов нанесения два: электростатический и трибостатический.
К преимуществам можно отнести химическую стойкость, быстрое высыхание, укрывистость.
Порошок имеет однородную структуру, потому, что охлажденный расплав подвергается измельчению и просеиванию. Помимо металлических конструкций эта краска может использоваться и для покрытия пластиковых и деревянных. Краска безопасная с хорошими защитными свойствами, также она имеет экономичный расход.
Особенностью данного материала является его декоративность, широкая цветовая палитра, стойко переносит химические средства, хорошая плотность нанесения, обладание хорошей адгезией.
Уникальные свойства порошковых эмалей заключаются в ударопрочности, упругости, устойчивости к разного рода растворяющих веществ, а также хорошей растекающейся способностью.
Применяется для покраски металлических поверхностей бытовой техники и электрических приборов, автомобильных деталей и т.д
Такой состав служит отличной защитой от коррозийных образований, стойко переносит температурные колебания температур и не теряет своей яркости.
Эпоксидные краски считаются универсальными. Ее можно использовать как для наружных, так и для внутренних работ. Они отлично сочетают в себе физико-механические и электроизоляционные качества. Отличаются хорошей адгезией, обладают стойкостью к воздействию химическими веществами. Стойки к действию щелочи, топлива, масла, воды. Поэтому могут применяться для защиты трубопровода внутри и снаружи.
https://youtube.com/watch?v=OOvA61XgzE0
Способы нанесения
Может наноситься двумя способами: электростатическим распылением или трибостатическим распылением.
Этапы покраски
- Подготовительная часть. Покрываемая поверхность чистится от старого покрытия, различных образований и дефектов;
- Затем поверхность необходимо обработать грунтовочной смесью; После наносят порошок любым способом;
- Затем покрытие полимеризуется, т.е. крашеную поверхность подвергают высоким температурам, которая подбирается в зависимости от красящего состава. При нагревании порошкообразная смесь начинает плавиться, превращаясь в очень прочную однородную поверхность.
ПНЕВМОИНСТРУМЕНТ — работа на воздухе
Немного подробнее:
Пневмораспылители порошковых красок марки «Старт-50» получили наиболее широкое распространение в нашей стране, а также нашли признание за рубежом. Это стало возможно только благодаря оптимальному соотношению их качества, надежности, простоты использования и цены. Производство распылителей организовано в Казани, (защищено патентом, имеется сертификат: https://www.sibpatent.ru/default.asp?khid=16335&code=552223&sort=3) что упрощает удовлетворение потребностей отечественных потребителей в консультациях, ремонте и запасных частях (сайт производителя: www.radar-kazan.ru). В Москве более десяти лет поставку пневмораспылителей «Старт-50» по заводским ценам (в к л ю ч а я НДС ) и комплектующих к ним осуществляет официальный дилер ООО «ЭРГО-2000» (т.495-589-03-30). Проводим консультации, подбор оборудования и поставку. Кроме того, мы предлагаем распылители порошковых красок с забором из коробки и режимом пульсации производства «Тесла». Есть модель с обдувом электрода.
Для тех, у кого большое производство ООО «ЭРГО-2000» предлагает оборудование под торговой маркой «ELECTRON»(Турция), Оно имеет большую производительнось и отвечает важнейшим требованиям: функциональность и надежность, длительный срок эксплуатации, простота в управлении и техническом обслуживании, соответствие международным нормам безопасности, минимальное занимаемое пространство и оптимальное соотношение цена-качество.
Кроме того, мы предлагаем
- Ремонт и запчасти для поставляемого оборудования
- широко известное оборудование производства Италии и Германии
- Широкий ассортимент порошковых красок (PulVer, Beckers…) Цена от 3,5 евро/кг
- жидкость «Электро» для обеспечения возможности окрашивания диэлектриков. Например, пласмассы или керамики
- жидкость для смывки порошковой краски. Как полностью, так и локально
- Поставляем дополнительное оборудование: компрессоры, в том числе и безмаслянные; обдувочные пистолеты, пневмоинструмент.
- Принимаем заявки на проектирование участков порошковой окраски.
- Принимаем распылители «Старт-50» в ремонт
- Бесплатная доставка по Москве.
- Отправка в регионы транспортными компаниями.
- Доставка в любой город «до двери» через «ЕМС-почта России»
Про особенности порошковой покраски читайте в разделе статьи
- ПРАЙС-ЛИСТ оборудование ЦПП «Радар» (Россия)
- ПРАЙС-ЛИСТ оборудование «ТЕСЛА» (Россия)
- ПРАЙС-ЛИСТ оборудование Electron (Турция)
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:
Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.