

Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73. Рекомендации по работе:
- • для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
- • для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
- • со всех обрабатываемых заготовок предварительно снимается фаска;
- • в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
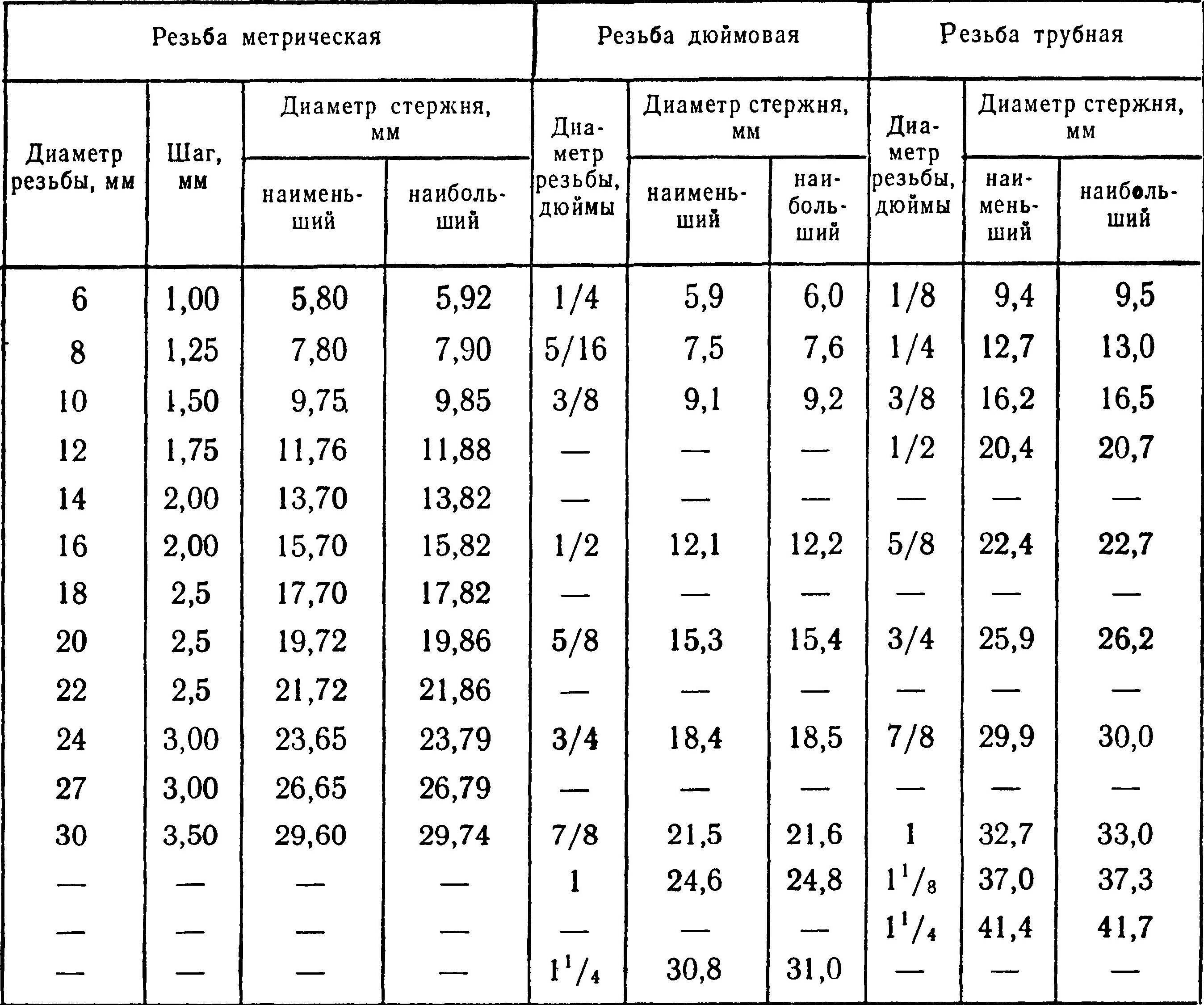
Типы резьбы: метрическая, дюймовая и трубная.
- Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
- Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
- Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.

Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;

Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.

Спецификация по типу отверстия
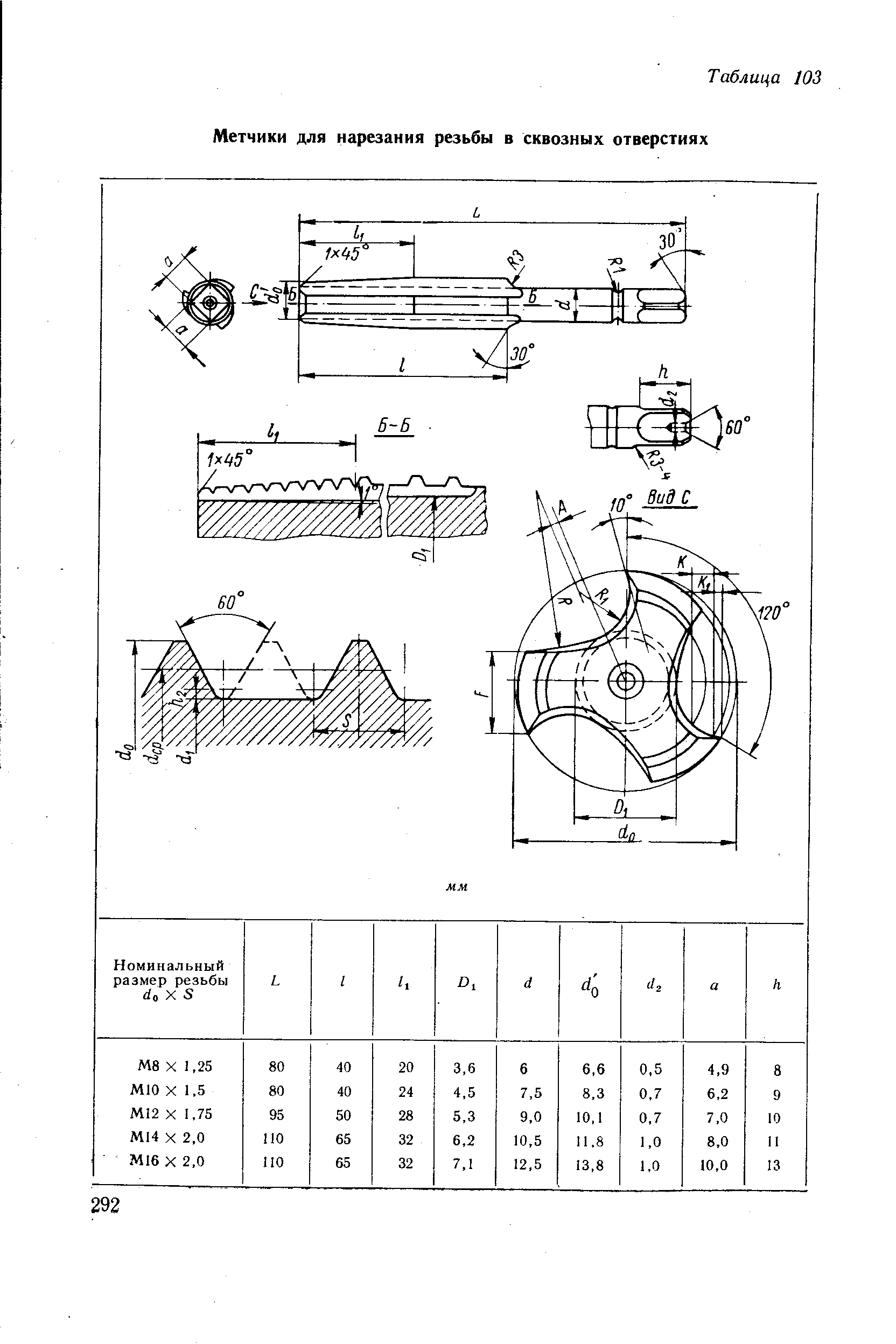
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия
Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка

Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.

Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
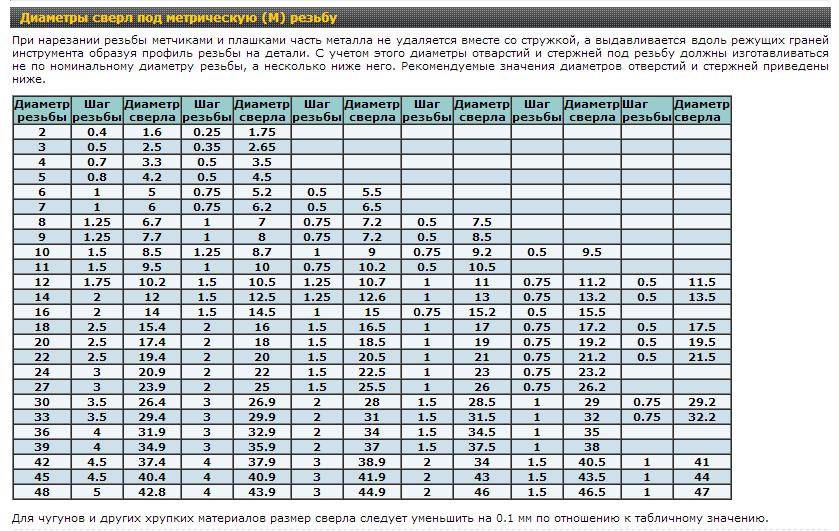
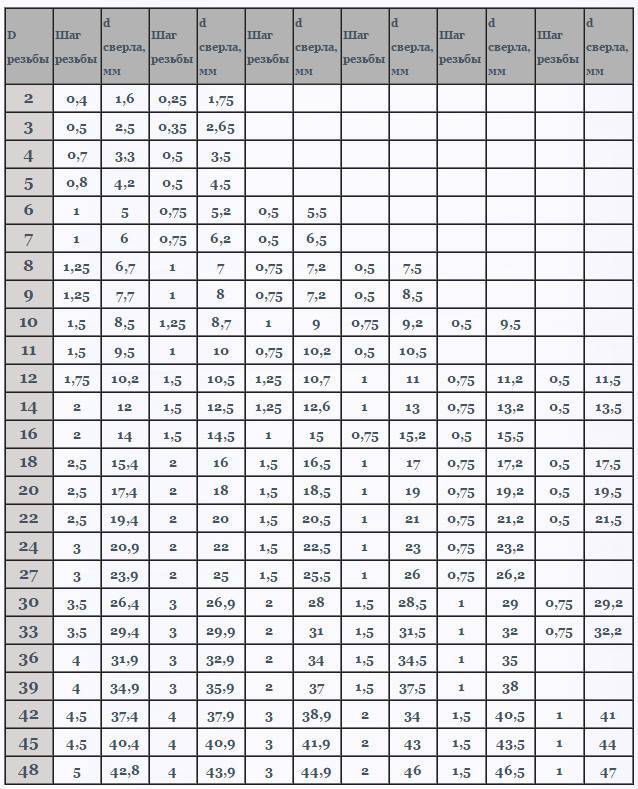
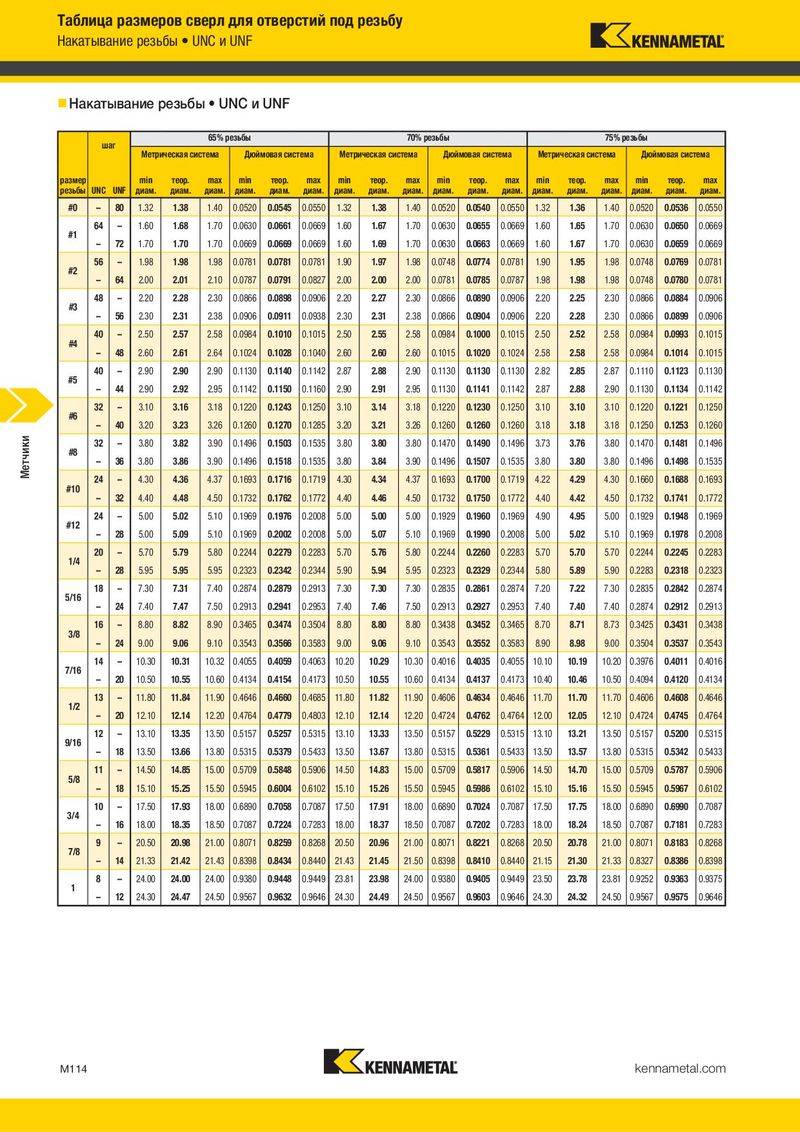
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Технология: как пользоваться метчиком для резьбы
Есть несколько этапов, каждый из которого важен. Это подготовительные процедуры, 1, 2, 3 и более подходов вращения, финишная шлифовка. О подготовке подробнее поговорим ниже. Сама манипуляция с инструментом условно проста. Необходимо направить кончик, установить его ровно, а затем с помощью воротка делать вращательные движения.
Особые рекомендации:
- Мы не советуем приступать к нарезке неподготовленной заготовки. Если у вас уже есть лист металла, где сквозное отверстие получено путем штамповки или другой металлообработки, необходимо его рассверлить, а затем отзенковать – срезать края.
- Снимите с образца фаски на верхних 0,5 см. Делать это требуется под углом 60 градусов.
- Инструмент необходимо смазывать и охлаждать в процессе, иначе получится дополнительная термальная обработка, в ходе которой металлическая поверхность может приобрести дополнительную прочность.
- Делайте обратный ход через каждый 1-2 витка. Это позволяет очистить рабочую зону от налипания стружки.
