

Преимущества способа
При сравнении с иными способами получения металлических изделий холодная ковка обладает рядом преимуществ. К ним относятся:
- Нагрев металла не нужен, что позволяет упростить процесс изготовки вследствие отсутствия печи, поддержания определенной температуры.
- Безопасность при процессе.
- Простота изготовки установок для холодной ковки.
- Наличие возможности исправить сделанное изделие вследствие механических свойств.
- Возможность изготовить оборудование для изготовки одинаковых изделий со стандартными шагами.
- Экономия времени и денег при выполнении работ.
Наличие данных плюсов делает технологию холодной ковки распространенной.
Оборудование для художественной ковки металла
Прогрессивное развитие ковки заметно в превращении ее в художественное направление, одним из ярких примеров этого является известная «Пальма Мерцалова», которую выковал умелец из Донбасса, причем из обычного рельса.
Сейчас оборудование для художественной ковки металла с каждым днем становится популярнее. На выставке представлены многочисленные образцы самого современного оборудования.
С древних времен обработка метала, в том числе и ковка изделий, занимает в жизни человека одно из важных мест.
Сначала основной целью было обеспечение бытовых и насущных нужд человечества, сюда включалось изготовление оружия и орудий труда. С течением времени и движением прогресса, технологии значительно изменились, а ковку приравняли к искусству.
Применение кованных изделий
Сфера применения кованых изделий обширна и многогранна, поэтому описать ее несколькими словами невозможно.
Изделия, выполненные при помощи оборудования для художественной ковки металла, используются в следующих целях:
- Внешний вид двора (различные ворота, кованые калитки и ограждения);
- Декоративные изделия для дизайна (светильники, лавочки, элементы беседок, горшки и другое);
- Оконные решетки для защиты дома;
- Дизайнерские элементы и изделия (каминные решетки, элементы светильников и ламп, отдельные части домашней мебели и т.д.).
Если посмотреть, то изделия ковки пользуются большим спросом, это происходит из-за следующих факторов: из-за эстетической ценности, практичности применения в быту. При этом качества эксплуатации находятся на уровень ниже.
Мы знаем, что ручная художественная ковка стоит на порядок дороже изделий, произведенных с помощью аппаратуры и механизмов. Это происходит из-за творческого вклада мастера в своё изделие.
Хотя, по факту, готовое изделие, изготовленное на оборудовании для художественной ковки металла, от ручной работы сможет отличить только профессионал, и то потому, что на ручном изделии могут быть огрехи. К тому же ручной процесс займет больше времени и сил. Убедиться в этом можно прямо на выставке, на многочисленных экспозициях.
Технологии ковки
Технология основывается на том, что при нагревании стали и доведении её до определенной температуры сталь становиться пластичной и легко деформируется.
Оптимальной является температура от 800 до 900 градусов по Цельсию.
Конечно, ковка металла возможна и при более высоких температурах, но тогда они прослужат не так долго и эксплуатационные свойства достаточно упадут. Благодаря такой температуре увеличивается пластичность, но не страдает прочность полученных вещей, а энергетическая емкость не превышает финансовых затрат.
Приемы художественной ковки
Чтобы придать получившемуся изделию необходимую форму, можно прибегать к следующему ряду технологий:
- Вытяжка. Для увеличения длины будущего изделия или заготовки. Для этого деталь по всей длине пробивается, и необходимо делать это со всех сторон изделия, и вращается по направлению оси.
- Скручивание. Делается с помощью устройства, называемого вороток. Один край заготовок фиксируется в тисах, а второй с помощью воротка вращается по оси.
- Осадка. Если при вытяжке изделие растягивается, то при осадке длина заготовки уменьшается в несколько раз, и удары производятся не по длине, а по торцу изделия, только с необходимым постоянным выравниванием.
- Рубка и гнутье. Данные методы используются при изготовлении всех изделий, поэтому не стоит рассматривать их подробно.
- Выглаживание. Устранение возникших во время ковки дефектов и уточнение имеющихся граней.
- Узоры. Нанесение тонких художественных узоров – самая филигранная техника. У каждого мастера свои техники нанесения узоров и их создания.
Рассмотрим, к примеру, оборудование DH-W5, которое используется для ковки металла. В него входят такие узлы для применения технологий:
- Изгибание заготовок под любыми углами, даже с достаточно сложной конфигурацией. Это происходит благодаря встроенным роликам различного диаметра.
- Изготовление жгутов из заготовок, при этом возможно скручивание нескольких сразу.
- Резка металла и пробивание отверстий.
Современное оборудование для художественной ковки металла демонстрируется на ежегодной выставке «Металлообработка».
Станок для холодной ковки своими руками
Станки для ковки доступны любому человеку без специальных навыков и дорогих материалов. Ниже будет описано как сделать различные кузнечные приспособления из подручных средств дома или маленьком помещении, например: гараже, подвальном помещении.
Станки для ковки металла (Фото: Instagram / stanki_kovka_metalla)
Проектирование станка холодной ковки: подготовительные работы
Перед сборкой механизмов для производства металлических изделий нужно подготовить чертеж, на котором будет изображен станок, с ключевыми узлами. Также на чертеже указываются крепления и вписываются размеры. Найти готовый набросок оборудования можно в глобальной сети.
