Виды люнетов для токарных станков
Люнеты для токарных станков бывают разными. Кроме отличий в элементах конструкции, размерах, типах крепления на станину, весь без исключения инструмент может быть отнесен к одной из двух основных категорий:
- Люнеты токарные, которые называются неподвижными. Они устанавливаются стационарно в какую-либо рабочую точку и во время всего цикла обработки остаются там.
- Приспособления, которые называются подвижными. Их местоположение на станине меняется в зависимости от того, куда перемещается токарный резец вдоль заготовки.
Люнеты для шлифовального станка имеют схожую конструкцию с неподвижными приспособлениями токарного станка. Их опорные части покрыты материалом, который не позволяет протирать канавки на заготовке, например баббитом.

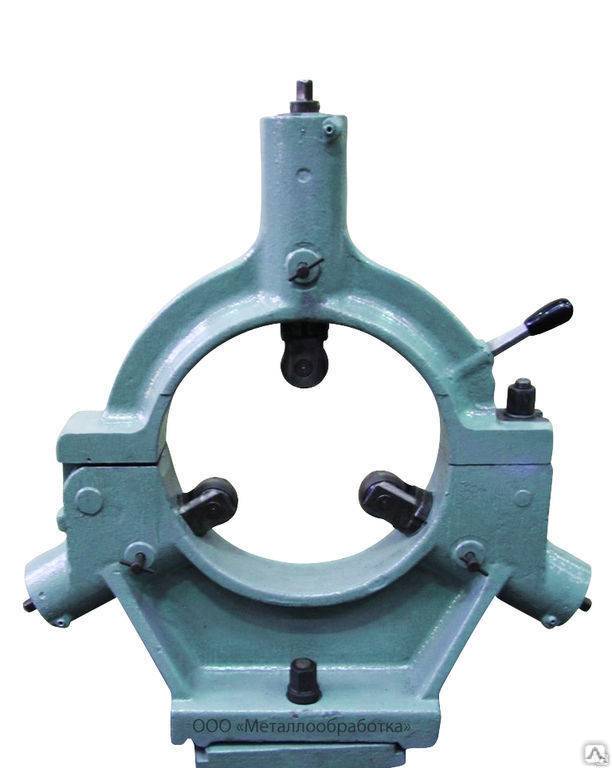
Люнет неподвижной конструкции
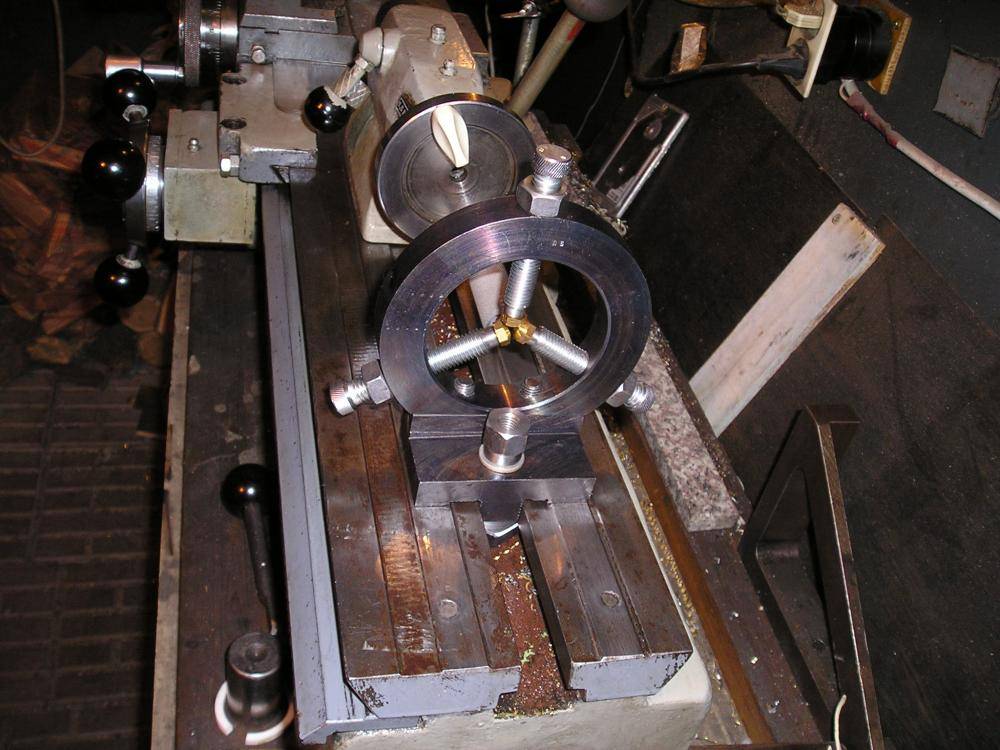
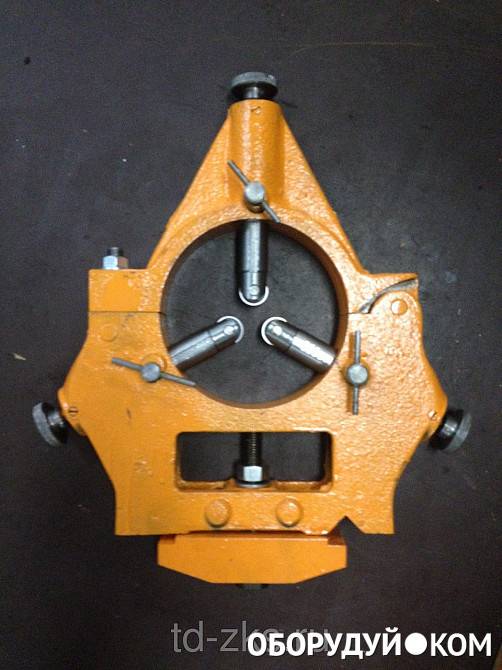
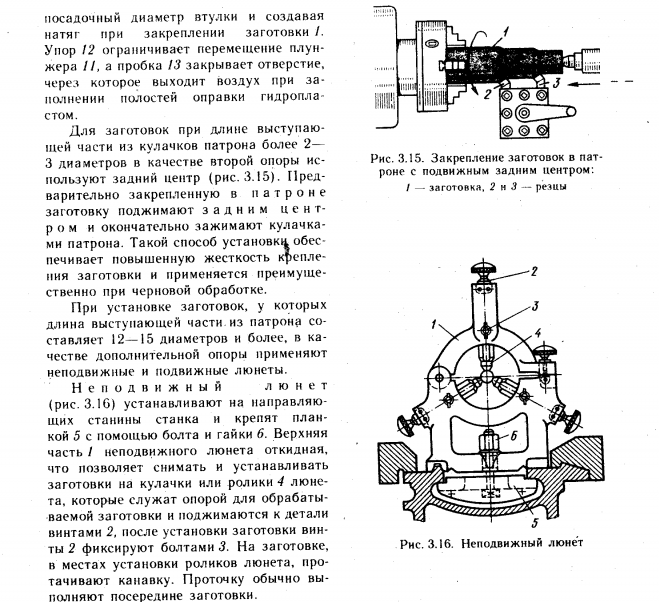
Люнет неподвижный представляет собой приспособление для токарного станка, целевое назначение которого состоит в том, чтобы поддерживать заготовку длинного размера. Это обеспечивает возможность более точной обработки изделия, исключает появление вибрации. Способ крепления оборудования к станине происходит посредством плоской опорной плиты и болтового соединения. Характерной особенностью всех неподвижных токарных люнетов является наличие трех роликов, или кулачков, два из которых подпирают деталь снизу, третий – производит упор сверху. Для того чтобы установить заготовку на приспособление, верхняя часть последнего имеет возможность откидываться на шарнире, а после закрепления детали возвращается на место и фиксируется специальным болтом. Конструкция неподвижного токарного оборудования полностью соответствует конструкции, описанной в разделе «Устройство и назначение люнета».