Посмотрим видеоролик. На нем показана не только работа с метчиком для нарезания внутренней резьбы, но и с плашкой – для наружной:
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
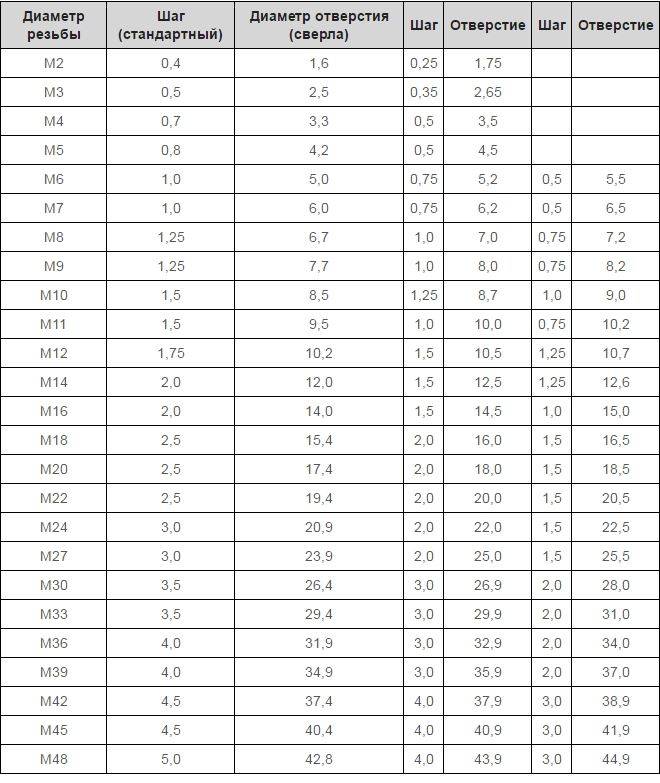
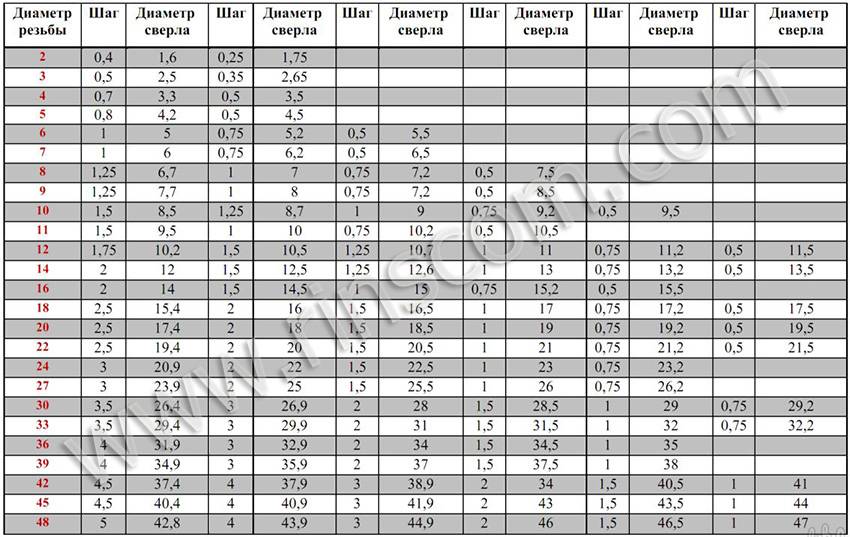
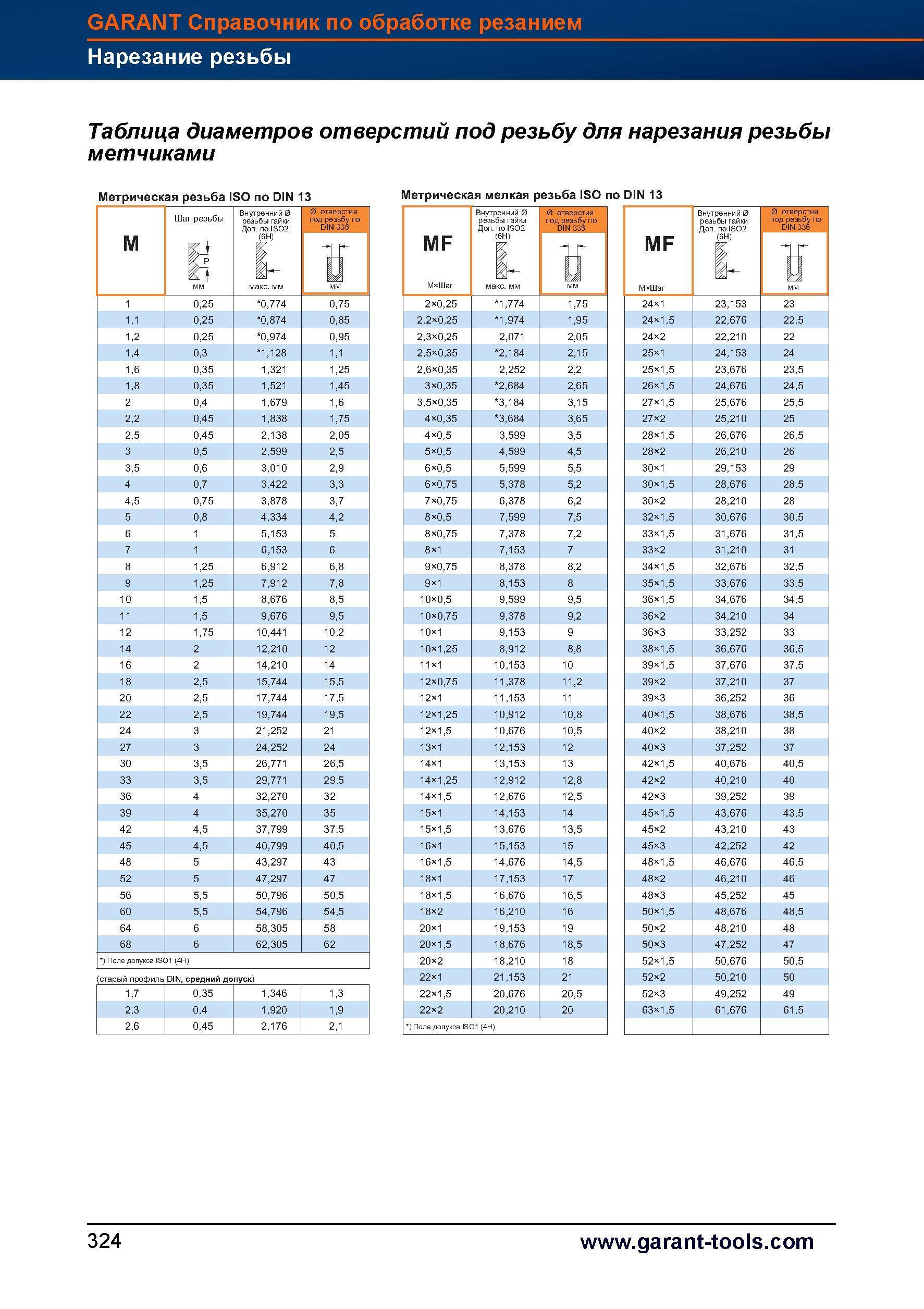
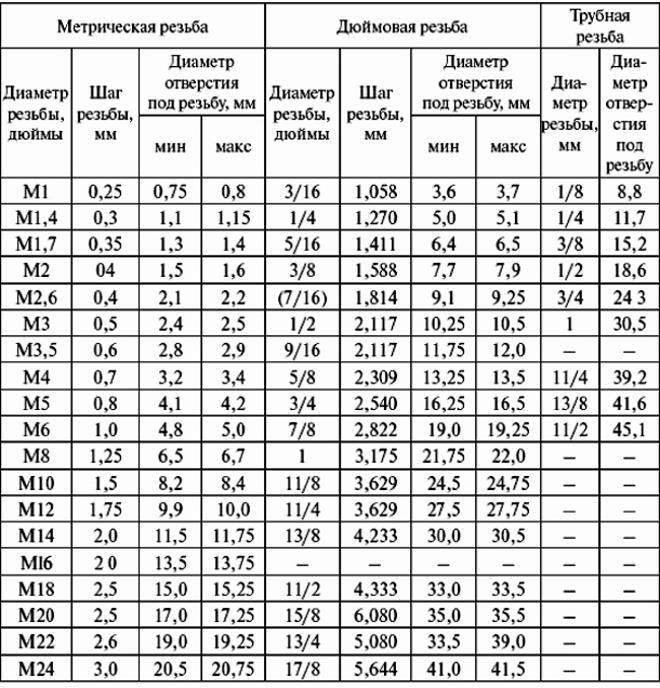
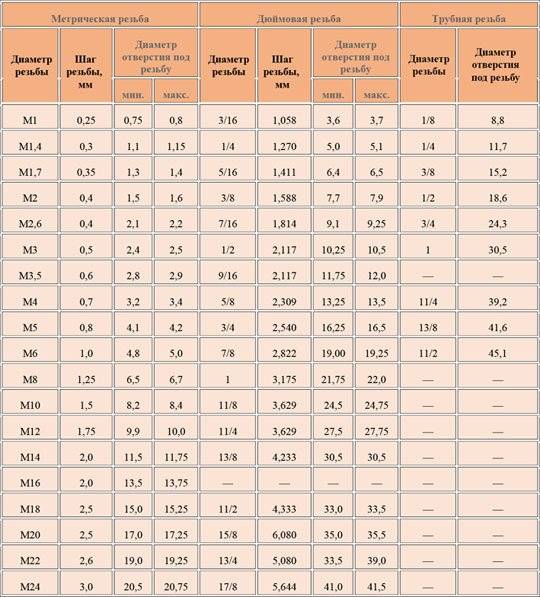
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
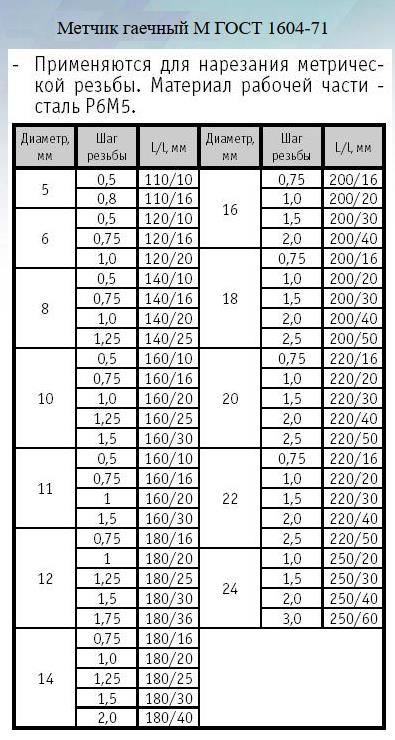
Назначение и применение гаечных метчиков
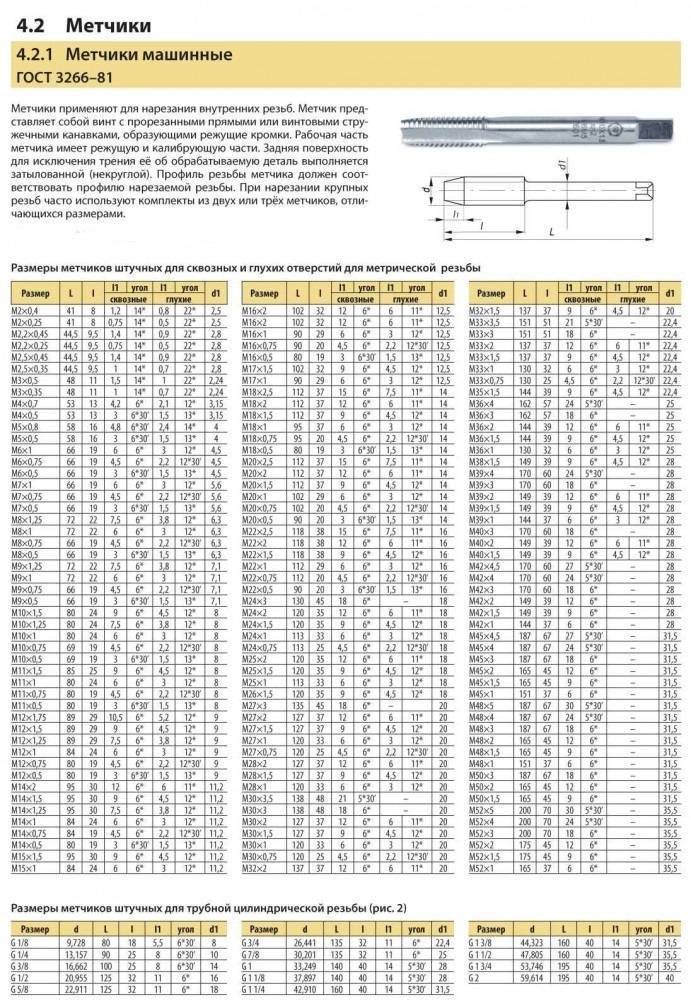
Внешне метчик выглядит, как винт с прямыми или прорезанными винтовыми канавками для стружки, которые образуют режущие края. Хвостовая честь метчика закрепляется в воротке, а рабочая режущая часть вставляется в металл, где нужно будет сделать отверстие. После этого в результате вращательных движений нарезается резьба. Рабочая его часть состоит из режущей и калибрующей поверхностей. Грань сзади во избежание возникновения трения о деталь, в которой происходит нарезка, выполнена как затылованная

Важно, чтобы профиль самой резьбы соответствовал профилю резьбы, прорезаемой метчиком

