

Виды цинковых сплавов по назначению
По назначению сплавы цинка могут быть нескольких видов:
- Деформируемые.15% – алюминий, 5%- медь, более 1% – магний. Изготавливается в виде листов или прутьев. По свойствам схожи с латунью.
- Литейные. Их изготавливают путем добавления в цинк 3-4% меди и алюминия, а также 0,05% магния. Имеют хорошую текучесть. Поэтому их изготавливают посредством литья под давлением или литья в формы.
- Антифрикционные. В их состав входит 10% алюминия, 5% меди и 0,1% магния. Изготавливаются посредством литья под давлением. Имеют низкий коэффициент трения и используются в автомобилестроении.
- Припои. Их используют для пайки алюминиевых деталей. Обычно включают в себя примеси – металлы. От этого повышается их прочность.
- Типографические. В их состав входит 7,5% алюминия, 2% магния и примерно 4% меди. Такие сплавы очень прочные, отлично льются в формы.
- Протекторные. В их состав входит не более 1% алюминия и мизерное количество кремния и магния. Устойчивы к коррозии даже во влажной среде. Поэтому такие сплавы применяются в качестве защитных материалов.
Цинковые сплавы хорошо себя зарекомендовали и получили широкое распространение. Но при их создании должны точно учитываться пропорции, иначе будет получен материал плохого качества.
Современные методы литья из алюминия
Виды литья алюминия во многом схожи с литьем других металлов. «Московский литейный завод» в совершенстве владеет такими методиками и технологиями и производит продукцию высокого качества и надежности.
Литье из алюминия относится к литью из цветных металлов. Наиболее эффективными методами литья алюминия, используемыми промышленными предприятиями, являются:
- Литье алюминия под высоким давлением;
- Литье в кокиль (металлическую форму);
- Центробежное литье;
- Литье с использованием гипсовых комбинированных форм.
Технология производства литья из алюминия предусматривает также метод литья алюминия в пенопласт.
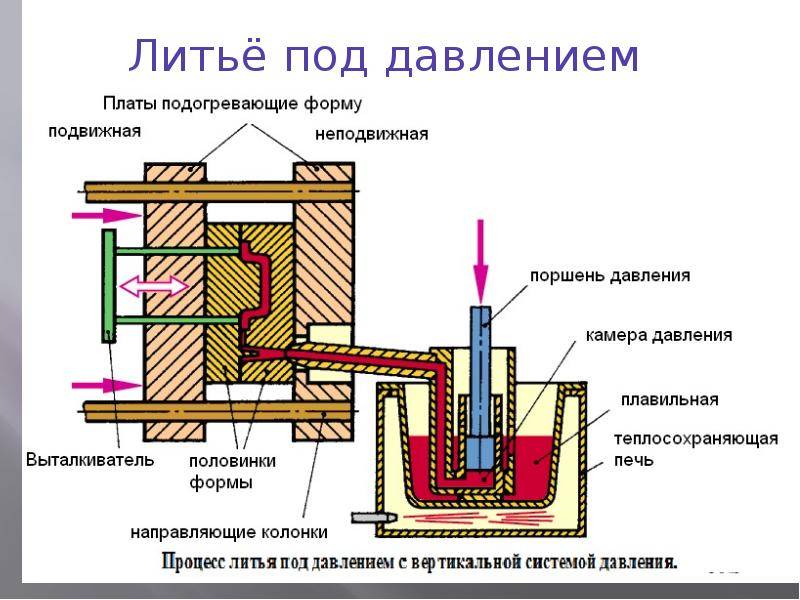
