

Основные вопросы организации производственной и коммерческой деятельности.
В случае отсутствия собственных денежных средств, необходимо обратиться в банк за кредитом. К рассмотрению вашей заявки банк приступит только при наличии содержательного бизнес-плана, и сможет выдать достойный кредит на организацию бизнес-проекта. Без подробного пошагового описания предстоящей деятельности не обойтись и в случае, когда начальный капитал уже имеется, и надо просто зарегистрировать юридическое лицо, это может быть, например, ИП (индивидуальный предприниматель) или ООО.
Технология изготовления саморезов простая, но ее следует скрупулёзно проанализировать, тщательно рассчитать заранее, до открытия фирмы.
Она напоминает способ производства обычного гвоздя. Отличие металлического крепежа в том, что стержень имеет головку и внешнюю резьбу.
Схема метода холодной штамповки:
сначала сырьё в виде скрученной проволоки распиливается поперёк на небольшие болванки требуемой длины;
- далее формируется шляпка и нарезается резьба;
- обязательная процедура – закаливание получившихся саморезов в печи;
- изделия основательно моются;
- на чистую поверхность легко ложится особое антикоррозийное напыление.
Для организации производства необходимо приобрести оборудование. Операционная линия для производства шурупов полностью автоматизирована:
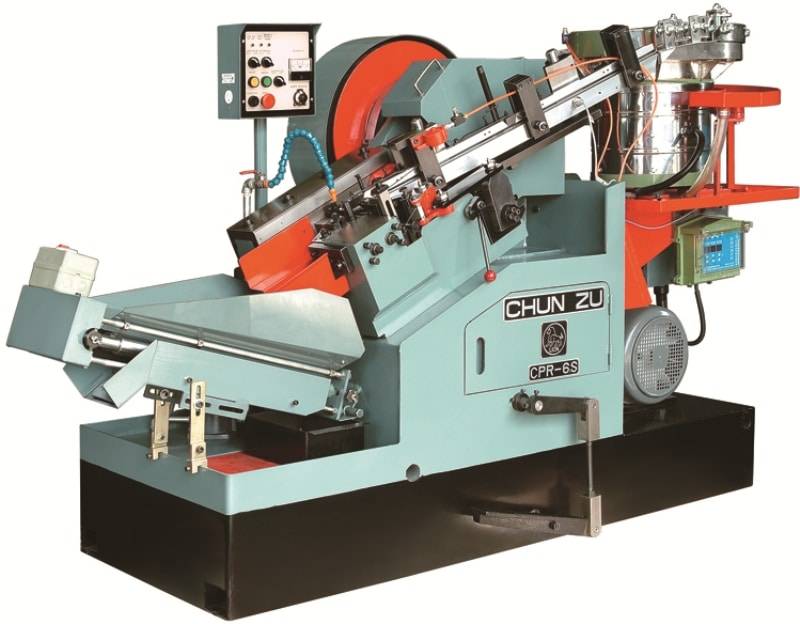
- Холодно-высадочный станок-автомат обеспечивает ритмичную протяжку проволоки. Нарезанные полуфабрикаты выталкиваются в большой короб;
- Резьбонакатной механизм оборудован специальными плашками, которые вытачивают резьбу определенного размера;
- Закалка готовых самонарезных шурупов происходит в печи, где температура 880-950 ˚С;
- Специальная линия гальваники – это несколько рядом стящих ванн. Саморезы перемещаются в крутящийся барабан, затем погружаются поочередно в ванну с составом для обезжиривания, во вторую емкость с фосфатом, в третью – с оксидами. На заключительном шаге детали промываются проточной водой. Теперь они подготовлены для покрытия слоем цинка;
- Сушатся готовые саморезы горячим воздушным потоком в обычной центрифуге.
Выбор высококачественного оборудования – гарантия бесперебойного выпуска и поставки потребителю готовых металлических изделий.
