

Варианты самодельных устройств
На просторах интернета размещено достаточное количество разнообразных конструкций, создаваемых для различных целей. Взять индукционный малогабаритный нагреватель, сделанный из компьютерного блока питания 250—500 Вт. Модель, показанная на фото, пригодится мастеру в гараже или автосервисе для плавки стержней из алюминия, меди и латуни.

Но для отопления помещений конструкция не подойдет по причине малой мощности. В интернете есть два реальных варианта, чьи испытания и работа засняты на видео:
- водонагреватель из полипропиленовой трубы с питанием от сварочного инвертора либо индукционной кухонной панели;
- стальной котел с нагревом от той же варочной панели.

Теперь давайте подробнее разберем, как делаются индукционные нагреватели своими руками, а главное, — как они потом функционируют.
Изготавливаем нагревательный элемент из трубы
Если вы плотно занимались поиском информации по данной теме, то наверняка столкнулись с этой конструкцией, поскольку мастер выложил ее сборку на популярном видеоресурсе YouTube. После чего многие сайты разместили текстовые версии изготовления этого индуктора в виде пошаговых инструкций. Вкратце нагреватель делается так:
- Внутрь трубы из полипропилена диаметром 40 мм и длиной 50 см наталкиваются металлические ершики для мытья посуды (можно рубленую проволоку — катанку). Они должны притягиваться магнитом.
- К трубе припаиваются отводы с резьбами для подключения к отопительной сети.
- Снаружи вдоль корпуса приклеиваются 4—5 стержней из текстолита. На них наматывается провод сечением 1.7—2 мм² со стеклоизоляцией, применяющийся в сварочных трансформаторах.
- Варочная панель разбирается и «родной» индуктор плоской формы демонтируется. Вместо него подключается самодельный нагреватель из трубы.
Как нетрудно догадаться, роль нагревательного элемента здесь играют металлические ершики, находящиеся в переменном магнитном поле катушки. Если запустить варочную панель на максимум, одновременно пропуская через импровизированный котел проточную воду, то ее удастся нагреть на 15—20 °С, что и показали испытания агрегата.
Поскольку мощность большинства индукционных плит лежит в пределах 2—2.5 кВт, то с помощью теплогенератора можно обогреть помещения общей площадью не более 25 м². Есть способ увеличить нагрев, подключив индуктор к сварочному аппарату, но здесь есть свои сложности:
- Инвертор выдает постоянный ток, а нужен переменный. Для подсоединения индукционного нагревателя аппарат придется разобрать и найти на схеме точки, где напряжение еще не выпрямлено.
- Нужно взять провод большего сечения и подобрать число витков путем расчета. Как вариант, медную проволоку Ø1.5 мм в эмалевой изоляции.
- Понадобится организовать охлаждение элемента.
Проверку работоспособности индуктивного водонагревателя автор демонстрирует в своем видео, представленном ниже. Испытания показали, что агрегат требует доработки, но конечный результат, к сожалению, неизвестен. Похоже, что умелец оставил проект незавершенным.
Как собрать индукционный котел
В этом случае дешевую китайскую плиту разбирать не нужно. Суть в том, чтобы сварить по ее размерам котловой бак, руководствуясь пошаговой инструкцией:
- Возьмите стальную профильную трубу 20 х 40 мм с толщиной стенки 2 мм и нарежьте из нее заготовок по ширине панели.
- Сварите трубки между собой по длине, стыкуя меньшими сторонами.
- Сверху и снизу к торцам герметично приварите железные крышки. Сделайте в них отверстия и поставьте патрубки с резьбами.
- К одной из сторон прикрепите сваркой 2 уголка, чтобы они образовали полку для индукционной печки.
- Покрасьте агрегат термостойкой эмалью из баллончика. Подробнее процесс сборки показан в видеоролике.
Окончательная сборка и запуск заключается в монтаже котла на стену и его врезке в систему отопления. Варочная панель вставляется в гнездо из уголков на задней стенке бака и подключается к электросети. Остается заполнить систему теплоносителем, стравить воздух и включить нагрев индуктора.