Как собрать торсионный станок для холодной ковки
Самодельный торсионный станок значительно облегчит труд кузнеца, и сэкономит деньги. Сборка конструкции состоит из нескольких последовательных этапов:
- В первую очередь, нужно изготовить массивную станину из металла.
- На поверхности с помощью сварки каркаса закрепляется швеллер.
- Поверх швеллера на одном из его концов требуется установить тиски. Они предназначены для зажима прутьев.
- На противоположную часть швеллера, необходимо закрепить зажим на подвижных роликах. Сам зажим можно сделать из металлической втулки. В ней должны быть отверстия, в которые вставляются зажимные болты.
- После закрепления втулки на роликах, на нее навариваются ручки, чтобы мастер мог крутить ее, закручивая прутья.
Втулка и тиски должны располагаться в один уровень.
Как сделать станок гнутик для холодной ковки
Является простейшим домашним самодельным станком. Изготовить конструкцию для сгибания заготовок можно из двух металлических валов, литой пластины и упорного механизма. Валы фиксируются по двум сторонам стальной пластины. Меду ними должно быть прямоугольное отверстие. В нем закрепляется подвижный упор. Он нужен, чтобы мастер мог выбирать угол при изгибании заготовок. При сборке гнутика используют детали из инструментальной стали.
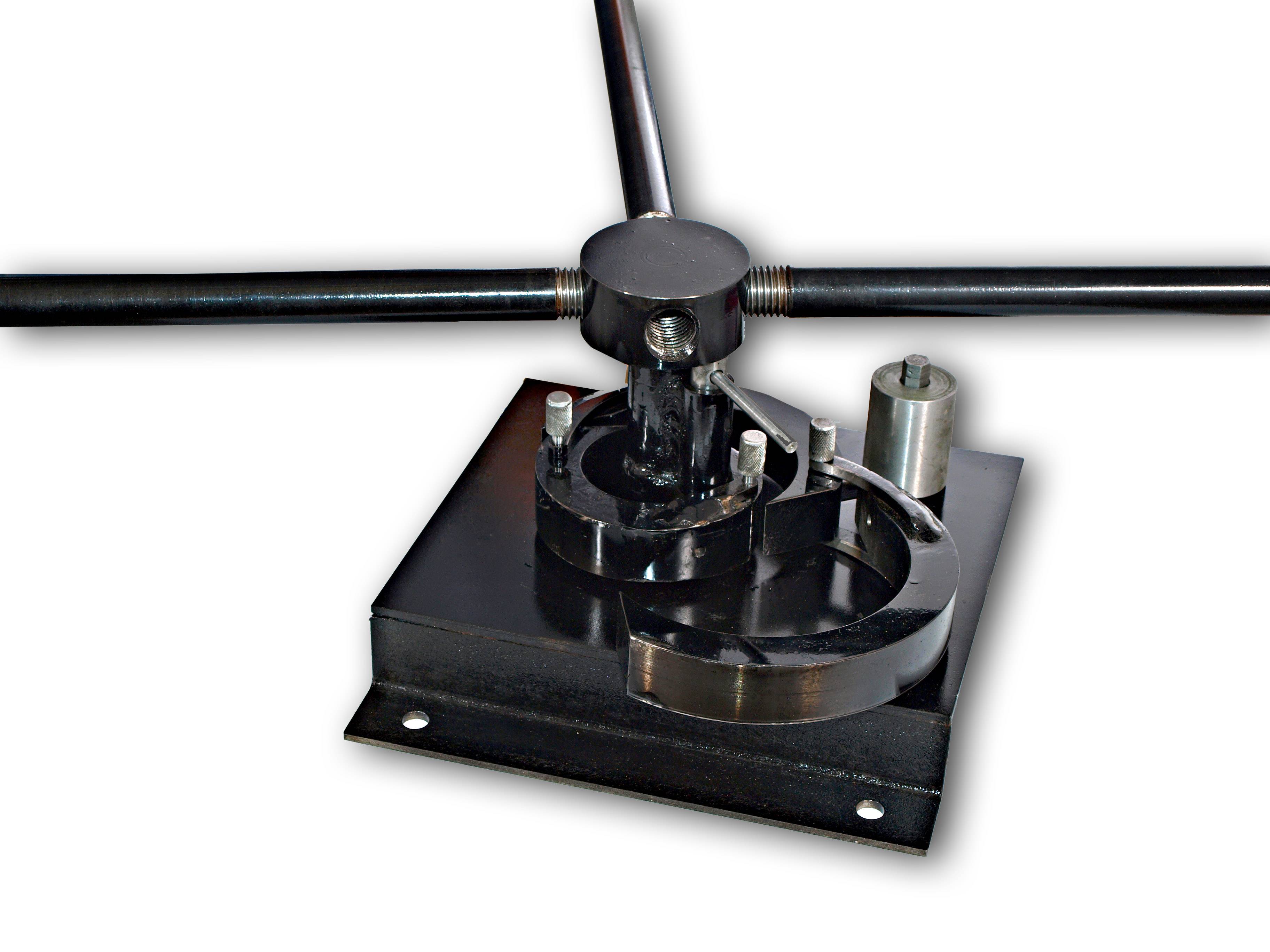
Станок улитка для холодной ковки своими руками: варианты исполнения
Существуют разные варианты создания витков для обработки металлических прутьев. Три популярных способа:
- На металлическом столе рисуется улитка нужной формы и размера. Для готового рисунка, нужно вырезать металлические пластинки разной толщины, повторяющие форму улитки. После их закрепления на нарисованном контуре, приспособление готово к работе.