Специалисты рекомендуют приобрести станки, другое компактное оборудование известных тайваньских компаний FOB, LianTeng. У них конструкция линии функционально завершенная (модульная), допускает независимую отдельно стоящую компоновку и промежуточное диагностирование после каждого очередного действия. Можно купить станок, выпускающий 50 деталей в минуту, можно и более дорогой, работающий со скоростью свыше 250 шурупов за то же время. Последние поколения моделей оборудования по производству саморезов с программным управлением ориентированы на различную длину заготовки и разный шаг нарезки резьбы. Имеют широкие возможности нарезки чередующихся выступов и впадин не только на обычные винты и шурупы, даже на дюпеля.
Хорошо зарекомендовали себя холодновысадочные автоматы марок YH1564, YH2076 со средней производительностью 120, 160 шурупов в минуту. Станки легко обслуживать, они дают отличное качество продукции, имеют небольшой срок окупаемости.
Открыть производство саморезов выгодно также с китайскими полуавтоматами INNOR, Candid.
Выбирая сырьевые материалы, необходимо учитывать многие параметры. Это и вид выпускаемой продукции, и особенности оборудования для саморезов. Например, шурупы для кровли лучше изготовить из высокоуглеродистой стали с высоким коэффициентом твердости. Деревянные элементы обычно скрепляются саморезами из нержавеющей стали. Для латунных крепежей не требуется дополнительное сверление. Ими пользуются в строительстве при выполнении отделочных работ.
Можно приобрести материал в виде проволоки установленного диаметра или в виде заготовки.
В России сейчас множество больших металлопрокатных заводов. Проблем с поставкой сырья как для малых цехов, так и для крупных предприятий не бывает. Основополагающими моментами здесь могут быть только стоимость материала и сроки его доставки.
Продажа готовой продукции: поиск клиентов
Торговля в розницу в сфере производства саморезов пусть и приносит наибольшую выгоду, но открывать собственный магазин, создавая лишь крепежи, бессмысленно. Поэтому для крупных предприятий самым перспективным форматом будет оптовая поставка готовой продукции проверенным клиентам.
Всего несколько крупных покупателей могут обеспечить высокий спрос на саморезы. Тогда и работать предпринимателю будет куда проще. Лучше всего искать клиентов среди:
- строительных магазинов;
- строительных организаций;
- фабрик, занимающихся производством мебели.
Эти представители бизнеса постоянно и в больших объемах нуждаются в саморезах, поэтому с ними можно с высокой вероятностью заключить договор на постоянную поставку изделий.
Редкими или необычными саморезами заинтересуются крупные строительные магазины. Чтобы обеспечить спрос своих клиентов, они с радостью закупают крепежи в ассортименте. Но на этапе заключения договора они потребуют предоставления образов. Это нужно, чтобы убедиться в качестве изготавливаемых изделий. Если оно их устроит, то договор будет подписан, а предприниматель получит надежного поставщика, которому постоянно требуются большие партии саморезов.
Налаживание связей с подрядчиками и мебельными фабриками займет больше времени. У них наверняка уже есть свои поставщики инструмента. Чтобы привлечь их своей продукцией, придется снижать стоимость, предлагать наиболее выгодные условия.
Грамотный предприниматель начинает заниматься установлением контактов с потенциальными клиентами еще до того, как запустит производство. Это убережет его от простоя и невостребованности готовой продукции.
Какое оборудование нужно для производства саморезов
Станки для производства саморезов производятся различными производителями. Как правило, это станки производства Китая и Тайваня. На рынке также предлагается оборудование российских и украинских производителей. Наиболее популярными среди покупателей оборудования являются станки китайского производства. При наименьшей в своей нише цене, они обладают сравнительно неплохом качеством. Станки производства Тайваня, как правило, несколько дороже и отличаются лучшим качеством.
Обратите внимание, что в договор поставки оборудования должны быть включены услуги по пуско-наладке оборудования, в связи с тем, что первоначальная настройка оборудования может представлять определенную сложность. В дальнейшем, после осуществления первоначальной настройки, управление подобной производственной линией и ее перенастройка на выпуск различных видов продукции является достаточно несложной и доступна любому специалисту после прохождения минимального обучения.. Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии
Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих. Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии. Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих
Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбрать оборудование вам помогут образцы изделий, производимых на данном оборудовании
Обратите внимание на следующие особенности саморезов, которые помогут вам выбрать оборудование, производящее качественную продукцию:
одинаковый цвет изделий, который свидетельствует о качественной промышленной обработке изделия и наличии одинаковых прочностных показателей;
саморез не должен иметь заусенец или неровностей;
шаг резьбы должен быть одинаковым;
обратите внимание на возможность нанесения маркировки на сам саморез, так как это считается признаком более качественного изделия.