Здесь вас подстерегает та же проблема, что встречалась с предыдущей моделью. Несомненно, индукционный нагрев будет работать, но его мощности 2.5 кВт хватит для обогрева парочки небольших комнат при морозе на улице. Осенью и весной, когда температура не опустилась ниже нуля, самодельный котел сможет отопить площадь 35—40 м². Как его правильно подключить к системе, смотрите в очередном видеосюжете:
Плита электромагнитная 7208-0053М (ЭП-11Г)
Принадлежности к станкам и КПО. Станочные запчасти / Оснастка и принадлежности к станкам // Плита электромагнитная 7208 ///
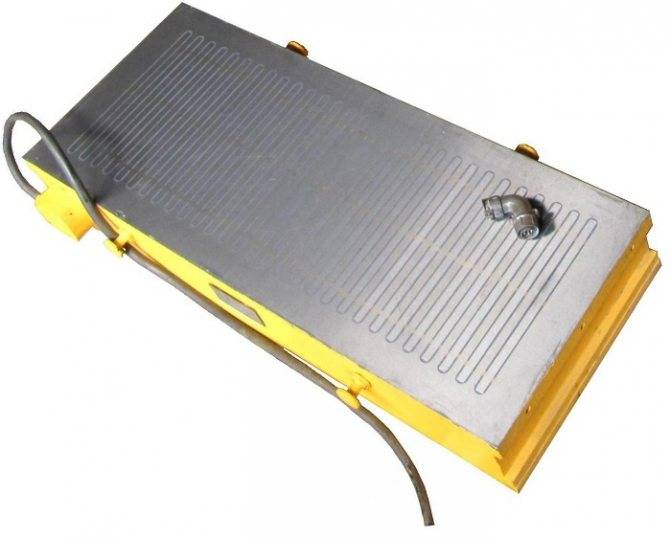
| Плита электромагнитная 7208-0053М исполнение 2 (ЭП-11Г) предназначена для закрепления заготовок из из стали и чугуна при обработке их на плоскошлифовальных станках с применением смазочно-охлаждающей жидкости или без неё. Плита электромагнитная 7208-0053М — это станочное приспособление, применяемое при шлифовании деталей. Плита электромагнитная 7208-0053М применяется на операциях чистового, получистового и чернового шлифования. Плита 7208-0053М изготавливается в соответствии с техническими условиями и рабочими чертежами. При необходимости увеличения рабочей поверхности плиты электромагнитные 7208-0053М допускается стыковать. «Невидимая» часть плиты электромагнитной 7208-0053 расположена в электрошкафу станка — это блок управления электромагнитной плитой. Данный блок позволяет регулировать силу прижима детали. Когда эл. плиту 7208-0053 отключают, остаточное намагничивание может быть таким, что деталь от плиты не оторвать, особенно если деталь мелкая. Здесь вступает в дело блок управления размагничиванием — он отсылает на плиту электромагнитную 7208-0053 обратные кратковременные импульсы с затухающей амплитудой и периодом. Возникает затухающая обратная полярность, размагничивается и деталь и сама плита. Такой принцип применяется и на импортных плоскошлифовальных станках.
|

Другие электромагнитные плиты, поставляемые нашей компанией: Плита электромагнитная 7208-0058, 200х400; Плита электромагнитная 7208-0060, 200х560(630), исполнение 2 (ЭП-21Г); Плита электромагнитная 7208-0063, 320х630; Плита электромагнитная 7208-0064, 320х800, исполнение 1 (3Л722В-1600.827.000); Плита электромагнитная 7208-0064, 320х710(800), исполнение 2 (ЭП-31Г); Плита электромагнитная 7208-0065, 320х900(1000), исполнение 2 (ЭП-32Г); Плита электромагнитная 7208-0066, 320х1250, исполнение 1 (3Л722В.827.000); Плита электромагнитная 7208-0068М, 400х800, исполнение 1 (3Л723В-1600.827.000); Плита электромагнитная 7208-0069, 400х1250, исполнение 1 (3Л723ВФ2И.828.000); Плита электромагнитная 7208-0070М, 400х2000, исполнение 1 (3Б724.94.000); Плита электромагнитная 7208-0079, 630х2000, исполнение 1 (3Д725.861.000).
