

Как расплавить резину до жидкого состояния

Сам процесс достаточно прост, из дополнительных материалов понадобится только растворитель, например, бензин. Залейте им резину и подождите, пока она набухнет. Затем добавьте еще бензина, чтобы получить нужную консистенцию. Чтобы ускорить растворение, можете подогреть раствор на водяной бане. Но учтите, что делать это можно только на улице или в хорошо проветриваемом помещении. В результате химической реакции выделяется очень неприятный и опасный для здоровья запах.
Следует понимать, что расплавить удастся не любую, а только сырую резину. Полученный раствор будет напоминать клей. А вот старые покрышки для этого не подойдут, поскольку они сделаны из сшитой серой резины. Такой материал в углеводородных растворителях не растворяется.
Если вам не удалось достать сырую резину, можно воспользоваться и подошвами из старых ботинок. Единственное требование – они должны быть изготовлены из тероэластопласта (сополимер бутадиена и стирол) без вулканизации.
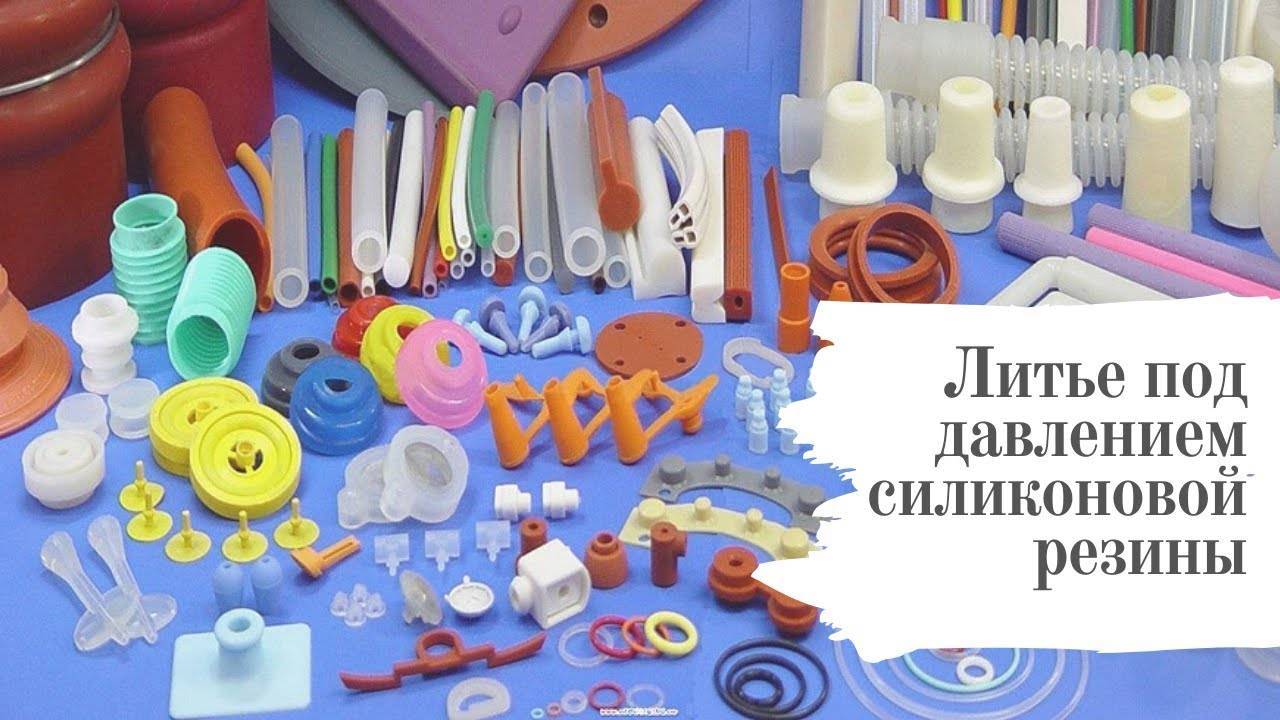
Литье резины под давлением
Производство резиново-технических изделий путем впрыска подогретой каучуковой смеси в подготовленную форму называют литьё резины под давлением. После впрыска происходит процесс вулканизации, то есть каучуковая смесь превращается в резину с заранее заданными свойствами.
Первый опыт получения резиновых изделий методом литья был получен много лет назад. Каучуковую смесь укладывали в специально изготовленную форму и при помощи пуансона ее вдавливают в свободную полость формы. Готовое изделие формируется в сомкнутой форме. Такой подход снижает вероятность появления заусенцев, а сами изделия предельно точно повторяют требуемую конфигурацию будущей детали.
В этом случае, окупаемость форм наступает достаточно быстро.