Стоимость оборудования в основном зависит от степени автоматизации и производительности оборудования. Основу производственной линии для производства саморезов включает в себя холодновысадочный и резьбонакатный станок.









Стоимость мини-станка для производства саморезов составляет около 200 тысяч рублей. При этом производительность такого станка составляет до 55 штук в минуту.
Стоимость более производительного оборудования начинается с 1,8 миллионов рублей. Подобная линия позволит производить около 150 саморезов в минуту. Обслуживается она, как правило, одним оператором и одним подсобным рабочим. Целесообразно сразу закупить необходимые расходные материалы – пробойники и стержни, в среднем, они работают несколько смен. Прессформы эксплуатируются в течение нескольких лет.
Дополнительно необходимо учесть стоимость пуско-наладочных работ и доставки. Таким образом, учитывая стоимость оборудования, его доставки, пуско-наладки и необходимой оснастки, итоговая стоимость приобретения оборудования составит около 2,2 миллионов рублей.
В некоторых случаях применяется дополнительная гальванизация готовых изделий. Процесс гальванизации необходим для защиты от коррозии, повышения износостойкости и электроизоляционных свойств основного покрытия на черных и цветных металлах, путем создания на поверхности изделия защитной пленки. Стоимость оборудования для гальванизации составляет от 100 тысяч рублей.
Выбор и подготовка производственного помещения
Холодновысадочные и резьбонакатные автоматы – машины горизонтального исполнения, поэтому высота помещения должна устанвливаться из расчёта минимум 4 м (более точно – наибольшая высота автомата + 2 м).
 Помещение должно отвечать следующим требованиям:
Помещение должно отвечать следующим требованиям:
- Располагать действующей системой энергоснабжения (сеть 220 или 380 В и защитно-пусковые автоматы на 32А минимально).
- Иметь твёрдое покрытие – бетон, асфальт.
- Иметь внутреннее освещение, которое в сочетании с естественным светом должно обеспечивать минимальную освещённость рабочего места на уровне 150 лк.
- Полностью соотвествовать противопожарным требованиям, и иметь необходимые устройства защиты от возгорания и задымления (огнетушители, песок, пожарные щиты, источники водоснабжения).
- Иметь не менее двух выездов, либо дверные проёмы размерами не менее 2,5×2,5 м.
- Располагать системой приточно-вытяжной вентиляции.
- Располагать системой отопления для работы в холодное время года.
- Соответствовать экологическим требованиям (особенно, если планируется нанесение на готовые саморезы гальванических покрытий).
Для небольшого производства может подойти капитальный гараж (наличие антресольных помещений добавит производственных удобств, поскольку позволит разместить места для производственного персонала и контрольно-измерительные приборы). Менее удачным считается вариант лизинга помещения: легче устанавливать всё оборудование заново, чем переделывать уже имеющиеся технологические решения.
Площадь помещения подлежит уточнению, когда будет известен выбор подходящих моделей производственного оборудования. В частности, между смежными автоматами должны быть проезды/проходы шириной не менее 2 м, а расстояние от оборудования до стен принимают не ниже 1,5 м. Производственное здание должно иметь класс огнестойкости не ниже IV, и оснащаться шумозащитными экранами. Не допускается организация штамповочного (а – тем более – гальванического) производства в помещениях бывшего жилого фонда. Желательно располагать резервом площадей для перспективного расширения производства.
Как делают саморезы и шурупы
Название саморез происходит от двух слов – «сам» и «режу».
Неспроста элементу крепления, который мы сейчас будем рассматривать, дали название саморез. А ведь так и есть: при вращении и надавливании на него он сам врезается в плоскость и нарезает резьбу в ней. Происходит этот процесс благодаря неимоверной плотности стали марки СТ08КП и СТ10КП.