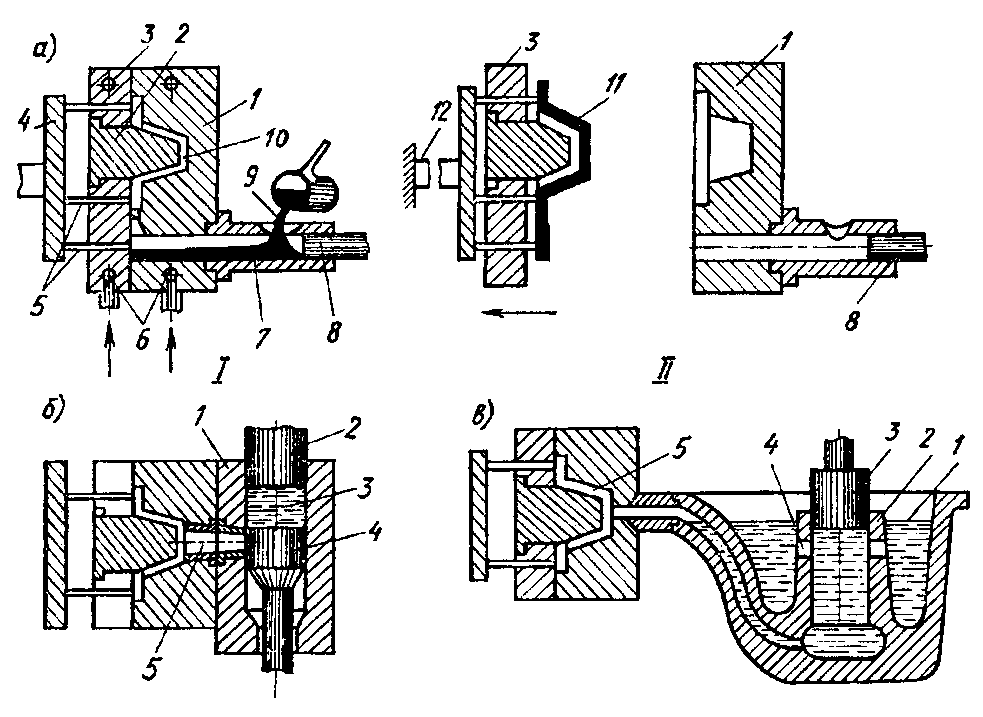
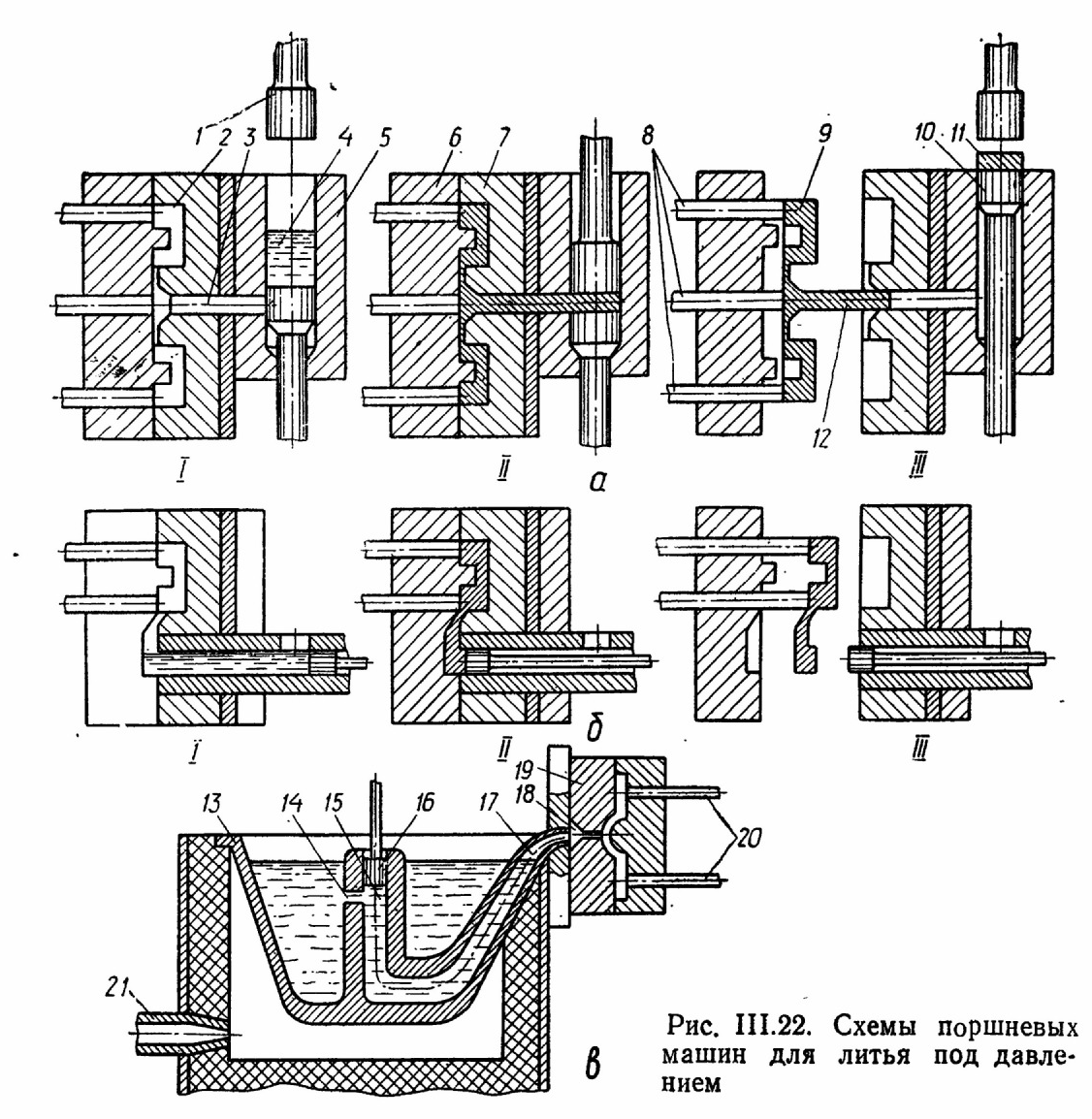
Самым продуктивным считается организация литья алюминия под давлениемпри помощи поршневых машин. Этот метод позволяет получить качественные и прочные отливки. Гидравлический пресс или поршень, под воздействием сжатого газа может нагнетать давление до 200 атмосфер. Благодаря этому, получаются отливки с ровной поверхностью и не требующие особой обработки (шлифования, полирования и т.д.). Процесс протекает в специальных разъемных формах. Таким методом можно получить детали сложных форм с отличными характеристиками.
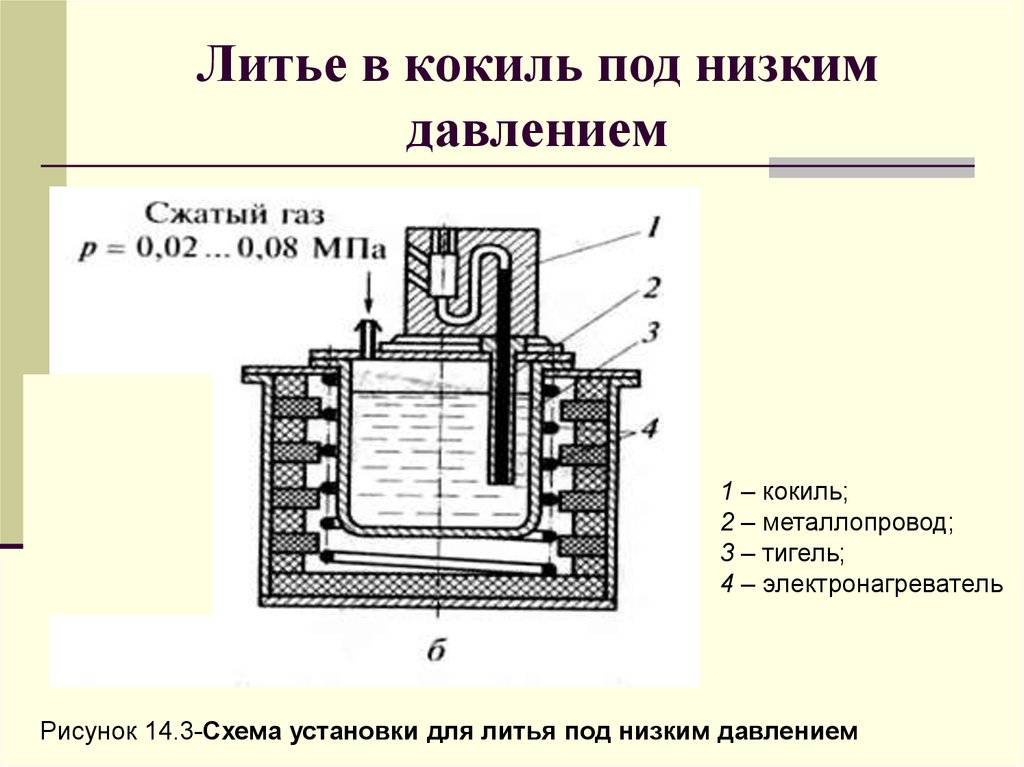
Метод литье изделий из алюминия в кокиль (кокиль – металлическая форма, бывает разъемная или неразъемная) предусматривает многоразовое использование форм. Неразъемные формы используют для литья простых деталей. Разъемные формы могут быть вертикальные, горизонтальные или криволинейные. Части формы соединяются между собой и после этого подается расплавленный алюминий.
