

Виды планшайб
На сегодняшний день существует несколько классификаций, делящих существующие планшайбы по разному признаку на группы. Итак, среди распространённых на рынке планшайб выделяют следующие типы:
- Гладкие;
- С обычными отверстиями под резьбу;
- C радиальными или классическими, круговыми, резьбовыми отверстиями (пазами);
- Планшайбы с поводком.
Поскольку каждый вид имеет свои особенности, имеет смысл чуть более подробно остановиться на каждом типе.
Подобный подход к материалу изготовления легко объясняется:
- Чугун мало подвержен термическим изменениям;
- Является данный материал легкообрабатываемым;
- Стоимость чугуна по сравнению с другими материалами подобного качества очень мала.
Гладкие планшайбы
Самая распространённый вид планшайбы – гладкая, в подавляющем большинстве случаев используется тогда, когда необходимо обработать деталь в виде обычного или же ступенчатого кольца. Так, планшайба, уже установленная в конструкцию токарного станка, в обязательном порядке центрируется с помощью опоясывающего элемента, расположенного на фланце.
Обрабатываемая же заготовка крепится с помощью специальных прихватов или через центральный зажим, который обеспечивает надёжную установку детали и её неподвижность. Зажимы обычно используются максимально простой конструкции, дабы исключить какие-либо риски, потому они состоят из винта, двух шайб и гайки, которые, соединяясь, дают отличный уровень крепежа.
Если крепёж необходимо осуществить с помощью угольников или специальных стоек, а в наличии есть только гладкая планшайба, то порядок крепления несколько отличается: после центровки планшайбы осуществляется монтаж угольника непосредственно на неё.
Планшайбы с отверстиями под резьбу
Принципиальное отличие подобных планшайб от предыдущего типа – наличие в отверстии, что находится посередине планшайбы, и резьбы, которая предназначена для монтирования её на вал токарного станка. Соответственно, в данном случае планшайба выступает своеобразным заменителем фланца, поскольку крепёж на верхний конец шпинделя осуществляется напрямик без каких-либо посредников.
При этом подобные планшайбы зачастую снабжены несколькими отверстиями (обычно тремя), куда прикручиваются прихваты (которые иногда называются «кулачками»), необходимые для дополнительного крепления заготовок меньших размеров.
Планшайбы с радиальными и круговыми пазами
Планшайба с радиальными пазами кардинально отличается от перечисленных выше:
- во-первых, резьбовые сквозные пазы соединены в группы, которые разделяются между собой особыми канавками,
- во-вторых, планшайба может быть как с резьбой, так и без.
Количество пазов с резьбой может изменяться, причём встречаются и такие планшайбы, в которых количество их резко разнится (например, три в одной группе и шесть – в другой). Пазы также могут располагаться в самих канавках, при этом вовсе не обязательно, чтобы все они были сквозные, некоторые могут доходить только до половины детали.
Основное предназначение радиальных пазов – осуществление фиксации заготовки нестандартной формы при помощи винтов на время обработки. С тыльной стороны могут дополнительно накручиваться рёбра жёсткости.
Рёбра жёсткости устанавливаются для увеличения потенциального воздействия на деталь: поскольку классические, заводские, планшайбы их лишены, представляя собой цельный кусок металла или сплава, их прочность и «стойкость» достигается путём увеличения веса.
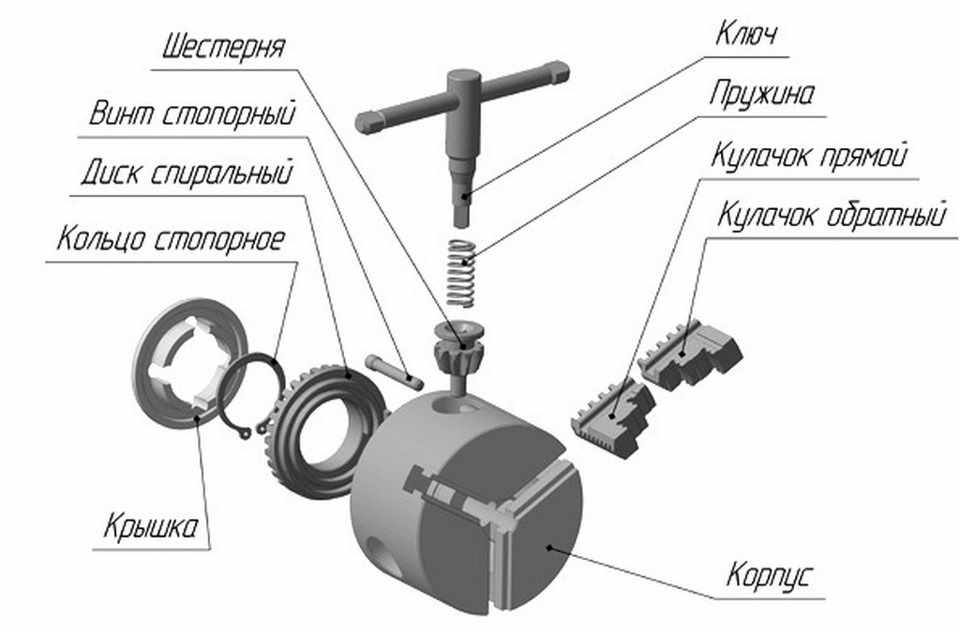
Поводковые планшайбы
Поводковые планшайбы (которые иногда называются зубчатыми) отличаются от описанных выше конструкцией: так, в корпусе детали располагается прямолинейный Т-образный профильный разрез, где располагается поводок (в нём, кстати, имеется ещё один Т-образный паз, который параллелен первому и где располагаются зажимы).