В целом, производство этих метизных изделий происходит в несколько стадий. Давайте подробно рассмотрим, как делают саморезы и шурупы.
Первая стадия – изготовление заготовки, так называемой болванки под будущий шуруп. На этой стадии формируют основные составляющие элементы и параметры шурупа: шляпку, наконечник и длину стержня. Диаметр шурупа зависит от толщины используемой проволоки.
Вторая стадия – нарезание резьбы на стержень. Как и изготовление болванки, так и нарезка резьбы осуществляется специальными автоматами. Болванки засыпаются в специальную ёмкость автомата, с помощью вибрационного транспортёра подаются поштучно в отсек для нарезки резьбы. Стоит заметить, что рабочие органы автомата подают болванки в одном направлении относительно рабочих элементов – плоских плашек. Плашки плотно врезаются в стержень шурупа и перемещаются перпендикулярно оси. Размеры плашек точно соответствуют параметрам резьбы шурупов.
Благодаря острому наконечнику и твёрдой поверхности, которая подвергается обработке при высоких температурах (закалке), саморез способен просверливать как мягкие материалы, так твёрдые. Причём, чтобы стержень самореза мог вкручиваться в плотные поверхности, его острый конец изготавливают в форме сверла. Саморез при вращении образует отверстие, которое в точности совпадает с его диаметром. Следует заметить, что острая форма наконечника формируется на начальной стадии производства, а нарезание резьбы на следующем этапе.
Самый ответственный процесс в формировании самореза – закаливание под действием высоких температур.
Основное технологическое оборудование цеха по производству саморезов
Что же нужно иметь, чтобы начать производство саморезов. В составе используются станки:
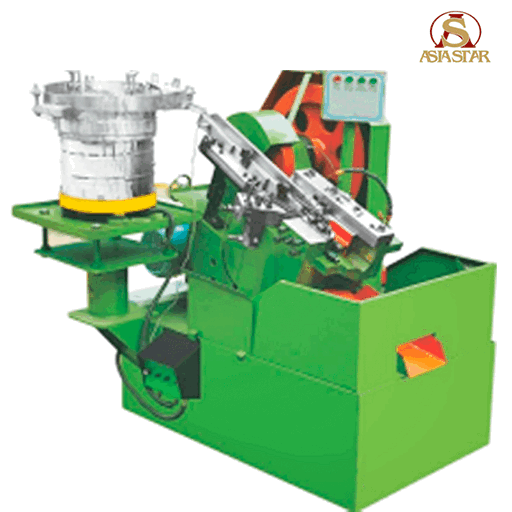
- Размотчик. Это оборудование помогает обеспечить равномерное движение проволоки к станочному оборудованию.
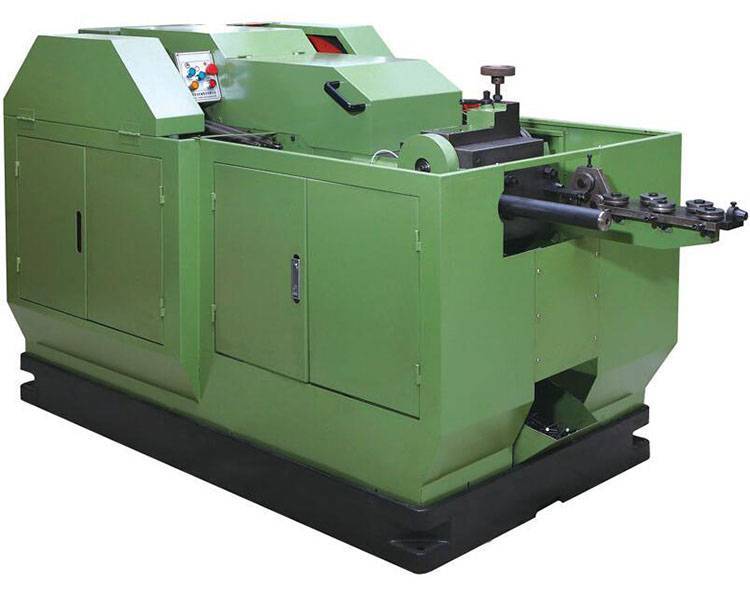
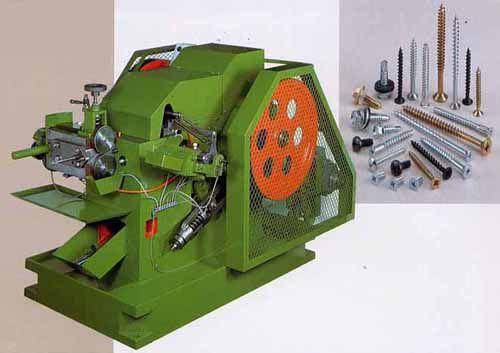
- Холодновысадочный предназначен для формирования заготовок определенной длины и формирования головки самореза.