Оба эти метода достаточно экономичные и позволяют получать детали, отличающиеся высокой надежностью и точностью.
Отличие алюминия от сплавов на их основе
Чтобы найти различия между алюминием сплавами на его основе потребуется проведение лабораторных исследований. Однако, Кулибины нашли несколько способов, которые можно использовать самим, в домашних условиях.
При механическом воздействии на дюраль, от сплава не исходит высокого частотного звона. Удар по Al провоцирует появление звонких частот, обладает особым блеском, благодаря котором можно увидеть собственное отражение.
Вторым способом определения наличия дополнительных элементов в составе алюминия является проверка его перекисью водорода. При нанесении на поверхностный слой нескольких капель перекиси водорода сплав начнет изменять цвет в сторону потемнения, чего нельзя сказать про алюминий.
Более точно определить состав изделия можно посредством проведения экспертизы профессиональными экспертами.
Цена цинка за 1 кг
Фиксированной стоимости данного металла за 1 килограмм нет – стоимость покупки зависит от процентного содержания цинка в чушках. Соответственно, чем больше % — тем больше цена. Для проведения гальванического покрытия в большинстве случаев применяются пластины с долей цинка от 95% — это оптимальный вариант, т.к. достигаются все требования к такому защитному слою.
Основное правило при покупке цинка – обращать внимание на его массовую долю (производитель указывает подробную информацию о продукции). Средняя цена цинка за кг в чушках – от 97 рублей. Перед покупкой рекомендуется тщательно изучить все предложения, т.к
имеется вероятность найти более дешевый вариант. Приобретать данный металл нужно у проверенных производителей или поставщиков, которые предоставляют сертификаты качества на товар
Перед покупкой рекомендуется тщательно изучить все предложения, т.к. имеется вероятность найти более дешевый вариант. Приобретать данный металл нужно у проверенных производителей или поставщиков, которые предоставляют сертификаты качества на товар
Средняя цена цинка за кг в чушках – от 97 рублей. Перед покупкой рекомендуется тщательно изучить все предложения, т.к. имеется вероятность найти более дешевый вариант. Приобретать данный металл нужно у проверенных производителей или поставщиков, которые предоставляют сертификаты качества на товар.
Блог УМНИКА
ЦАМ ( или ZAMAK) — это группа сплавов на основе цинка. Из них любят (хотя, в эпоху инжекторов, наверное, правильнее сказать «любили») делать карбюраторы и много всякой мелочевки. Сплав относительно твердый, а температура плавления только немного выше, чем у свинца или олова. Поэтому отливать из него проще, чем из алюминия, цинка или чугуна. И считается, что он хорошо проливается, по крайней мере при литье под давлением.
Сломалась у меня скоба, которая фиксирует деталь на призме.

Хотел сначала новую выфрезеровать из латуни, но потом вспомнил, что несколько лет назад на выставке INTERMODELLBAU купил набор для изготовления литьевых форм из вулканизируемой резины. На выставке мне сказали, что в резину можно лить расплавы с температурой до 400 градусов. Раньше я пробовал эту резину для литья свинца. В этот раз решил попробовать лить в нее ЦАМ. Несколько кусочков этого сплава мне продали вместе с резиной и рамкой-прессом для её вулканизации.
Фирма которая продала мне этот набор для литья, дала диск с учебным фильмом, сейчас я нашел его на YouTube:
Резина продается в виде листов, толщиной примерно 8 мм. Жестче, чем пластилин, но мягче чем обычная резина.
Теперь в картинках — как делал я.
