

Устройство и принцип действия
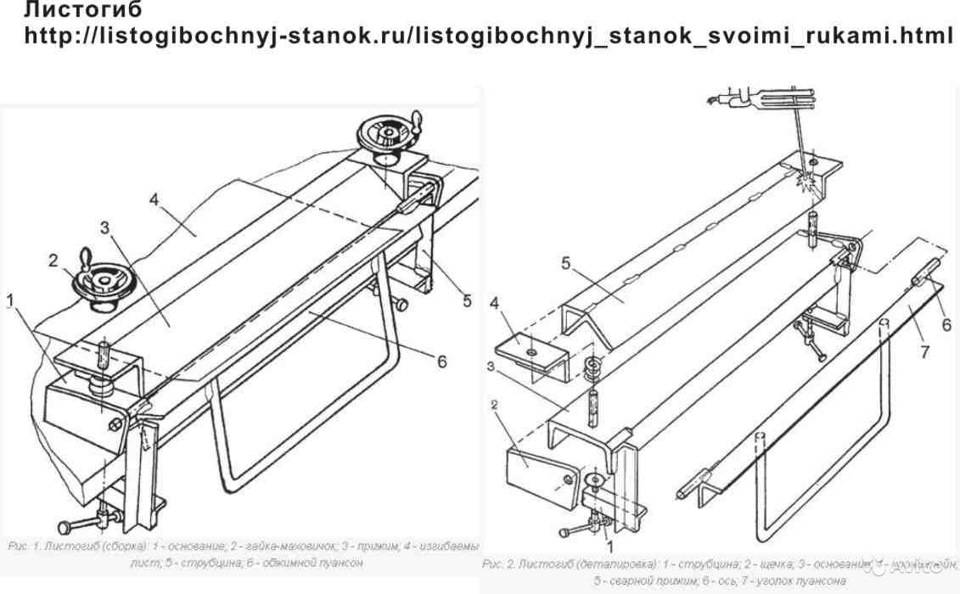
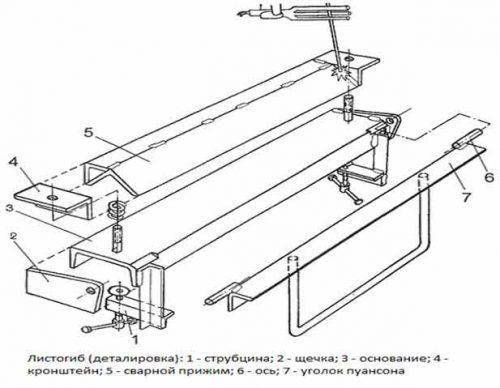
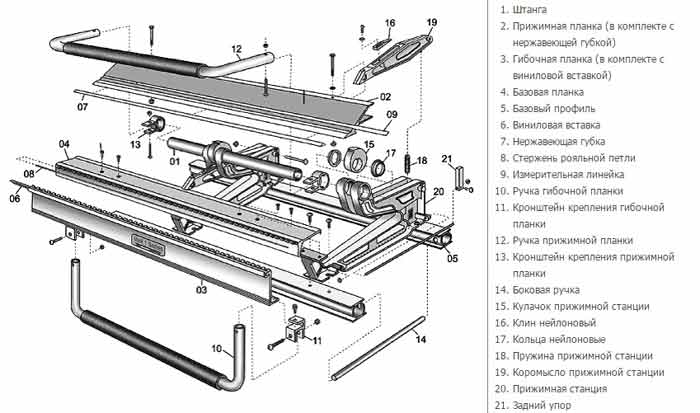
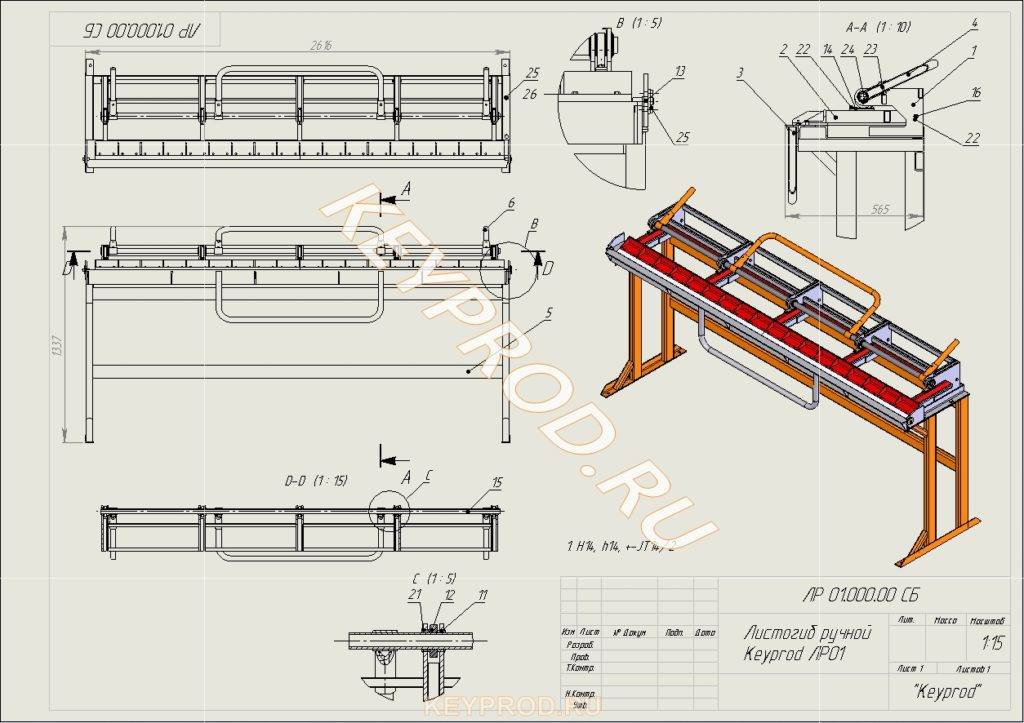
Ручной сегментный листогиб представляет собой оборудование для гибки по контуру листовых штучных изделий, оснастка которого представлена набором стандартных элементов — сегментов. Такой листогиб состоит из следующих узлов:
- Механизма прижима, на котором устанавливается комплект сегментов.