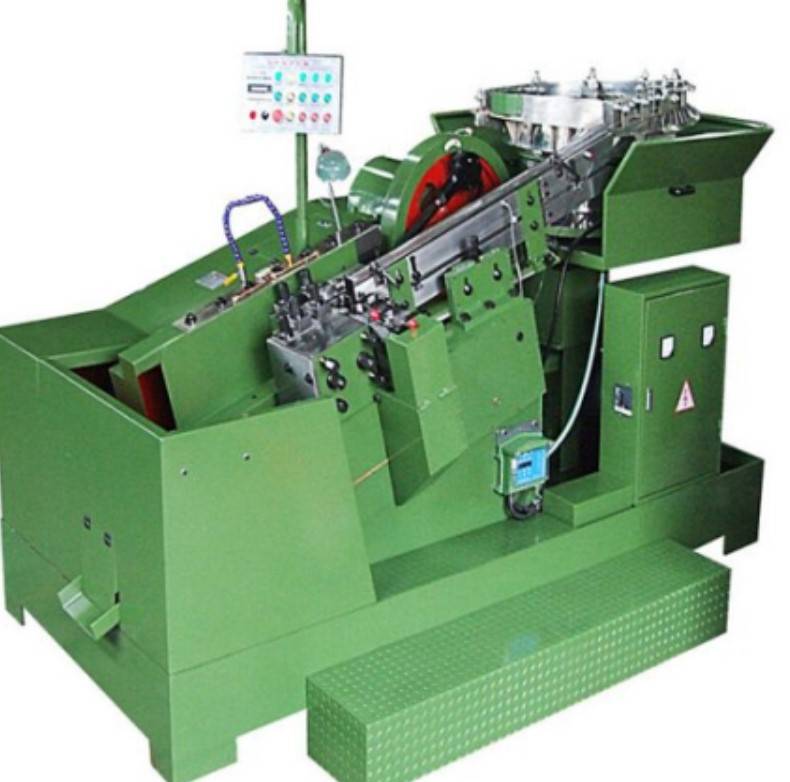
- Резьбонакатный используется для формирования на теле самореза резьбы определенного профиля. На нем также создается острие будущего изделия.
- Печь закалочная необходима для закалки полуфабриката. Используется проволока, изготовленная из углеродистой стали. На этапах придания определенных форм деталям желательно иметь пластичное сырье. Однако, после формирования саморезов с заданными параметрами нужно придать им дополнительную прочность. Для этого выполняется термическая обработка. Полуфабрикат закаливают.
- Печь для отпуска нужна, чтобы снять остаточные напряжения после закалки. Нагрев небольшой, всего 220…250 ⁰С. Потом следует медленное охлаждение на воздухе.
- Печь параметрическая (для чернения саморезов). При производстве черных изделий, используемых в строительстве и в ряде направлений машиностроения, нужно защитить поверхность изделий методом воронения. В специальных печах осуществляется воронение стали. Образующаяся оксидная пленка предотвращает коррозию метала.
- Печь цементации востребована при использовании пластичных видов проволоки с низким содержанием углерода. Подобное сырье дешевле углеродистой стали, но закалить его невозможно. Есть выход – насытить поверхностный слой изделий углеродом путем запекания в специальных емкостях с углем и графитом. В результате поверхностный слой становится твердым, обладает более высокой прочностью, чем остальное тело самореза.