Пример условного обозначения плиты электромагнитной габаритными размерами 400 на 1250 мм, исполнения 1, массой не более 470 кг c удельной силой притяжения не менее 60 Н/см², для районов с умеренным и холодным климатом, категория размещения 4: Плита электромагнитная 3Л723ВФ2И.828.000 400×1250 УХЛ4.
магнитная плита — Оснастка и инструменты
У меня на станке используются вот такие плиты для фрезерования .
TEHNOMAGNETE
TEHNOMAGNETE
TEHNOMAGNETE 2
Мощность прижима такая что примагнитив плиту 100х100х15 можно фрезой со сменными пластинами диаметром 25 фрезеровать 10 мм в глубину на всю ширину фрезы с подачей 0.1 на зуб.
А если деталь будет чуть больше там можно драть как при прижиме планками .
Даже кувалдой очень сложно сбить.
Полюса можно удлинить обычными железками до 100мм высотой .
Магниты энерго независимы во время работы ,используют электричество только при намагничивании и размагничивании .
Детали устанавливать можно и на плиту и на проставки высотой до 100 мм сделанные из любого магнитного железа ,просто обычный кубик 50х50 h5-h200
В комплекте идут автоматические выравниватели для установки очень кривых заготовок ,которые автоматом подстраиваются под профиль детали .
За все время работы я использовал тиски всего пару раз и то только для того чтобы обработать нержавейку и цвет мет .Даже тиски ставлю на плиту .
Плиты для обработки идеальное решение но очень дорогое удовольствие.
Можно даже положив кругляк на плиту и уперев его в полюсные удлинители фрезеровать торцевой фрезой сверху .Изменено 27 июня 2011 пользователем SergeyKa777 www.chipmaker.ru
Электромагнитные плиты для шлифовальных станков
На плоскошлифовальных станках широко применяют электромагнитные плиты. Обрабатываемые стальные детали, расположенные на таких плитах, удерживаются во время обработки силами магнитного притяжения плиты. Электромагнитное закрепление имеет преимущества по сравнению с зажатием в кулачках. Включая ток, можно сразу закрепить много деталей, расположенных на поверхности плиты.
При электромагнитном закреплении может быть достигнута большая точность обработки, так как заготовка при нагреве в процессе обработки не сжата с боков и может свободно расширяться. При электромагнитном закреплении имеется возможность обрабатывать детали с торца и сбоку.
Однако электромагнитное закрепление не обеспечивает таких больших усилий, как при зажатии посредством кулачков. В случае аварийного перерыва в питании обмотки электромагнитной плиты происходит срыв детали с ее поверхности. Поэтому электромагнитные плиты не применяют при больших силах резания. Кроме того, стальные детали, обработанные на электромагнитных плитах, часто сохраняют остаточный магнетизм.
Электромагнитная плита (рис. 1) имеет корпус 1, изготовленный из мягкой стали, днище которого снабжено полюсными выступами 2. Сверху наложена крышка 3, у которой участки 4, расположенные над полюсами, отделены прослойками 5 из немагнитного материала (сплав свинца и сурьмы, оловянные сплавы, бронза и др.).









Классификации сверлильных станков
Габариты станка Для определения оптимального типа сверлильного станка на магнитной подушке необходимо брать во внимание его технические и эксплуатационные качества. Несмотря на относительно небольшие размеры этот вид оборудования может иметь широкий функционал. Не существует общепринятой классификации станков на магнитном основании
Поэтому перед приобретением рекомендуется сделать сравнительный анализ предлагаемых моделей. Определяющим параметром являются условия эксплуатации оборудования. Им должны соответствовать характеристики, которыми обладает магнитный станок
Не существует общепринятой классификации станков на магнитном основании. Поэтому перед приобретением рекомендуется сделать сравнительный анализ предлагаемых моделей. Определяющим параметром являются условия эксплуатации оборудования. Им должны соответствовать характеристики, которыми обладает магнитный станок.
Исходя из этого условия можно выделить такие параметры оборудования:
- подача сверла – ручная или автоматическая. Второй вариант используется при невозможности вручную осуществлять процесс сверления. Предварительно настраиваются параметры станка с магнитным основанием, а затем после установки на металлоконструкцию программа запускается;
- тип питания электродвигателя – от аккумуляторных батарей или с помощью подключения к электросети;
- функция поворота сверлильной головки относительно заготовки. Это дает возможность формировать сложные сквозные и глухие отверстия.