- Механизма поворота, которым обеспечивается непосредственная гибка детали.
- Ручного рычажного привода для поворота балки на требуемый угол (для более мощных агрегатов привод может быть ножным).
- Стальной опорной рамы из профильного проката, на которой монтируются все узлы агрегата.
- Направляющих устройств, обеспечивающих прямолинейность перемещения элементов.
- Фиксаторов установки исходной заготовки (чаще используют магнитный и механический).
- Пружинных компенсаторов хода (опционально), которые предназначены для более равномерного хода подвижных деталей оборудования.
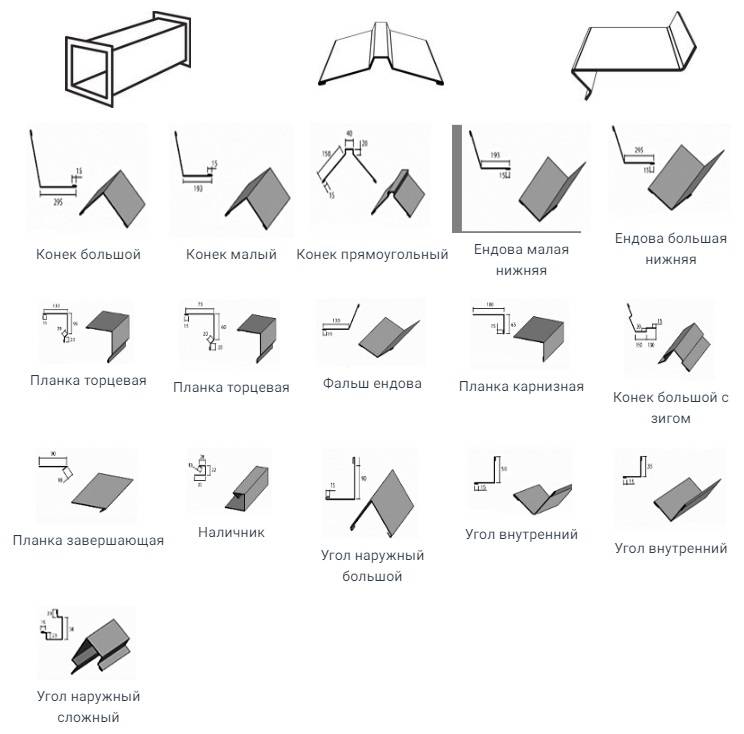
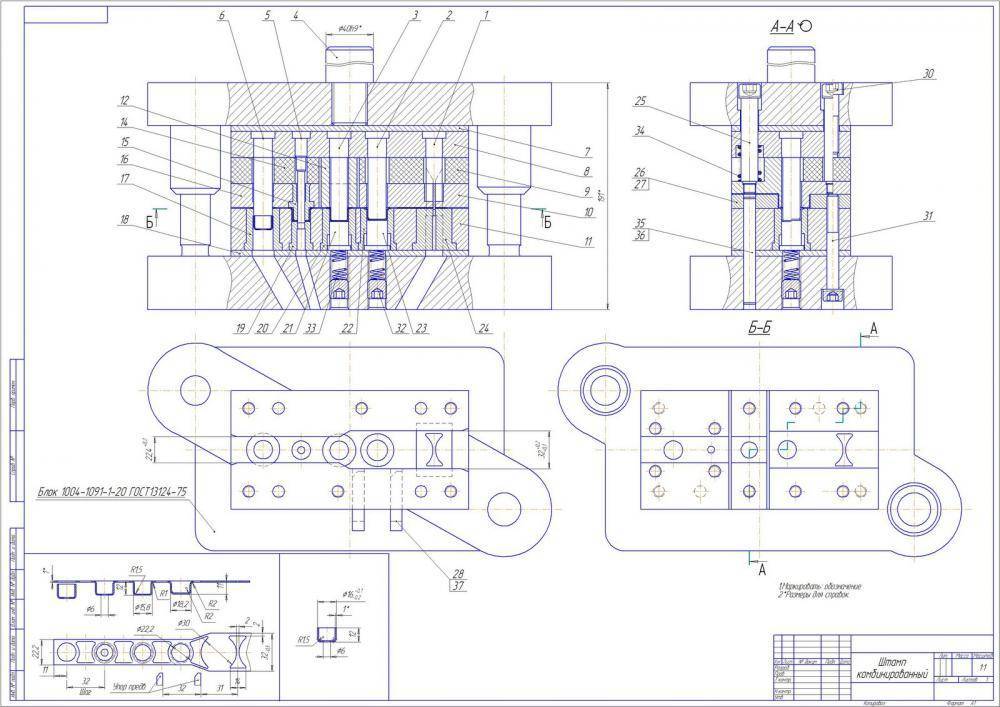
Сегментный рабочий инструмент (гибочные матрицы) обычно изготавливается из легированной инструментальной стали марок 9ХС или ХВГ. Комплект сегментов имеет рабочую и посадочную часть. Посадочная часть каждой матрицы соответствует месту её крепления, а рабочая часть конструируется под наиболее часто встречающиеся варианты гибки деталей. Инструментальные производства — наилучший вариант для заказа инструмента, поскольку матрицы должны иметь низкую шероховатость Ra 1,6 – 2,5 при твёрдости в пределах 52 — 57 HRC. Так как ручной листогиб чаще всего не имеет устройства для регулировки величины хода подвижной балки, то высота, которую имеет сегментный инструмент, для всех матриц выполняется одинаковой.