В зажимных элементах, что могут быть отрегулированы соответствующими винтами, также имеются Т-образные пазы, где уже располагаются кулачки, обеспечивающие непосредственно крепёж (они способны перемещаться свободно по пазу, потому устанавливаются уже по поверхности обрабатываемой детали).
Принцип работы достаточно прост: обрабатываемая деталь устанавливается в центр, после чего зажимные элементы с нескольких сторон накрепко придвигаются к ней посредством закручивания соответствующих винтов, а кулачки дополнительно ставятся на её поверхность, их задача – дополнительно охватить заготовку.
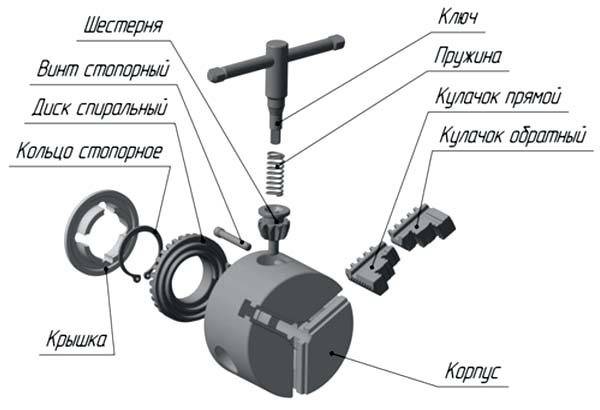
Трехкулачковые патроны
Самыми распространенными патронами являются трехкулачковые. Они устанавливаются на все токарное оборудование: в домашних мастерских, гаражах, ремонтных цехах, мелко- и крупносерийных производствах.
3-х кулачковый 3-хкулачковый Трехкулачковый
Самыми часто встречающимися являются 3 типа самоцентрирующихся патронов:
- спиральные:
- реечные;
- эксцентриковые с червячной передачей.
Трухкулачковые патроны оснащаются тяговым (зажимные элементы связаны с гидро- или пневмоприводом) или встроенным приводом. На зажим заготовки во время работы тратится до тридцати процентов вспомогательного времени, поэтому приспособления механизируют и сокращают время на установку изделия. Самое широкое распространение в крупносерийном и массовом производствах получили механизированные кулачковые патроны с пневмоприводом. Гидропривод используют редко и применяют в ситуациях, когда необходимо сохранить малые габариты конструкции. Основное преимущество механизированных агрегатов – быстродействие и постоянное зажимное усилие на кулачках.
Подробное видео по зажимным токарным агрегатам
Спиральные патроны
3-х кулачковые спиральные патроны уже существуют более 100 лет и благодаря простой конструкции и надежности до сих пор ими оснащают новое оборудование. Обеспечивают большой диапазон хода кулачков и обладают высоким КПД, имеется возможность осуществлять зажим эксцентриковых и некруглых заготовок. Недостатками являются быстрая потеря точности и ускоренный износ. Потеря начальной точности происходит в следствии технологических особенностей: улитка только улучшается и имеет невысокую твердость, следовательно, быстро истирается – происходит быстрый износ центрирующего механизма. Ускоренный износ происходит из-за попадания стружки и грязи в клиновидные зазоры между зубьями кулачков.
Используются в единичном и мелкосерийном производстве. Оснащаются прямыми и обратными кулачками.
Реечные патроны
3-х кулачковые реечные патроны свое название получили из-за принципа работы: зубчатый венец перемещает рейки, которые одновременно перемещает кулачки. Более долговечны чем спиральные, т.к. имеется возможность закалки и шлифовки зубцов. Корпус изготавливается из литой или кованой стали, остальные движущиеся части – легированной, с последующей закалкой. Являются универсальными и применяются в единичном или мелкосерийном производствах.
Диаметром от 80 до 160 мм

Диаметром от 200 до 400 мм
Преимущества:
- более сильный зажим;
- большая точность;
Недостатки:
- КПД ниже, чем у спиральных;
- возможность зажима только из одного положения;
- сложная конструкция.
Эксцентриковые патроны
3-х кулачковые эксцентриковые патроны применяются в крупносерийном производстве. Все детали агрегата изготавливаются из износостойких сталей, а затем проходят закалку и шлифовку. Обладают высокой точностью и силой зажима. Переналаживаются на зажим другой детали сравнительно просто – перестановкой насадных кулачков.
Кулачковые токарные патроны
Часть разновидностей патронов по количеству кулачков мы рассмотрели выше, однако видов самих патронов гораздо больше.

Разновидности кулачков
Всего насчитывается 5 самых востребованных конструкций, все они кулачковые, но для разных задач и типом работы:
Рычажный тип. Наиболее часто встречающийся вид. Применяется для грубой черновой работы. Кулачки и зажимы двигаются за счёт двухплечевого рычага. Совместим с гидроприводом. Настройка патрона сложная.
Самоцентрирующийся тип. Также часто можно встретить этот вид патрона, на его примере мы выше описали работу станка – заготовка центруется кулачками, кулачки двигаются за счёт движения диска, на котором сделаны пазы по типу «архимедова спираль». Усилие зажима обеспечивается механикой. Точная и надёжная конструкция.
Клиновый тип. Данный вид является глубокой модернизацией рычажного вида патрона. После внедрения отдельных пневматических и механических приводов, значительно выросла точность обработки. Способен обработать предмет практически любой сложности. Имеет режим смещения оси заготовки от центральной оси станка. Однако он сложен в настройке и требователен к качеству производства.
