

Технология производства
Поставляется лента от производителя в бухте целым куском. Затем она режется на части и с помощью специального станка сваривается с готовое изделие. В идеале после зачистки и шлифовки стыка это место не должно быть заметным. Производство требовательно по всем параметрам. Полотно не должно потерять в прочности, шероховатость ленты не должна превышать допустимых норм, а форма и шаг зубьев сохранены.
Профили зубьев
Выбор изделий с различной длинной, толщиной, шагом зубьев достаточно большой. Производство старается предложить максимальный выбор полотен для пользователя с определенными геометрическими и эксплуатационными характеристиками. При закупке необходимо внимательно проанализировать таблицы с рекомендуемыми параметрами пил для конкретных видов работ. Характеристики ленточнопильного станка, на которое ставится полотно, также имеют большое значение. Скорость движения ленты и подача обрабатываемого материала являются базовыми техническими параметрами, опираясь на которые определяются оптимальные модели пил, шаг зубьев и разводка.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
| Преимущества | Недостатки |
| 1. Соотношение цена-качество (невысокая стоимость оборудования при высоких показателях производительности инструмента). 2. Возможность регулирования угла резки (до 60о). | 1. Значительная вибрация при работе, что приводит к быстрому износу оборудования. 2. Отсутствие надежных механизмов автоматической очистки. 3. Необходимость ручного контроля уровня наклона шкивов. 4. Отсутствие автоматического контроля силы давления оборудования на заготовку. |
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).
Материалы и инструменты
Перед началом работ по изготовлению ручной ленточной пилы по металлу необходимо подготовить необходимые материалы и оборудование:
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
Для сборки станка из подручных материалов необходимо найти:
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Правила выбора ленточного полотна
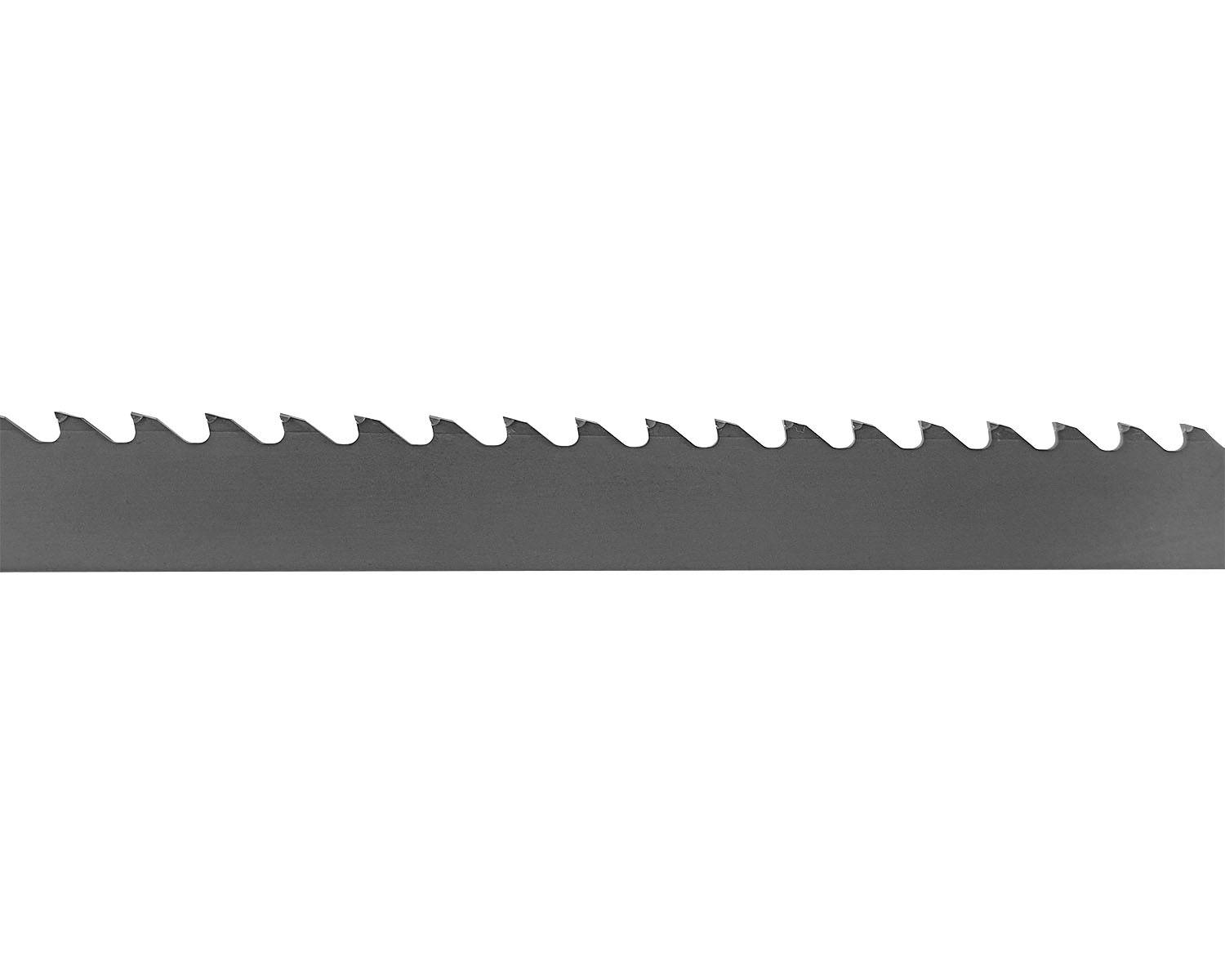
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.
Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
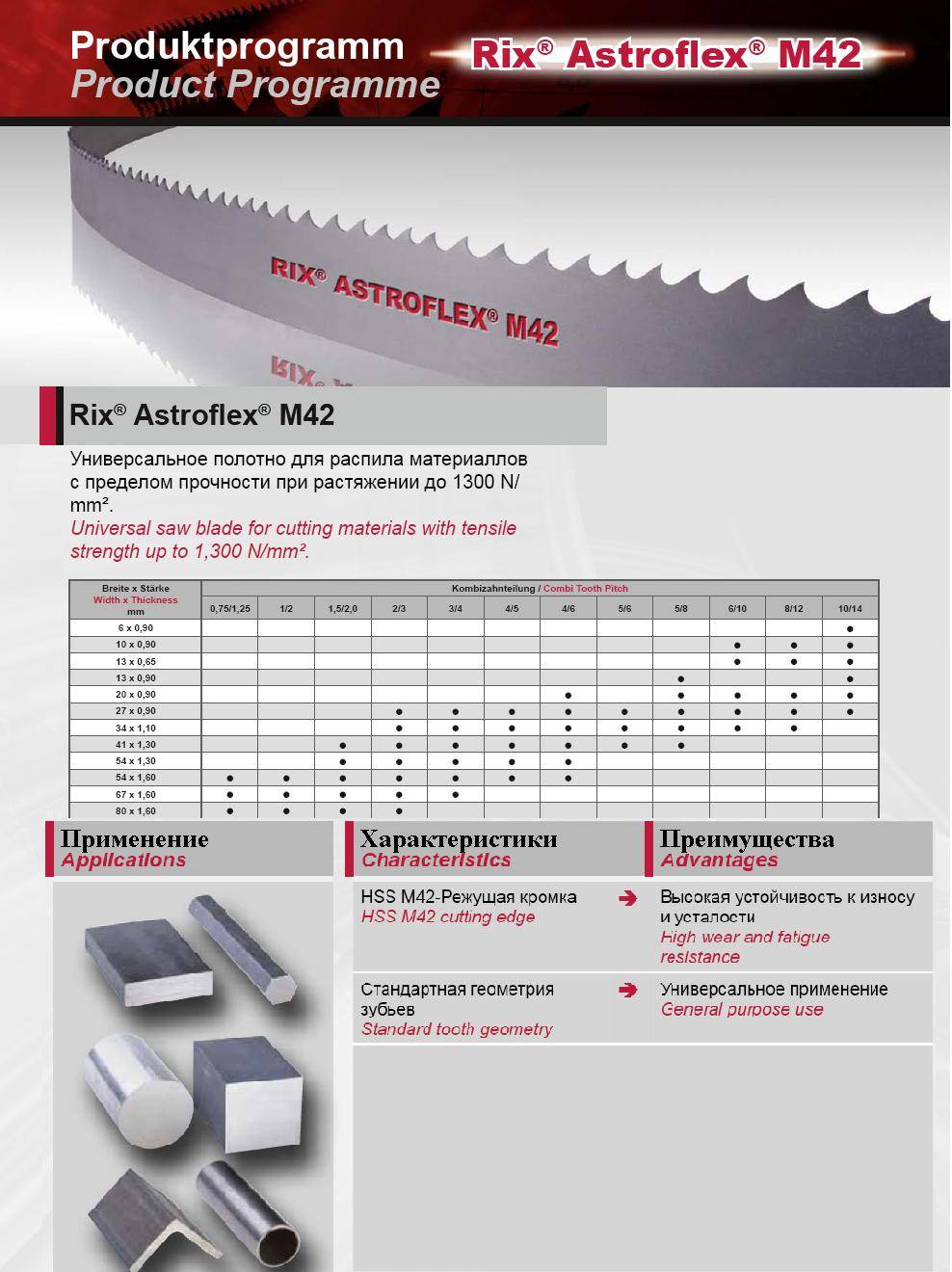
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.