Сегменты листогиба

Продукция сегментного листогиба — деталь коробочной формы
Сегментный ручной листогиб действует так. Перед началом гибки оператор подбирает требуемый набор матриц, и устанавливает сегментный инструмент в посадочное место. Подготовленная для производства гиба заготовка устанавливается в зазор между прижимной и рабочей балками, фиксируется по предварительно выставленным упорам, и надёжно зажимается. Поворотный механизм при помощи рукоятки перемещается на требуемый угол, и, в процессе прижима заготовки к нужной матрице, обжимает изделие по её рабочей части. Возврат данного узла может быть произведен либо обратным поворотом рукоятки, либо действием специальной пружины (некоторые листогибы промышленного исполнения обладают такой возможностью).
Технические возможности ручных сегментных листогибов
Предлагаемые на рынке модели обеспечивают:
- гибку стальных тонколистовых изделий длиной до 1,5 м;
- гибку продукции из цветных металлов и сплавов (преимущественно алюминия и меди толщиной до 2,5 — 3 мм) длиной до 4 м;
- угол гиба 135 — 180°;
- возможность установки в станке предварительно загнутых кромок полуфабриката.
Точность гиба обеспечивается предварительной регулировкой зазоров в механизме поворота. Для повышения функциональности некоторые модели таких агрегатов снабжаются отрезным ножом роликового типа, при помощи которого можно выполнять ряд разделительных операций (например, разрезку).
Сегментный листогиб, выполненный своими руками, обычно не обладает полным набором вышеописанных функций. Обычно его изготавливают под определённые потребности производства. В частности, для снижения общих затрат производства, сегментный инструмент целесообразно сделать из обычной инструментальной стали марок У10 или У12. Более ограниченной является и номенклатура сегментов. Для немагнитных материалов прижим заготовки в процессе гибки осуществляется винтовым механизмом, для обработки стальных заготовок практичнее сделать магнитный прижим.