Люнет подвижной конструкции
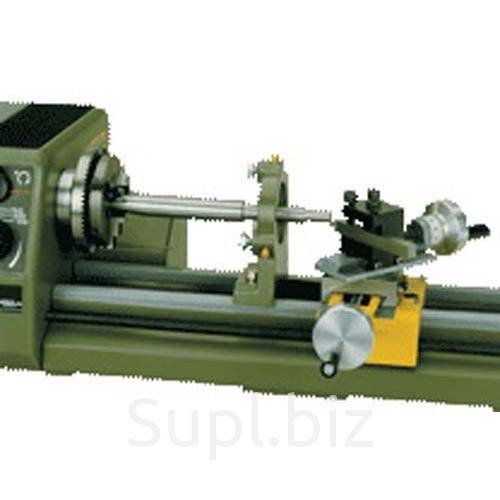
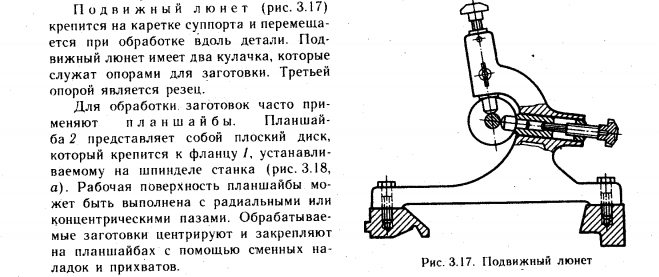
Люнет подвижный представляет немного иную конструкцию опоры, нежели неподвижное устройство. Он уже крепится не за станину, а за суппорт продольный на станке токарном. Это позволяет системе двигаться одновременно и в том направлении, куда движется режущий инструмент. То есть он располагается напротив самого резца. Основное целевое назначение подвижного токарного люнета в устранении изгибов тонких и длинных деталей под воздействием на них резца. Это позволяет избегать заклинивания инструмента и порчи изделия. Приспособление токарное подвижное имеет такие конструктивные элементы:
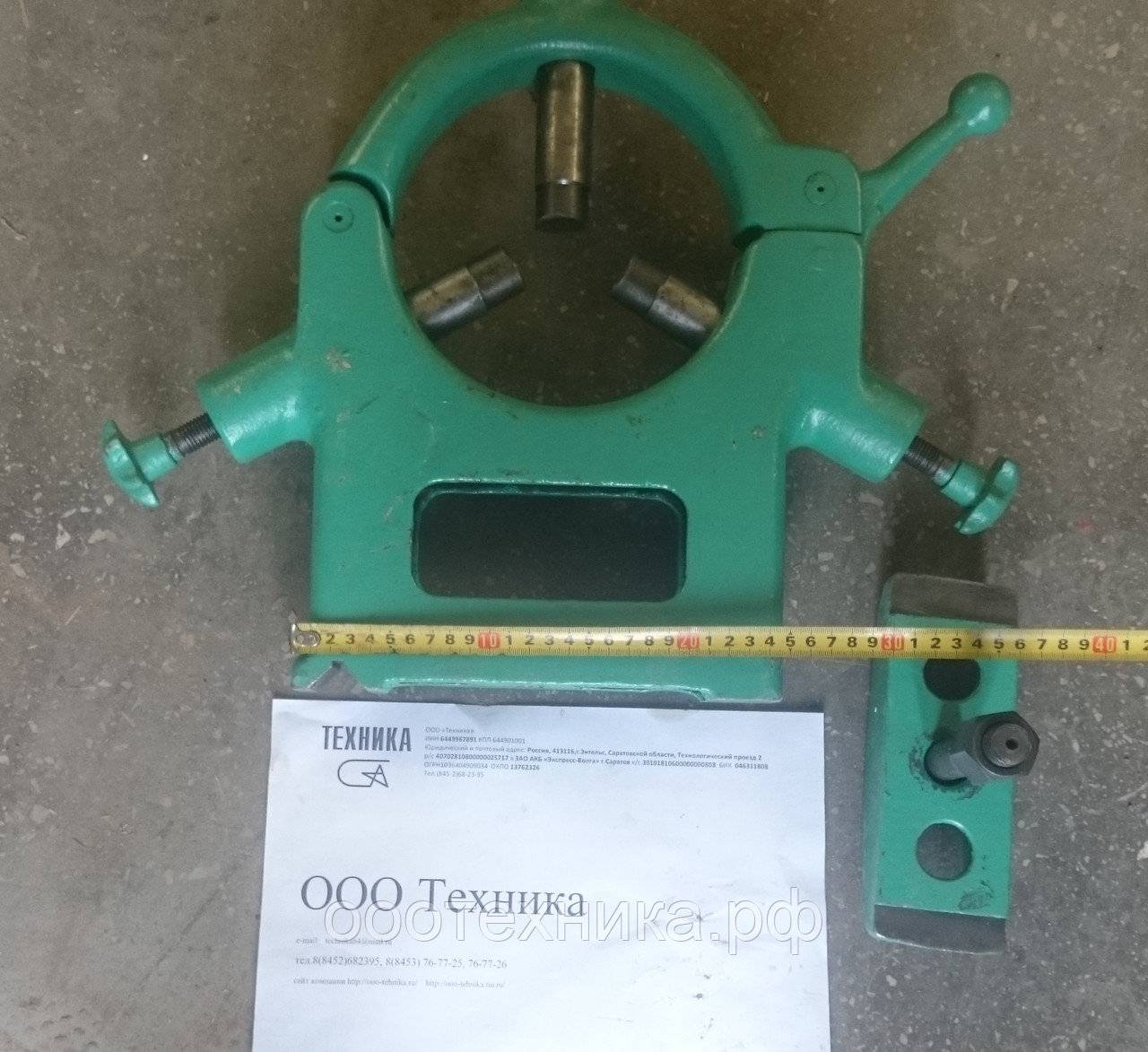
- Основание с крепежными отверстиями. Это цельнометаллический элемент, который по форме напоминает вопросительный знак. Здесь нет необходимости в откидной части, как у неподвижного токарного люнета, так как деталь легко может быть заведена в приспособление сбоку.
- Опорные кулачки, которых два. Один располагается сверху, другой сбоку. Третьей опорой здесь выступает сам резец.
- Винты для выдвижения и закрепления кулачков.
По какому принципу выбирать
При выборе модели люнета для токарного станка следует обратить внимание на ряд факторов. Прежде всего, рассматриваются технические характеристики – внутренний диаметр основания люнета, его размеры и масса, предельные (минимальный и максимальный) диаметры обрабатываемой детали, рекомендуемая длина заготовки, способ крепления
Важное значение имеет наличие защитной крышки и специального покрытия у быстроизнашивающихся элементов. Тип станка и виды токарных работ определяют нужную разновидность приспособления (подвижное или неподвижное)
Плюсы и минусы
Основные преимущества использования люнетов для токарного станка:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Важно отметить, что подвижный люнет для токарного станка легче устанавливается, однако неподвижный вариант обеспечивает повышенную точность обработки и дает возможность работы с более длинными и габаритными деталями. Важно!
Серьезных технических недостатков люнеты не обнаруживают
Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Важно!