Цанговый тип. Патрон, позволяющий оперативно и крепко зафиксировать заготовку. Современные агрегаты лёгкие в настройке. Особенность строения в том, что роль кулачков здесь выполняют зажимные лепестки. Лепестков размещено от двух до шести штук, исходя из диаметра патрона. Заготовка жёстко фиксируется, а радиального биения практически нет. Цанга очень долговечна, сама по себе это втулка с осевыми прорезями.
Мембранный тип. Данный тип может похвастаться высокоточной обработкой и крепежа заготовки. Состоит из механизма, на фланце которого находится мембрана из пружинистого материала. Зажимы состоят из своеобразных сменных губок. Их 3–8 штук. Работает с пневмоприводом
Требует от человека повышенной осторожности в работе. Деталь сломается, если переборщить с давлением
Однако сама мембрана прочно удерживает губками заготовку.
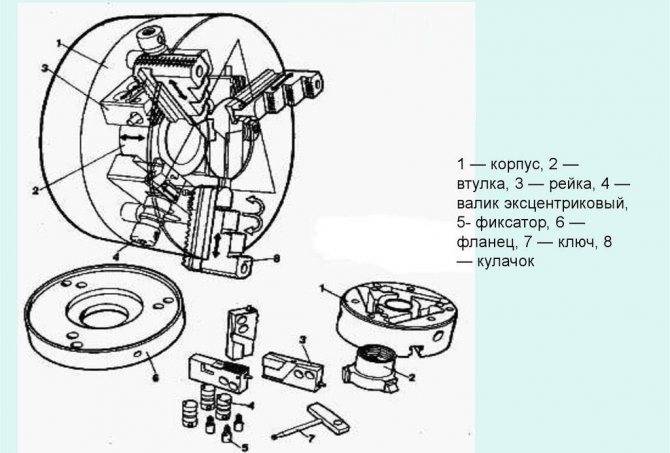
Патроны переналаживаемые универсальные
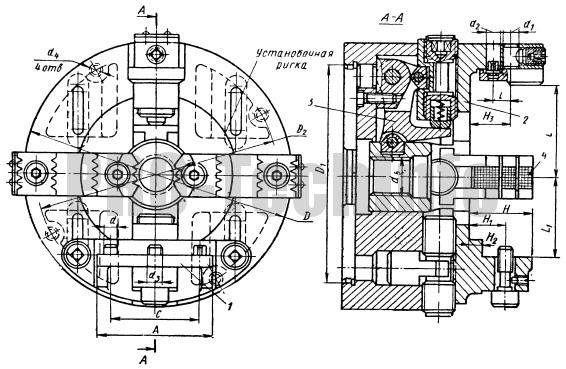
Предназначены для крепления заготовок с применением сменных наладок, устанавливаемых на нижнем угольнике 1. Заготовка зажимается верхним кулачком 2, действующим от пневматического привода через рычаг 3. Боковые кулачки 4 служат для дополнительного крепления заготовки. Патроны устанавливают на переходном фланце.
Размеры в мм
| L | L1 | D | D1(доп. откл. по А) | D2 | d (доп. откл. по X) | d1 (доп. откл. по A3/X3) | d2 (доп. откл. по А3) | d3 | d4 | d5 | H | H1 | Н2 | Н3 | c±0,2 | А | i±0,5 | |
| min | max | min | mах | |||||||||||||||
| 50 | 29 | 45 | 160 | 130 | 142 | 8 | 12 | 5 | М8 | М8 | М24х1,5 | 42,4 | 25 | 8 | 25 | 50 | 70 | 12 |
| 86 | 45 | 75 | 250 | 210 | 226 | 15 | 6 | М12 | М12 | М36х2 | 55 | 35 | 12 | 36 | 90 | 115 | 15 | |
| 115 | 55 | 105 | 320 | 270 | 290 | 10 | М16 | М16 | М24х2 | 80 | 55 | 15 | 55 | 140 | ||||
| 145 | 55 | 135 | 400 | 340 | 368 | 16 | 20 | 10 | М56Х2 | 95 | 65 | 18 | 65 | 150 | 180 | 20 |
https://youtube.com/watch?v=yzEBt6caNAA









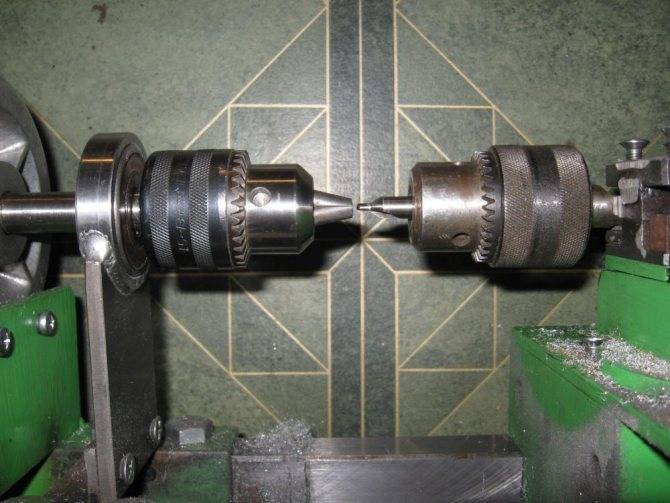
Изготовление токарного патрона по дереву своими руками
Для деревообрабатывающего станка, применяемого в домашней мастерской, можно приобрести готовый токарный патрон. Однако многие мастера предпочитают изготовить самодельный патрон для токарного станка по дереву. Такой подход позволяет получить токарный патрон для выполнения именно тех видов обработки, которые планируется производить самостоятельно.