Чтобы нарезать очень крупную резьбу, обычно принято использовать комплект метчиков, состоящий из двух-трех наименований. В данном случае подразумеваются инструменты для черновой обработки, для получения среднего качества и чистового окончания. Все они отличаются между собой как профилем, так и размерами. Иногда могут использоваться даже комплекты из пяти штук, например, при работе с такими вязкими материалами, как титановые сплавы, также используются для глухих отверстий и со сквозным выходом. Материал, из которого производятся эти инструменты, это либо твердые сплавы, либо быстрорежущая сталь. Вы нигде не встретите варианты из мягкого металла, потому что они быстро сотрутся в процессе нарезки отверстий.

Используются такие инструменты на заводах и предприятиях с токарными или сверлильными станками, а также в домашних условиях при нарезке вручную. Чем отличается машинный метчик от ручного, так это разными формами части, заходящей в отверстие. Для удобства в работе инструмент закрепляется в специальном патроне с осевой концентрацией на станке, либо для этого используется обычный цанговый патрон с встроенной цангой для использования метчиков. Недавно в качестве альтернативы для этого крепления начали применяться цанги с компенсацией. Чтобы получить качественную внутреннюю резьбу, используя пластическое деформирование (или накатывание), применяются метчики, не оставляющие стружки, также они известны, как раскатники. В них нет стружечных канавок, в отличие от других видов.
Параметры — диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
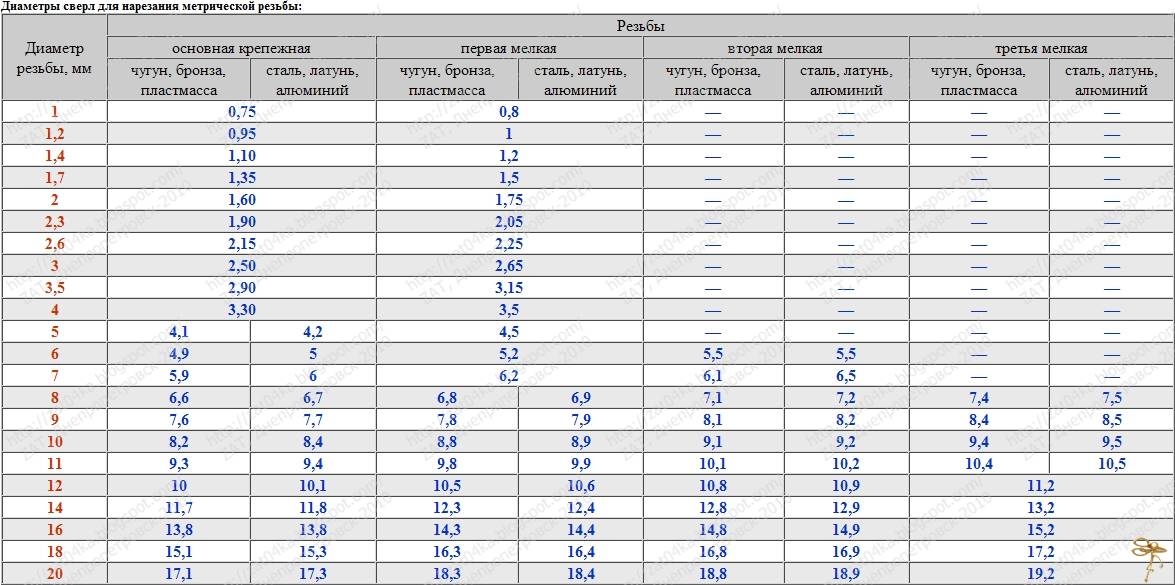
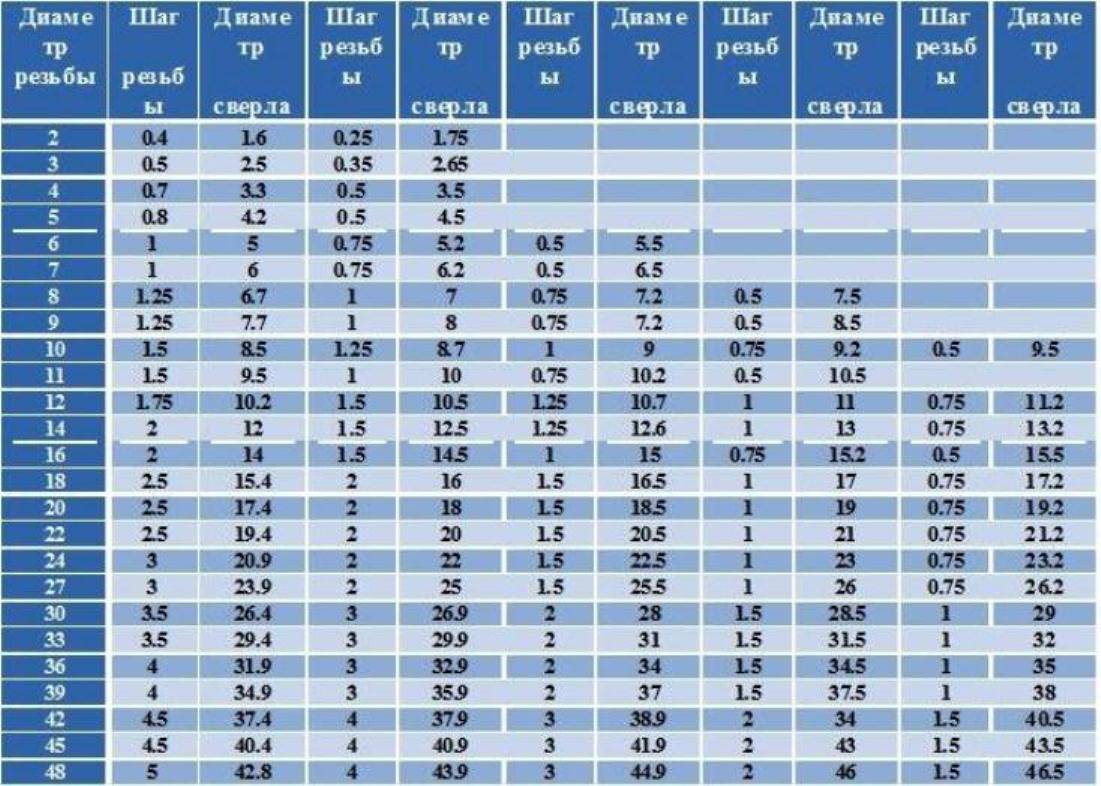
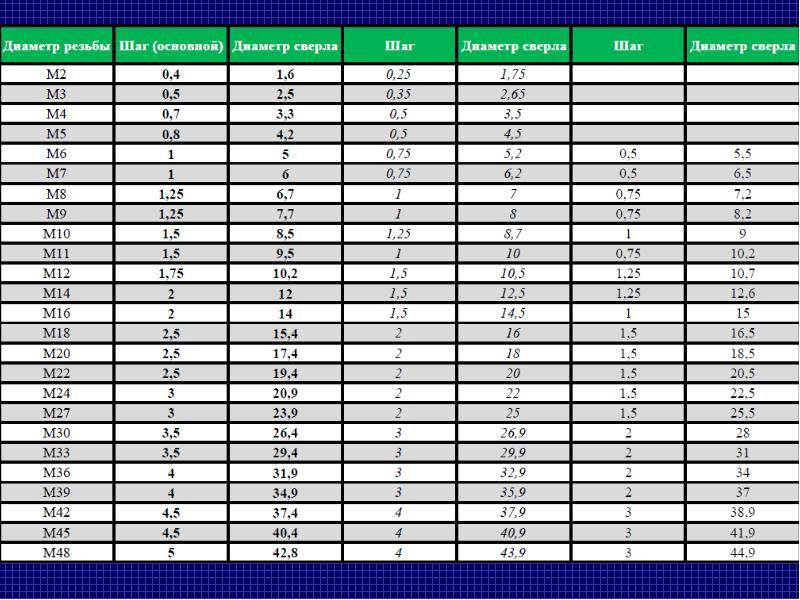
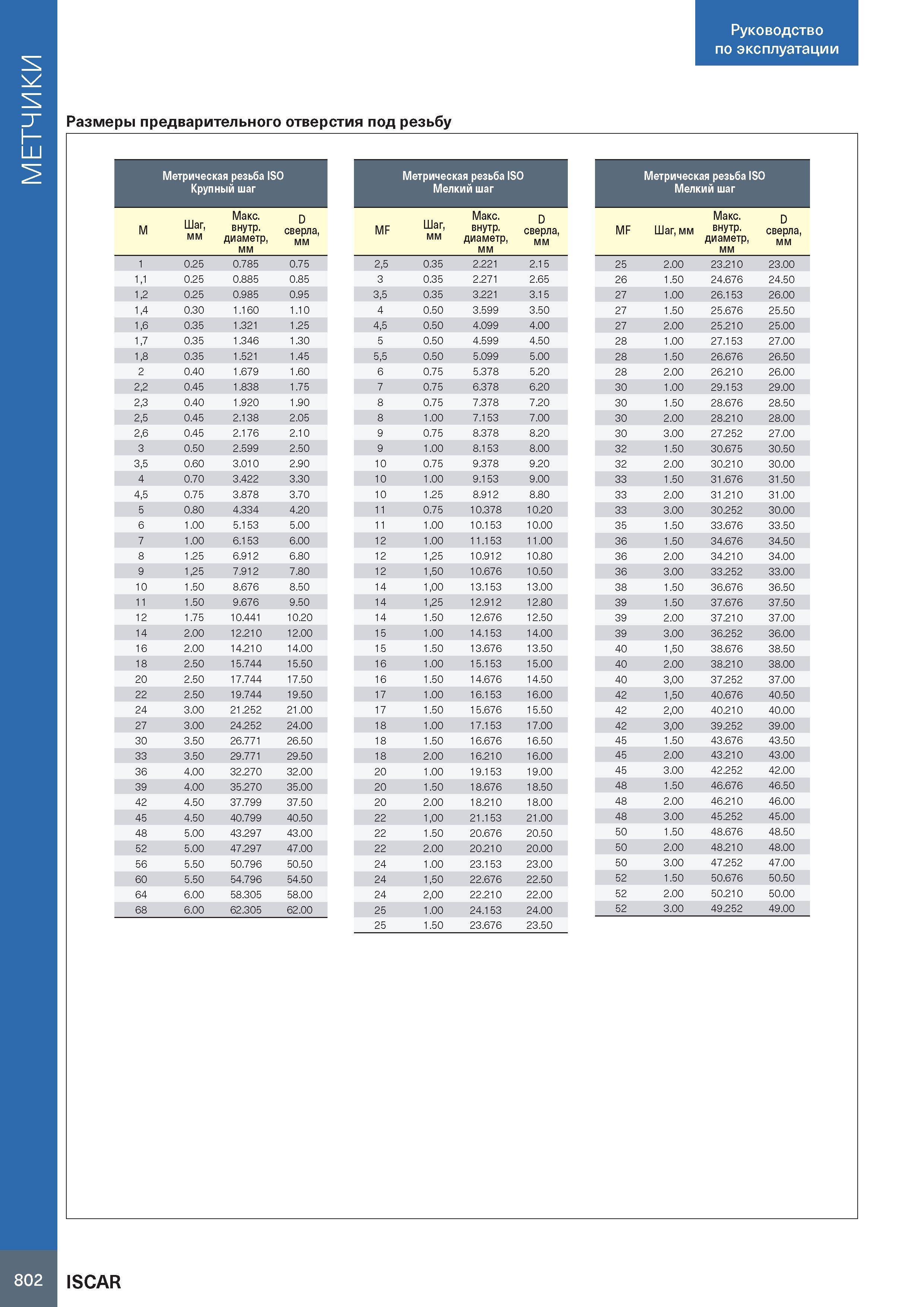
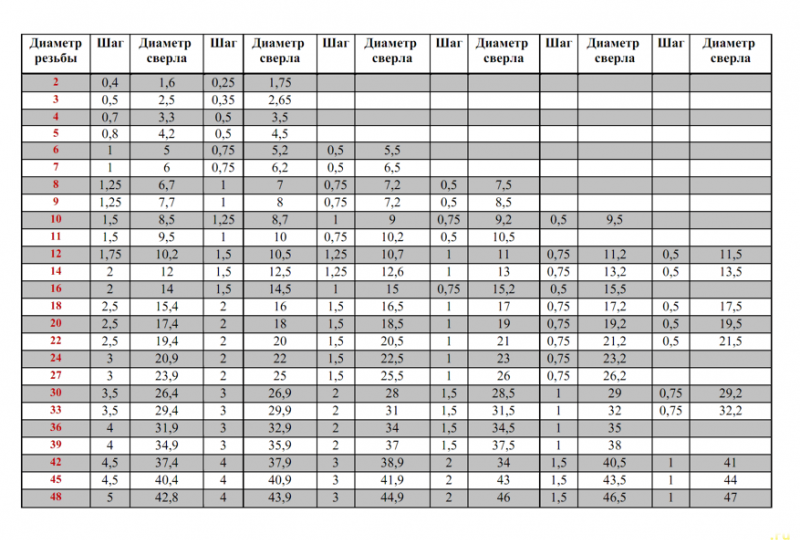
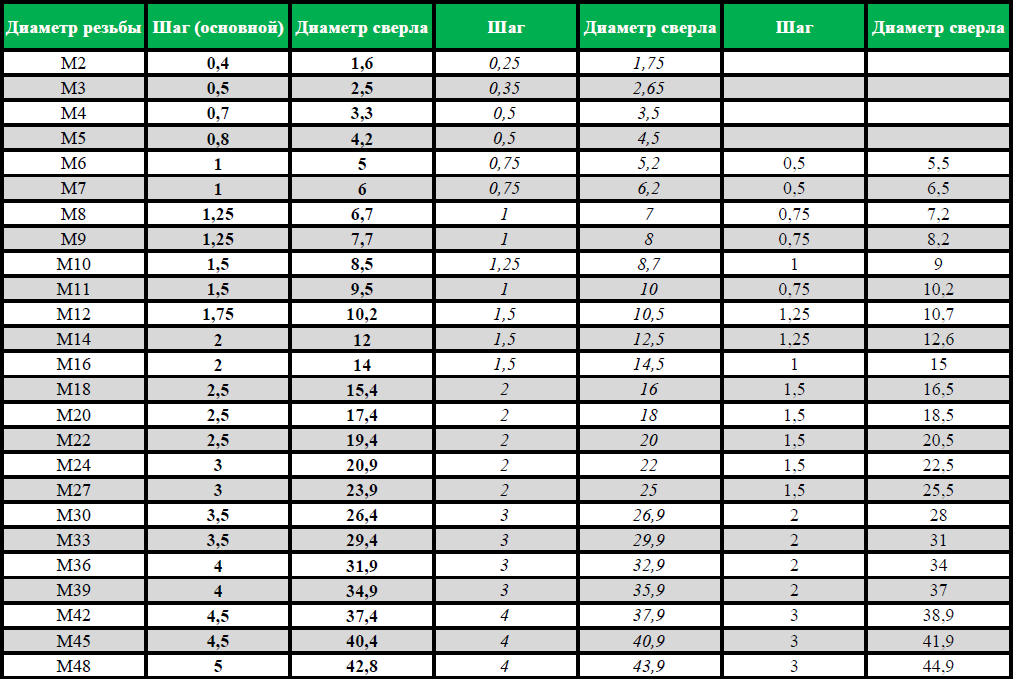
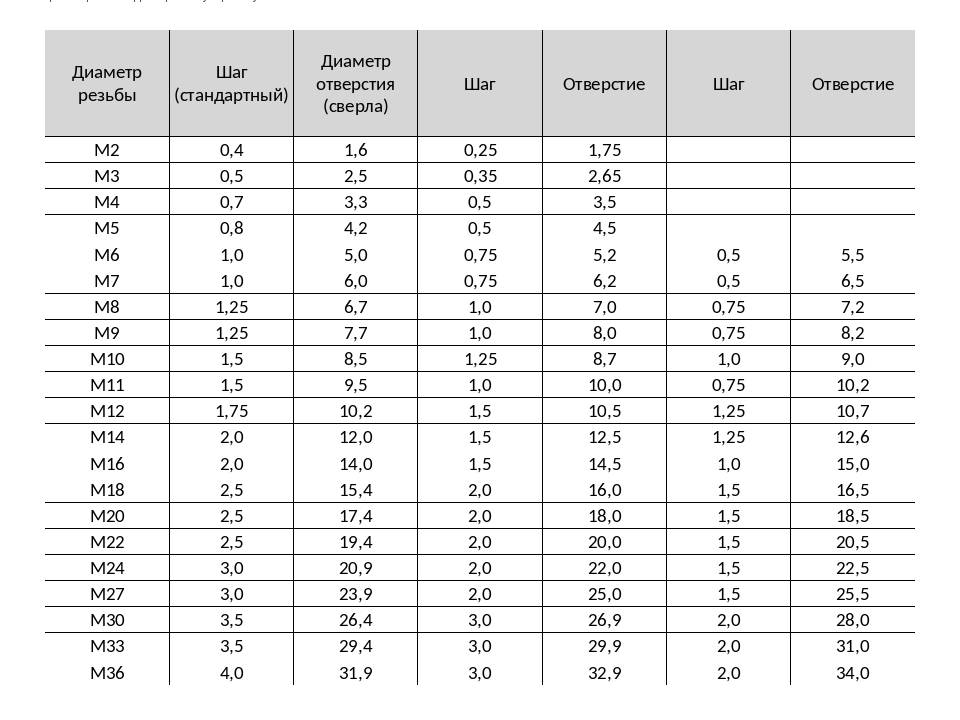
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
Это интересно: Мартенсит и мартенситные стали: виды, структура, превращение
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Параметры — диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
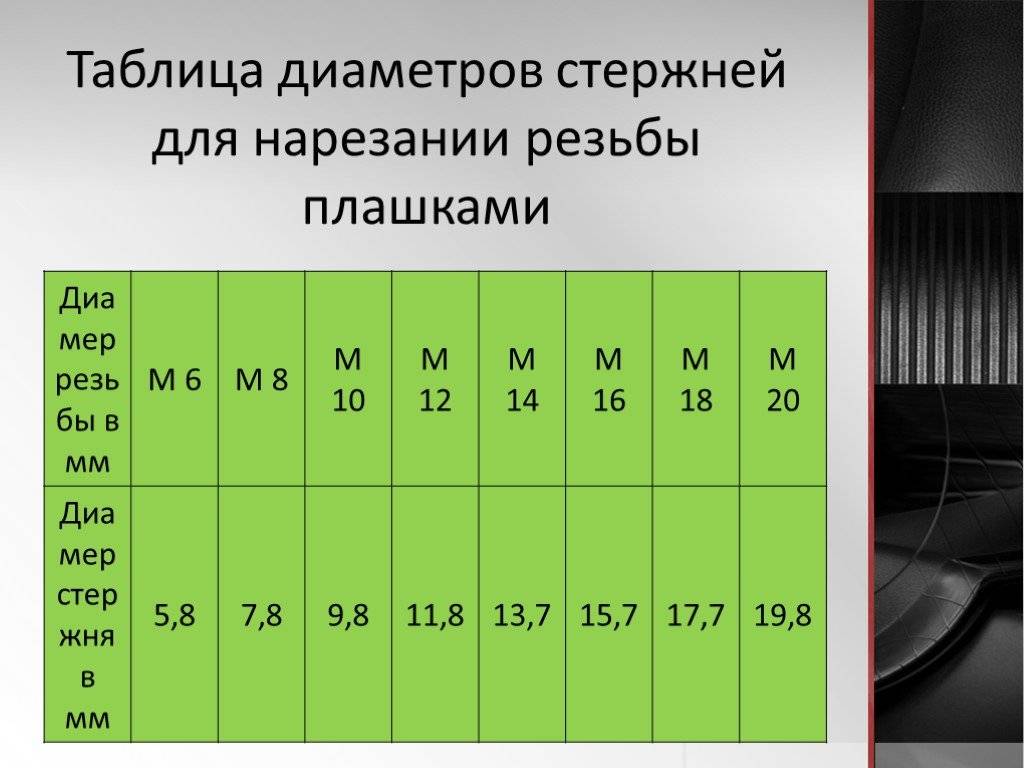
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
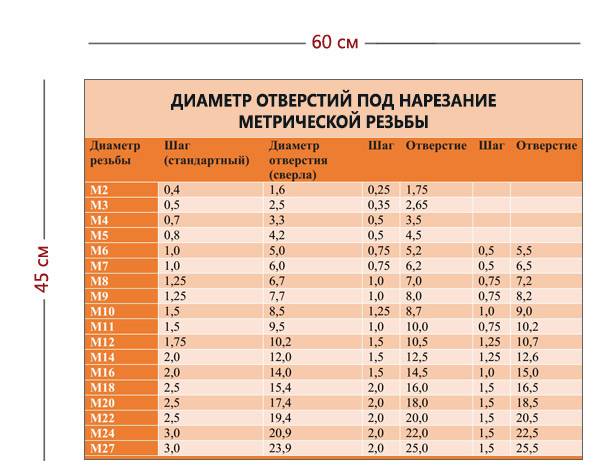
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
Закрепив заготовку в тисках, проверяется правильность ее расположения. Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки. Первый виток выполняется с небольшим усилием
Важно выполнять повороты в правильном направлении. Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Работа с метчиком
Лучше всего использовать полный комплект метчиков. Он включает в себя три детали, которые предназначены для чернового, промежуточного и окончательного формирования резьбовых отверстий. Если в домашнем наборе есть дрель — рекомендуется приобретать метчики с хвостовым креплением.
Заготовку следует зафиксировать. Если это крупногабаритная деталь – это можно сделать с помощью струбцин. Для небольших изделий используют тиски. Закрепив деталь, проверяется ее расположение относительно метчика. Ось последнего должна быть строго перпендикулярна плоскости заготовки. Первый проход будет делаться с большим усилием. Не нужно забывать, что для этого нужно использовать метчик для грубой обработки. Сформировав первичную резьбу, применяется метчик для промежуточной. И только после него можно приступать к окончательной обработке.