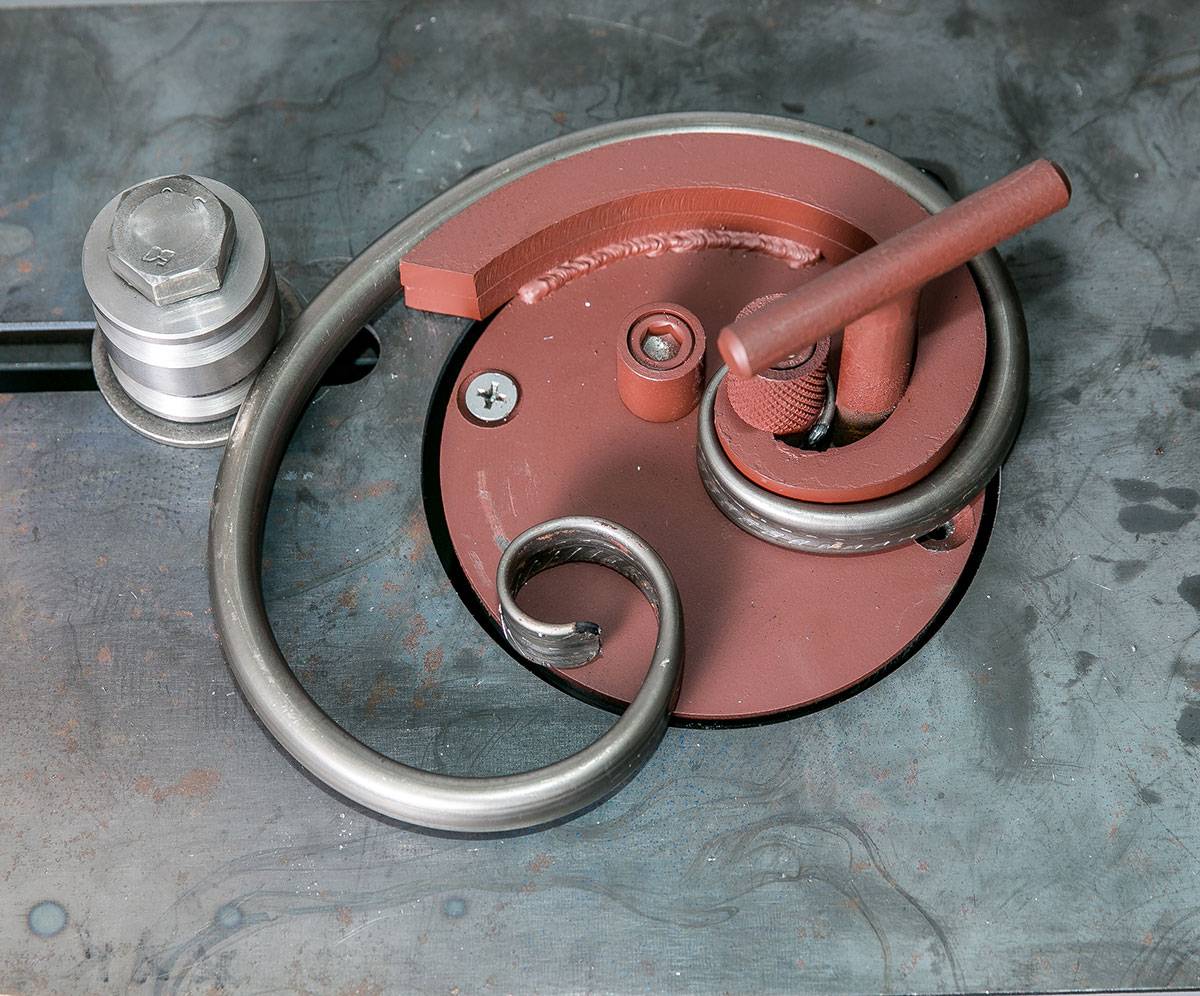
- Съемная конструкция со множеством болтов. Изготавливается из круглой металлической плиты. В ней делаются отверстия с резьбой, под закрепление болтов. С их помощью можно изменять радиус, по которому будут изгибаться заготовки. Также благодаря наличию отверстий можно закреплять виток на любом рабочем столе.
- Более продвинутая конструкция. Улитка для холодной ковки создается своими руками из набора заранее изготовленных каркасов. Они имеют разный радиус, по которому будут сгибаться заготовки. Остается сделать устойчивую рабочую поверхность и при работе закреплять подготовленные каркасы улиток на ней.
После сборки любого из представленных вариантов, нужно проверить самодельное приспособление на черновых заготовках.
Как сделать улитку
Ручные станки для холодной ковки заслужили уважение среди кузнецов. Виток позволяет производить завитки с маленьким ядром, крученные ограждения и каркасы для садовой мебели. Простой способ сборки улитки:






- На металлической пластине требуется нарисовать контур будущих изгибов.