Вырезаем нужный кусок резины и укладываем в рамку-пресс. Сверху кладем модель (в данном случае это второй прижим, который пока не сломался):
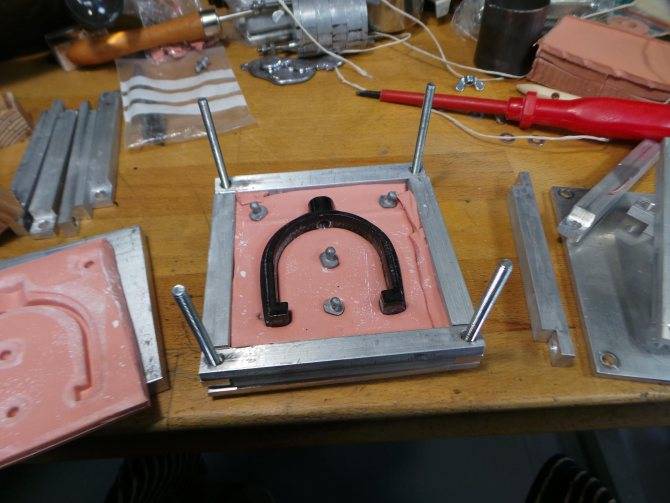
Вдавливаем его в резину, рядом вдавливаем шпеньки — замки, они позволят в дальнейшем собрать две половинку формы.
Саму деталь обсыпаем тальком и посыпаем поверхность резины тальком, что бы она не привулканизировалась ко второй половине формы.
Накрываем вторым куском резины, обжимаем пальцами, потом закрываем верхнюю крышку рамки-пресса и стягиваем винтами:
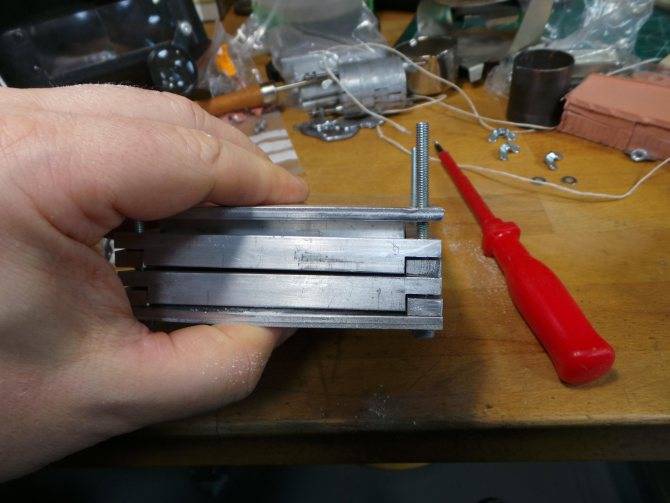
Помещаем в печку на 90 минут при 100 градусах.
Вынимаем, даем остыть, разбираем рамку и расцепляем половинки формы:

При нагреве, до того как начинается вулканизация, видимо резина сначала становится немного мягче и в результате того, что зажата внутри рамки-пресса, довольно неплохо повторяем форму модели.
Модель в данной технологии должна быть достаточно твердой и достаточно термостойкой, естественно восковая не подойдет, и как потом я выяснил, не подойдет напечатанная на 3Д-принетер из PLA. Но зато подойдет, например, желудь.









Специальны резцом вырезаем литник и выпоры:

Собираем две половинки формы:

Отливаем.

Температуру форма выдержала прекрасно, нигде не обуглилась. А вот пролилось почему то не очень хорошо, на плечах детали образовались непроливы.
Что удобно с такой формой в отличие от гипсовой одноразовой — после того как форма один раз изготовлена (причем довольно быстро) повторять отливку можно много много раз. И для экспериментов и если надо много деталей.
Прочность получаемых из ЦАМа деталей незначительно уступает по прочности низкокачественной стали. Ну в смысле детали довольно прочные.
Пробую еще раз, потом пробую отлить с напором высоты расплата около 10 см. Для этого из тонкого листа нержавеющей стали сворачиваю конус и вставляю его в литниковое отверстие. Вставляется плотно, так как форма — резиновая и имеет некоторую мягкость.