Исполнения данного вида оборудования различается также расположением сегментов: в большинстве моделей принято вертикальное размещение, однако встречается и наклонное. Выбор определяется удобством производства работ: в частности, при небольших по высоте матрицах можно размещать наборы гибочных сегментов вертикально, а при значительных ходах гибки удобнее наклонная компоновка.
Чаще всего ручной сегментный листогиб применяется для производства изделий типа коробок и крышек: поддонов, ограждающих кожухов, противней, корпусов вентиляционных устройств и т.п.

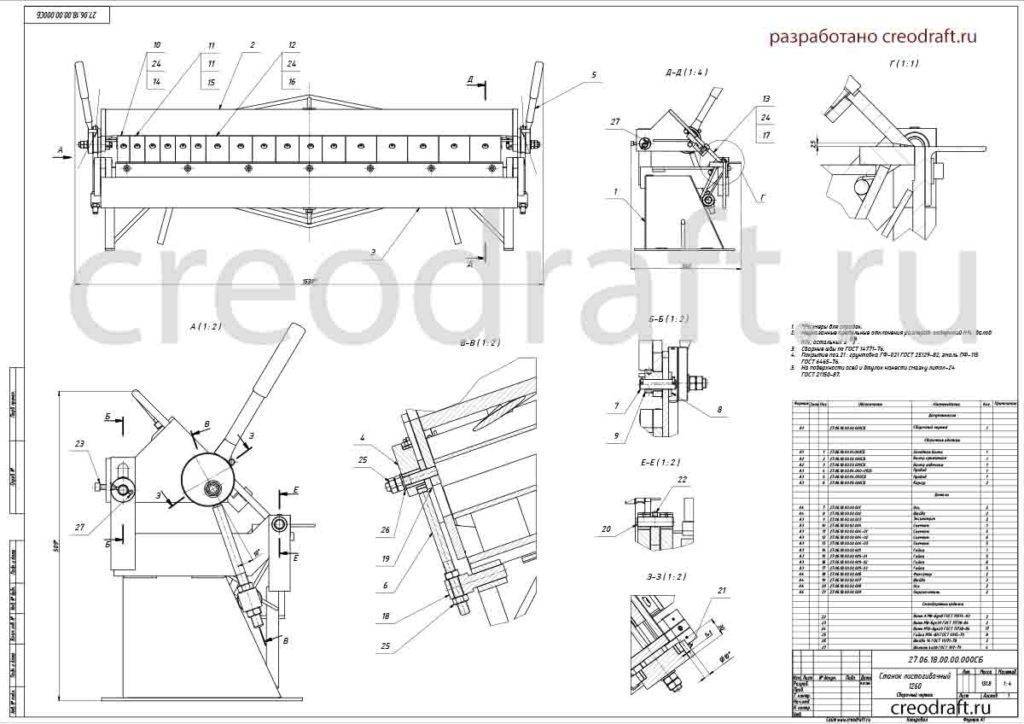
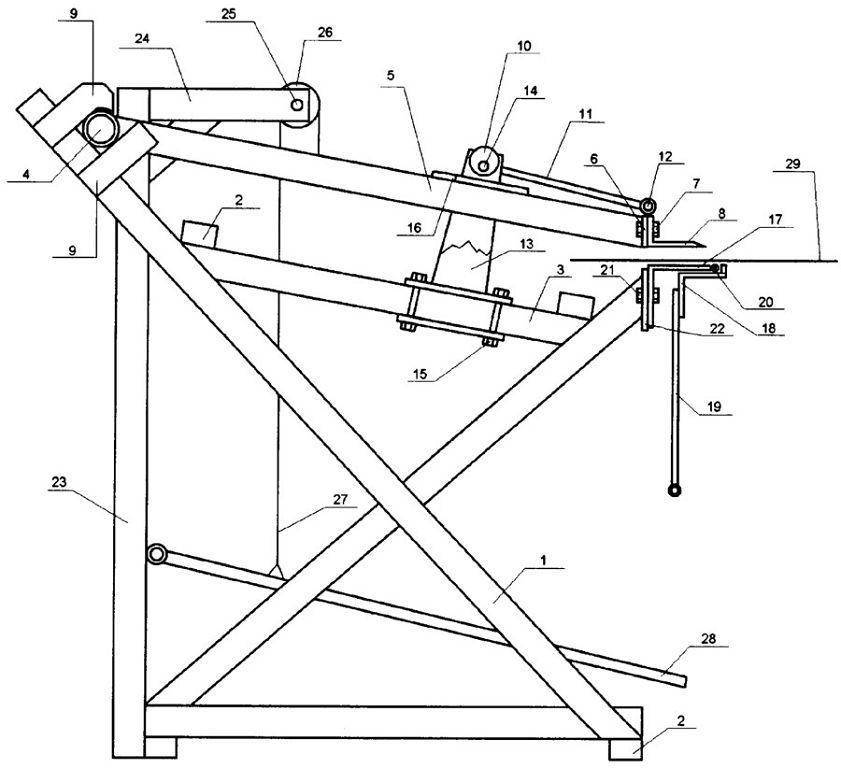
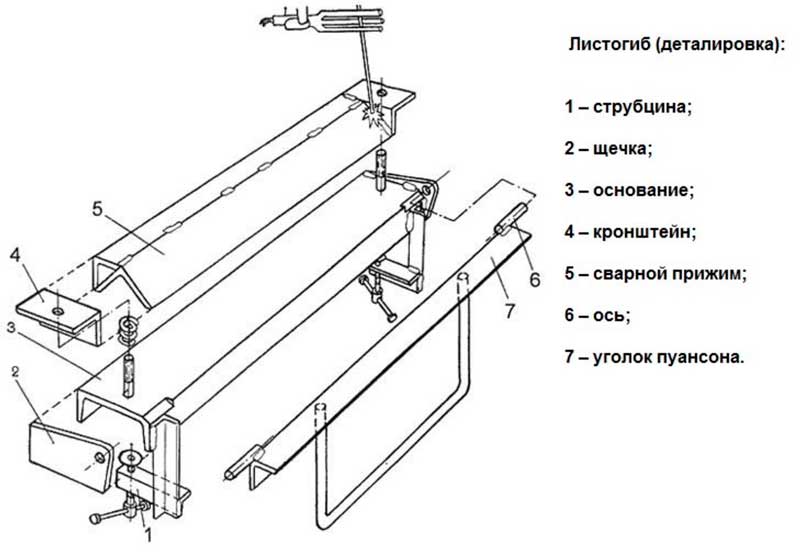
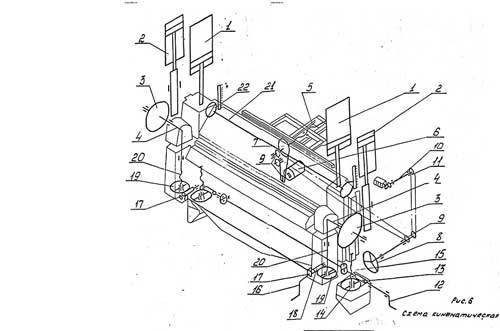
Одна из схем сегментального листогиба
Привод станков
Станки для гибки листовой стали по виду привода можно поделить на:
- ручные;
- электромеханические;
- гидравлические;
- пневматические;
- механические:
- электромагнитные листогибы.
Они отличаются производительностью и параметрами обрабатываемого металла. Если требуется оборудование для гибки в домашних условиях или в небольшом слесарном цехе, где оно используется не каждый день и предназначено для выполнения вспомогательных работ, то лучше всего купить или сделать самому ручной листогибочный станок. Он отлично справляется с металлом толщиной до 1,2 мм и способен выполнить гибку под углом до 120, некоторые модификации имеют возможность производить догибку кромки до 180.