- Ванна для гальванического покрытия необходима при производстве мебельных саморезов. Поверхность готовых изделий покрывается цинком или хромом. Некоторые потребители отдают предпочтение изделиям с бронзовыми оттенками. Тогда используют растворы, содержащие медь.
- Моечные машины устанавливают на всех этапах изготовления саморезов. Приходится периодически удалять загрязнения.
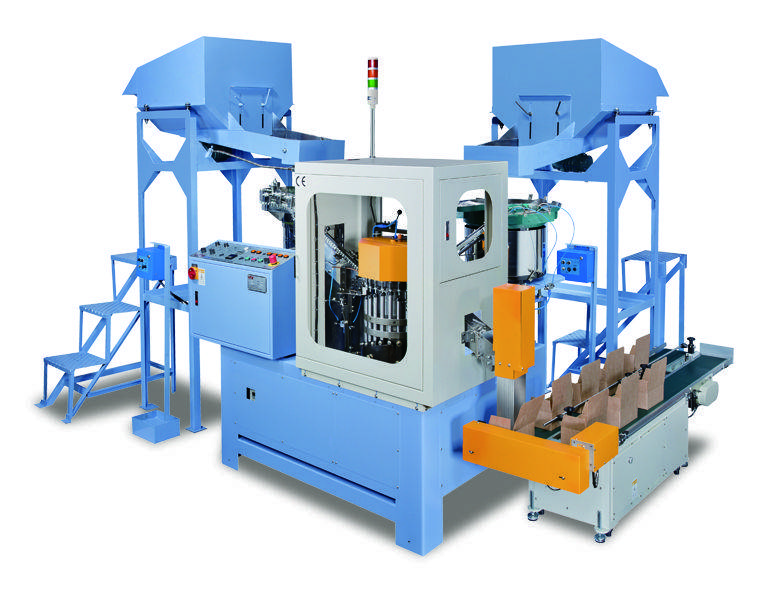
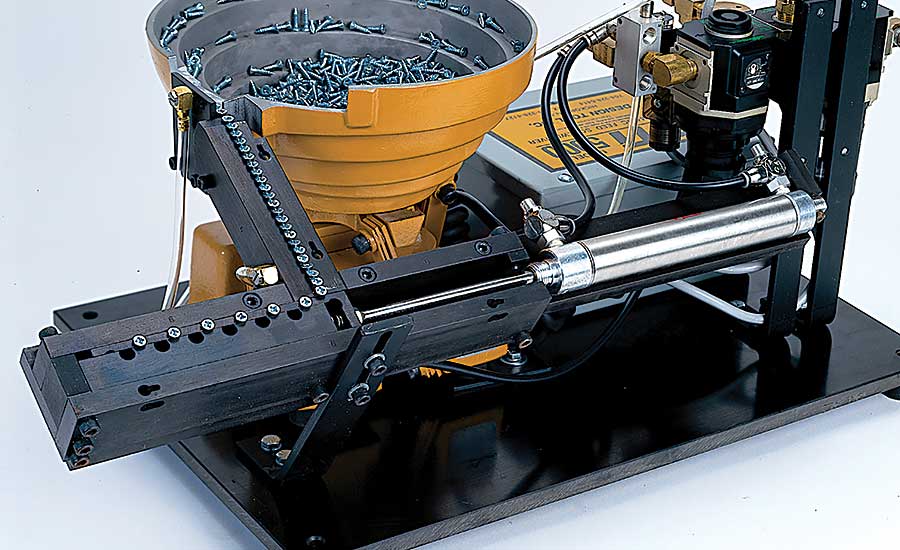
- Фасовочный автомат упаковывает нужное количество отдельных метизов в небольшую тару. Здесь же указывается размер изделий, вид покрытия и количество в упаковке.
- Упаковочный станок позволяет завершить упаковку в крупную тару, например, в ящики или коробки. Некоторые пользователи предпочитают приобретать товар в прозрачных блоках. Их изготавливают на вакуумных упаковочных машинах.