Помимо этих конструктивных особенностей необходимо учитывать фактические технические характеристики модели. Они определяют не только перечень выполняемых операций, но и их качество.
Виды электромагнитных дрелей
Прижимная сила, которая зависит от объема используемого электромагнита, стартует от 500 кг. Чем толще металл, который нужно обработать, тем выше значение прижимной силы должен иметь инструмент. Часто в металлоконструкции возникает необходимость просверлить отверстие в нижней части. Если делать это обычной дрелью, то понадобится много сил, времени и новых сверл. Благодаря магнитной дрели эту операцию можно выполнить в считанные минуты, предварительно зафиксировав устройство на металлическом основании.
Не пропустите: Классификация и описание дрелей
Это интересно! Важным параметром магнитной дрели является диаметр сверления отверстий. Минимальное его значение для любого аналогичного устройства составляет от 1 мм, а максимум зависит от массивности агрегата.
Максимальный диаметр отверстия, который можно просверлить рассматриваемым инструментом, составляет 150 мм. Для получения такого отверстия понадобятся корончатые сверла для магнитной дрели. Для такого необычного инструмента применяются специальные сверла, оснащенные магнитным захватом на хвостовой их части.

На виды магнитные дрели подразделяются в зависимости от их массовых показателей. Различают следующие виды:
- Ультрамобильные. Масса таких инструментов составляет 10 кг, а применяются исключительно в тех случаях, когда ограничен доступ для установки стационарного устройства
- Мобильные. Их вес составляет от 10 до 14 кг. Популярные модели, которые пользуются спросом при проведении работ на высоте. Их преимуществом является относительно небольшой вес, и высокие показатели прижимной силы
- Среднемобильные. Их вес составляет до 20 кг, и применяются они тогда, когда металлоконструкция имеет большую толщину
- Тяжелые. Вес таких агрегатов достигает 25 кг. Они очень неудобны в транспортировке, но при этом имеют огромный спектр возможностей. К применению таковых инструментов прибегают тогда, когда все вышеперечисленные модификации не справляются с поставленными задачами
Это интересно! Необходимость такого инструмента, как магнитная дрель, в домашних условиях, крайне низкая, если только род вашей деятельности не связан с металлоконструкциями. Просверлить отверстие в металле толщиной до 5 мм можно обыкновенной электрической дрелью со сверлом из высококачественной стали.
Магнитная дрель чем-то напоминает сверлильный станок, но разница лишь в том, что станки являются стационарными, в отличие от рассматриваемых агрегатов. При помощи магнитного агрегата можно обрабатывать и другие материалы, однако главным условием при этом является надежная фиксация инструмента на металлическом основании.

Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.

Рабочая поверхность станка с самодельным зажимным приспособлением
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.

Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки. На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола. В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.

Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части

Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.
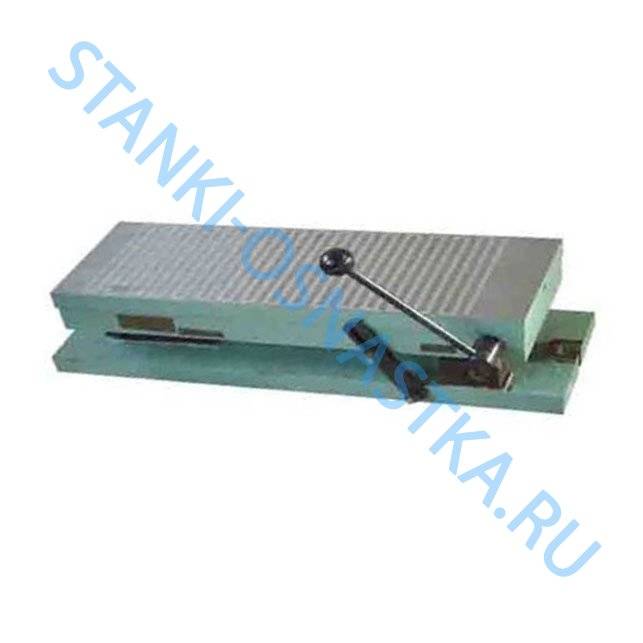
Плиты магнитные
Плиты магнитные – это оснастка металлорежущих станков, применяемая для точной фиксации деталей и заготовок при обработке режущими инструментами.