Для изготовления такого устройства понадобятся:
- втулка (изготовленная из полиуретана или резины);
- металлическая заготовка (наиболее приемлемыми считаются латунные или медные);
- стальная заготовка (из неё изготавливаю корпус).
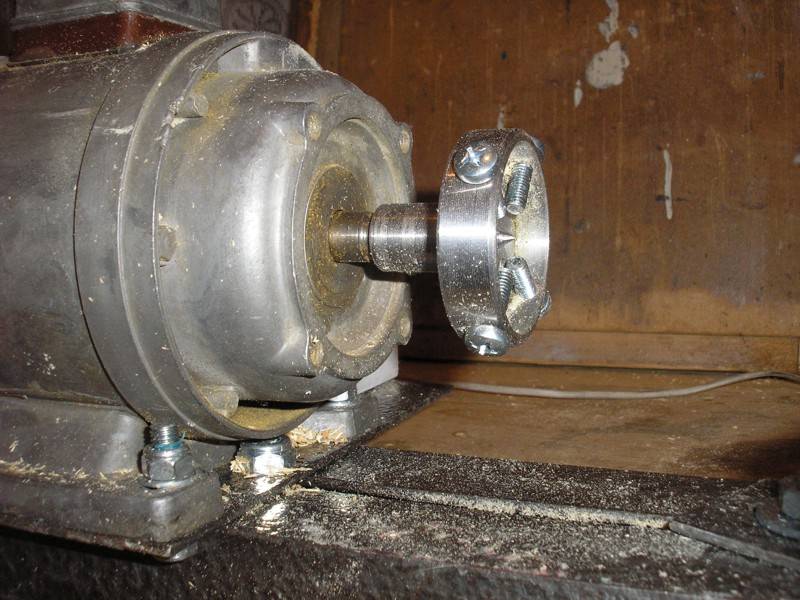
Также потребуется токарный станок. С его помощью изготавливают корпус и накидную гайку. В хвостовике нарезают резьбу. Её диаметр и шаг должен соответствовать параметрам резьбы вала шпинделя. После изготовления корпуса в него вставляется втулка. В ней будет зажиматься обрабатывающий инструмент. От точности изготовления каждой детали и качества их сборки зависит качество обработки деревянной заготовки.
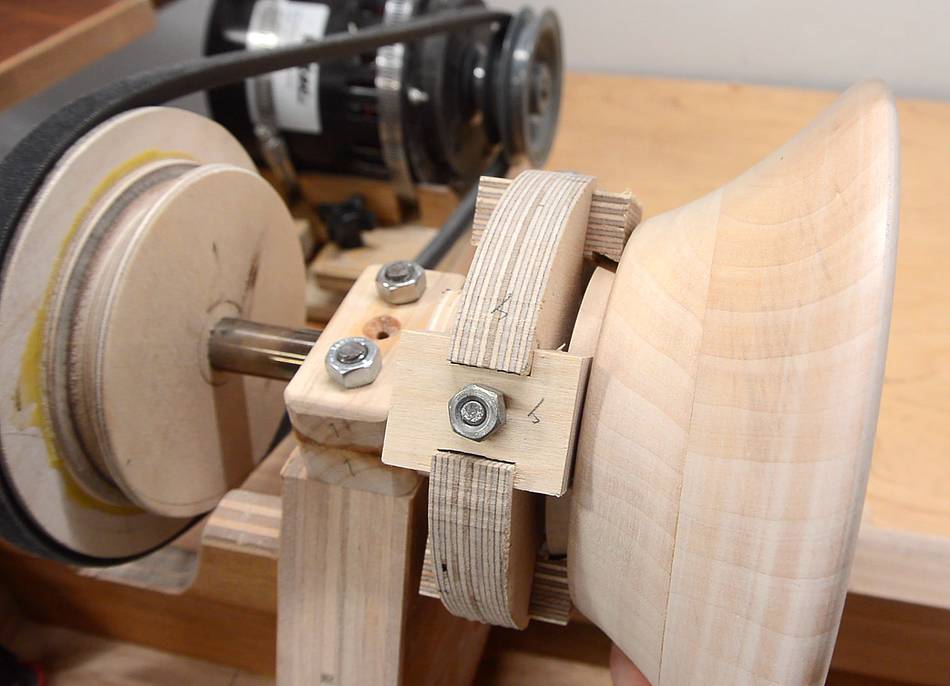
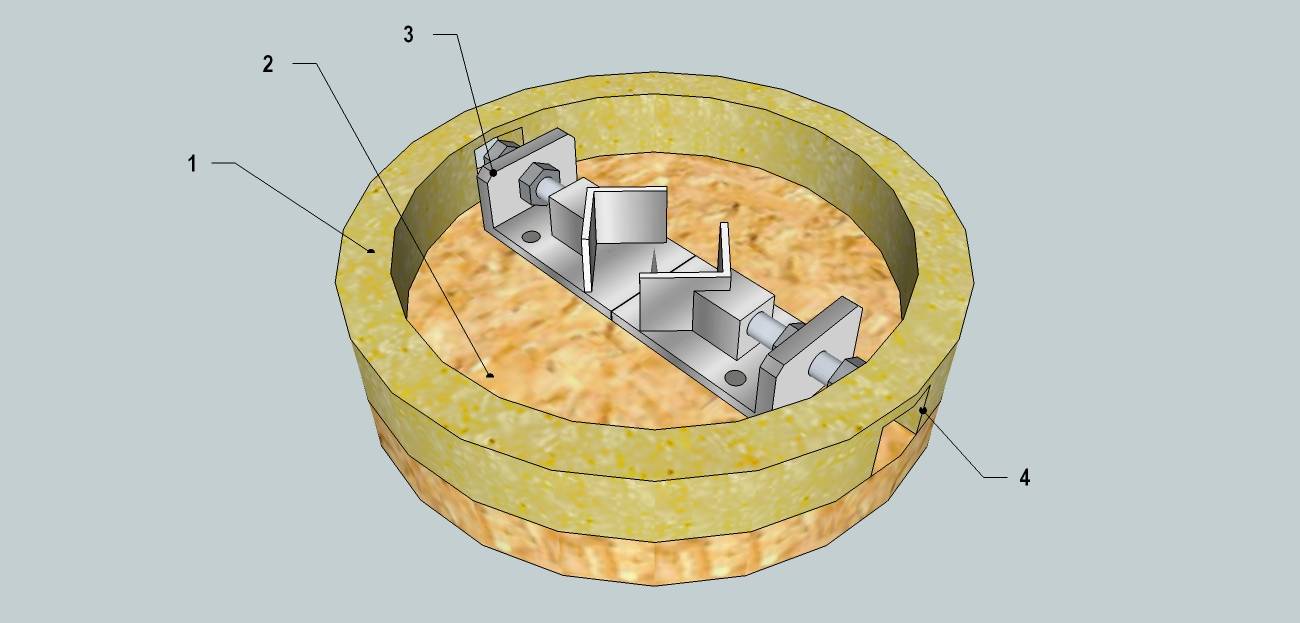
Ещё одним способом изготовления такого устройства для обработки деревянных деталей является изготовление самодельной планшайбы с регулируемыми зажимами. Она способна прочно удерживать заготовку и в полном объёме исполнять роль токарного патрона. Для её изготовления понадобятся следующие материалы:
- стальной лист (толщина должна быт не менее 10 мм);
- уголок с полкой 50 мм;
- фанера;
- стальные болты (можно из нержавеющей стали) размером М8х30 в количестве восьми штук;
- подшипник закрытого типа;
- втулка с резьбой;
- гайки и шайбы.
Изготовление конструкции возможно только при наличии необходимого оборудования и инструмента. Для предотвращения ошибок при изготовлении следует составить подробную технологическую карту с описанием всех необходимых операций. В такой карте необходимо описать следующую последовательность работ по изготовлению планшайбы:
- Изготовить втулку с резьбой, которая обеспечит крепление будущего устройства к шпинделю. Такую втулку можно приобрести готовую, что значительно облегчит процесс изготовления планшайбы и сократит время её сборки.
- Разметить лист фанеры. Целесообразней делать это с помощью заранее изготовленного шаблона. Окружность и две оси изображаются на листе плотной бумаги, затем рисунок переносят на поверхность фанеры.
- По полученному изображению с помощью лобзика (ручного или механического) выпиливают корпус планшайбы. После завершения все края необходимо обработать абразивным материалом.
- По отмеченным осям пропилит сквозные пазы. Для точного изготовления целесообразно по краям произвести изготовление сквозных отверстий заданного диаметра. Внутренне отверстие должно располагаться на расстоянии более 20 мм от центра корпуса.
- От металлического уголка следует отпилить четыре одинаковые по размеру заготовки. В каждой из них просверлить одно отверстие. Его диаметр должен быть равен размеру паза.