Минизавод по производству саморезов. Производительность 25 шт./мин
На крупных производствах используют весь указанный набор станков. Если же производственная деятельность ведется в небольших цехах, то некоторые виды оборудования могут отсутствовать.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне.
Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
Чтобы сделать точный расчет стоимости оборудования для организации производства саморезов пришлите нам пожалуйста подробные технические характеристики продукции которую Вы хотите производить и чертёж, а именно:
- Наименование изделия крепежа.
- Диаметр головки.
- Длина стержня.
- Производительность оборудования (шт./мин.).
- Чертёж продукции.
Технология производства саморезов
Сразу следует отметить – потенциальному покупателю всё равно, как и где произведен крепёж, главное – обеспечение надлежащих технических и эксплуатационных показателей конечного продукта. Поэтому при ориентации на выпуск саморезов следует в первую очередь руководствоваться требованиями ГОСТ.
- ГОСТ 11652, касающийся самонарезающихся винтов с различными формами головок;
- ГОСТ 1180 на шурупы-саморезы.
Поскольку технологические процессы на производство тех и иных изделий практически идентичны, то при установке оборудования стоит ориентироваться именно на расширенный круг потенциальных потребителей, которым необходим качественный крепёж для различных материалов — дерева, металла, пластика.
Типовой технологический процесс производства саморезов включает в себя:
- Подготовку исходного металлопроката (травление, волочение-калибровку, фосфатирование).
- Собственно штамповку методом холодной высадки на горизонтальных автоматах.
- Накатку резьбы на накатных автоматах.
- Гальванопокрытие (цинкование или анодирование).
Кроме этого, готовая продукция часто нуждается также в последующей расфасовке и упаковке – поштучно или по весу.
Распространённой ошибкой начинающих производителей саморезов является стремление на чём-нибудь сэкономить, именно поэтому на первые два пункта технологии зачастую не обращают внимания. А зря.







Рынок предложения по саморезам достаточно тесен, поэтому потребитель выбирает наиболее качественные изделия, пусть даже и по несколько более высокой цене. Поэтому при неукоснительном соблюдении наиболее передовой технологии производства реализация конечной продукции будет проходить более оперативно.
Второй важный вопрос технологии – программа выпуска изделий. Принципиально рентабельны уже программы производства от 4000 штук в месяц, а при месячных программах более 20000 производство качественных саморезов окупит себя за 1-2 года.
Требования к помещению для производства саморезов
Для производства саморезов достаточно небольшого помещения с площадью 50-70 м2. Следует соблюдать основные требования, которые предъявляются к подобным помещениям. Прежде всего следует учесть, что объем производственного помещения должен составлять не менее 13м3 и не менее 4м2 на одного работающего. Высота помещений рассчитывается исходя из габаритов оборудования, в нашем случае оборудование не является крупногабаритным, однако регламентируемая высота потолков должна составлять не менее 3,2 м.
Нежелательно располагать цех для производства саморезов в подвальном или полуподвальном помещении, это может вызвать вопросы у контролирующих органов
Обратите внимание на необходимость достаточного освещения и вентиляции для производственных помещений.. Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими
С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.
Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими. С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.
Конечно, на практике все указанные требования не всегда соблюдаются, но в случае получения вашим работником производственной травмы, будьте уверены, что все указанные параметры будут проверены и если будет доказано несоответствие производственного помещения необходимым параметрам, то к уголовной ответственности вас привлекут.
Вы можете арендовать или построить необходимое помещение. На наш взгляд, начиная любой бизнес, лучше минимизировать вложения в него, что снизит финансовые риски при возникновении неблагоприятной конъюнктуры рынка. Поэтому на начальном этапе лучше все-таки арендовать производственное помещение.