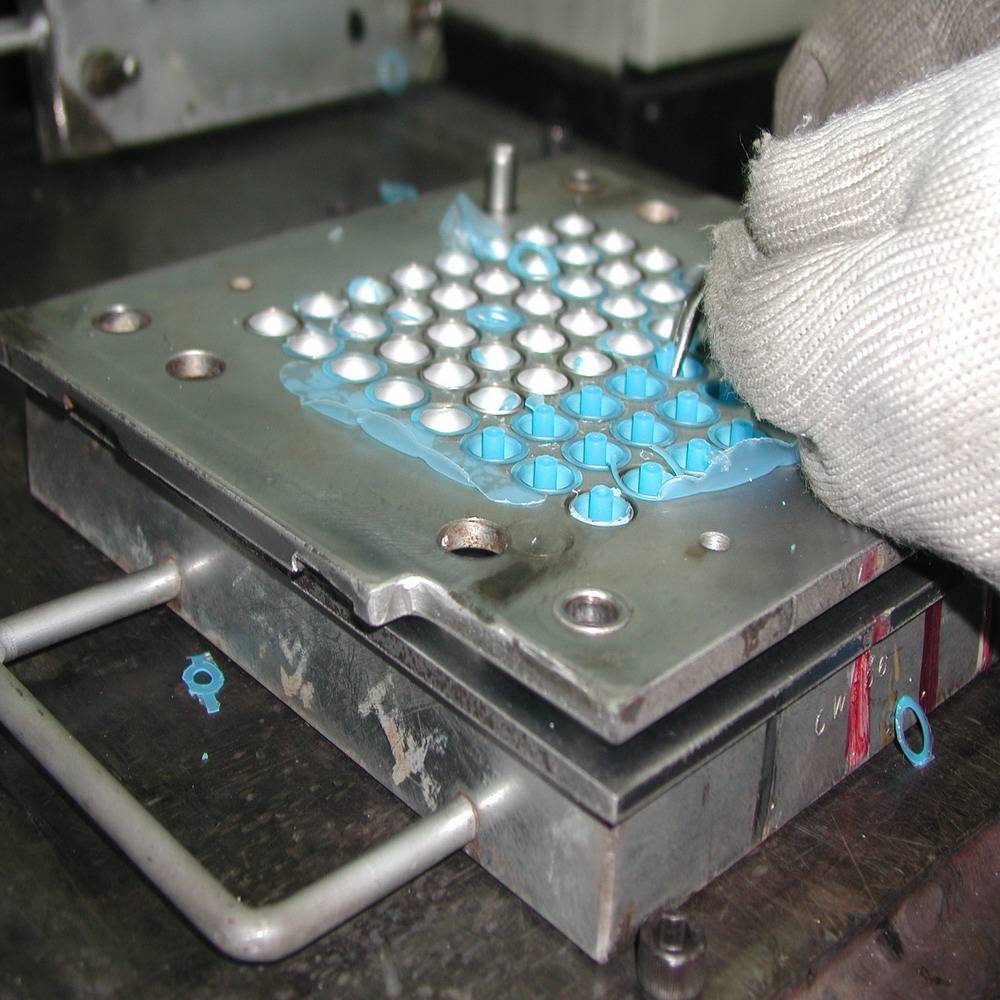
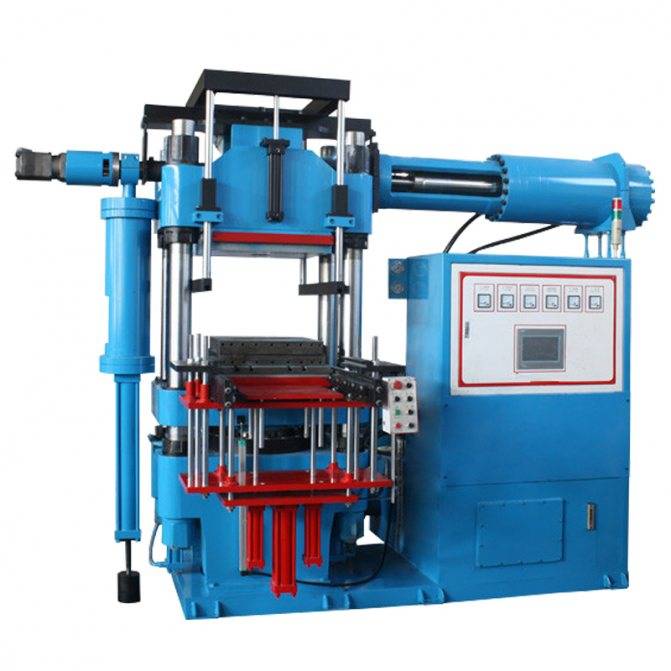
Оборудование для литья под давлением силиконовых резин
Форма состоит из нескольких частей – нескольких колец и сердцевины. Между нижним и средним кольцами расположен объем, в нем происходит формирование изделия. В пространство между верхним и средним кольцами выполняют впрыск подогретой каучуковой смеси. Во время отливки, смесь под воздействием внешнего давления выходит из верхней камеры и попадает, через литьевые ходы, в нижнюю. В ней после остывания образуется готовая деталь.
Следует понимать, что большое количество времени необходимо на сборку разборку литьевой формы, извлечение готовой детали и засыпку каучуковой смеси, нельзя забывать и о своевременном обслуживании литьевого оборудования.
Дозирование
Литье резины – это непрерывный технологический процесс. Заранее подготовленную смесь закладывают в емкость, откуда она поступает в бункер с вращающимся шнеком. Смесь под давлением, которое создает шнек, подается в форму.