Серьезных технических недостатков люнеты не обнаруживают. Изъяны возникают при неправильном размещении и неточной регулировки опор, а потому требуется тщательный контроль установки приспособления и фиксации самой заготовки.
Производительность и стоимость
В качестве основных минусов многие специалисты отмечают влияние на производительность токарных работ и необходимость дополнительных затрат.
Снижение производительности связано с затратой времени на установку люнетов и регулировку опор. При этом необходима тщательная подгонка и многократная проверка. В ряде случаев производится предварительная обработка заготовки в месте фиксации.
Другой важный момент – финансовые затраты, вызванные достаточно высокой стоимостью приспособлений. Она зависит от типа люнета, его модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость подвижных моделей несколько ниже неподвижных люнетов аналогичной категории. Так, цена мобильных приспособлений колеблется от 1100-1300 рублей за простые изделия до 4500–4800 рублей за люнеты повышенной долговечности.
Лют ШШП ГОСТ ШИ5
1,2. (Измененная редакция, Изм,№1).
Манкировать; обозначение люнета и товарный знак предприятия-изготовителя.
dO SM.
3. Конструкция и размеры корпуса (поз. 1) должны соответствовать указанным на черт. 2 и в табл. 2.
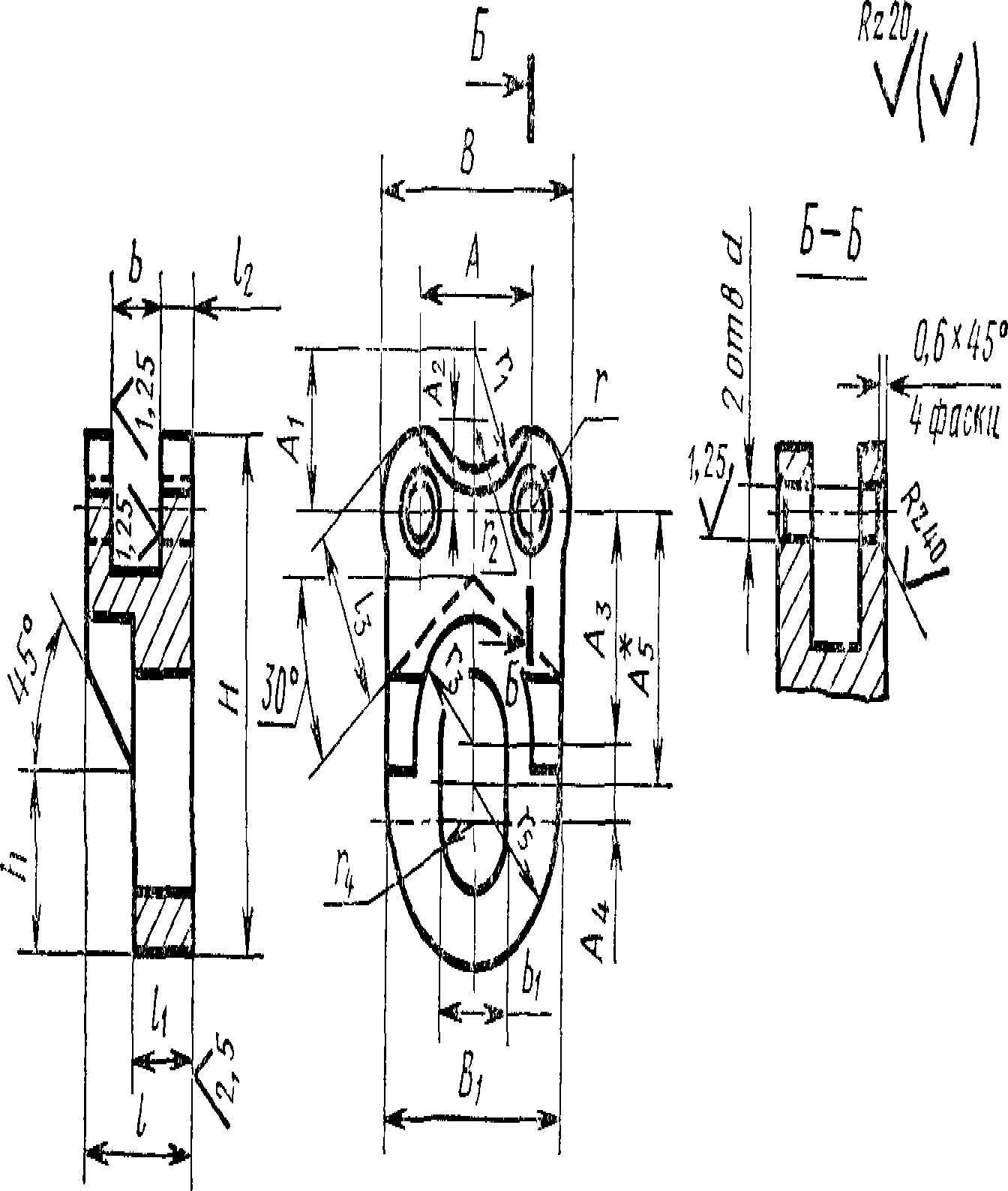
* Размер для справок,
Черт, 2
Стр. 3 ГОСТ 21190-75
Таблица 2
Размеры в мм
Обозначение корпуса | В | И | d (пред откл по Н7) | А | Ai | Аг | А3 | А4 | А, | В; | Ь (пред откл по НИ) | Ьх (пред откл по Н12) |
6046 0011/001 | 35 | 5 | 17 | 11 | 6,0 | 15 | 6 | 18 | 24 | 6 | 10,2 | |
6046 0012/001 | 33 | 46 | 6 | 21 | 13 | 7,5 | 20 | 10 | 25 | 30 | 8 | 12,2 |
6046 0013/001 | 42 | 56 | 8 | 26 | 16 | 11,0 | 24 | 29 | 38 | 10 | 16,2 |
Продолжение
Обозначение корпуса | 1 | h | h | h | h | г | Г\ | Г2 | Гъ | о | п | Масса* кг, |
6046 0011/001 | 14 | Ь | 5 | 13,5 | 12 | 5 | 10,0 | 5 | 9 | 5,1 | 12 | 0,051 |
6046 0012/001 | 18 | 10 | 6 | 16,5 | 15 | 6 | 12,5 | 7 | 10 | 6,1 | 15 | 0,090 |
€046 0013/001 | 22 | 12 | 7 | 21,0 | 16 | 8 | 15,0 | 9 | 12 | 8,1 | 19 | 0,277 |
Пример условного обозначения корпуса размером В = 27 мм:
Корпус 6046-001Ц001 ГОСТ 21190—75 (Измененная редакция, Изм. № 1).