- Во второй полке следует просверлить отверстие и нарезать резьбу по выбранные болты.
- Закрепить резьбовую втулку, которая будет обеспечивать крепление изделия на валу. Для надёжности крепления следует использовать сварку или паяние.
- Соединить уголки и корпус планшайбы имеющимися болтами. Уголки исполняют роль кулачков, которые установлены на заводском патроне.
После завершения сборки закрепить полученный патрон на валу токарного станка.
После завершения сборки закрепить полученный патрон на валу токарного станка. Перед использованием патрона следует произвести его проверку. Для этого в патроне закрепляют деревянную заготовку и включают станок на пониженных оборотах. Следует помнить, что такой патрон в состоянии обеспечить давление на поверхность заготовки, в размере не более 50 кг.
После проведенной проверки необходимо произвести пробную обработку с соблюдением всех требований техники безопасности.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Виды универсальных аппаратов
Современные производители предлагают пользователям обширный перечень токарных станков. Среди наиболее популярных можно выделить следующие их виды: токарно-винторезный, токарно-фрезерный, токарно-карусельный, токарно-револьверный.
Винторезный станок
Особенностью этого вида оборудования является наличие хода пиноли задней бабки. Благодаря этому, есть возможность оборудовать его патроном для сверления. Это позволяет использовать станок не только для выполнения токарных операций, но и для вытачивания заготовок с разным профилем, выравнивания, проделывания в заготовках канавок и углублений, подрезания размеров до необходимых показателей, высверливания отверстий. Для этого могут быть использованы плашки, резцы или метчики.
Если выбор пал на токарно-винтовой станок, рекомендуется учитывать такие его свойства:
- Размер (диаметр) заготовки, который можно рассчитать посредством измерения расстояния от станины до оси устройства.
- Максимальная длина детали. Этот показатель в большинстве моделях не превышает 2033 мм.
- Масса станка. С увеличением веса увеличивается уровень жесткости устройства, что имеет непосредственное влияние на точность выполняемой операции. Можно приобрести агрегаты, масса которых колеблется в пределах 600 — 4250 кг. Такие станки пользуются большой популярностью как на предприятиях, так и в домашних мастерских.
Фрезерное устройство
При помощи этого вида оборудования можно выточить заготовки не только из черных и цветных металлов, но и из пластика, и дерева. Конструкция устройства сочетает в себе два вида станков (фрезерный и токарный).