Действие плит основано на свойствах магнитного поля притягивать черные металлы и прочно удерживать в требуемом положении.
Соответственно от тисков и других типов фиксаторов их отличает отсутствие механического приложения сил к поверхностям заготовки, что исключает вероятность деформации и прочих повреждений.
Сфера применения
Магнитные плиты применяются при обработке металлов на станках различного типа.
В первую очередь это шлифовальные станки, где применение магнитного способа фиксации позволяет обеспечить максимальный доступ к обрабатываемым поверхностям и исключить их механическое повреждение.
Также они используются на фрезерных и токарных станках, при проведении сварочных работ, при сборочных операциях и в других случаях.
Широкое применение магнитные плиты получили благодаря надежной фиксации при сравнительно компактных размерах.
Ещё одно важное преимущество – сохранение точности установки на протяжении всего срока эксплуатации изделия. Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Данный тип оснастки редко входит в базовую комплектацию станка, и поэтому их необходимо приобретать и устанавливать отдельно, учитывая размер, прижимное усилие и прочие параметры изделия.
Основные виды и параметры
В зависимости от способа фиксации существует два основных типа плит – магнитные и электромагнитные. В последних прижимное усилие создают две группы катушек формирующих электромагнитное поле.









Магнитные конструктивно схожи с электромагнитными и также имеют две группы магнитов с различной полярностью. Но магнитное усилие действует постоянно и в нерабочем положение ему препятствует блоки из немагнитного материала.
После установки детали блоки смещаются, и деталь фиксируется на рабочей поверхности.
Основные параметры оснастки:
- Габаритные размеры и масса. Размер варьируется в пределах от 100х250 мм до 320х1000 мм.
- Прижимающее усилие. Как правило, данный параметр находится в пределах от 50 до 120 Н/см².
- Расстояние между полюсами магнитов или катушек. От этого зависит минимальный размер обрабатываемой заготовки.
Особенности конструкции и эксплуатации
Основой конструкции магнитной плиты являются магнитные блоки и корпус изделия. Блоки могут быть подвижными и стационарными, что определяет возможность изменения расстояния между полюсами магнита. Они состоят из металлических пластин, внутри которых расположены керамические магниты. Остальное пространство заполнено материалом не имеющим магнитных свойств.
Для перемещения магнитных блоков внутри корпуса расположен специальный эксцентриковый механизм. Для управления перемещением магнитов есть рукоять. Блок управления плитой расположен в электрошкафу. Он регулирует частотность для прижима детали.
Помимо этого мощные плиты оснащены и блоком управления размагничивания, который посылает обратные кратковременные импульсы и снимает остаточное намагничивание.
В противном случае, особенно если обрабатывается небольшая по площади деталь, после отключения электромагнита её очень сложно оторвать от поверхности.
Отметим следующие особенности эксплуатации электромагнитных плит:
- Возможность изменения геометрии заготовки под действием электромагнитных сил. Это необходимо учесть перед обработкой изделий, предельно аккуратно снимать и устанавливать деталь.
- При активации электромагнитов происходит нагрев поверхности плиты и заготовки. При сильном перегреве возможен выход из строя плиты и изменение свойств металла детали. Это необходимо учесть при эксплуатации оборудования.
- Со временем возможна шлифовка поверхности плиты с восстановлением её первоначальных значений шероховатости или подогнать под особенности обрабатываемых деталей.
Действующие ГОСТы
Технические условия производства плит магнитных общего назначения регулирует ГОСТ 16528-87. В нём установлены основные параметры плит с различным типом управления. Также действуют и другие отраслевые и государственные стандарты.