Процесс дозирования в литье под давлением
По мере заполнения формы, шнек прекращает свое вращение. В емкости со шнеком должны быть созданы такие условия, чтобы каучуковая смесь не должна подвулканизироваться.
Смешение
Для литья резины в форму применяют заранее приготовленные и перемешанные смеси. Но, при ее обработке в литьевой машине, во время движения по шнековому каналу, происходит дополнительное ее перемешивание.
Виды резины
По твердости выделяют три основные ее группы:
- мягкая – латекс;
- средняя;
- твердая – эбонит.
Природный компонент обладает лучшими эксплуатационными качествами, поэтому шины для автомобилей делают из натурального каучука. На небольших предприятиях изготовление резины предусматривает более дешевый синтетический материал.

Латекс идет на изготовление перчаток, игрушек, различных изоляционных материалов, непромокаемой одежды, подошвы для обуви. Резина средней плотности широко применяется в быту и на производстве. Это всевозможные прокладки в кранах, коврики, муфты в автомобилях и механизмах. Из эбонита вытачивают детали, от которых требуется высокая твердость и устойчивость к истиранию. Это элементы подшипников, колес, втулок.
Какое купить средство для восстановления лоска
При выборе раствора, для обработки шин, в первую очередь, нужно обратить внимание на его состав. От него будет зависеть результат. Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой
Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
Для лета можно и на водной основе, а вот для зимы лучше если средство на силиконовой. Автомобильные магазины предлагают большой ассортимент чернителей и все они делятся на два вида:
- Блестящие – это смазки, которые состоят с большого количества силикона. После их нанесения, покрышки станут блестящими, а внешний вид более привлекательными. Недостаток: они действуют на протяжении короткого промежутка времени, после попадания пыли или грязи они могут потерять свой первоначальный вид.
- Матовые. Их используют не только при обработке шин, но и для всего автомобиля. После покрытия резины таким видом жидкости, она приобретет глубокий черный цвет. Недостаток такого вида чернения — короткий срок действия после контакта с водой, в результате их внешний вид становиться еще хуже, чем до окрашивания.
Использовать различные средства для чернения шин можно хоть и ежедневно, если для вашего кошелька это не накладно. Но будет значительно эффективнее, применять для достижения конкретно заданного результата разобравшись из свойствами, предназначением и последствиями обработки. На различных форумах можно нередко встретить обсуждение темы чернения, её надобности и смысла. Изучив несколько таких дискуссий, ознакомившись с отзывами и личным опытом использования, мы пришли к выводу, что к лучшим средствам для чернения резины можно будет отнести 5 ниже представленных жидкостей.

Чернение колес. Лайфхак против специальных средств.
Резина считается одним из самых распространенных материалов на сегодняшний день. Со временем основные характеристики могут существенно снизиться. Довольно распространенным вопросом можно назвать то, как провести размягчение резины
Подобную процедуру можно выполнить самостоятельно в домашних условиях, важно соблюдать все рекомендации

Избавляемся от силикона на одежде
Силиконовые герметики широко применяются в ремонте и строительстве. Но небрежное обращение с этой субстанцией может привести к образованию стойких пятен на ткани, и для избавления от них придется использовать специальные очистители или подручные средства.