Средняя арендная плата за съем производственных помещений в России, руб.*
ПОМЕЩЕНИЯ 50-60 КВ. М | ПОМЕЩЕНИЯ 70-80 КВ. М. |
|---|---|
22 284 | 25 326 |
*по данным анализа объявлений Avito на 12.09.2018
Однако, если вы имеете необходимые денежные средства, можно и построить собственное помещение цеха. Для производства саморезов производственное помещение проще всего соорудить из сэндвич-панелей. Обеспечивая достаточно низкие показатели тепловых потерь, такие сооружения отличаются низкой стоимостью и малыми сроками монтажа. Стоимость такого сооружения начинается от 900 – 1200 рублей за квадратный метр. Собирается здание в течение нескольких дней.
Обратите внимание на такой немаловажный момент, как наличие коммуникаций на участке для возведения зданий. Если само здание можно собрать в течение нескольких дней, то процесс подключения коммуникаций займет несколько месяцев
Особенно долог процесс подключения природного газа, который может быть использован как для отопления, так и для некоторых стадий производственного процесса при производстве саморезов. Такое подключение может занять у вас не менее шести месяцев и потребует несколько сотен тысяч рублей, даже если газовая труба проходит в непосредственной близости от возводимого производственного помещения.
Станки и оборудование саморезной продукции
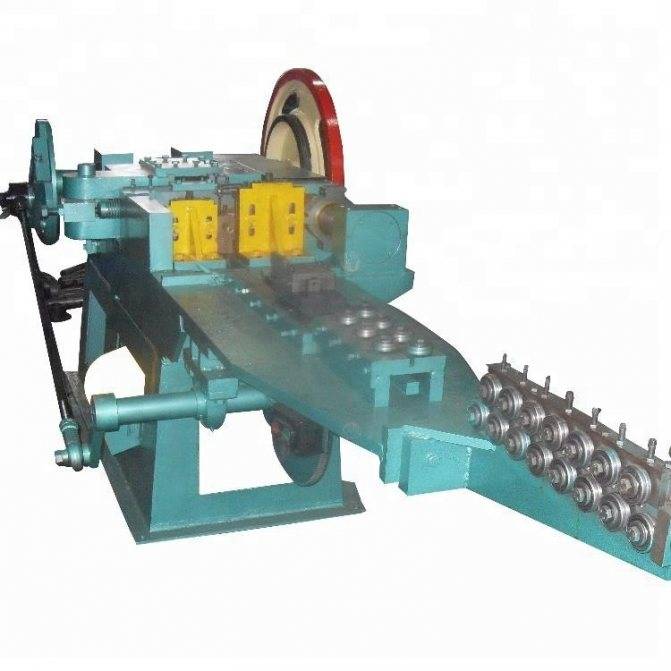
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции. Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза.
- Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.






Технология изготовления саморезов
В качестве сырья обычно используют нержавеющую или углеродистую сталь, латунь. Обычно этот металл представляет собой специально нарезанные кругляки или проволочные бухты. Поставщиков сырья найти несложно. В нашей стране производится достаточно металлопроката, поэтому возможно выбрать завод, который территориально будет располагаться ближе к цеху.
Чтобы понять, какого рода оборудование нужно купить для открытия цеха, рассмотрим процесс изготовления этого изделия поэтапно. Сама технология носит название холодной штамповки.
| 1 | Нарезка заготовок по заданной длине. Формирование шляпки на холодновысадочном станке. |
| 2 | Транспортировка заготовок на станок для накатки резьбы. Для этого используется специальный конвейер с захватами для заготовок (либо это может делать человек). |
| 3 | Изделие поступает в печь, где закаляется при температуре 920 градусов. После температура постепенно снижается. Это делается для равномерного снятия поверхностного натяжения металла. |
| 4 | Нанесение гальванического покрытия. Используется для этого несколько ванн. В них проходит подготовка поверхности и само нанесение антикоррозийного слоя. В последней ванне установлены цинковые аноды (этот этап необходим для цветных саморезов, для черных он не нужен). |
| 5 | Сушка происходит в специальной центрифуге. Это последний этап технологического процесса. |
| 6 | Завершающая стадия – контроль качества и упаковка изделий. |
Как видим, оборудования достаточно много, целая технологическая линия. На для начала производства саморезов достаточно купить два станка (холодновысадочный и резьбонакатной). Потом постепенно по мере получения прибыли все процессы можно автоматизировать и докупить оборудование.