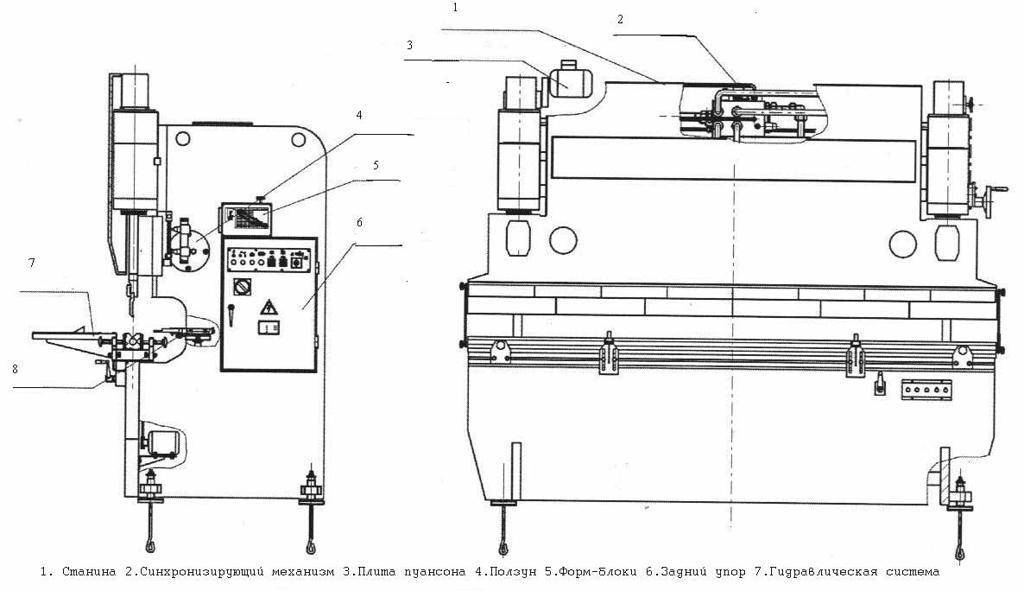
Промышленное листогибочное оборудование должно обязательно иметь привод. В большинстве станков для крупносерийного производства используется гидравлика — такие станки работают быстро, бесшумно и имеют расширенный функционал, позволяющий изготовлять не только детали с параллельными линиями изгиба, но и сегментные. Отличает гидравлический станок для гибки листового металла необычайная плавность хода при высокой производительности. Это позволяет работать не только с большими толщинами листа, но и с высокой точностью, до долей градуса.
Пневматическое гибочное промышленное оборудование по мощности и производительности равняется с гидравлическим, но более резкое в работе и выделяется некоторой шумностью. Усилие на лист регулировать сложнее, но при крупносерийном производстве пневматика, особенно при использовании ЧПУ, показывает максимальную производительность.
Большинство станков средней мощности отлично работают с крашеным металлом, не повреждая поверхности. Обрабатывать на них можно металлический оцинкованный лист или покрытый полиуретаном или другим полимером профнастил. Листогиб для профнастила можно купить с ручным приводом, для производства 200-300 листов стандартного размера, или в виде сложного промышленного оборудования с роликовыми профилировочными валами.
Как выбрать кинематическую схему гибочного станка
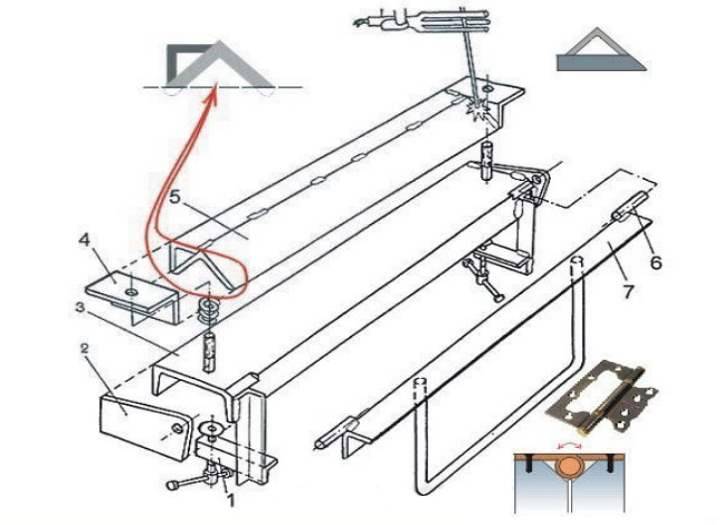
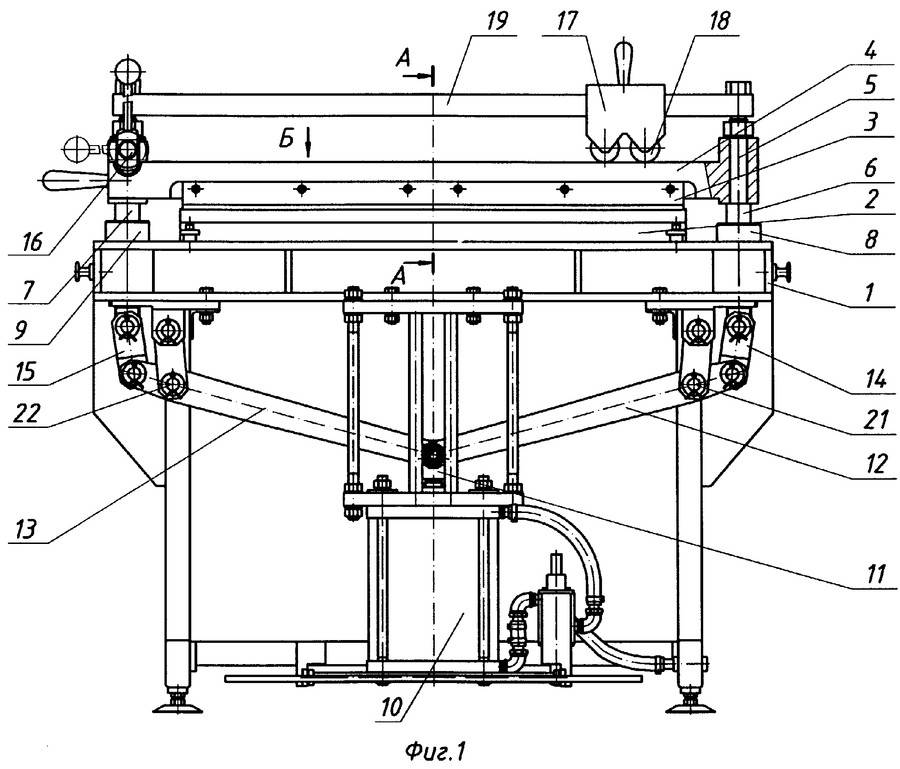
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси. Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом. В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали. Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится. В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Разновидности конструкции и принцип работы
Чтобы сделать своими руками такое устройство, как станок, необходимо понимать принцип работы промышленных моделей.