- На него, с помощью сварочного аппарата, закрепляется толстолистовой металл, выдерживающий большие нагрузки.
- Рядом со станком устанавливаются тиски для зажима одной стороны заготовки.
Готовый каркас крепится на подвижном валу, а сверху закрепляются ручки. Они позволяют кузнецу вращать улитку.
Любой человек может изготовить приспособления, чтобы было проще работать с металлами, собственноручно. Для его сборки не требуется практических навыков или дорогих материалов. Разместить ручной станок можно в подвале или гараже.
Разновидности и назначение станков для ковки
Станок любого назначения применяется для облегчения ручного труда. Для ковки по холодному типу может использоваться разное оборудование, сводящее к минимуму физические усилия мастера и позволяющее выполнять следующие базовые операции:
Станок для создания фигурного профиля методом холодной ковки
- изгиб профиля под нужным углом или радиусом;
- изготовление спиралей или завитков;
- продольное скручивание заготовок.
Разнообразие получаемых деталей позволяет выстраивать их в комбинации и замысловатые конструкции, создавать аккуратное художественное полотно для ограждений и беседок, симметричный декор для парковых скамеек, а также других предметов различного назначения.
Промышленный станок гнутик, позволяющий получить заготовку с заданным радиусом
Станки холодной ковки могут быть специализированными (выполнять только одну операцию) и универсальными. Различают такие типы специальных станков:
- гнутики (гибочные станки) – позволяют выгнуть заготовку под углом или заданным радиусом (волна);
- улитки – закручивают заготовки в спирали и завитки;
- торсионы – помогают продольно скрутить заготовку или несколько таких деталей одновременно;
- штамповочные станки – с их помощью делают декоративные хомуты, фасонные наконечники, волну с мелким шагом.
Универсальные станки включают в себя компоненты специального оборудования в различных его комбинациях.
Приспособления для холодной ковки приводятся в действие механически (ручные станки) или посредством электропривода. Оборудование с электроприводом отличается скоростью и легкостью обработки заготовок. Станок для холодной ковки, цена которого может оказаться довольно высокой, характеризуется высокой продуктивностью. Когда нет необходимости в производительности и скорости, то ручного станка будет вполне достаточно для выполнения работ, особенно в том случае, если кузнечное дело – это хобби.
Станок гнутик, предназначенный для обработки труб методом холодной ковки
Можно ли сделать своими руками станок для холодной ковки
Купить ручной станок для холодной ковки можно в специализированном магазине по продаже инструментов или заказать в интернете. Вопрос заключается в цене и платежеспособности покупателя. Альтернативный вариант – собрать его своими руками. Принцип работы ничем не будет отличаться от товара, приобретенного в торговой сети, а выполняемые функции абсолютно идентичны заводским. Дополнительные преимущества – выигрыш в цене, уверенность, что конструкция не выйдет из строя после первого же использования.
Для начала стоит ознакомиться с конструктивными особенностями каждого типа станка, чтобы оценить возможность его самостоятельной сборки.
Станок для холодной ковки улитка, позволяющий создавать спиральные элементы
Торсион должен выполнять скручивание металлических прутьев, поэтому его конструкция предполагает наличие двух элементов, удерживающих заготовку. Один из них служит зажимом, а другой содержит вращающийся шпиндель, который, собственно, и будет закручивать прут до нужной частоты винтовой волны. Устройство довольно просто соорудить самому, а некоторые мастера вообще обходятся тисками и незамысловатым ручным воротом.
Конструкция гибочного станка также несложная, однако она содержит несколько обязательных элементов, сборка которых невозможна без специализированного инструмента. Основание – массивная металлическая пластина с пазом посередине, в который вставляется подвижный упор, перемещаемый червячным механизмом. Два других цилиндрических упора неподвижны и крепятся на основание с двух сторон симметрично относительно паза. Именно монтаж упоров может вызвать затруднение, так как отверстия под крепеж сверлятся только на специализированном станке, воздействию дрели такая заготовка из высокопрочной стали не поддастся.
Создание элементов методом холодной ковки на самодельном станке гнутик
Станок для ковки металла улитка может иметь две разновидности: с воротом или рычажного типа. Первый вариант позволяет варьировать форму изгиба в процессе работы, однако имеет ряд уязвимых мест в конструкции и очень требователен к прочности материалов изготовления. Второй тип более устойчив, но менее производителен. Мастера считают улитку самым простым станком, самостоятельная сборка которого не вызовет затруднений.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор
В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Профессиональное прессовое оборудование
Легче обрабатывается металл в кузнице с применением специальных станков, они легко выполняют разные операции. Профессиональное оборудование включает в набор:
- ножницы — гильотину;
- кривошипные прессы;
- пресс-ножницы;
- листогибочные машины, прессы;
- гидравлические прессы;
- зигмашины;
- молоты;
- прессы для пакетирования металлических и других отходов и бумаги.
Популярными в использовании остаются гильотинные ножницы и листогибы, прессы с гидравликой и молоты. Ножницы для резки листов металла бывают с механическим, пневматическим, гидравлическим приводом с ЧПУ управлением или автоматикой.