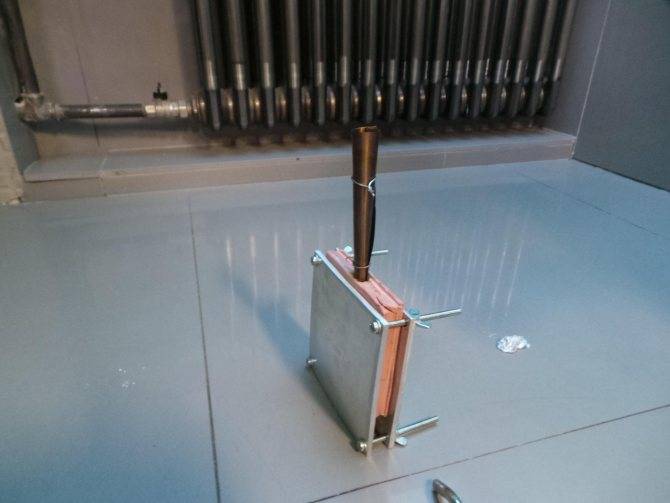
Отливаю. Непроливов меньше, но все равно есть. Причем все время в одном и том же месте. Думал может в этом месте толщина резины маленькая и расплав как то слишком быстро остывает, контактируя через резину с алюминиевой рамкой. Подложил между рамкой и формой кусочки фанеры:

Особо лучше не стало.
Надо попробовать центробежное литье. Но об этом в следующий раз.
Технологический процесс производства
Центробежное литьё это метод, основанный на использовании центробежной силы, для заливки металла в цилиндрические формы. В этом методе литья также задействуется гравитация и давление, чтобы максимально эффективно заполнить формы расплавом. При центробежном литье зачастую используется кокиль, созданный из чугуна, графита или стали.
Либо звоните 8-800-250-88-72. Доставка по России и СНГ!!!
Иногда применяются менее качественные песчаные формы. Литьё осуществляется с помощью горизонтально расположенной центробежной машины (на нашем заводе доступны и вертикальные установки) и включает несколько этапов.
Материал для литья алюминия в кокиль
Для изготовления кокилей для литья алюминиевых сплавов на Московском литейном заводе используется алюминий (перед применением поверхность кокиля анодируют). Внутренние поверхности кокиля обрабатываются огнеупорными материалами типа графита, жидкого стекла, глины, кварца. Термостойкое покрытие кокиля регулирует интенсивность теплового взаимодействия формы и отливки, предотвращает деформацию оснастки при заливке в нее горячего металла, является защитным слоем, который препятствует взаимодействию жидкого сплава алюминия с кокилем.
Оборудование для литья алюминия в кокиль включает автоматизированные кокильные литейные машины, на которых проходит технологический процесс получения готовых металлических отливок. Технология литья алюминия в кокиль применяется для точного изготовления деталей и сокращения расхода материалов на стружку и их механическую обработку. Обычно эта технология задействуется на массовом или крупносерийном выпуске партии отливок (от 300 до 500 штук в партии).
ПРОИСХОЖДЕНИЕ
Цинк в природе как самородный металл не встречается. Известно 66 минералов цинка, в частности цинкит, сфалерит, виллемит, каламин, смитсонит, франклинит. Наиболее распространенный минерал — сфалерит, или цинковая обманка. Основной компонент минерала — сульфид цинка ZnS, а разнообразные примеси придают этому веществу всевозможные цвета. Из-за трудности определения этого минерала его называют обманкой (др.-греч. σφαλερός — обманчивый). Цинковую обманку считают первичным минералом, из которого образовались другие минералы элемента № 30: смитсонит ZnCO3, цинкит ZnO, каламин 2ZnO · SiO2 · Н2O. На Алтае нередко можно встретить полосатую «бурундучную» руду — смесь цинковой обманки и бурого шпата. Кусок такой руды издали действительно похож на затаившегося полосатого зверька.
Применение медного литья
Медное литье применяется для изготовления широкого спектра изделий. В ювелирном деле легендарный металл чаще используют в составе сплавов. В небольших количествах ее добавляют в золотые изделия для повышения их прочности и стойкости к истиранию. Бронза, представляющая собой сплав меди с оловом, используется для создания авторских подвесок, цепочек, колец и сережек.