Для уменьшения трения специалисты используют солидол или аналогичное ему средство. Таким образом можно избежать механического повреждения детали. Сформировавшаяся резьба должна иметь одинаковую геометрию по всей протяженности. В противном случае возможна потеря прочности соединения.
Понятие метчика для нарезания
Метчик – это профильный инструмент, предназначенный для резки в заготовках с отверстиями внутренней резьбы. Внешне такое приспособление представляет собой металлический винт с проделанными в нем канавками.
Конструктивные особенности
Современные метчики имеют продуманную конструкцию, позволяющую создавать максимально качественную внутреннюю резьбу. Основными их элементами являются:
- заборная часть;
- хвостовик с зажимной зоной;
- калибрующая часть;
- квадрат.
Зубцы на метчике, посредством которых делается нарезка, могут располагаться с разным шагом. По всей длине приспособления предусматриваются канавки, выполняющие одновременно 2 функции: удаление стружки и подачу в зону обработки смазывающей, охлаждающей жидкости. Количество таких канавок может варьироваться от 2 до 6.
Заборная зона инструмента отличается конической формой, а калибрующая – цилиндрической. Такая конфигурация позволяет уменьшить трение между элементами в процессе нарезки, а также добиться того, чтобы готовый результат получился максимально точным.


Принцип работы
Работает стандартный метчик за счет своего вращения. Совершать обороты приспособление при резке может в любом направлении в горизонтальной плоскости. Чаще всего вращение происходит вправо. Иногда на деталях требуется нанести левую резьбу. Для выполнения такой работы применяется левосторонний метчик.
Работа инструментом может производиться вручную или на промышленном станке. Нарезка выполняется на заготовке с уже имеющимся в ней отверстием. Иногда его приходится просверливать на месте. Резьба чаще всего создается по стандартным размерам ГОСТ.
Для выполнения резьбы отверстие может обрабатываться в несколько проходов или в один. Рабочая часть приспособления подразделяется на калибровочную и режущую зоны.
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.

Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
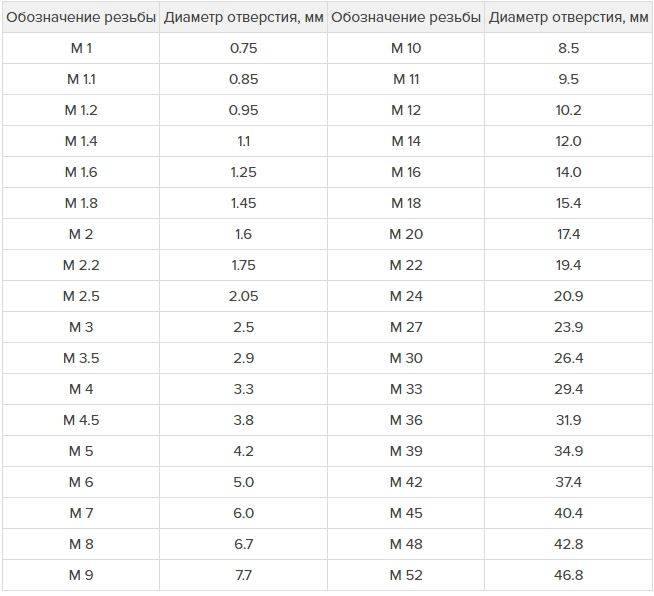
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.

Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Это интересно: Гибка проволоки: вручную и на проволокогибочных станках
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
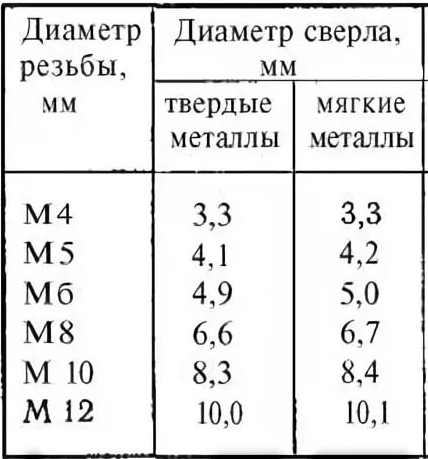
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
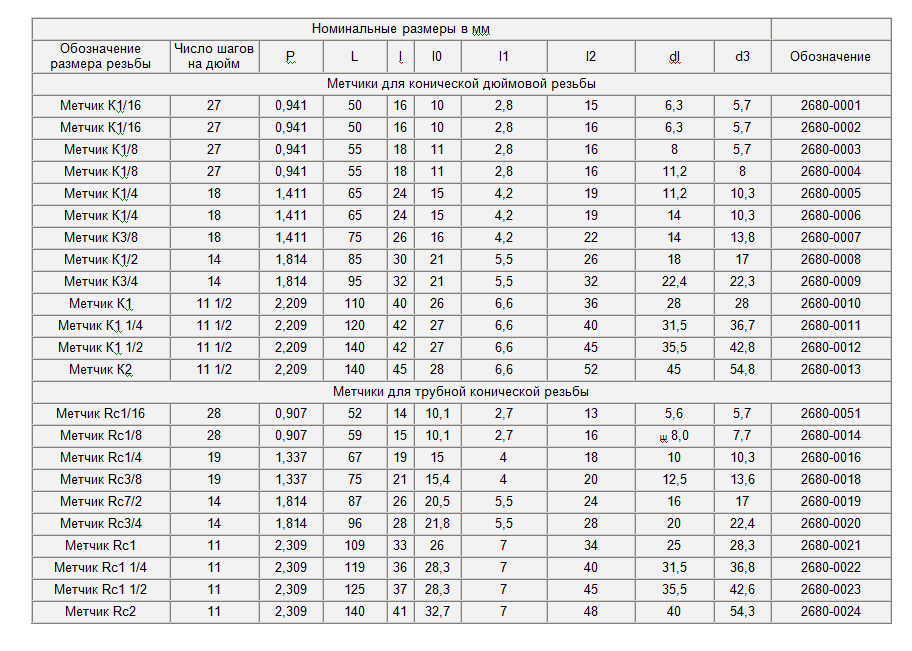
Пару слов о ГОСТ по трубной резьбе
В условиях работы с газообразными и жидкими средами, согласно ГОСТ 6111, при необходимости внедрения разъёмных соединений в схемы трубопроводов, допускается изготовление таких соединений на резьбовой основе.
Возможным является исполнение не только трубной, но и конической резьбы (ГОСТ 3662).
Несмотря на редкое применение конической резьбы в трубных соединениях, она считается более удобной по характеристикам навинчивания/свинчивания.
Следует напомнить, что угол конусности конической резьбы напрямую связан с такими параметрами, как шаг и диаметр. Допустимое значение этого угла не может быть меньше 26°. Стандартное значение угла вершины профиля на конической резьбе – 60°.
Трубные резьбы отличаются характерной особенностью – они имеют скруглённую вершину профиля. При соблюдении стандартов нарезки, величина закругления составляет 10% размера радиуса резьбы.
При такой технологии нарезки удаётся добиться существенного снижения внутренних напряжений на малой площади металла, занимаемой резьбовым профилем.
Установленными допусками ГОСТ 6357, наряду с цилиндрической и конической резьбой предусматривается исполнение на трубах метрической резьбы.
Здесь стандарт угла наклона составляет 55°, чем обусловлено увеличение числа витков на участке по длине равным участку с другим видом резьбы.
В результате получается соединение с более высокой степенью герметичности, но трудоёмкость при пользовании такими соединениями увеличивается.
Существующими установками ГОСТ предусматривается также возможность исполнения упорной и трапецеидальной резьбы на трубах. Но на практике эти виды нарезки не используются по причине их низкой эксплуатационной прочности.
В сантехнических работах применяют разные способы соединения труб. Выбор метода во многом зависит от материала трубопровода и его “зоны ответственности”. Резьбовую стыковку деталей рекомендуют использовать на участках, доступных для периодической ревизии.