Листогиб — это станок для прокатывания листа между вальцами, чтобы придать ему требуемую форму. В зависимости от ее формы используют однопроходный или многопроходный способ. На листогибах штампуется, рихтуется и загибается материал.







Использование пресса с гидравликой оправданно для холодной штамповки и обработки прессованием. Станок дает большое давление при малом усилии, поэтому его популярность в кузнечном деле всегда оправдана. Молот используется для ударов и пластической деформации формы, относится к основному оборудованию кузнечно-штамповочного цеха, отлично штампует листовые и объемные заготовки. Молоты в зависимости от привода различают пневматические, паровоздушные, высокоскоростные газовые, гидравлические, взрывные, электромагнитные и механические.
Классификация
Станки классифицируются в зависимости от степени действия на деталь и вида привода. Их делят на:
- машины горизонтально-ковочного действия;
- прессы;
- молоты;
- специальные машины.
К молотам причисляют кузнечные станки, обрабатывающие металл ударами падающих частей. Металл деформируется от динамической нагрузки от падающего молота, скорость которого при соприкосновении с поверхностью обрабатываемого элемента равна 9 м за секунду. Молоты бывают простого действия и двойного. Первый тип действует на заготовку ударом от падения, а у второго типа при падении сила разгона увеличивается паром, сжатым воздухом.
Прессы делят на механические, гидравлические, паровые и воздушно-гидравлические. Последние станки предназначены для медленной деформации по сравнению с обработкой молотами. В них деформация достигается за счет давящей массы. Механические прессы обрабатывают металл с помощью движения инструмента, который приводится в действие сложной системой механизмов, преобразующих вращение электродвигателя в поступательное и возвратное движение.
Пневматические молоты производят заготовки небольшой массы из серии сортового проката и для протяжки заготовок большой длины, ковки запчастей и производства инструмента.
Кузнечно-прессовые станки предназначены для металлической обработки давлением — технологически трудоемкого процесса, выполняемого только с помощью специального оборудования. При этом достигается высокая производительность, снижается энергоемкость, экономится материал за счет давления, снижается стоимость изделия. Повышение плотности материала в работе ведет к повышению механических свойств.
Прессование металла дает возможность получить любое сечение, а элементы после прессования имеют высокое качество. Благодаря холодной штамповке получают точные изделия, жесткие и одновременно легкие.
https://youtube.com/watch?v=5QlhuZyxKj0
Станки для холодной ковки
Для холодной ковки металла применяются различные инструменты. Оборудование можно купить в строительных магазинах или собрать самостоятельно. Например, твистер для холодной ковки кузнец может собрать менее чем за полдня. Также нужен сварочный аппарат для соединения отдельных деталей, шлифовальная машинка для зачистки швов и поверхностей, болгарка для обрезания заготовок.
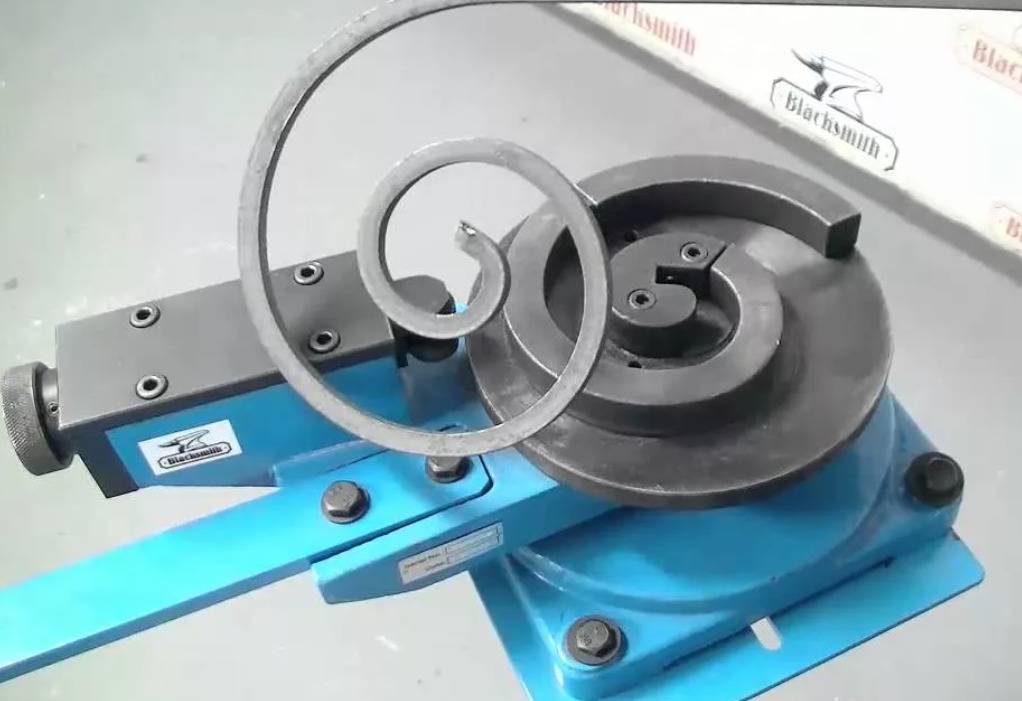
Улитка
Это ручное приспособление, с помощью которого металлическим прутам придается форма завитков. На рабочей поверхности закрепляются отдельные элементы или приваренные изгибы, через которые мастер загибает заготовку. Есть модернизированная улитка с поворотным лемехом, которая облегчает труд мастера. Приспособление для сгибания заготовок по спирали должно присутствовать в любой мастерской.