3.1. Материал — сталь марки 45 по ГОСТ 1050—74.
3.2. Покрытие — Хим. Оке. прм (обозначение покрытия по ГОСТ 9.073—77).
3.3. Остальные технические требования ‘— по ГОСТ 17166—71. 4. Конструкция и размеры ролика (поз. 2) должны соответствовать указанным на черт. 3 и в табл. 3.

Таблица 3
Размеры в мм
D | в | а | Масса, | |
Обозначение ролика | (пред. ОТКЛ. | (пред, откл. | (пред откл. | кг, |
По /ill) | по /18) | по F8) | ||
6046-0011/002 | 16 | 6 | 5 | 0,008 |
6046-0012/002 | 20 | 8 | 6 | 0,018 |
6046-0013/002 | 25 | 10 | 8 | 0,034 |
Пример условного обозначения ролика диаметром D=^16 мм:
Ролик 6046-0011/002 ГОСТ 21190—75
(Измененная редакция, Изм. № 1).
4.1. Материал — сталь марки ШХ15 по ГОСТ 801—78.
4.2. Остальные технические требования — по ГОСТ 17166—71.
ГОСТ 21 <90—75 Стр. 6
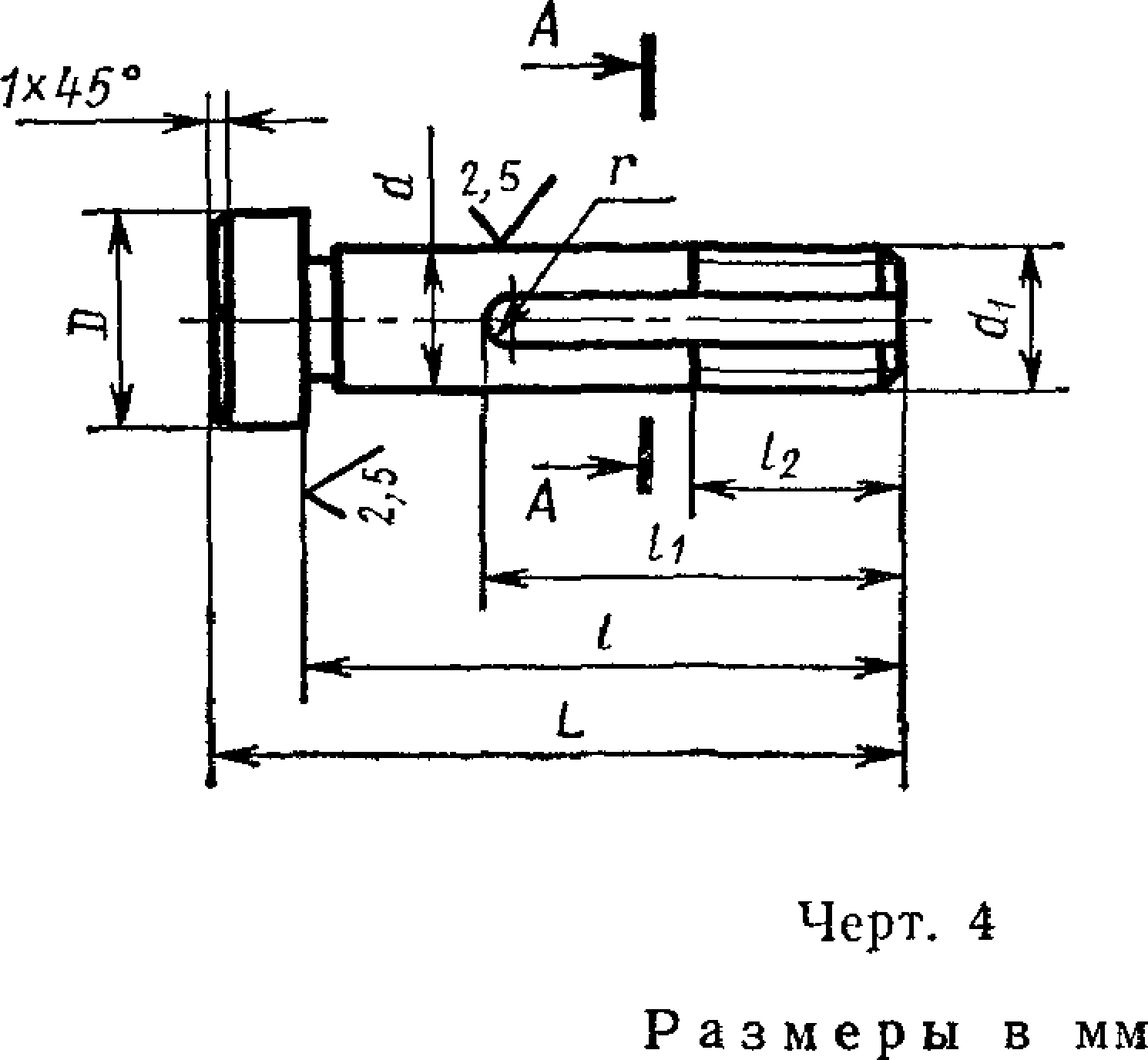
5. Конструкция и размеры пальца (поз. 3) должны соответствовать указанным на черт. 4 и в табл. 4.
RZ20.
Установка и настройка люнета
Оборудование для токарного станка можно установить только в тех случаях, когда:
- Деталь в месте установки имеет идеальную цилиндрическую поверхность. Это может быть уже готовая круглая заготовка, или на участке соприкосновения болванку специально протачивают на токарном станке под опорное приспособление.
- Заготовка не имеет неисправимой деформации (она долго не хранилась в изогнутом состоянии и не успела принять форму прогиба), иначе выставить люнет будет очень сложно.
Все это актуально, когда проводятся грубые черновые работы. В таком случае со всей поверхности болванки будет сниматься определенный слой металла и можно нивелировать все возможные дефекты формы.
Вначале под деталь заводят нижние кулачки, с помощью измерительного прибора проверяют расстояние по всей длине: от заготовки до станины токарного станка (имеется в виду расстояние от участков болванки с одинаковыми диаметрами). Кулачками поднимается деталь на тот уровень, чтобы все расстояния были предельно одинаковыми. Далее деталь фиксируется сверху третьим кулачком.
В случае, когда нужно установить токарный люнет для финишной обработки изделия, метод установки и настройки отличается от рассмотренного выше:
- Вначале определяются с местом на детали, где будет установлено устройство токарное.
- Замеряют диаметр этого места и подбирают или вытачивают специальную короткую оправку, которая идеально соответствует промеренному диаметру.
- Оправку закрепляют в передней бабке и по ней выставляют люнет.
- Оправку снимают, а на ее место ставят обрабатываемую заготовку. Люнет же закрепляют на заранее подобранное место, соблюдая строгую параллельность с тем местом, где он настраивался по оправке.
Люнет своими руками
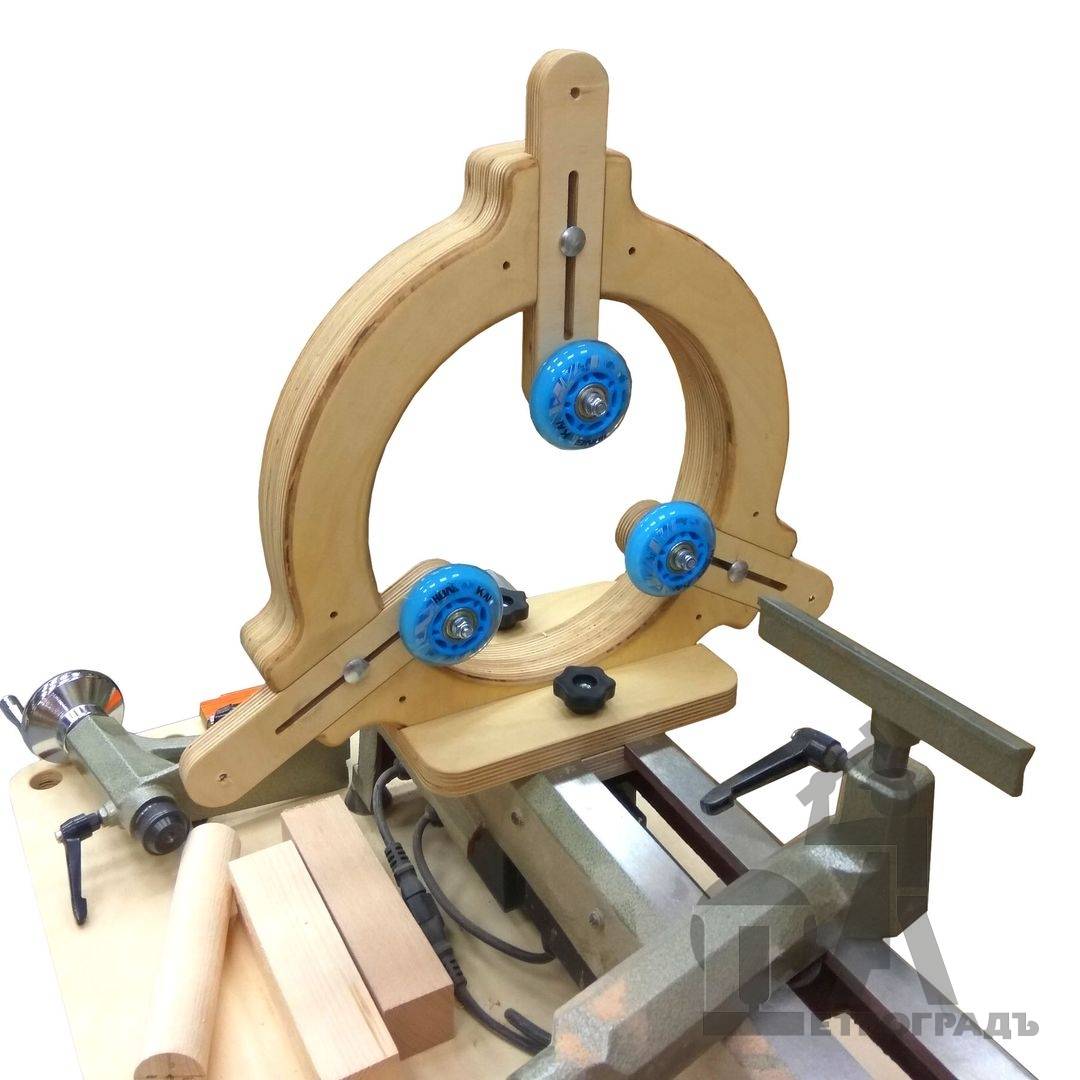
Для начала необходимо найти в интернете и скачать чертеж на оригинальную конструкцию, предназначенную под используемый тип оборудования. Чтобы изготовить люнет для токарного станка своими руками, необходимо подобрать материал
. Если для деревообрабатывающего станка с минимальными нагрузками достаточно будет древесины, то для металлорежущего токарного станка необходимы стальные заготовки.
Заводские модели производятся из чугуна и имеют значительную массу. Самодельные конструкции будут отличаться легкостью. Используется профильная труба или стальной лист достаточной толщины.
В качестве вращающихся опорных элементов многие берут ролик от роликовых коньков или простые подшипники качения. После изготовления конструкции ее необходимо отцентрировать относительно оси обработки
. Любое значительное смещение приведет к поломке конструкции.
Люнет для токарного станка по дереву может выполнять двойную функцию. Первая — это поддержка деревянной заготовки
. Вторая — использование в качестве задней бабки. После того, как произведено наружное точение, убирается задняя бабка и конец фиксируется в люнете.
Каким бы ни был люнет, он должен содержать три точки опоры, расположенные по кругу через 120°. Так обеспечивается необходимый зажим заготовки
. После изготовления самодельной конструкции ее необходимо проверить.
Первоначально проверяют положения: перпендикулярность к станине и параллельность к патрону станка. Потом проводится динамическая проверка с вращающейся деталью. Сначала выставляются минимальные обороты, а затем постепенно скорость увеличивается до максимума.
https://www.youtube.com/watch?v=RFgvylbpP3w
#17
Опубликовано: 10 августа 2019
Спасибо за совет , сразу видно знающий человек говорит . Я думаю сделать ещё одну партию пенолей с предусмотреной сменой наконечников ( бронза , чугун и тотже капролан) , если ролики не покатят то придётся
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций
.Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок . В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и недостатки.
Люнет для токарного станка своими руками
Здравствуйте, уважаемые самоделкины! Эта статья будет интересна всем, у кого в мастерской есть токарный станок. Как любителям, так и профессионалам. Автор канала «Make it Extreme», часто сталкиваясь с необходимостью обработки больших деталей на токарном станке, решил изготовить для него люнет.