Информация по альтернативным способам соединения труб представлена в статьях:
- Сантехнические способы соединения труб: обзор всех возможных вариантов исполнения
- Соединение пластиковых труб с металлическими: разбор способов и примеров монтажных работ
- Соединение медных труб: инструкции и сравнение различных монтажных технологий
- Врезка в трубу без сварки: технология проведения сварочно-врезных работ
Источники
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
- https://proinstrumentinfo.ru/lerka-dlya-narezki-rezby-na-trubah-tsena/
- https://www.rocta.ru/info/kak-narezat-metchikom-vnutrennyuyu-rezbu-pravilnaya-narezka-vruchnuyu-v-metalle/
- https://metallz.ru/articles/kak_pravilno_narezat_rezbu_metchikom/
- http://met-all.org/obrabotka/prochie/kak-narezat-rezbu-metchikom-tablitsa.html
- https://sovet-ingenera.com/santeh/trubodel/kak-narezat-rezbu-na-trube.html
- https://metalloy.ru/obrabotka/rezba/narezka-rezby
Нарезание внутренней резьбы
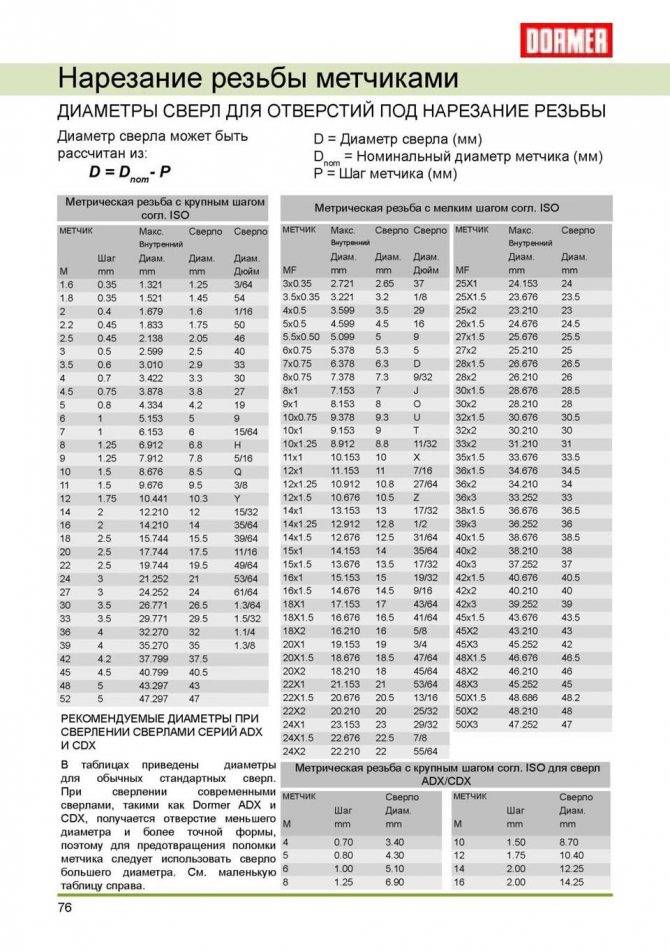
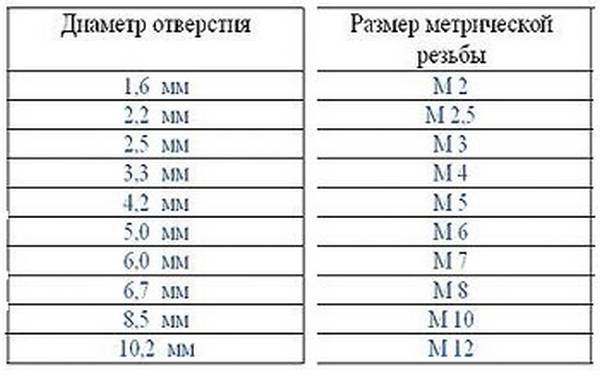
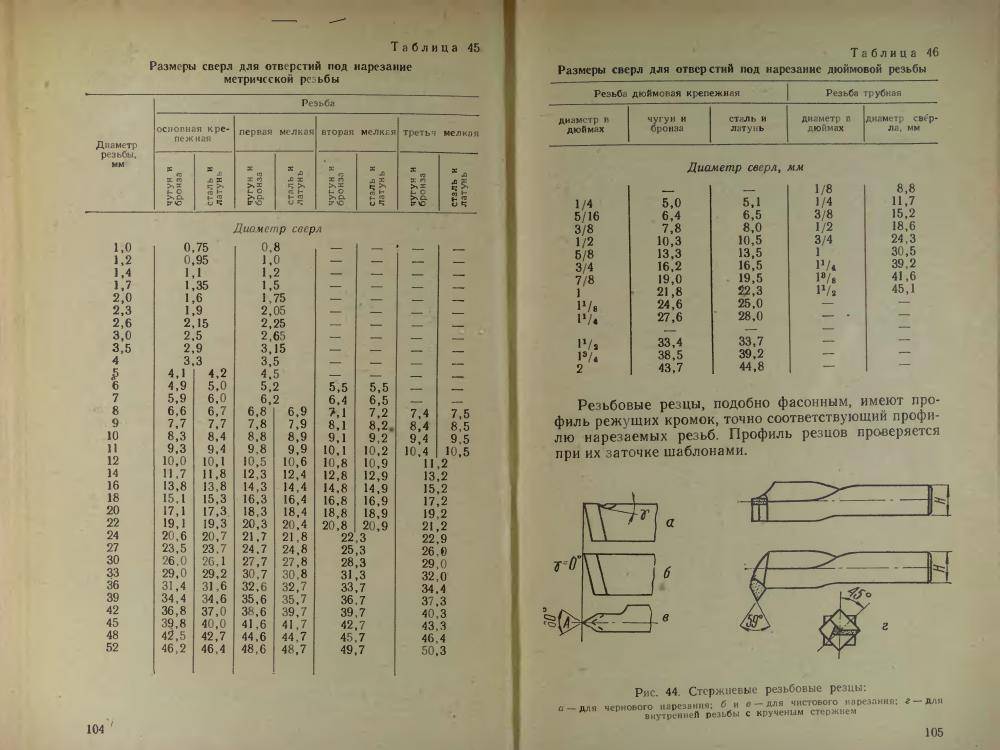
Первый шаг в том, как нарезать резьбу метчиком – сверление отверстия. Данный этап является по сути самым главным, поскольку если ошибиться с выбором диаметра, то болт будет либо болтаться, либо метчик может попросту сломаться от перегрузки. Диаметр отверстий лучше всего подбирать по таблицам, однако можно сделать грубую оценку: диаметр отверстия должен равняться разнице диаметра резьбы и ее шага. Например, при внешнем диаметре 20 мм и шаге 1 мм, необходимо просверлить отверстие диаметром 19 мм.
Внимание! При сверлении следите за тем, чтобы отверстие было строго перпендикулярно плоскости. Любые отклонения могут привести к браку.. Просверлив отверстие сверлом подходящего диаметра, приступаем непосредственно к нарезанию резьбы метчиком
Чтобы зафиксировать метчик рекомендуется использовать «вороток», показанный на рисунке ниже. В случае отсутствия воротка используется обычный разводной ключ
Просверлив отверстие сверлом подходящего диаметра, приступаем непосредственно к нарезанию резьбы метчиком. Чтобы зафиксировать метчик рекомендуется использовать «вороток», показанный на рисунке ниже. В случае отсутствия воротка используется обычный разводной ключ.
Рисунок 5 – Вороток для метчика
Рисунок 6 – Воротки для метчиков и круглых плашек
Закрепляем деталь в тиски, добавляем в отверстие немного смазки. Далее чтобы нарезать резьбу метчиком вручную, выполняем возвратно-поступательные движения: два поворота по часовой стрелки, один или пол оборота – обратно. Повороты в обратную сторону необходимы, чтобы удалить стружку, образующуюся при нарезании резьбы. Пройдя отверстие черновым метчиком, выполняем описанные выше шаги, вторым метчиком.
Стоит отметить, что зачастую возникают ситуации, когда требуется сделать резьбу в достаточно тонкой пластине из мягкого металла, толщиной порядка 3-4 мм. В таком случае можно механизировать процесс, используя для этого шуруповерт или дрель. При этом вместо крепления метчика в вороток, зажимаем его в шуруповерт.
Правила нарезания внутренней резьбы с помощью метчика:
1. Если отверстие, в котором нарезается резьба достаточно глубокое, тогда следует периодически выворачивать метчик из отверстия. Следование данному правилу необходимо, чтобы очищать канавки, иначе метчик может легко перекосить. Это относится в большей степени к мягким металлам, таким как медь, алюминий.
2. Используйте последовательно все метчики из набора: сначала черновой, затем средний и, наконец, чистовой. Иначе резьба может получиться некачественной, а метчики из-за хрупкости могут лопнуть.
Рисунок 6 – Набор метчиков
3. В случае если необходимо нарезать резьбу в глухом отверстии, то глубина отверстия должна быть несколько больше, чем планируемая длина резьбы.
4. При обработке глубоких отверстий важную роль играет смазка. Специалисты рекомендуют использовать не машинное масло, а эмульсию, керосин или льняное масло.