Торсионный
Необходимый станок для холодной ковки металла. Представляет собой массивное основание, на котором закрепляются тиски, а с другой стороны ворот. Заготовка закрепляется в тисках и с помощью ворота начинает закручиваться по спирали. Можно соединять несколько прутков в один скрученный элемент.
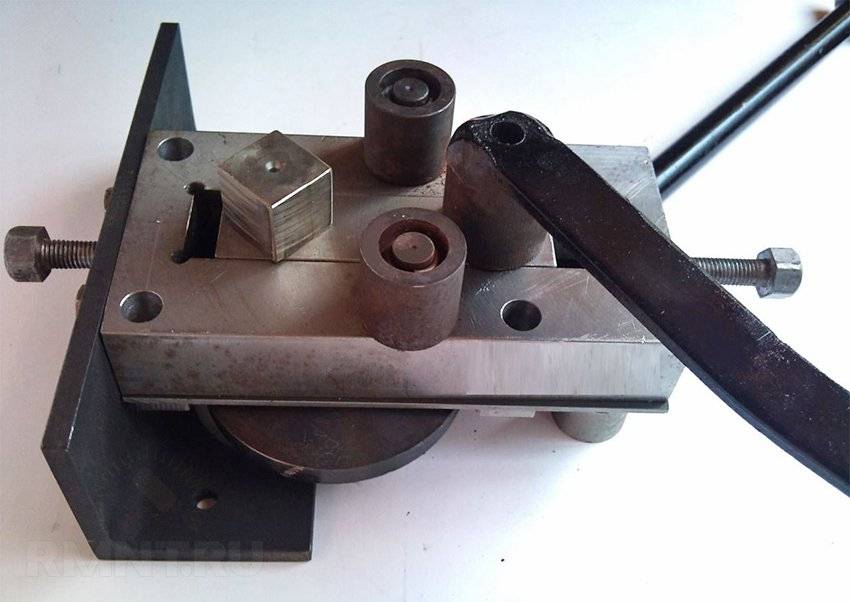
Гнутик
Гнутик для холодной ковки применяется для создания различных углов на заготовках. Состоит из двух неподвижных роликов и одного подвижного упора, располагаемого по центру.
Гнутик
Волна
Это станок по металлу для холодной ковки. С его помощью можно сделать изделие волнообразной формы или выполнить зигзаги.
Приспособы
Оснастку, изготовленную вручную, никак не отнесешь к станкам, даже с учетом выполнения технологических операций на них с помощью мускульной силы. в интернете часто смешивают в одну кучу инструмент, оборудование и приспособления для ковки, разницу мы разъяснили тут, а здесь речь идет только про приспособления, что сложнее чем ручной инструмент, но проще станков с использованием электрической энергии.
Однако, по аналогии с оборудованием, приспособления имеют такие же названия. Для каждого вида станка применяется свое уникальное приспособление.
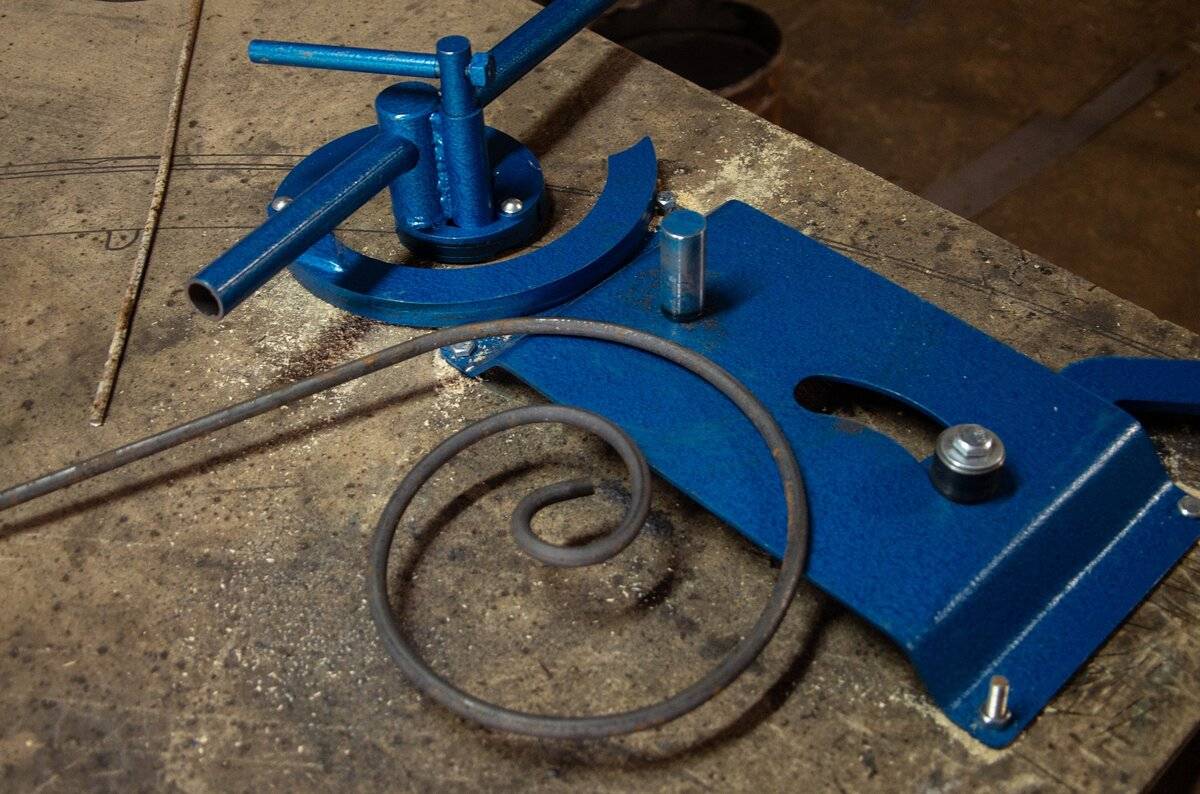
Улитка-твистер
Улитки относятся к классу станков, где формообразование происходит путем закручивания заготовки. Основными в конструкции являются приспособления, сделанные в виде подвижных и разборных частей лекала или неподвижного шаблона. Базовая поверхность оснастки выполняет функцию получения элементов согласно чертежных размеров.