Это приспособление позволяет обрабатывать заготовки больших диаметров и длин с высокой точностью. При помощи него создается дополнительная опора для второго края заготовки, которую стандартной задней бабкой закрепить затруднительно. У автора вот такой токарный станок, именно для него и будет делаться приспособление.

Инструменты. 1. Токарный станок. 2. Сверлильный станок. 3. Сварочный аппарат. 4. Плазменный резак. 5. Болгарка. 6. Торцовочная пила. 7. Мелочевка — молотки, сверла, и т.д. Материалы. Стальная пластина толщиной 25 мм. Стальная полоса, лист. Шпилька диаметром 12 мм. Подшипники, болты, шайбы, гайки… Краска.
Для начала, замеряет размеры направляющих.

Затем, из стальной пластины вырезает самую нижнюю часть основания, на котором и будет крепиться люнет.

Примеряет заготовку к направляющим, она будет находиться под ними.

В ее центре сверлит отверстие для зажима, начиная с малых диаметров сверел.

Затем переворачивает заготовку и проваривает вторую половинку головки болта.

Устанавливает под направляющие и надевает вторую часть, надевает шайбу и накручивает гайку.

Это — механизм фиксации положения люнета на направляющих. При отжатой гайке он легко двигается.

Закрутив гайку — положение фиксируется.

Размеры подошли, а так как верхняя часть была только прихвачена сваркой, проваривает швы.

Из листовой стали автор вырезал вот такие заготовки для корпуса люнета. А вот и плазморез.

У заготовок корпуса срезает часть окружности, что бы они имели ровный край для установки на основание.

Сверлит отверстия для соединительных болтов.

Затем прикладывает вторую панель и фиксирует болтами.