Ювелирные украшения из меди
Литье из меди применяется также для изготовления рыболовных блесен уникальной формы. Еще одна сфера применения — создание авторских масштабных моделей техники — кораблей, автомобилей, танков, самолетов и пр. Здесь кроме бронзы используется латунь — сплав с цинком.
Латунь и бронза применяются также для отливки элементов декора помещений, накладок и авторских дверных ручек. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
https://youtube.com/watch?v=wPO1fFYp6t4
Цинк
У цинка гексагональная структура. Этим объясняется резкая анизотропия его свойств. Прочностные свойства в поперечном (к прокатке) направлении значительно выше, чем в продольном. При комнатной температуре цинк в литом состоянии малопластичен, а при 100—150 °С становится пластичным и может быть подвергнут обработке давлением — прокатке, прессованию, штамповке и глубокой вытяжке.







Чистый цинк кристаллизуется в процессе обработки давлением и не нуждается в смягчающем отжиге. Технологичность цинка в процессе обработки давлением зависит от его чистоты. Отрицательное влияние на горячую обработку оказывает примесь олова, образующая с цинком эвтектику с температурой плавления 199 °С, и особенно одновременное присутствие олова и свинца, образующих с цинком тройную эвтектику с температурой плавления 150 °С. Железо задерживает рекристаллизацию цинка.
В процессе естественного старения цинковых сплавов происходит уменьшение размеров отлитых изделий (на 0,07—0,09 %), Две третьих усадки происходит в течение 4—5 недель, остальная — в течение многих лет. Для стабилизации размеров применяют термообработку — отжиг (3—6 ч при 100 °С, или 6—10 ч при 85 °С, или 10—20 ч при 70 °С).
Сплавы могут подвергаться пайке и сварке. Однако эти процессы применяют главным образом для заделки дефектов, так как паяные швы имеют низкую прочность. Оловянно-свинцовыми припоями можно паять только предварительно никелированные сплавы. Флюс — подкисленный хлористый цинк. Лучшие результаты дает припой, содержащий 82,5 % Cd, 17,5 % Zn. В этом случае флюс не требуется.
Сварку ведут в восстановительном пламени. Электроды и изделие изготовляют из одного сплава.
Наиболее широко литейные цинковые сплавы используют в автомобильной промышленности для отливки корпусов карбюраторов, насосов, рам спидометров, решеток радиаторов, деталей гидравлического тормоза, различных декоративных деталей. Помимо этого сплавы применяют для отливки деталей стиральных машин, пылесосов, пишущих машинок, кассовых аппаратов, миксеров, корпусов электрических часов, различного кухонного оборудования и т. д. Эти сплавы нельзя использовать в условиях повышенных и низких температур, так как уже при температуре 100 °С прочность снижается на 30 %, твердость — на 40 %, а при температуре ниже 0 °С они становятся хрупкими.
Для повышения коррозионной стойкости и для декоративных целей на цинковые изделия наносят различные защитные покрытия. В зависимости от условий службы цинковых изделий применяют двух- или трехслойные защитные покрытия различных толщин. Как правило, в качестве покрытий используют медь, никель и хром.
Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:
дает возможность многоразового использования форм;
сокращает расходы на формовочные материалы;
позволяет получить отливки повышенной точности, с меньшими припусками на механическую обработку;
обеспечивает более чистовую поверхность литья, снижает шероховатость поверхности заготовки;
позволяет повысить качество, прочность и другие механические свойства отливок;
позволяет автоматизировать и механизировать процесс;
является более экономичным и эффективным.
Центробежное литье с горизонтальной осью вращения
Это способ является наиболее широко распространенным методом центробежного литья. Он состоит в том, что формирование отливки со свободной поверхностью происходит в поле центробежных сил. При этом внутренняя поверхность изложницы играет роль формообразующей поверхности. Заливка в форму расплава из ковша производится через специальный заливочный желоб. В процессе производства происходит растекание расплава по внутренней поверхности формы, и он под воздействием центробежных сил образует пустотелый цилиндр. После того, как металл или сплав затвердеет, форма останавливается, и готовое изделие из нее извлекается.