Кислотно-силиконовый герметик обладает характерным запахом уксуса, при этом его удаление производится при помощи 70% раствора уксусной кислоты
Удаляя пятно от такого силикона, нужно принять меры предосторожности: надеть очки, крепкие резиновые перчатки и респиратор, так как уксусная кислота отрицательно влияет на глаза, кожу руки и дыхательные пути. Для очищения пятна нужно его обильно, оставить на 30 минут и удалить силикон ветошью. Силиконовый нейтральный герметик на основе спирта легко удаляется при помощи спиртосодержащих жидкостей
Можно взять медицинский, технический, денатурированный спирт или водку и нанести на загрязненное место, а затем удалить пятно щеткой. Оксимный, аминнный или амидный силиконовый герметик удаляется с помощью уайт-спирита, бензина, ацетона или растворителя. Жидкость наносится на губку, затем на пятно и оставляется на 30 минут до растворения силикона. При необходимости обработку можно повторить. Затем постирать ткань обычным способом со стиральным порошком
Силиконовый нейтральный герметик на основе спирта легко удаляется при помощи спиртосодержащих жидкостей. Можно взять медицинский, технический, денатурированный спирт или водку и нанести на загрязненное место, а затем удалить пятно щеткой. Оксимный, аминнный или амидный силиконовый герметик удаляется с помощью уайт-спирита, бензина, ацетона или растворителя. Жидкость наносится на губку, затем на пятно и оставляется на 30 минут до растворения силикона. При необходимости обработку можно повторить. Затем постирать ткань обычным способом со стиральным порошком.
Помимо этого, силиконовое пятно можно очистить механическим способом при помощи пластикового скребка. Для этого ткань натягивается на ровную поверхность и пятно аккуратно соскабливается. Остатки можно удалить одним из перечисленных выше способов.
Использование силиконового герметика
Тоже ничего сложного. Даже проще чем все, что было до этого.
- Любой силиконовый герметик выдавливаем на тарелку.
- Добавляем картофельный крахмал.
- Вымешиваем каучуковое тесто.
- Такая масса идеальна для изготовления молдов.
- Заготовку, а это может быть что угодно, смазываем маслом или кремом для рук.
- Облепливаем силиконом.
- Забываем про это дело до завтра.
- Силикон застыл, разрезаем вдоль канцелярским ножом, вынимаем заготовку — готово! Все гениальное просто.
Второй вариант. Катаем из этого же теста шарик, вдавливаем в него заготовку будущего молда. Ну, допустим, монету. Ровняем края. Через те же считанные часы проверяем степень затвердения силикона. Вынимаем денежку, молд готов!

Чернение шин глицерином с водой
Наиболее распространенный метод – использования глицерина, который можно без проблем приобрести в аптеке. Глицерин — бесцветная, вязкая и очень гигроскопичная жидкость, смешивается с водой в любых пропорциях. Для того чтобы провести чернение шин в домашних условиях вам потребуется всего пять баночек по 25 мл или три по 40 мл, способ приготовления достаточно простой, нужно всего лишь смешать глицерин с водой в пропорции 50 на 50 (1:1).
Если нужен жирный раствор, то можно и 5 долей глицерина к 3 воды, тогда вам нужно будет не разбрызгивать жидкость, как в первом случае, а просто аккуратно наносить предварительно смоченной губкой. Также еще некоторые водители-экспериментаторы используют такие пропорции как 1:3 (эффект повышенной жирности), 1:5 (легкий блеск) или 1:7 (легкий матовый эффект), все зависит от степени выгорания шин.
Самыми главными преимуществами данного метода являются:
- Доступность материалов.
- Экономичность и минимальные финансовые расходы, стоимость его около 9 рублей.
- Возможность быстрого приготовления.
- Возможность частого применения, а также можно использовать на черных пластиковых элементах кузова автомобиля, например на бампере.
Недостатки:
- недолговечность использования покрышки, а именно подсушивание и растрескивание резины при низкой влажности воздуха;
- после нанесения резина будет иметь блеск, но поскольку это жирная сладковатая жидкость, то шина хотя и будет блестеть но буквально сразу начнет притягивать пыль;
- после первого контакта с водой смывается.
Блестящий эффект может длится всего 2-3 дня и то, если не будет проливных дождей, поэтому мыть авто после нанесения не рекомендуется, иначе шины обретут свой прежний вид.
Зачем чернить резину и что это даст
В первую очередь нужно понимать, что такое чернение шин, так вот – это процесс обработки резины специально предназначенной жидкостью, которая не окрашивает в черный цвет, а усиливает черноту и покрывает защитным слоем. Такое средство не только придает больше лоска, но и хорошо защищает колеса от грязи, пыли, противодействует растрескиванию. Кроме того чернители смягчают резину, тем самым делая ее эластичной, что способствует сохранению ее целостности достаточно долгий период.
Эффект до обработки и после
Преимущества чернения шин:
- Значительно снизится изнашивание покрышек.
- Защита от загрязнения.
- Маскировка мелких дефектов, за счет слоя силиконового клея.
- Срок эксплуатации резины.
Чернители можно приобрести в любом авто магазине, их цена стартует от 200 рублей, но если вы решили сэкономить свой бюджет, то можно провести эту процедуру и в домашних условиях, поэтому далее будем разбираться с самыми популярными методами чернения шин.
Изготовление приспособления для вулканизации
Самодельные вулканизаторы делятся на электрические и бензиновые. Делаются они из деталей, отслуживших свой срок. Основные узлы:
- неподвижный стол;
- нагревательный элемент;
- струбцина.
Самая простая электрическая модель получается из старого утюга, в котором есть рабочая спираль. Этот вариант имеет регулятор, значит, удобнее других. Рабочая поверхность – подошва. Ручку лучше убрать, перевернуть утюг, установить на скобу из толстого листа. Сверху ложится ремонтируемое изделие и зажимается струбциной.
Для бензинового варианта использовать удобно поршень двигателя. В него наливается бензин и поджигается. Для контроля положите на латку бумагу. Она начинает желтеть на критической для резины температуре.
Область применения силикона для заливки
Формы для литья получили много функций. Их используют:
- в работе с глиной, мастикой или гипсом;
- пищевой промышленности;
- в качестве инвентаря для производства мыла.
Такие молды делают из силикона, характеризующегося термостойкостью. Материал совершенно безопасен для здоровья. Поэтому формы можно использовать для приготовления выпечки в духовом шкафу.