Такой подход поможет компенсировать многие недочеты путем замены деталей на более доступные.
Любой профнастил производят путем холодной прокатки гладкого листового сырья через специальные насадки и валы.
В конечном итоге получается гофрированный лист заданной формы, который можно использовать и в качестве штакетника, и забора, и стены.
Даже в домашних условиях станок для производства профнастила требует покупки высококачественного сырья. Его покупают в рулонах для удобства пользования.
Такие рулоны еще нужно развернуть и тут все упирается в толщину сырья.
Если изначально вы нацелены делать тонкие модификации профнастила, то проблем возникнуть не должно – листы можно распрямить и руками.
А если же нужно производить довольно толстые изделия, то тут не обойтись без гибочного станка.
Станок для профнастила можно сделать двух видов: ручной аппарат и автоматизированный.
Первый имеет более простой принцип работы, его легко сделать своими руками и стоимость конструкции при этом будет более доступной.
Однако тут подача и регулировка вала производится самостоятельно с помощью собственной силы.
Автоматическое устройство сконструировать дома своими силами практически невозможно. Это экономически невыгодно и к тому же крайне сложно.




Примечательно, что сложности возникают и на заключительных этапах проката.
Дело в том, что рулоны имеют приличную длину, поэтому чтобы получить готовые изделия, которые сразу можно использовать в качестве штакетника или забора, нужно еще предусмотреть способ разрезания листов.
Тут могут помочь специальные гильотины. Такие ножницы делаются из очень хорошо заточенной стали, а также оборудуют защитными коробами и механизмами для безопасной работы.
Лучшим вариантом будет купить готовые лезвия, так как они повторяют по форме готовый лист.
Видео:
Также ручной станок для производства профнастила, как и автоматизированный, может быть сконструирован как по технологии одновременного профилирования, так и последовательного.
В первом случае идет одновременное получение гофры с обеих сторон листа. Во втором необходимо два раза прогонять лист с двух сторон.
Конечно, можно делать гофру только на одной поверхности, но не для всех целей подойдут подобные листы.
Например, для домашнего штакетника лучше делать две стороны.
Также бывают станки, которые работают с методом горячего проката.
Но в домашних условиях их не применяют, так как первоначально необходимо раскаливать сталь и вливать ее в форму, которая практически плавится.
Что такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Конструктивные особенности ручного ЛГС
В большинстве своём ЛГС этого типа оснащены удобными для работы опциями – это:
Роликовый нож
Самая популярная опция станка рассчитана на резку стали толщиной 0,8 мм. Срок службы ножа измеряется длиной 5000 метров непрерывного реза, что эквивалентно 6 месяцам непрерывной работы на станке.

Жидкостный угломер
Немаловажной опцией является жидкостный угломер. Практически все виды ручного оборудования могут загнуть кромку на 160 градусов с отбортовкой до 15 мм
На радиальном счётчике по кругу жидкостная дуга отмечает угол загиба, по которому устанавливается ограничитель поворота траверсы.

Фальц закаточный прибор
Догиб фальца до 180делают с помощью фальц закаточной машинки. После гиба на 160заготовку немного выдвигают вперёд и машинкой дожимают кромку до 180.

Ограничитель угла гиба
Четырёх позиционный ограничитель угла гиба – опция позволяющая сменять, заранее установленные углы, в порядке очерёдности выполнения операций. Например, 1-й загиб выполняют на 90, второй на 30 по мере продвижения заготовки и т.д. То есть станок, как бы программируется на несколько действий, поворачивая ручку ограничителя гибочной балки из одной позиции в другую.
Валок для радиусных гибов
Он прикручивается сзади станка к специальным площадкам. Это приспособление нужно для формирования окончаний заготовок и добавления жёсткости отливам, отводам и водосточным желобам. Лист устанавливается в специальную прорезь в валу. Поворачивая вал, получаю окантовку изделия в виде недокрученной трубочки.