Плюсы и минусы процесса кокильного литья
Литье в кокиль имеет явные преимущества перед другими видами аналогичного процесса, в том числе перед литьем в песчаные формы, так как оно:
дает возможность многоразового использования форм;
сокращает расходы на формовочные материалы;
позволяет получить отливки повышенной точности, с меньшими припусками на механическую обработку;
обеспечивает более чистовую поверхность литья, снижает шероховатость поверхности заготовки;
позволяет повысить качество, прочность и другие механические свойства отливок;
позволяет автоматизировать и механизировать процесс;
является более экономичным и эффективным.

При том, что данный процесс имеет явные преимущества по сравнению с другими методами литья, стоит отметить некоторые недостатки:
- трудоемкость и сложность самого процесса изготовления кокилей;
- высокая стоимость изготовления кокилей, которая повышается в зависимости от сложности конфигурации формы;
- ограниченное число отливок, так как кокиль не вечный, имеет ограниченную износостойкость;
- невозможность изготовления отливок с более тонкими стенками, «отбел» чугуна, сложности при изготовлении стальных отливок (газовая пористость);
- неподатливость форм, что иногда приводит к деформациям и трещинам в заготовках, короблению стенок кокиля во время литья;
- необходимость использования стержней, вентканалов, газоотводов, термоизолирующих покрытий.
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Пирсинг – источник заражения
Пирсинг языка зачастую негативно отражается на здоровье человека. Раз уж речь зашла о пирсинге, стоит заметить, что особенно негативно на физическом здоровье сказывается прокалывание языка. Этот языческий, простите за тавтологию, обычай приводит не только к дефектам речи, травмированию зубов и искривлению прикуса, но и к существенному увеличению риска появления и развития инфекции в ротовой полости. Ученые из Австрии провели эксперимент, в ходе которого восьмидесяти добровольцам предложили поносить пирсинг на языке.
Украшения были четырех типов: титановые, из нержавеющей стали и пластика двух видов. Все они были помещены испытуемым в рот совершенно стерильными. По прошествии двух недель на них были обнаружены не только стафилококки и стрептококки, но и псевдомонады, провоцирующие расстройство пищеварения. Справедливости ради стоит отметить, что больше всего патогенной флоры собрала на себе нержавейка.
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Виды специального литья
Литье металла в песок (землю) связано с определенными сложностями, в частности, подобное производство требует большого оборота формовочного материала. Кроме того, применение такого способа литья не всегда приводит к получению заготовок требуемого качества.Развитие металлургической науки привело к тому, что появились новые, специальные способы литья металлов.
Главное достоинство названных специальных методов литья то, что металлурги стали получать качественные детали, снизили количество некондиционной продукции, подняли производительность на производстве. Разумеется, вводимые в эксплуатацию специальные методы литья оказывают положительное влияние на улучшении условий труда рабочих и инженеров.






Рассмотрим некоторые из этих специальных способов подробнее.
Избыток цинка
Переизбыток макроэлемента наступает при употреблении более двух грамм в сутки. Если же принять более 200 г цинка, то он вызовет рвоту. Длительное употребление вещества в количестве более 100 грамм в день приводит к ухудшению иммунитета и способствует развитию язв желудка. Острое отравление сопровождается рвотными рефлексами, диареей и появлением во рту специфического привкуса.
Причиной переизбытка цинка может быть прием препаратов несогласованных с врачом, нарушение обмена веществ на клеточном уровне, работа на вредном производстве и даже неправильное использование оцинкованной посуды.
Симптомами начальных стадий отравления данным макроэлементом являются: патологии кожи, ногтей и волос, ослабление иммунной системы, боли в желудке, нарушения в работе печени, поджелудочной железы и простаты. При более сильных отравлениях могут возникнуть боли в поясничном отделе, усиленное сердцебиение и боли при мочеиспускании. Велика также вероятность повышения уровня холестерина в сосудах.
Положительным является тот факт, что, по мнению многих ученых, передозировка цинком практически невозможна, так как он не обладает токсичностью и не может накапливаться в тканях в виде излишков. Особенно это касается макроэлемента, содержащегося в естественном виде в продуктах питания. А вот дефицит вещества в рационе питания многих людей действительно является серьезной проблемой.