Затягивает болты.
Устанавливает две панели на основание. Вот так они будут выглядеть вместе.
Зачищает шов при помощи болгарки.
Обратите внимание на профиль основания. Приступает к сборке корпусов регулируемых прижимов, их нужно будет три
Для них использует стальную полосу.

Удлиненные гайки вкладывает между полосами, зажимает струбциной.

Убрав гайки, проваривает швы.

Разметив полученную прямоугольную профильную трубу, разрезает торцовочной пилой. Профиль трубы получился прямоугольный из-за формы гаек, шестигранник в квадрат не вписывается.








Зажимает заготовку в патроне токарного станка и стачивает часть резьбы.

Нарезает новую резьбу сначала резцом, затем леркой.

Накручивает «барашек» (ручку — крутилку). Вот так будут выглядеть прижимные механизмы в сборе.

С торца профиля приварил квадрат, и просверлил отверстие для шпильки. Расположив прижимы по местам на раме корпуса, приваривает их.

Установил на концы прижимов подшипники, проверяет схождение в центре и соосность патрону станка.

Нарезав кольцо на дуги, прилаживает их к раме. И проваривает швы.

После зачистки всех поверхностей — финишная покраска аэрозольной краской. Все готово, можно проверять на заготовке из трубы. Между подшипником и трубой подкладывает очень тонкую пластинку, для того, что бы подшипник не раздавило.

После закручивания фиксирующего винта пластинку удаляет. Тем же способом настраивает и остальные прижимы.

Спасибо автору за прекрасное исполнение такого очень нужного приспособления!
Всем хороших идей и послушного инструмента!
Источник
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Обработка деталей в люнетах
Обработка в люнете
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму — в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление — люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
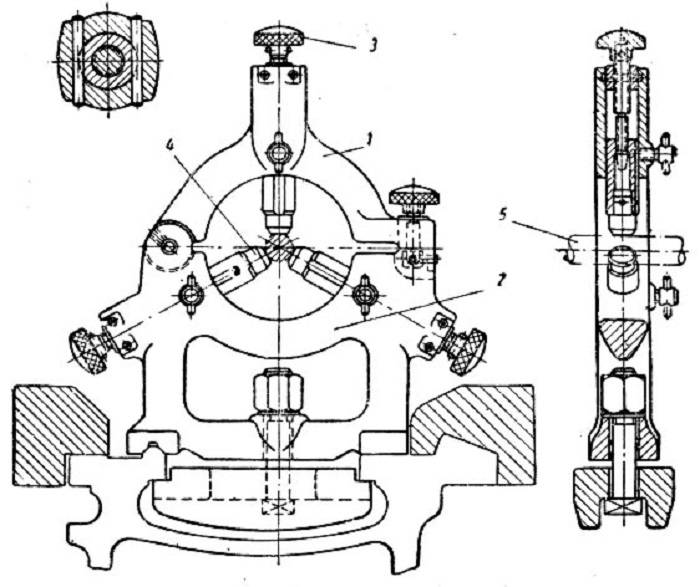
Неподвижный люнет
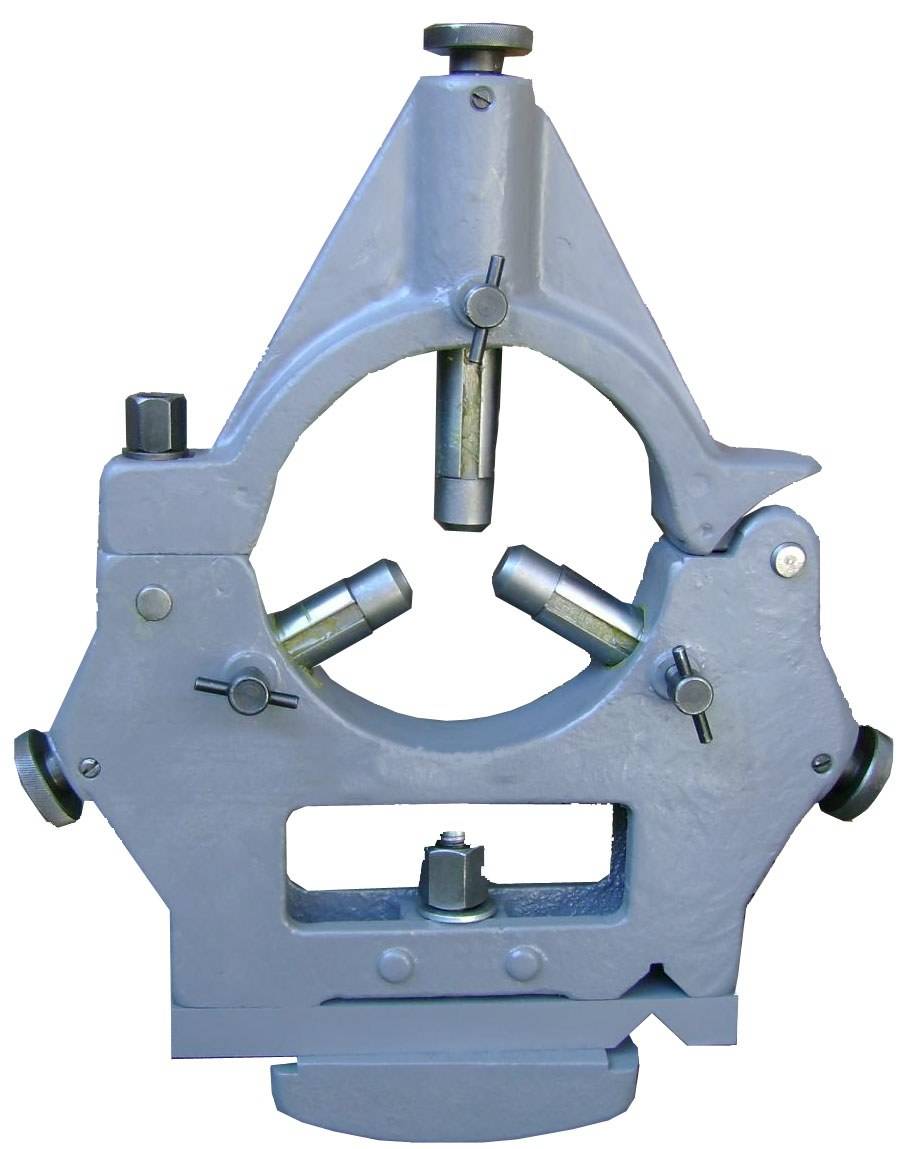
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами — в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете

Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344)
В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Устройство и принцип работы
Люнеты для токарных станков — сложные элементы, которые состоят из нескольких составляющих:
- Цельнометаллическое основание, которое имеет отверстия под крепежные болты. С их помощью конструкция закрепляется на станине токарного станка.
- Опоры с механизмом выдвижения. Выделяется два вида — первый вариант с роликами, с помощью которых опоры можно перемещать, второй вариант — кулачковый тип.
- Винты для регулирования положения кулачков.
На неподвижных люнетах устанавливается металлическая крышка, которую можно смещать.
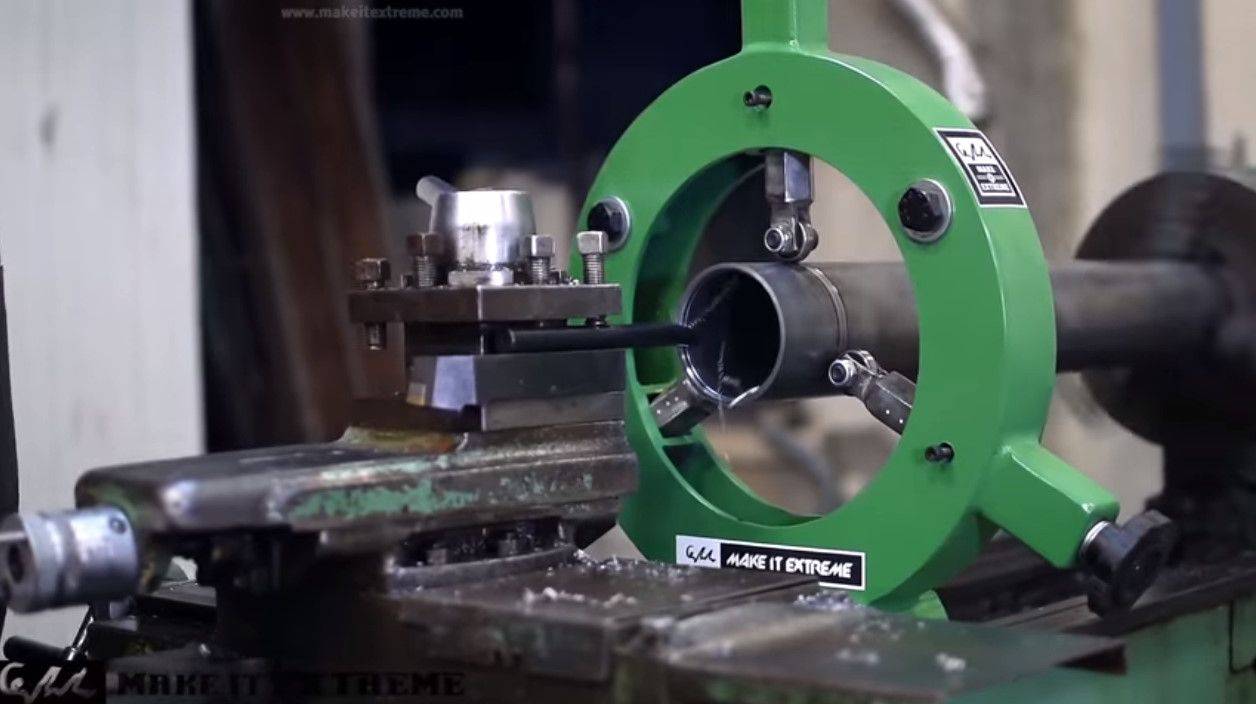
Устройство и принцип работы неподвижного люнета
фото:устройство неподвижного люнета
- Крышка откидная;
- Основание устройства;
- Винты установочные;
- Колодки;
- Деталь для обработки.
Для устранения биения заготовки о поверхность необходимо проточить канавку для держателей. Когда люнет будет установлен на нужном месте, то можно вставлять заготовку, постепенно подводя кулачки к ее поверхности. Закрепив и правильно отцентровав можно приступать к работе. Использование проходного резца для обработки помогает избежать прогибов, а благодаря рычажному нутромеру можно узнать точные размеры обработанной внутренней поверхности.
Основные характеристики и размеры
| Наименование | Внутренний диаметр | Диаметр обработки,от…-до…,мм |
|---|---|---|
| Люнеты неподвижные | ||
| 1К62, ТС-30 | 150 | 20 — 130 |
| 1К625 | 150 | 20 — 130 |
| 1К62Д | 180 | 20 — 160 |
| 1К625Д | 180 | 20 — 160 |
| 16К20, 16Д20 | 160 | 20 — 150 |
| 16К20, 16Д20 | 180 | 20 — 160 |
| 16К25, 16Д25 | 180 | 20 — 160 |
| 1М63, ДИП 300, 163 | 170 | 20 — 160 |
| 1М63, ДИП 300, 163 | 400 | 20 — 380 |
| 1М65, ДИП 500, 165 | 400 | 20 — 380 |
| 1М64, ДИП 400, 1А64 | 400 | 20 — 150 |
Выбор неподвижного люнета
Люнет неподвижный выбирается по заданным размерам детали, которая должна будет подвергнуться обработке
Размер здесь имеет не менее важное значение, чем тип, так как в каждом случае люнет добавляет свой диапазон, в котором лежит минимальный и максимальный размер зажимаемой детали. Под каждую модель токарного станка выпускаются свои модели люнетов, которые совместимы с их параметрами, но при этом имеется несколько производителей в различных странах, которые могут вносить свои изменения в материал изготовления и прочие особенности
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал
Поэтому, при выборе нужно ориентироваться на более жесткий и крепкий материал.
«Важно! От материала зависит срок службы изделия и его качество, так как во время работы он сталкивается с огромными нагрузками и здесь нужен большой запас прочности.»
Маркировка и пример условного обозначения
На каждом изделии имеется своя маркировка, которая раскрывает свойства изделия. К примеру, если взять люнет неподвижный 1М65, то здесь можно понять следующее:
- 1 – первая цифра говорит о том, что он принадлежит к использованию на токарных станках;
- М – второй символ показывает, к какому поколению станков принадлежит изделие;
- 6 – цифра «6» на третьем символе показывает принадлежность к токарно-винторезной подгруппе станков;
- 5 – последняя цифра показывает типоразмер люнета, а именно, центры находятся выше станины на 500 мм.
Производители
- Корвет;
- Красный пролетарий (Россия);
- Днепропресс (Украина);
- Proxxon (Германия);
- Jet;
- Kuson (Южная Корея);
- Zmm-Bulgaria (Болгария);
- Астраханский станкостроительный завод (Россия);
- КраМЗ (Украина);
- SMTCL.
Какие бывают люнеты, их устройство
Приспособление применяют тогда, когда нужно избежать риска повреждения и деформации изделия или режущих элементов станка за счет придания заготовке дополнительной устойчивости, в отдельных случаях — для возможности обработки детали с торца. Устройства бывают подвижного типа и неподвижные.