Виды пильных полотен:
- зубчатое;
- пила трения;
- электроискровое.
Ленточное полотно состоит из зубьев, изготовленных из высокопрочной легированной стали. Шаг зуба (количество зубьев на 1 дюйм) полотна изменяется в диапазонах:
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
Другие узлы ленточного полотна:
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

При производстве ленточнопильных станков применяют следующие металлы:
- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
Основные магазинные модели:
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.

Что такое ленточная пила?
Речь идет о многорезцовом режущем инструменте, главным рабочим органом которого является стальная, замкнутая в кольцо лента, оснащенная по одному краю острыми зубьями. Ленточная пила – это станок, который впервые появился в Англии еще в начале XIX века, но лишь к его концу такое оборудование получило широкое распространение. Все из-за того, что в те времена не было возможности добиться точного соединения концов стальной ленты. Сегодня для этого применяется сварка, а ленточные пилы распространились по миру, хотя лидерство в их производстве продолжает удерживать Франция.
Устройство ленточной пилы
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Принцип работы ленточной пилы
Есть модели промышленных станков, работающие от трехфазной сети – 380 В, а некоторые могут подключаться и к однофазной – 220 В. Принцип действия ленточной пилы заключается в следующем: выбранная металлическая лента надевается на два шкива. При включении одного из них полотно начинает перемещаться и таким образом осуществляется резка обрабатываемого материала. Ручной ленточнопильный станок разрезает материал, постоянно подаваемый в зону распила с определенной скоростью. Процесс контролирует мастер, который следит за правильностью выполнения поставленной задачи.
Особенности выбора ленточной пилы
Перед тем как выбрать ту или иную модель ленточной пилы по металлу или другому материалу, помните, что для применения на крупных промышленных производствах для частого применения лучше всего брать более дорогой вариант с высокими показателями прочности. А вот для домашнего нерегулярного применения будет достаточно более дешевого варианта со стандартными прочностными показателями.
Выбор пилы по размерам
Длину и ширину инструмента нужно также подбирать в зависимости от условий использования. Так, нужно соотносить инструкцию оборудования с параметрами режущего инструмента
Если такие данные в сертификате пилы отсутствуют, тогда примите во внимание следующее:
- срез будет ровнее, если полотно пилы будет более широким;
- при работе с грубыми заготовками из металла тонкое лезвие пилы быстро деформируется;
- чем меньше толщина металла, который вы пилите, тем больше вероятность того, что детали деформируются, если пила слишком толстая;
- чтобы выполнить контурную или фигурную нарезку, нужно соотнести ширину режущего элемента и возможность отрезать металл под требуемым углом.
Ширина пила чаще всего колеблется от 14 до 80 мм. Наиболее оптимальный вариант – это показатель порядка 40 мм.








Выбор нужных параметров зубьев ленточной пилы
Для начала нужно обратить внимание на их количество, тут стоит помнить следующее:
- чем больше зубьев, тем более качественным будет пропил металла с толстыми стенками;
- а если зубьев меньше, то снижается нагрузка на всю площадь полотна пилы;
- при распиливании металла напряжение распределяется равномерно на всю поверхность пилы с большим количеством режущих кромок.
В большинстве случаев количество зубьев на пиле ленточного типа варьируется от 3 до 24 штук.