Изготовление листогибочно пресса
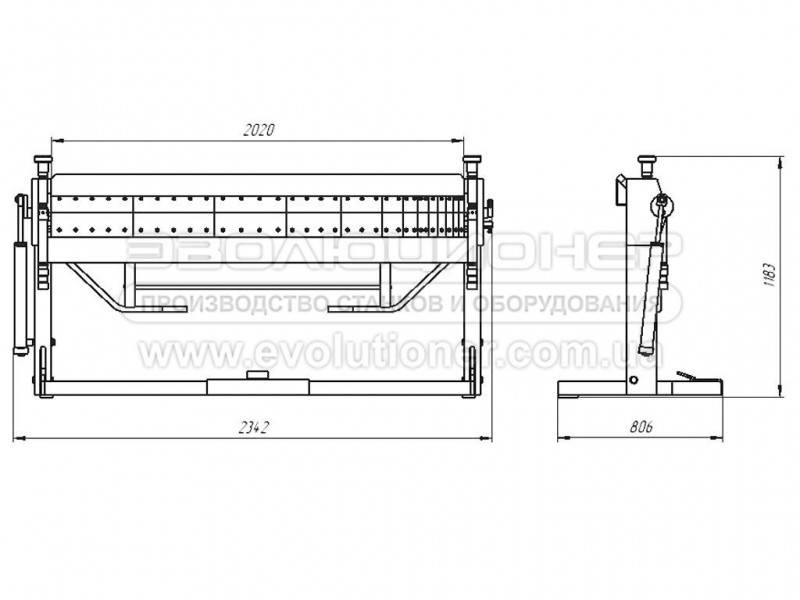
Можно сказать, что ручной листогибочный станок, приводимый в движение при использовании мускульной силы рабочего, это наиболее удобный агрегат для ремонта и строительства объектов. Его можно применять непосредственно на том месте, где он нужен в данное время, а потом быстро перенести в другую точку.
Как составить план технического задания
Прежде всего, не разбрасывайтесь. А это означает, что в Сети Интернет есть много статей, фото и видео по этому поводу, но в каждом отдельном случае нужны индивидуальные детали. Следовательно, перед тем как вы решитесь составить план работ, определитесь с техническими характеристиками, а это:
- максимально допустимая ширина листа в мм;
- максимальная толщина листа в мм;
- нужный вам диапазон углов изгибания;
- точность изгибания;
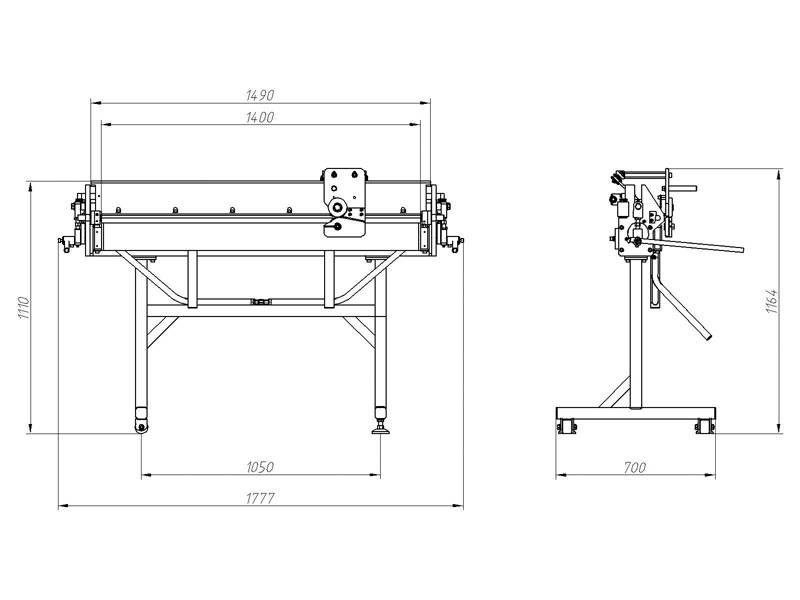
- габариты станка (длина, ширина, высота).

Видео: самодельный листогиб
Если с шириной всё понятно (лист редко бывает шире 1000 мм), то вот с толщиной не совсем, например, для фальцевой кровли используются листы толщиной не более миллиметра. Такая же толщина у водостоков, но если дело касается перил для лестницы или другого ограждения, то здесь толщина может достигать 3 мм.
Примечание. Если металл оказался уже, чем это требуется для изготовления чего-либо, то его всегда можно зафальцевать на этом же станке. Не следует путать фальцовку с вальцовкой, так как для второго варианта необходимы специальные прокатные валики, которых нет у листогибов.