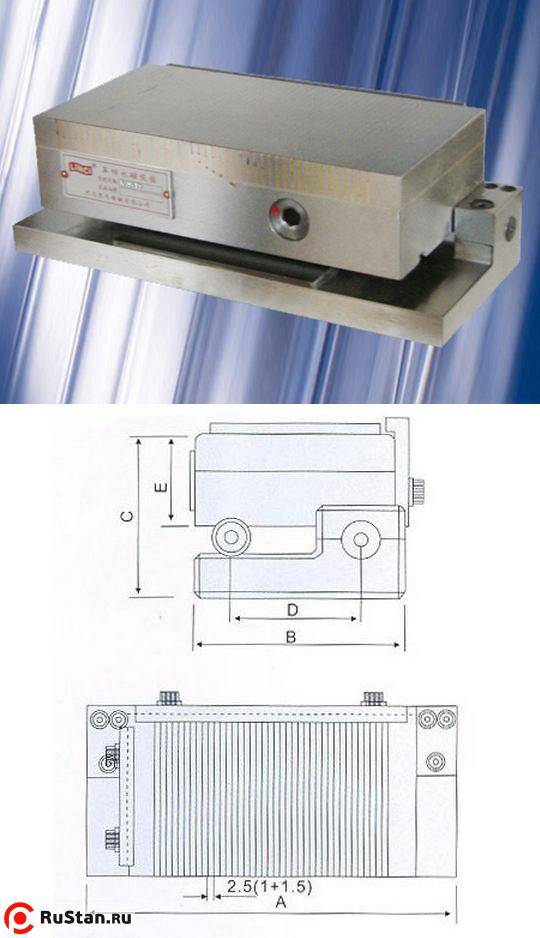
Плиты магнитные. Справочник
Плиты прямоугольные магнитные ГОСТ 16528-81
Размеры, мм
| Исполнение 1 | Исполнение 2 |
| Обозначение плиты | Исполнение | В | L | Н | B1 | L1 | L2 |
| 7208-0001 | 1 | 100 | 250210 | 80 | 160 | 250 | 320 |
| 7208-0002 | 2 | ||||||
| 7208-0003 | 1 | 125 | 400250 | 190 | 400250 | 530380 | |
| 7208-0003 | 1 | ||||||
| 7208-0004 | 2 | 360 | 400 | 530 | |||
| 7208-0005 | 1 | 160 | 400 | 240 | 600 | ||
| 7208-0006 | 2 | 360 | |||||
| 7208-0007 | 1 | 500 | 500 | 710 | |||
| 7208-0008 | 2 | 450 | |||||
| 7208-0009 | 1 | 200 | 500 | 90 | 280 | ||
| 7208-0109 | 1 | 400 | 400 | 600 | |||
| 7208-0010 | 2 | 450 | 500 | 710 | |||
| 7208-0011 | 1 | 630 | 630 | 850 | |||
| 7208-0012 | 2 | 560 | |||||
| 7208-0013 | 1 | 250 | 630 | 100 | 340 | ||
| 7208-0014 | 2 | 560 | |||||
| 7208-0015 | 1 | 800 | 800 | 1000 | |||
| 7208-0016 | 2 | 710 | |||||
| 7208-0017 | 1 | 320 | 800 | 420 | |||
| 7208-0117 | 1 | 630 | 630 | 980 | |||
| 7208-0018 | 2 | 710 | 800 | 1000 | |||
| 7208-0019 | 1 | 1000 | 1000 | 1320 | |||
| 7208-0020 | 2 | 900 |
Примечание.
Плиты имеют классы точности Н, П, В, А. В обозначении плит приводится буквенный индекс классов точности П, В, А; буквенный индекс класса точности Н не указывается.
Электромагнитный стол своими руками

Магнитные плиты для шлифовальных станков – это особый класс металлообрабатывающего оборудования, которое предназначено для удерживания стальных заготовок на рабочей поверхности под воздействием сил электромагнитного притяжения.
Казалось бы, для чего использовать такую изощренную конструкцию, когда можно задействовать в качестве фиксатора традиционные кулачки, которые надежно зажимают заготовку и обеспечивают предельную жесткость в процессе обработки? В действительности же электромагнитная фиксация с помощью магнитных плит для шлифовальных станков имеет ряд преимуществ, которые мы рассмотрим ниже.
Ключевой плюс – это возможность работы оборудования в многопоточном режиме.
Мастер может одновременно зафиксировать несколько заготовок на одной установке, тем самым повысив производительность своего труда на порядок.