Универсальный токарно-фрезерный станок можно использовать для выполнения таких видов операций, как точение проходное, нарезание резьбы, накладывание фаски, выборка галтелей, вырезание прямых и криволинейных пазов, сверление отверстий. Это стало возможным благодаря наличию фрезерной части, расположенной в вертикальной плоскости станины. Такие станки нередко устанавливаются в школьных мастерских.
Популярность токарно-фрезерного оборудования обусловлена наличием присущих ему достоинств:
- Доступность. Комбинация двух видов станков приводит к экономии средств.
- Компактный размер. Его можно устанавливать в мастерской с небольшой площадью.
- Возможность монтажа разнообразных дополнительных элементов (резец, сверло, метчик, развертка, фреза, стамеска).
При выборе этого вида оборудования необходимо учитывать такие его характеристики:
- расстояние между центрами;
- размер заготовки;
- диаметр торцовочной и концевой фрез.
Наличие этих качеств обуславливает популярность токарно-фрезерного оборудования у пользователей.
Карусельный аппарат
Станки этого вида в основном применяются для обработки большого диаметра (больше 2000 мм) и размеров на больших предприятиях.
Револьверный агрегат
Основное предназначение этого вида устройств заключается в обработке заготовок, выполненных из калиброванного прутка. Особенность станков заключается в креплении режущего механизма, которое осуществляется на барабане вращающегося типа.
https://youtube.com/watch?v=QkSWxDsgXVw
Станки с числовым программным обеспечением
В процессе работы с этим видом станков требуется минимальное участие оператора. Стоит также отметить возможность выполнения всех типов операций с высокой точностью.
Каждый из вышеперечисленных видов токарных станков по металлу имеет особенности конструкции и предназначение.
Цанговый вид

Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Принцип работы и особенности
Патрон ставится в универсальный или узкоспециализированный станок. Нужен он для монтажа элементов на оси шпинделя. Они дают надёжный захват заготовочного предмета, и заодно улучшают зажим при высоких оборотах.

Эксплуатируются в чистом сухом месте, все химические жидкости, провоцирующие коррозию, удаляются для сохранности патрона. Затем перед работой все стяжные болты закручиваются до упора гаечным ключом. Следующее действие — это крепёж патронного элемента в токарный агрегат, болты затягиваются гайками и включают станок.









Лучше всего запускать агрегат на малых оборотах, дабы проверить прочность сборки и заодно откалибровать значения торцевого и радиального биений на холостом ходу.
Для того чтобы закрепить заготовку на станке, чаще всего применяют патрон с двумя или тремя кулачками. При этом есть детали с независимым движением кулачков.
Эти самые зубцы двигаются вместе в радиальную сторону, за счёт чего происходит удержание заготовки в зоне обработки.
Кулачки перемещаются посредством диска, который на одной своей части имеет пазы «архимедова спираль», а с другой стороны, находится коническое зубчатое колесо, взаимодействующее с остальными колёсами.
Через ключ начинает двигаться первое колесо, а заодно начинает работу диск, который одновременно двигает кулачки. Если они движутся ближе к середине патрона, то заготовка сжимается, если же наоборот, отдаляются, то заготовка освобождается.
Патроны двухкулачковые поводковые
Патроны двухкулачковые поводковые предназначены для крепления заготовок по наружной необработанной поверхности, устанавливаемых в центрах. Предварительную установку кулачков 1 на заданный размер d производят путем перестановки колодок 2, несущих кулачки, по рифленой поверхности ползуна 3. Для согласованного положения кулачков с осью центра ползун может самоустанавливаться относительно корпуса 4 при помощи пружинящих ограничителей 5.
Устанавливают на переходном фланце.
| d | D | H | D1 (доп. откл. по А) | D2 | d1 | l | в | |
| min | max | |||||||
| 10 | 50 | 170 | 65 | 130 | 142 | M8 | 22 | 6 |
| 20 | 70 | 220 | 80 | 165 | 180 | M10 | 24 | |
| 20 | 150 | 300 | 85 | 210 | 226 | M12 | 28 | 8 |
ГОСТ 2675—80 Патроны самоцентрирующие спирально-реечные трехкулачковые

ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
ГОСТ 2675—80 Патроны самоцентрирующие спиральные трехкулачковые
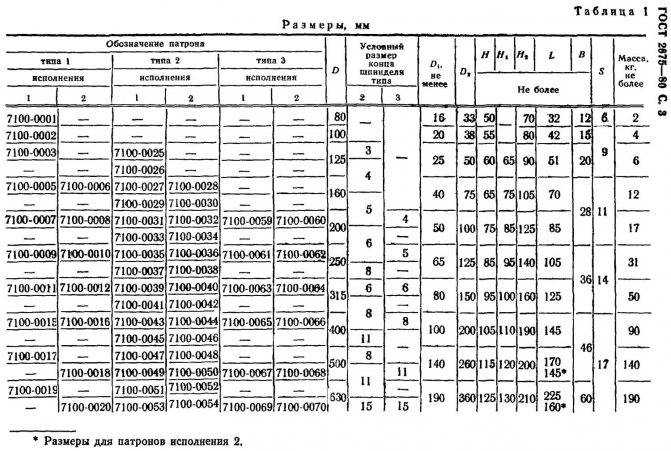
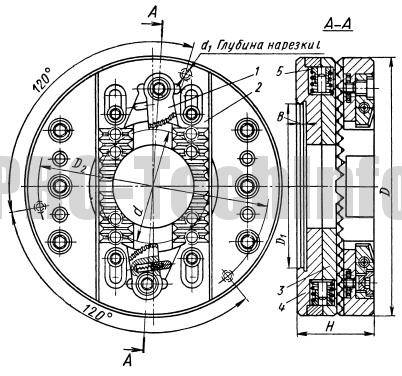
Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые токарные патроны, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
Всего стандарт предусматривает десять типоразмеров токарных патронов: 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
По способу установки на шпиндели токарные патроны должны изготавливаться следующих 3-х типов:
- Тип 1 — с цилиндрическим, пояском и с креплением через промежуточный фланец по ГОСТ 3889;
- Тип 2 — с креплением на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593;
- Тип 3 — с креплением на фланцевые концы шпинделей по ГОСТ 12595.