Также нужно учитывать не только количество зубьев, но и их размеры. Рекомендации по выбору будут такие:
- зубцы большего размера смогут совершать глубокие пропилы, например, их лучшего брать для нарезки стволов деревьев;
- для распила тонкостенных металлических листов лучше всего, чтобы режущая кромка имела небольшую высоту.
Также шаг зубьев должен соответствовать по размеру ответной части, расположенной на станке. При более рациональном применении требования к шагу следующие:
- при формировании тонкого металлического листа небольшого размера выбирайте постоянный крупный шаг;
- для резки больших полотен нужно выбирать модели с частным и равномерным размещением зубцов;
- для обработки мягких материалов разной природы берите переменный зуб, при этом пила не засоряется и скорость работы будет большей.
Также немаловажный параметр – это разводка зубцов. Она влияет на качество самой работы и на уровень вибрации. Делать выбор нужно согласно следующим рекомендациям:
- волнистый профиль подходит для тонкого металла или небольших заготовок;
- стандартный профиль, где все элементы режущей кромки размещены равномерно с обеих сторон с одним дополнительным зубом по центру, используется для раскройки объемных металлов, для контурной нарезки или же для установки вертикального станка;
- переменный профиль имеет попарное размещение зубьев справа и слева. Эффективность пропила в данных моделях выше, а нагрузка на режущий элемент ниже. Соответственно, стоимость таких моделей гораздо выше обычных.
Качество заточки пилы
Обязательно при выборе ленточной пилы обращайте внимание на качество ее заточки. Проверить этот параметр можно так:
- проверьте зубья на остроту;
- убедитесь в том, что материал конструкции однороден;
- проверьте, насколько ровна линия на режущей кромке.
Также при выборе наиболее подходящей для вас модели пилы обязательно уточняйте, есть ли возможность перезаточить пилу , если в этом будет необходимость, а также сколько существует циклов обновления кромки для той или иной модели пилы ленточного типа.
Это интересно: Все о комбинированных торцовочных пилах
Виды и конструкция ножовочных полотен
В зависимости от назначения существует два основных вида ножовочных полотен – ручные и машинные, предназначенные соответственно для ручного реза или работы на отрезном станке. Различаются они в первую очередь размерами полотна:
- Ножовочные полотна ручные имеют длину 250 и 300 мм, ширину 12,5 и 25 мм, толщину от 0,63 до 1,25 мм.
- Полотно ножовочное машинное может быть длиннее – до 400 мм, имеет большую ширину и толщину из-за повышенных нагрузок – от 25 до 55 мм ширины и от 1,25 до 2 мм толщины.
Длина полотна определяется расстояние между центрами крепежных отверстий и составляет от 150 до 400 мм. Для ручных ножовок они могут быть с односторонним (тип А) или двухсторонним (тип Б) расположением зуба.
Основными материалами полотен являются стали марок Р9, Х6ВФ и У10А. Обязательным является твердость материала HRC 61-64. Для получения данной характеристики зубцы проходят термическую обработку. Важным параметром является шаг зуба, составляющий от 0,8 до 1,5 мм.
Наибольшее применение получили полотна с частыми и острыми зубьями, имеющими канавку в форме равнобедренного треугольника с углом у основания 60°. Также широко используются полотна с крупным шагом и большой канавкой, что обеспечивает хороший отвод стружки. Канавки здесь выполнены прямолинейными, что гарантирует и хороший отвод тепла.
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.
Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.
Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.
Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.








| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.
Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
4 Стойкость и выбор ленточных пил по металлу
Пилы характеризуются стойкостью к износу как зуба, так и самого полотна, которое испытывает знакопеременные циклические нагрузки, возникающие в процессе его движения в лентопротяжном механизме станка. Для изделий большинства производителей срок службы ленточного полотна составляет 140–160 часов непрерывной работы оборудования (при соблюдении всех технологических этапов процесса изготовления полотна – от его заготовки до упаковки уже готового и условий хранения).
Снятие пилы во время перерывов в работе станка обеспечивает так называемую релаксацию полотна, что несколько продлевает срок его службы. На стойкость зуба существенное влияние оказывает грамотно подобранный его шаг, определяемый в зависимости от диаметра обрабатываемого материала. При разрезании пакета изделий за диаметр, толщину стенки принимают суммарную толщину всего металла, который будет распилен. При разрезании рядом лежащих труб используют удвоенное значение толщины стенки. Ниже даны таблицы для определения шага зуба пилы.