Один маленький набор молдов стоит от трехсот рублей и выше. Многим кажется, что создать их нелегко. Но это не так, если знать точный алгоритм работы. Поэтому мастера, которые изготавливают статуэтки и украшения, делают заливочные формы сами. Часто это перерастает из простого хобби в прибыльный бизнес.
Стоимость силикона
Отдельно остановимся на ценовом факторе сырья, немаловажном для процесса изготовления cиликоновой приманка своими руками. Ведь в большинстве случаев, как мы уже убедились, себестоимость продукта является основным катализатором к началу выполнения самостоятельных работ
Понятно, что старые приманки обойдутся рыболову в нулевую стоимость, но вот их отсутствие потребует определённых затрат на покупку нужного товара.
На данный момент стоимость такого материала как Эластолюкс, предлагающегося покупателю в мерной таре в 1 килограмм, обойдётся в 1220 рублей. Из чего можно легко подсчитать себестоимость получаемого по итогу одного экземпляра наживки исходя из его конечной массы. Благо для рыболова стоит отметить, что отходов при производстве практически не бывает, а получаемые обрезки или брак достаточно просто заново переплавить, получив достойный по свойствам продукт.

Упомянутые как перспективный для выпуска силиконок материал в виде компонентов Пенталаст 718 и Пенталаст 710, а также аналога компаундов в виде Виксинт К-18 обойдутся чуть дешевле. Килограмм этих материалов будет стоить порядка 800 рублей за вышеупомянутую килограммовую ёмкость, в комплекте с отвердителем или проще говоря отвердителем, способствующем застыванию отлитого в форму состава при комнатной температуре.
В продажах кроме килограммовой тары встречаются комплекты составов в более мелких упаковках, но как свойственно большинству расфасованного мелкими порциями продукта, цена на них, на порядок выше стандартных упаковок, что существенно повлияет в итоге на конечную стоимость изделия. Да и скорее всего для домашнего производства лучше иметь запас отлично сохраняющегося сырья с прицелом на выпуск более крупных партий перспективных и рабочих насадок.