Кроме того, магнитная плита для шлифовального станка способна обеспечить предельную точность обработки заготовки.
Это связано с тем, что в процессе шлифования металлическая деталь нагревается и, соответственно, расширяется.
Зажатая в тиски заготовка в этом случае деформируется, в то время как установленная на электромагнитной плоскости – свободно расширяется на рабочей поверхности.
Кроме того, если произойдет аварийное прерывание подачи электропитания – случится срыв заготовки с рабочей поверхности.
Вот почему сфера применения магнитных плит для шлифовальных станков исключает работы, подразумевающие большие силы резания.
Еще один минус подобных установок состоит в таком явлении как остаточный магнетизм, свойственный стальным заготовкам, которые обрабатывались подобным образом. К счастью, справиться с проблемой можно с помощью демагнитизатора, что в большинстве случаев позволяет закрыть глаза на вышеописанный недостаток.
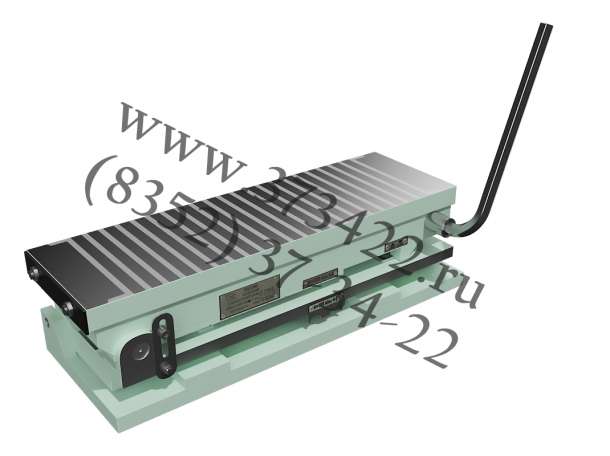
Магнитная плита прямоугольная паспорт (Х41000-220 или Х41150-400)
Плиты магнитные прямоугольные предназначены для закрепления ферромагнитных заготовок при обработке на плоскошлифовальных, фрезерных, строгальных и других станках, а также как самостоятельные приспособления при выполнении слесарных, сварочных, разметочных, сборочных, контрольных и других работ.
Технические характеристики
2.1. В конструкции плиты магнитной прямоугольной использованы постоянные магниты, размещенные в стальной арматуре, которая используется как концентратор магнитной энергии.
Удельная сила притяжения – 80 Н/см2
Усилие переключения – не более 80 Н
2.2. Технические характеристики магнитных прямоугольных плит приводятся в таблице
Магнитная плита своими руками — studvesna73.ru
Приспособления для шлифования плоских поверхностей
При шлифовании детали можно крепить непосредственно к столу станка прижимными планками. Однако такое крепление применяют в том случае, когда детали не могут быть закреплены на магнитной плите или в других приспособлениях.
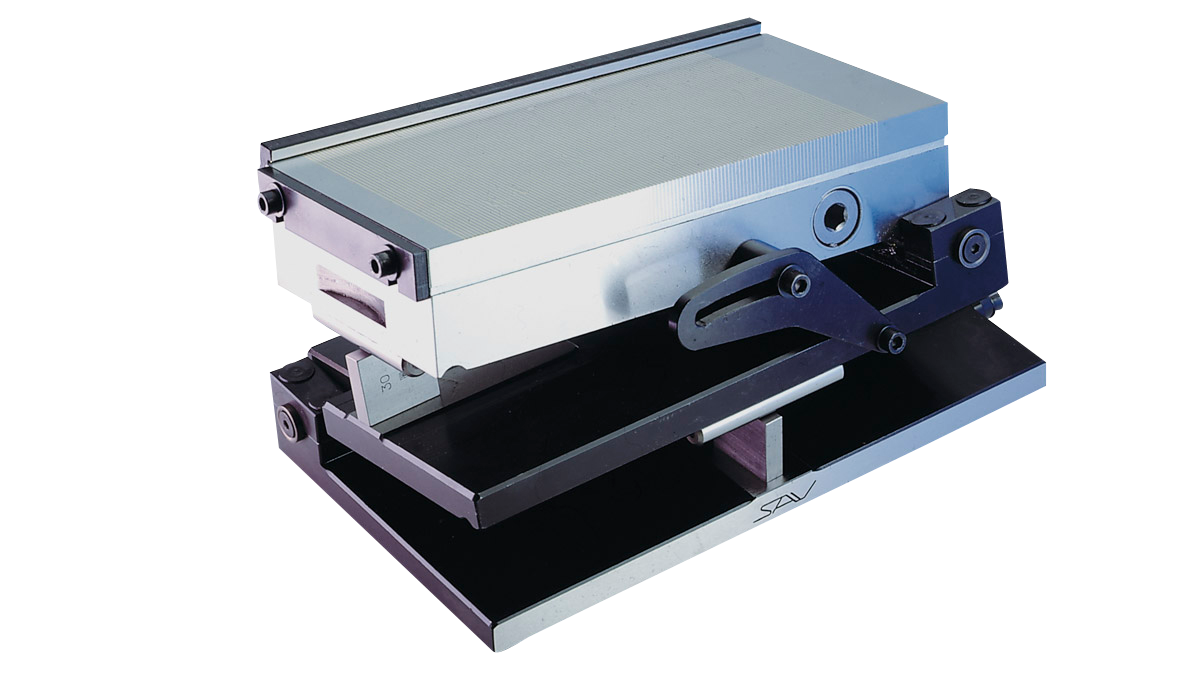





Лекальные тиски (рис. 10.9а) отличаются от обычных машинных точностью изготовления и возможностью кантования. Неподвижная губка тисков составляет одно целое с основанием 1. В корпусе имеются пазы для прохода подвижной губки 2, которая перемещается винтом 3. Основание корпуса имеет отверстия с резьбой для прикрепления тисков к различным приспособлениям. Все плоскости тисок обработаны под углом &09deg;. Запрессованный цилиндрический измерительный штифт 4 служит для измерения наклонных плоскостей.