Торсион
Это приспособление для торсирования или скручивания прутка металла вокруг своей оси. Задачи, которые решает оснастка: надежное закрепление концов прутка, обеспечение свободного вращения, устранения возможности отклонения оси вращения. Для изготовления фонарика используется оправка в виде трубы. Заготовка получается объемной формы.
Гибочные станки – гнутики
Очень часто гибочные станки называют гнутиками. Приспособление для загиба прутка на определенный угол имеет такое же наименование. Простая оснастка, состоящая из роликов и упоров, гнет по заданному шаблону прутки и стальные полосы.
Самодельный гнутик
Волна
Приспособление, основными частями которого являются подвижный и неподвижный ролик с упором, позволяет получать волнистый контур на прутках. Волны могут быть разные по длине и амплитуде.









Станок для холодной ковки типа Волна
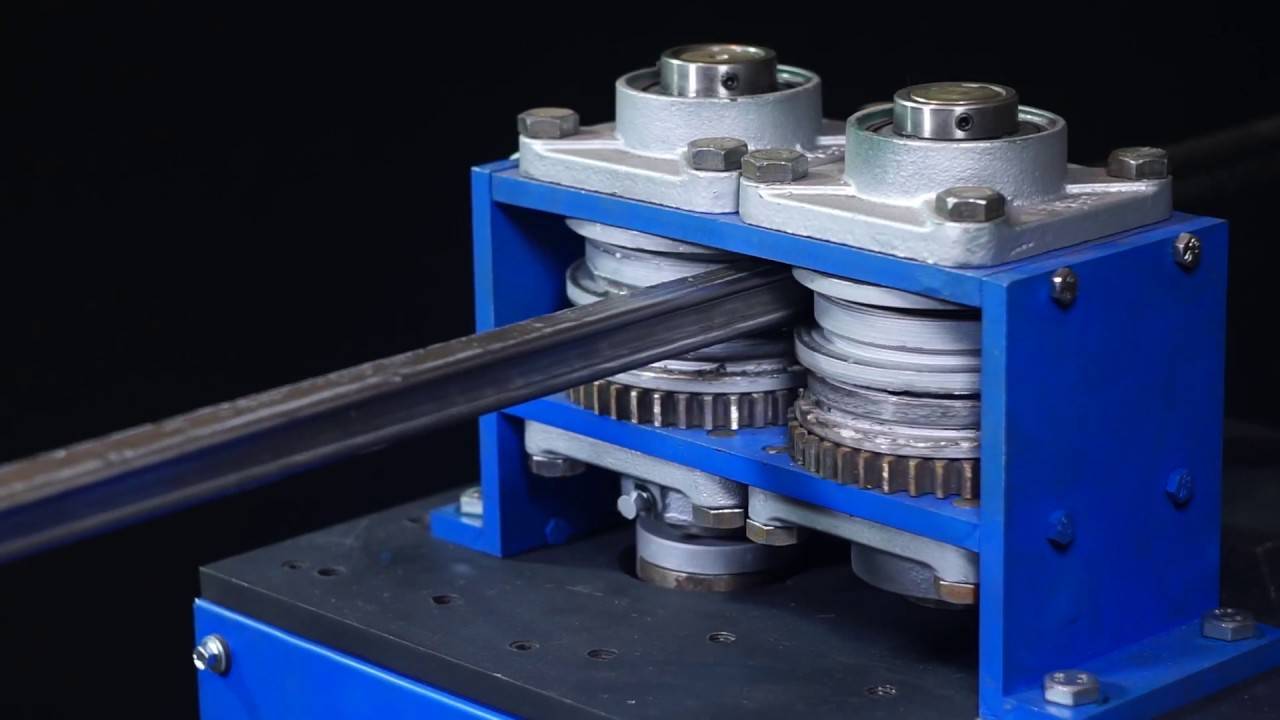
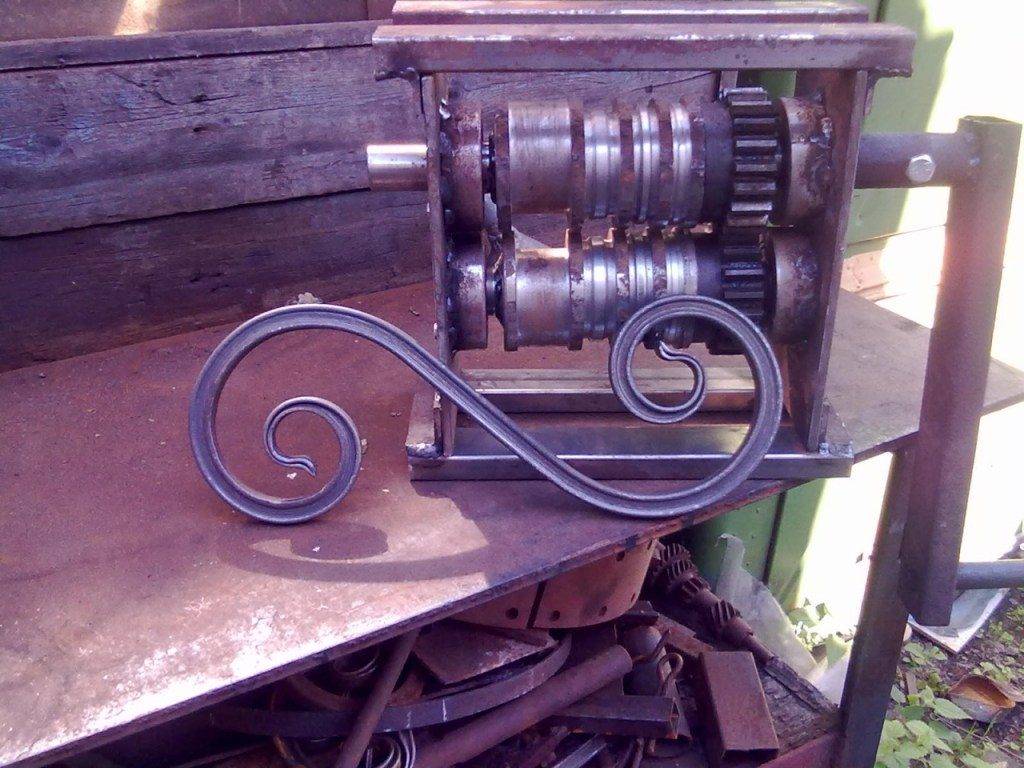
Вальцы для гибки по радиусу
Ручное приспособление для гибки профильных труб, по другому трубогиб, можно изготовить своими руками. Самым простым примитивным приспособлением гнут трубы, требования к которым по точности гиба невысоки. Если в самодельную конструкцию заложить дополнительные приспособления, например домкрат, готовые гнутые элементы будут изготавливаться с меньшими потерями сил.