Для самостоятельного выбора типа биметаллических ленточных полотен руководствуются следующими простыми правилами:
- для работ с низкоуглеродистыми и углеродистыми сталями применяют пилы PROFI M42;
- для обработки высокоуглеродистых сплавов и сталей – SUPER M51;
- для износостойких, жаростойких, жаропрочных и экзотических сплавов – типа SP.
Для резки плохо поддающихся механической обработке специальных сплавов, твердых и с неоднородной структурой материалов применяют твердосплавные пилы типа TCT.
Размер шага пилы для резки сплошного проката
Размер шага пилы для резки профиля и труб
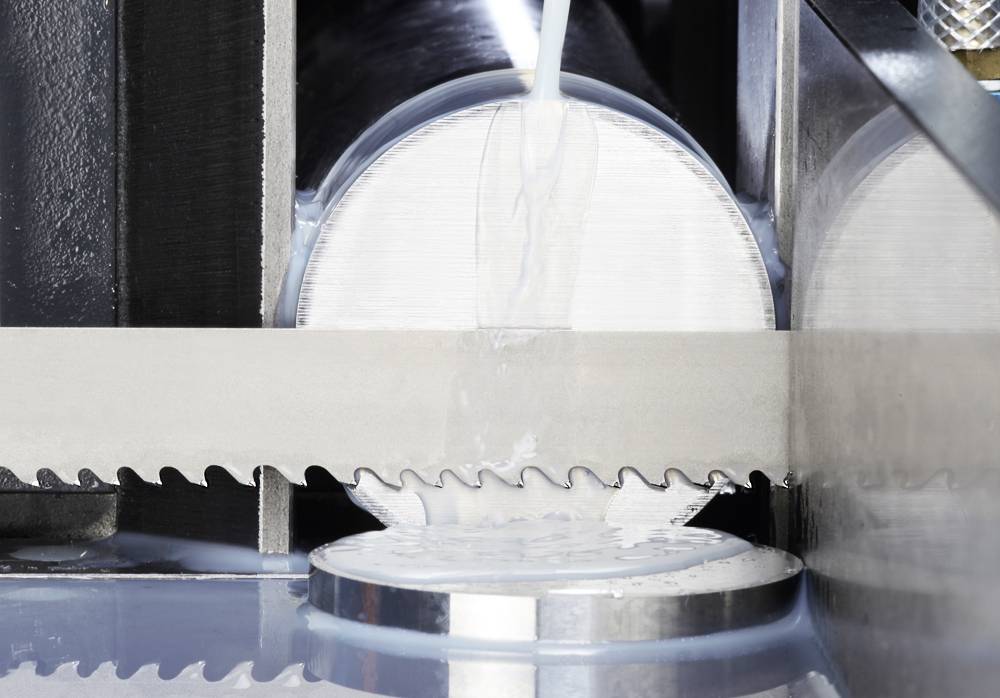
Система подачи СОЖ на ленточнопильном станке
Чистая новая СОЖ, чистый бак для СОЖ и чистые направляющие трубки СОЖ максимизируют эффективность любой СОЖ. Лучше ежедневно проверять бак для СОЖ ленточнопильного станка, чтобы гарантировать, что уровень СОЖ не ниже уровня насоса, и что отношение соединения является правильным. Металлическая стружка или утечка масла из рабочих органов ленточнопильного станка ухудшает СОЖ. Нужно остановить все гидравлические утечки, помыть всю систему с качественным моющим средством, а затем наполнить бак для СОЖ правильно смешанной новой СОЖ. Нужно заменять СОЖ на регулярной основе в зависимости от объёма резки, минимально — два раза в год. Ещё очень важным является регулярное удаление стружки из бака для СОЖ, особенно его чистка от мелкой (почти микроскопической) металлической стружки, потому что при операции по резке металла на ленточнопильном станке она проходит через систему СОЖ, снижая стойкость ленточного полотна (затупляя его режущую кромку), а также вообще негативно влияя и преждевременно изнашивая направляющие, колёса и другие металлические детали ленточнопильного станка.