Метод холодного отвержение – что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
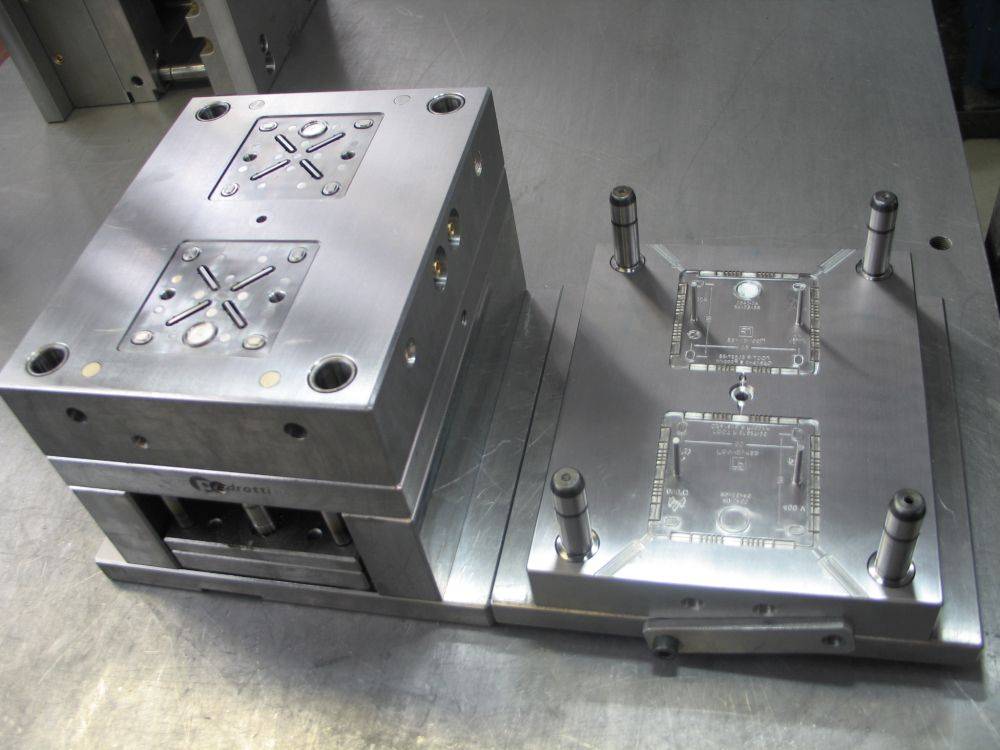
- Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
- Изготовление силиконовой формы. Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
- Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
- Готовое изделие. Мы можем делать различные работы – от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае – доступная стоимость и высокое качество. Обращайтесь!
Как сделать силикон в домашних условиях
Первый способ
Для приготовления силиконового каучука (полидиэтилсилоксана) понадобятся жидкое стекло и этиловый спирт. Берется пластиковая емкость, в которую наливаются компоненты в равных пропорциях и аккуратно перемешиваются любым инструментом. Когда смесь загустеет, нужно доводить до состояния пластилина разминая руками.
Далее, из силиконовой массы можно лепить необходимые формы, которые оставить затвердевать на некоторое время, пока изделие не станет твердым.
Второй способ
- 150 г уайт-спирита;
- 1 капля акриловой краски;
- 3 капли жидкого глицерина;
- 30 г силиконового герметика.
Для изготовления силикона нужно погрузите герметик в емкость, добавить туда краску, глицерин и уайт-спирит. Раствор нужно перемешивать до получения однородной массы. С этим раствором можно работать не более пяти часов, так как после этого времени он затвердевает.
Третий способ
Нужно взять равное количество силиконового герметика и картофельного крахмала. Перемешивать массу около 10 минут, пока силикон не начнет легко отставать от рук, тогда можно приступать к изготовлению необходимой формы.
Четвертый способ
Берется желатин и глицерин в равных пропорциях, тщательно перемешиваются. Затем раствор нужно греть на водяной бане примерно 10 минут, постоянно перемешивая
Важно не допустить закипания желатина, иначе может появиться резкий неприятный запах
Пятый способ
Он используется для изготовления силикона для форм своими руками. Для этого нужно взять форму немного большего размера, чем копируемый объект. На дно формы наливается немного силикона и оставляется до застывания — это основание предмета.
Толщина основания должна быть один сантиметр и более, чтобы «домашняя резина» надежно обертывала предмет со всех сторон. Если форма выйдет тонкой, тогда быстро порвется при извлечении прототипа или совсем не будет держаться.
Затем прототип окунается в емкость с желатином для избавления от воздушных пузырей, а затем быстро переносится на дно формы, чтобы приклеился. Затем форму нужно полностью заполнить силиконом. Хорошо подойдет самодельная смола из четвертого способа, которая твердеет очень быстро. Сразу после остывания форму необходимо разобрать, сделать надрез и аккуратно извлечь прототип.
На последнем этапе, потребуется замешать и залить в форму эпоксидную смолу. Застывший отливок извлечь будет сложно, поэтому нужно будет полностью разорвать силикон.
Частые вопросы — ответы
Чем можно заменить силиконовые формочки?
Отличная альтернатива – стекло и керамика.
Какая у силикона электропроводность?
Обладает очень низкой электропроводностью.
Какой силикон лучше для изготовления форм?
Лучшие серии — E-Series, Mold Star Series, Equinox Series, Rebound Series.
Как склеить силиконовые изделия в домашних условиях?
Можно использовать специальный клей для эластичных изделий, силиконовый герметик, или огнем растопить порванные края и соединить.
Как сделать жидкую резину в домашних условиях?
Нужные ингредиенты – бура (1уп), клей ПВА (2 бутылки), вода (0.5 стакана), краситель, емкости и что-то для размешивания. В одной емкости соедините буру и воду, размешивайте до прозрачного состояния. В другой – клей и краситель. Перемешайте содержимое обеих посудин и подождите, пока жидкость застынет.
Сколько застывает силикон?
На период высыхания влияет много факторов – влажность и температура воздуха, толщина слоя. В среднем, за 15 минут образуется пленка, за 24 часа происходит отвердевание вещества. Кислотный герметик высыхает за 4-6 часов, нейтральный – за сутки. Так же примерное время «готовности» всегда указано на упаковке.
Окруженный заботой автомобиль выделяется из общего потока. Автолюбитель моет и полирует кузов, начищает пластиковые молдинги. Нередко объектом пристальной чистки оказываются покрышки. Как известно, эти детали теряют свой первозданный вид в течение первого года эксплуатации. Виной тому погодные условия и пылевая напасть. Результат – машина блещет, а резина отдает характерным серым оттенком, только отталкивающим взгляды.
Особенности выбора дисков
При выборе недорогих колесных дисков необходимо обращать внимание на следующие параметры:
- Монтажный диаметр диска (D). С учетом этого размера необходимо подбирать внутренний диаметр покрышки. Если вы покупаете изделие большого диаметра, для него нужны будут низкопрофильные шины, иначе готовое колесо не станет в арку.
- Вылет (ET). Многие приобретают дешевые автомобильные диски с большим вылетом, что делает внешний вид автомобиля более «брутальным». Но такой вариант негативно отражается на езде и портит подвеску машины. Поэтому выбирайте вылет такой, какой предусмотрен документацией к транспортному средству.
- Диаметр кольца крепежных отверстий (PCD). Если выбрать неправильно, вы просто не сможете установить колесо на ступицу.
- Ширина обода (B). Этот размер необходимо учитывать, если вы покупаете диск для уже имеющихся шин. В противном случае можно просто купить покрышки, которые подходят к диску.
Подробнее о технологии литья пластика