Штамповочные вальцы
В холодной ковке присутствуют элементы под названием гусиные лапки. Получить его раскаткой легко на предназначенном для этого штатном оборудовании. В то же время разработаны приспособления для выполнения этой технологической операции. Выполнены они в виде самодельных штамповочных вальцов или штамповой оснастки. Для изготовления таких самоделок требуются высокая квалификация исполнителя и специальные материалы.
Кондукторы
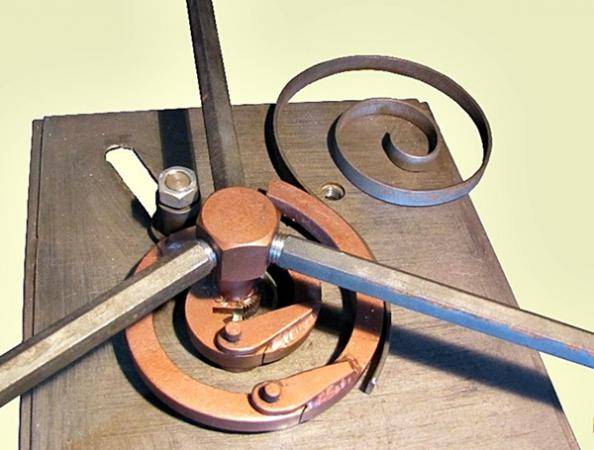
В качестве приспособлений в станках-улитках для получения завитков, спиралей применяются кондуктора. Они представляют собой оправки, контур которых соответствует изготавливаемым элементам. Станки имеют два основных вида конструктивного исполнения:
- кондуктор выполнен в виде разборного поворотного шаблона с находящимся в его оси воротом;
- с неподвижно закрепленным кондуктором и обкатным роликом.
Создание завитка для балясины на самодельном кондукторе
Если к станку-улитке с поворотным лемехом добавить дополнительно еще один ворот, можно получать изделия с плавными волнами. Изменяя расстояния между воротами, получите разнообразные по контуру волны.