Люнет неподвижной конструкции
Механизм этого типа предназначен создавать поддержку для габаритных длинных деталей во время обработки. Его крепят в область нижнего зацепления станка стационарно и неподвижно. Результат использования – уменьшение биений и вибраций, повышение точности обработки. Неподвижный люнет состоит из:
- Основы, которая непосредственно крепится к станку при помощи специального болта,
- Крышки, при помощи шарнира соединенной с основанием,
- Фиксатора крышки к основанию,
- Выдвижных кулачков или роликов (обычно их три),
- Механизмов подачи и фиксации кулачков.
В некоторых случаях первые два элемента могут выступать единой конструкцией.
Так как кулачки имеют непосредственный контакт с обрабатываемой поверхностью, в месте соприкосновения последняя может нарушаться. Во избежание этого на концах упоров есть бронзовые наконечники. Сами же кулачки изготавливают из твердых сплавов, чтобы они выдерживали серьезные динамические нагрузки. Выдвижные ролики оказывают меньшее влияние на заготовку в плане ее повреждения.
Люнет подвижной конструкции
Подвижный токарный люнет устанавливают на станке, на его продольном суппорте, и закрепляют к каретке. Вдоль этого суппорта его можно свободно перемещать аналогично тому, как перемещается токарный резец. Приспособление может быть применено для разных диаметров изделий. Результат использования – токарный резец оказывает меньшее давление на поверхность, обработка проходит более равномерно, исключается риск разрушения режущего элемента.
Кроме системы крепления к станку, все остальные элементы люнета подвижной конструкции схожи с неподвижным приспособлением. Существует определенная классификация устройств подвижного типа для токарных станков:
- По типу элементов удержания заготовки – фиксаторы кулачковые, фиксаторы со встроенными роликами,
- Для разных операций обработки детали – под шлифовку, под обточку, для изготовления подшипников,
- По количеству выдвижных упоров – с тремя и более фиксирующими элементами,
- В зависимости от системы регулировки фиксаторов – механическим способом вручную, гидравлическим способом, автоматически.
Устройство и назначение люнета
Люнет токарный – это своеобразная опора. Он позволяет удерживать цилиндрическую деталь в горизонтальном положении и в то же время не препятствует ее вращению вокруг своей оси. Оборудование в токарном деле применяют в нескольких случаях:
- Болванка длинная, в середине провисает. В этом случае закрепленный посередине люнет выравнивает заготовку, и во время вращения нет опасности, что она будет вращаться «веретеном», то есть в центральной ее части будет утолщение. Оно однозначно приведет к неравномерности обработки на токарном станке и может быть причиной вибраций, заклинивания и разрушения резца и заготовки.
- Нужно обработать торец заготовки. В этом случае нет возможности закрепить деталь за этот торец, так как он будет подвергнут расточке. Люнет токарный выставляют как можно ближе к зоне обрабатываемого участка. Эта операция в основном выполняется в последнюю очередь, когда вся остальная длина детали уже проточена начисто.
Люнет может быть установлен на любом металлорежущем оборудовании, если это токарный, фрезерный или шлифовальный станок.
В конструкции присутствуют следующие элементы:
- Основание люнета – это цельнометаллическая деталь. Она имеет нижнюю плоскость с отверстиями под крепежные болты, за счет которой приспособление устанавливается и фиксируется к станине токарного станка.
- Крышка. Она также относится к основанию, характерна для неподвижных токарных люнетов, выполнена из стали, подвижно крепится к нижней части.
- Выдвижные опоры. Могут быть выполнены с роликами на конце либо работать по принципу скольжения (элементы кулачкового типа). Именно кулачки и создают опору для заготовки. Чтобы они менее изнашивались, их усиливают твердосплавными покрытиями. Для уменьшения воздействия кулачков на деталь (протирание или продавливание) контактную часть снабжают наконечниками из бронзы.
- Регулировочные винты. Назначение этого элемента состоит в выдвижении кулачков и последующей их фиксации в заданном положении.
Варианты конструкций самодельных люнетов
Люнет для токарного станка стоит недешево, поэтому покупать его, если приспособление не так часто используется, нет особого смысла. Проще тогда изготовить своими руками люнет. Например, для токарного станка ИЖ1 можно реализовать самоделку, используя следующую конструкцию:
- В качестве основания, где будут закреплены кулачки, берут фланец для соединения труб. Размер фланца по внешнему диаметру составляет 200 мм, по внутреннему – 110 мм. Фланец при помощи транспортира делят маркером на три равных сектора с углом 120 градусов каждый. Линии соединения секторов как раз и будут местами, куда нужно закрепить механизмы подачи кулачков.
- Вместо кулачков можно использовать три шпильки с резьбой 14 и длиной 150 мм каждая. На шпильки с одного торца наваривают ручки (куски проволоки 8 мм в диаметре и длиной по 30 мм, чтобы получилось подобие буквы «Т» по форме), на другой торец заказывают у токаря три бронзовых остроконечных колпачка внутренним диаметром резьбы на 14.
- Механизм регулировки и фиксации кулачков можно сделать из трех гаек внутренней резьбой на 14 (для каждого кулачка), две из которых приваривают напротив друг друга по заранее прочерченным на фланце линиям.
- Для крепления токарного люнета к станине необходимо сделать специальную подложку, которая бы могла перемещаться по полозьям и фиксироваться в определенном месте. Подложку можно сделать из стального уголка с толщиной металла не менее 10 мм и величиной полок по 100 мм. Длина уголка должна быть равной ширине полозьев станины и захватывать направляющие. Для того чтобы полка двигалась строго по направляющим, из уголков с величиной полок по 15 мм, толщиной металла 2 мм отрезают две заготовки длиной по 100 мм. Их укладывают в полозья (друг напротив друга), сверху на них ставят большой уголок, который прихватывают сваркой.
- Далее в основном уголке сверлят отверстие на 12, чтобы можно было болтом закреплять подложку к стандартной металлической пластине от крепления бабки токарного станка. Фланец фиксируют в передней бабке, выставляют так, чтобы одна пара приваренных гаек смотрела вертикально вверх, придвигают вплотную к фланцу уголок на салазках и приваривают к нему.
- Люнет снимают с бабки, на каждый кулачок накручивают по одной гайке, надевают гравер и вкручивают кулачки в заранее приваренные гайки. После этого на торцы кулачков накручивают бронзовые «колпачки».
Токарное оборудование популярно как на крупных предприятиях, так и в домашних мастерских. С их помощью можно выполнять разные технологические процессы: работать с деревом, пластиком, металлом. Однако у новичков часто возникают проблемы с обработкой длинных заготовок. Они провисают, выгибаются. Чтобы удерживать детали при обработке, рекомендуется использовать люнет для токарного станка.
Люнеты токарные для станков по металлу и дереву
Люнет – приспособления для металлорежущих станков (токарных, шлифовальных, фрезерных), предназначенные для поддержки длинных заготовок во время обработки, длина которых более 12-15 диаметров.
Токарные люнеты подразделяются на 2 типа:
- подвижные – устанавливаются на каретке суппорта и перемещается вместе с ней, имеют 2 кулачка, применяются при чистовых обработках;
- неподвижные – устанавливаются и закрепляются на направляющих токарного станка. Имеют 3 подвижных опоры, расположенных друг относительно друга под углом 120 градусов. В верхней части оснастки имеется откидной сегмент, что позволяет устанавливать в приспособление валы различных диаметров.
Существуют 2 типа опор люнета:
- качения (роликовые);
- скольжения (кулачковые).
Особенности
- приспособления сильно влияют на точность обработки заготовок;
- при использовании люнетов возможно снимать стружку большего размера;
- при токарных работах при обработке длинных валов сначала обрабатывают одну часть вала до люнета, а затем переустановив заготовку – другую.
ГОСТ
Скачать ГОСТ 21190-75 «Люнеты роликовые к державкам для токарно-револьверных автоматов»
Скачать ГОСТ 21189-75 «Люнеты призматические к державкам для токарно-револьверных автоматов»
Люнеты для токарных станков по дереву
Имеют отличную, но схожую конструкцию с люнетами для станков по металлу. Применяется для закрепления конца вместо задней бабки, в результате чего появляется возможность вытачивать полые изделия. Однако, он не заменяет заднюю бабку, т.к. для начала необходимо сформировать цилиндрическую поверхность, и только после этого, установить приспособление.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.