Большой выбор полиуретановых смол, позволяет литейщикам подобрать для заказчика максимально подходящий по физическим и механическим свойствам материал. Как правило, в процессе литья все полиуретановые смолы можно подкрасить пигментом, тем самым литейщик может получать на выходе качественное «цветное» изделие, ну а заказчик – качественный продукт.
Для создания качественной силиконовой литьевой формы необходимо:
- Качественный прототип Качественный силикон с высокими показателями того что необходимо заказчику. (Это может быть и показатели на разрыв увеличение или уменьшение количества отливок, мягкость силикона влияет на то какая сложная деталь будет отливаться и т.д.)
- Вакуумная камера для дегазации силикона Зачем делать дегазацию? Если залить прототип не дегазированным силиконом то пузыри образованные при перемешивании могут прилипнуть к поверхности прототипа, образовав ненужную полость. При заливе полиуретановым пластиком этот пузырь появится в виде нароста на отливке. Или возможен другой вариант. Пузырь не прилипает, а находится очень близко от поверхности прототипа и образовывается тонкая стенка между прототипом и пузырем. После 10 – 15 отливки стенка начинает деформироваться в сторону, где находится отливка, тем самым образуя на поверхности отливки раковины.

Ну, а теперь расскажу о подводных камнях которые могут вас подстерегать при заказе литья в силиконовую форму.
Миф:
- Силиконовая форма какая бы она не была крутая, даже качественные материалы не держат более 35 съемов. Этот показатель можно увеличить за счет обработки специальными аэрозолями, т.е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами.
- В любой силикон можно заливать любой полиуретан. Это не так рекомендуется использовать полиуретаны и силиконы одного производителя. Об этом нужно уточнять при заказе. Почему? Химическая реакция она и есть химическая реакция, силикон не вечен, можно убить форму даже через 2 отливки.
- Силиконовые формы делают все кому не лень! Если так рассуждать то все делают но все тогда должны получать качественный продукт!

Доверяйтесь профессионалам, пусть ваша силиконовая форма будет дороже, но технологический процесс её изготовления не будет нарушен! Пусть ваша форма будет сделана из высококачественного силикона! Пусть прототип ваш будет высоко точным и качественным! Тогда Вы получите максимальные показатели по количеству отливок, вы получите максимально качественные отливки и все это в максимально короткие сроки.
Процесс литья под давлением [ править ]
Жидкие силиконовые каучуки поставляются в бочках. Из-за их низкой вязкости эти каучуки могут перекачиваться по трубопроводам и трубам к вулканизационному оборудованию. Два компонента прокачиваются через статический смеситель дозирующим насосом . Один из компонентов содержит катализатор , обычно платину.на основе. Красящая паста, а также другие добавки также могут быть добавлены до того, как материал попадет в секцию статического смесителя. В статическом смесителе компоненты хорошо перемешиваются и передаются в охлаждаемую дозирующую секцию литьевой машины. Статический смеситель обрабатывает очень однородный материал, что позволяет получать продукты, которые не только очень однородны по всей детали, но и от детали к детали. Это контрастирует с твердыми силиконовыми каучуковыми материалами, которые покупаются предварительно смешанными и частично вулканизированными. Напротив, твердые силиконовые каучуки обрабатываются методом трансферного формования, что приводит к меньшей однородности материала и меньшему контролю, что приводит к более высокой вариабельности деталей. Кроме того, твердые силиконовые каучуковые материалы обрабатываются при более высоких температурах и требуют более длительного времени вулканизации.