- Десять типоразмеров — : 80, 100, 125, 160, 200, 250, 315, 400, 500, 630 мм;
- Исполнение 1 — с цельными кулачками;
- Исполнение 2 — со сборными кулачками;
- Класс точности — Н – нормальный ; П – повышенный ; В – высокий; А – особо высокий;
ГОСТ 2675—80 Патрон самоцентрирующий трехкулачковый. Тип 1 — с цилиндрическим, пояском
Основной материал
Следующий вопрос – из чего делать самодельный токарный станок? Ответ вроде бы очевиден: из металла, ведь не может же быть станок слабее заготовки? А как первобытные деревом сверлили камень? Как древние египтяне деревом и медью (бронзы тогда еще не было) строили пирамиды? И см. выше о главном вопросе станкостроения.
Токарный станок для обработки древесины можно сделать из металла (поз. 1 на рис.), металлодревянным, поз. 2, из подручных материалов с минимальным использование металла, поз. 3 и даже… без станины, поз. 4. Так вот, на любом из них достаточно опытный и аккуратный мастер может долгое время регулярно работать с максимальной для дерева точностью. Древесина – не только благородный, но и благодарный материал.
 Самодельные токарные станки по дереву из различных материалов
Самодельные токарные станки по дереву из различных материалов
Какое дерево?
Да, но какое брать дерево? Лучше всего – дуб без дефектов, выдержанный, прошедший полную естественную усушку и усадку. Токарные станки из качественного дуба 100 и более летней давности работают и посейчас. А что до самодельщины – станина и бабки дубового (в прямом смысле) станка делаются очень просто, см. далее.
Если же дубовых пиломатериалов подходящего качества нет, то можно обойтись и обычной строевой сосной, но станину придется делать по рамно-балочной силовой схеме. В англосаксонских странах, где дубы давно на учете поштучно, такие домашние токарные станки весьма распространены. Чертежи «английского» токарного станка по дереву со станиной из обычного строевого дерева даны на рис; размеры в дюймах. Это фактически стародавний ножной станок с кривошипом, приспособленный под электропривод. Чтобы вернуть его к энергонезависимому виду, достаточно среднюю стойку станины продлить до низу, поставить на лапу и замонтировать педаль с шатуном, кривошипом и маховиком, см. выше.
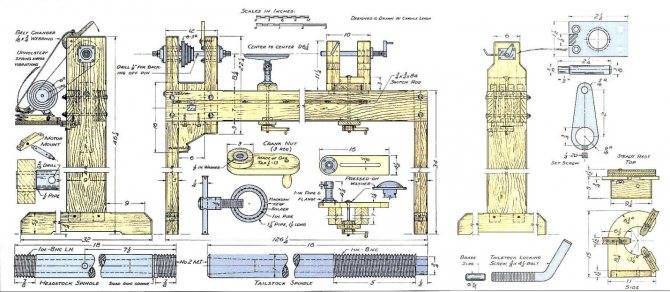 Чертежи токарного станка по дереву со станиной из обычных строевых пиломатериалов
Чертежи токарного станка по дереву со станиной из обычных строевых пиломатериалов
Концы шпинделей резьбовые. ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
- М39 х 4,0
- М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
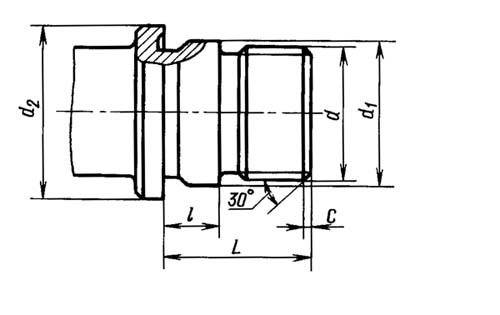
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
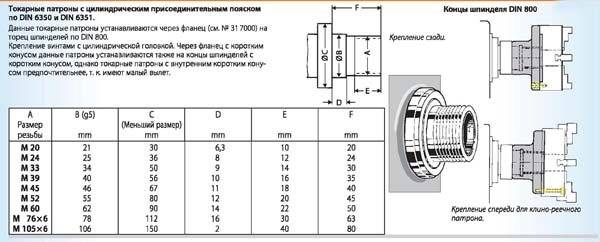
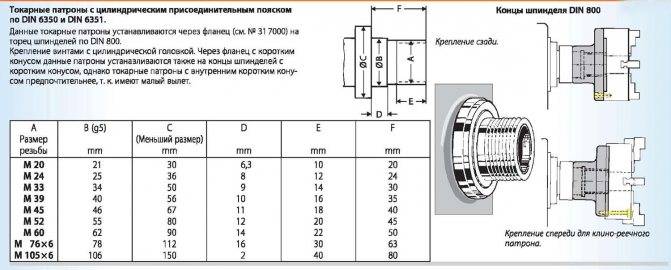
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.





Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Назначение и особенности эксплуатации
Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Это интересно: Токарно-винторезный станок — элементы, применение, преимущества
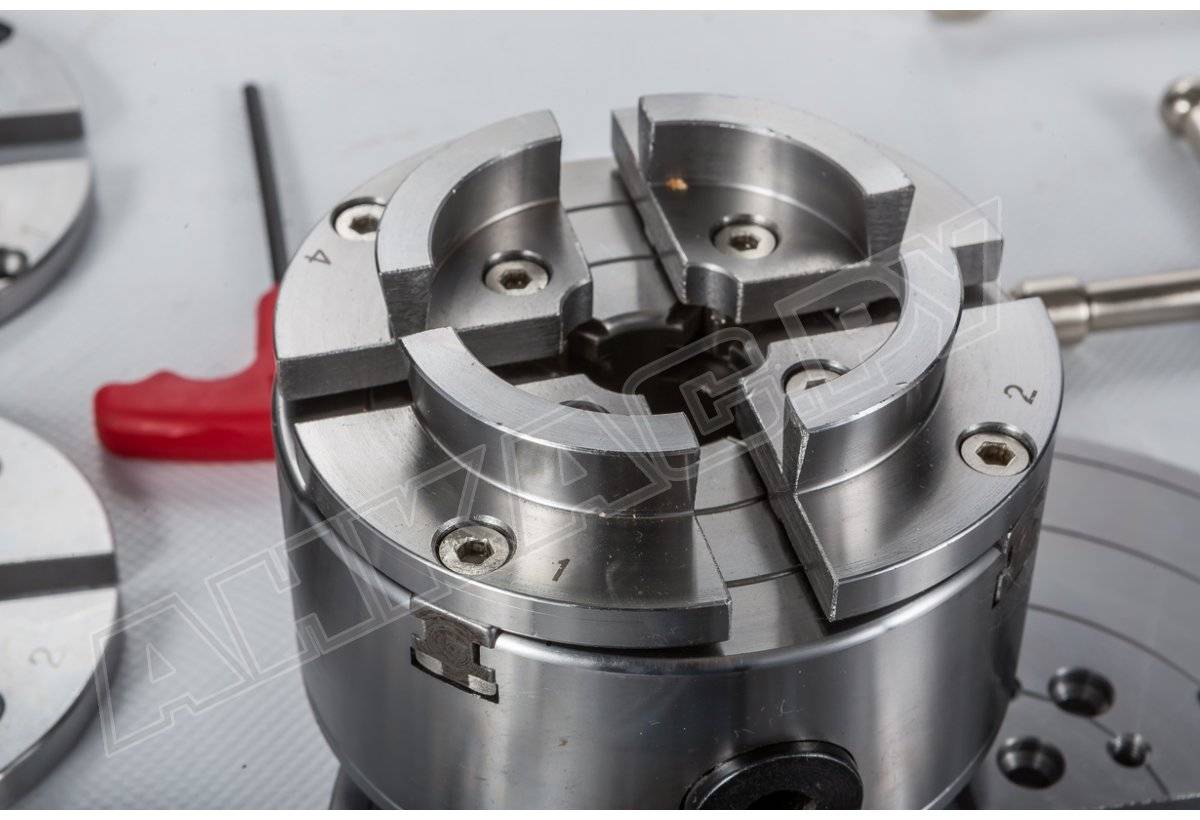
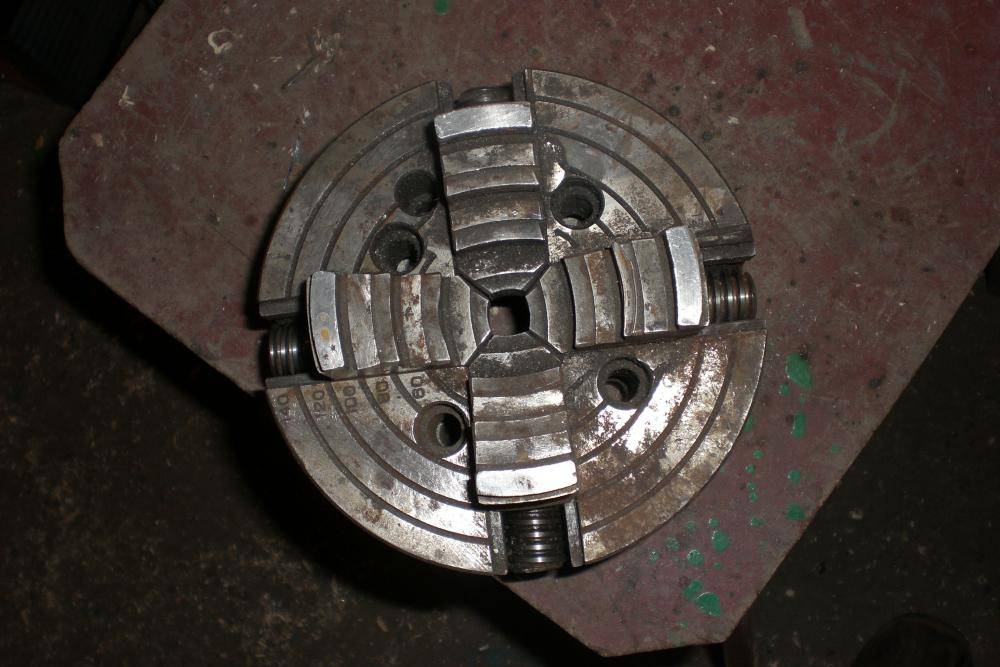
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.