Рис. 10.9. Лекальные тиски (а) и электромагнитная плита (б)
Электромагнитные плиты. Устройство электромагнитной плиты (рис. 10.9б) основано на следующем принципе. Если на железный сердечник (рис. 10.10а) навить проволоку и по ней пропустить постоянный ток, то сердечник намагнитится. Если теперь поднести к одному из концов сердечника стальной предмет, он с силой притянется к сердечнику. После прекращения действия тока в обмотке прекратится и магнитное действие сердечника.
Можно согнуть такой сердечник в виде подковы (рис. 10.10б) и также пропускать ток через его обмотку. В этом случае магнит будет еще сильнее. Соединив подковообразные магниты в группу, получим электромагнитную плиту.
Рис. 10.10. Схема магнитного действия тока (а) и подковообразный магнит (б)
Полюсы магнитов, выведенные на верхнюю часть плиты, тщательно изолируются от ее тела немагнитными сплавами (баббитом, цинком), благодаря чему магнитные силы не рассеиваются в теле плиты, а направляются непосредственно в тело детали. К электромагнитной плите могут притягиваться только магнитные металлы (например, сталь, железо, чугун).
Электромагнитные плиты применяют различных размеров круглой и прямоугольной формы. Для их питания пригоден только постоян
studvesna73.ru
Советы экспертов и цена
Наиболее продаваемыми моделями магнитных плит являются:
- МП 400х125 синусная 2С7208-0003. Её преимущество – надёжный зажим заготовок с использованием магнитных токов постоянных магнитов, что гарантирует постоянную силу зажима на всё время эксплуатации. Цена такого устройства от 50 тыс. руб.
- МП 250х100 (7208-0001) – немного дешевле предыдущей модели, продаётся от 19 тыс. руб.
- МП плоская Х91 300х680 (66120-6) – даёт возможность обработки деталей с минимальной толщиной – 8 мм/7 мм. Её стоимость – от 170 тыс. руб.
Она обеспечивает надёжную фиксацию обрабатываемой заготовки, что отражается на качестве выполнения работы. Радует и то свойство данного устройства, что технические параметры и возможности использования такой конструкции остаются прежними с течением времени. Данное качество и вызывает заинтересованность со стороны покупателей к электромагнитным плитам.