Жидкий силикон имеет очень низкий индекс вязкости и требует идеального уплотнения полости формы, чтобы гарантировать готовый продукт без заусенцев. Поскольку нагнетание осуществляется при высокой температуре, расширение стали и естественная усадка материалов необходимо учитывать на этапе проектирования оснастки для впрыска LSR.
Из секции дозирующей литьевой машины, соединение выталкивается через охлажденное спру и бегун систему в нагретую полость , где вулканизация происходит. Холодный канал и общее охлаждение не приводят к потере материала в линиях подачи. Охлаждение позволяет производить детали из LSR практически без отходов материала, исключая операции обрезки и обеспечивая значительную экономию затрат на материалы.
Жидкие силиконовые каучуки поставляются в различных емкостях, от тюбиков до бочек на 55 галлонов. Из-за их вязкой природы эти жидкости перекачиваются при высоком давлении (500-5000 фунтов на кв. Дюйм) на основе твердомера материала. Сырье поставляется в двух отдельных контейнерах (известных в промышленности как комплект), обозначенных как соединения «А» и «В», причем сторона «В» обычно содержит катализатор, но может варьироваться в зависимости от марки используемого силикона. Два соединения (A и B) должны быть смешаны в соотношении 1: 1, обычно с помощью статического смесителя, добавляя пигмент в процессе смешивания до начала процесса отверждения. Как только два компонента соединятся, немедленно начинается процесс отверждения. Охладитель, подающий холодную воду к фитингам с рубашкой, обычно используется для замедления процесса отверждения перед загрузкой материалов в форму. Цветной пигмент может быть добавлен с помощью инжектора цвета, используемого вместе с насосом для материала (система дозирования с замкнутым контуром), до того, как материал попадет в секцию статического смесителя.
В сценарии холодной палубы, 1 до 1 смешанного соединение нагнетается через охлажденное спру и бегун систему в нагретые полости , где происходит вулканизация. Холодный бегун и общее охлаждение приводят к минимальным потерям материала, так как впрыск происходит непосредственно в деталь или полость, что позволяет сэкономить на общих затратах на материалы и использовать резину высокой консистенции. Охлаждение позволяет изготавливать детали LSR с почти нулевым отходом материала затвора клапана, однако это не гарантирует готовую деталь без заусенцев. Формы и инструменты различаются по конструкции, исполнению и стоимости. Хороший холодный бегунок стоит дорого по сравнению с обычным горячеканальным инструментом и может обеспечить высокий уровень производительности.
Как сформировать ассортимент?
Для начала нужно определиться, что именно вы хотите производить. Если это формы для выпечки, тогда составьте список всех изделий из силикона, которые пригодятся на кухне. Что это может быть:
- Силиконовые формы, позволяющие жарить на сковородке яйца, оладьи или котлеты в виде кружков, звездочек и любых других фигур.
- Круглые силиконовые емкости с рифлеными краями пригодятся для выпечки капкейков, кексов, маффинов.
- С помощью специальных форм можно самостоятельно приготовить шоколад.
- Формы большого и среднего размеры подойдут для создания муссовых тортов и бисквитов.
- Высокие прямоугольные формы помогут хозяйкам готовить домашний хлеб.
Чернение резины хозяйственным мылом
Сложно представить, что такой казалось бы самый обычный продукт, как хозяйственное мыло, может помочь с обновлением шин. Для данного метода нужна будет только вода, мыло и щетка для мытья автомобиля со щетиной средней жесткости (примерно 70%). Чтобы провести данную процедуру необходимо сразу очистить шину от пыли и грязи, после чего густо намылить щетку и натереть резину. Также существует еще один способ, для этого нужно будет измельчить мыло с помощью ножа или терки и растворить его в теплой воде. После приготовления раствора необходимо хорошо натереть покрышки. Оба способа достаточно эффективны, после него ваши колеса будут сиять как новенькие. Самым главным преимуществом данного метода является его доступность, простота исполнения и дешевизна. Также есть и другая сторона медали, этот метод не рекомендуют часто использовать, потому что мыло очень сушит резину и значительно снижает срок их службы. Поэтому подумайте лишний раз перед тем как наносить всякие жидкости на резину, что бы потом не пришлось производить ее замену.
Жидкая резина своими руками

Сделать жидкую резиновую массу можно и в домашних условиях и это более доступный способ, чем искать сырую резину. Вам понадобится купить всего лишь 1 пачку буры и 2 бутылочки клея ПВА. Само приготовление заключается в следующем:
- Смешайте буру с 0,5 ст. воды, чтобы жидкость стала прозрачной.
- Добавьте клей и снова хорошо перемешайте.
При необходимости можете окрасить резину в нужный цвет. Для этого предварительно добавьте в клей краситель и только после этого смешивайте с разведенной бурой.
Домашнюю жидкую резину можете использовать сразу или же поставить в холодильник. Там она сможет некоторое время храниться в жидком виде, не застывая.
Виды уплотнительных колец форсунок
Входные или верхние уплотнительные кольца присутствуют как на бензиновых, так и на дизельных форсунках. Они служат для устранения подсоса воздуха и протекания топлива в месте подсоединения форсунки к топливоводу. Наиболее часто они изготавливаются из резины, так как:
- нет больших механических нагрузок;
- температурное воздействие невелико, из-за наличия расстояния до горячего двигателя;
- резина характеризуется высокой эластичностью;
- медленная потеря свойств под воздействие агрессивной среды.

Резиновые входные уплотнители
Нижний уплотнитель работает в более жестких условиях, поэтому возможны следующие варианты:
- металлическое кольцо;
- уплотнение из сплава;
- резиновое, изготовленное из специального состава, способное выдержать температурное и механическое воздействие.
Для повышения надежности возможно одновременное применение металлического и эластичного уплотнителя. При этом нижнее кольцо изготавливается из стойкого материала, например, меди и выполняет функцию пламегасителя. Верхнее кольцо в таком случае защищено от неблагоприятного влияния. Изготавливается оно из резины, что позволяет обеспечить герметичность системы на должном уровне.