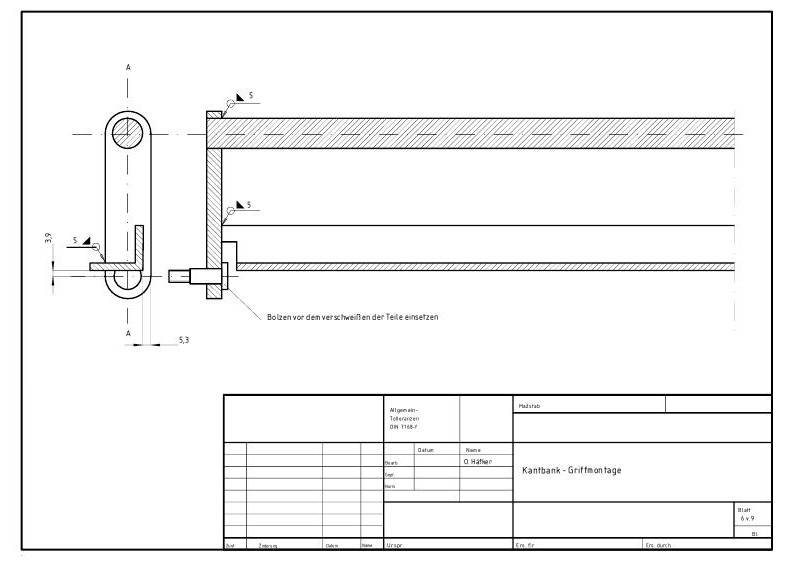
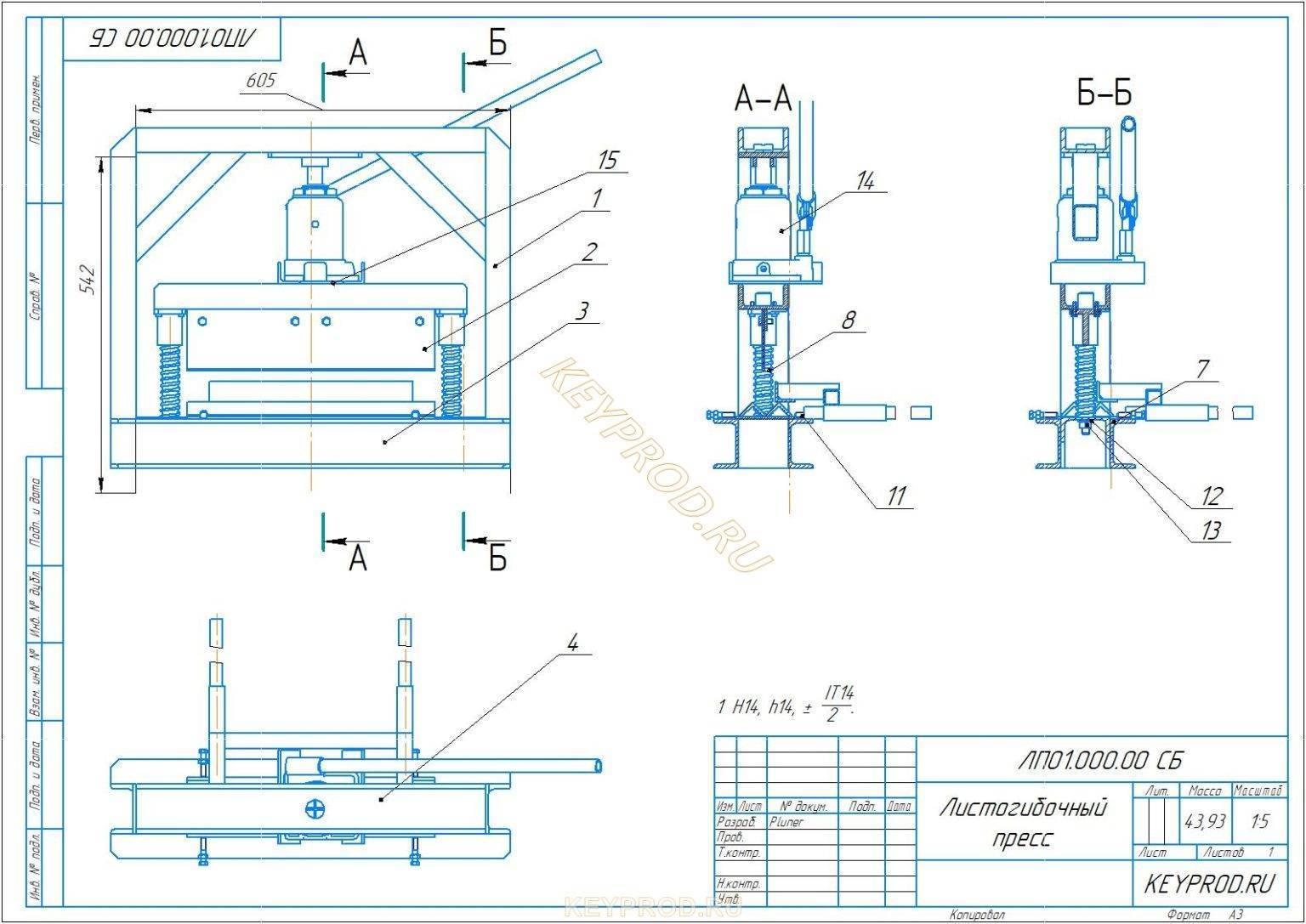
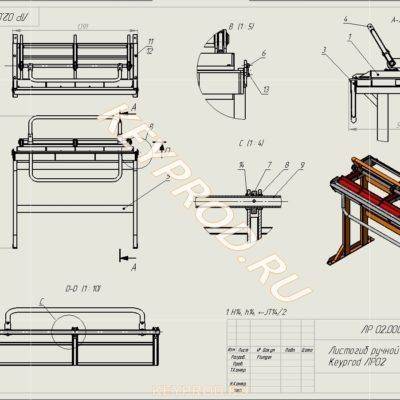
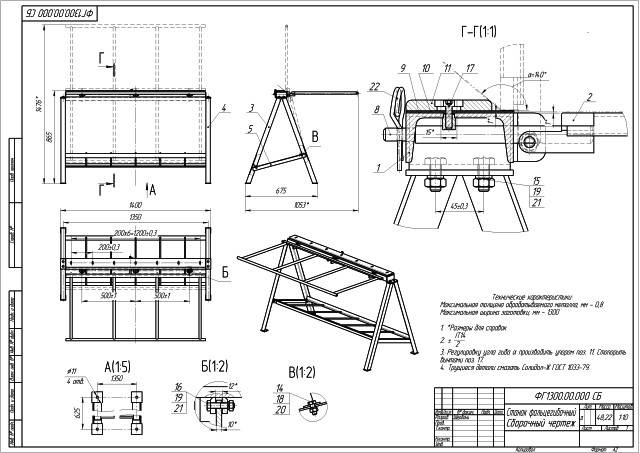
Листогибочный станок, чертёж
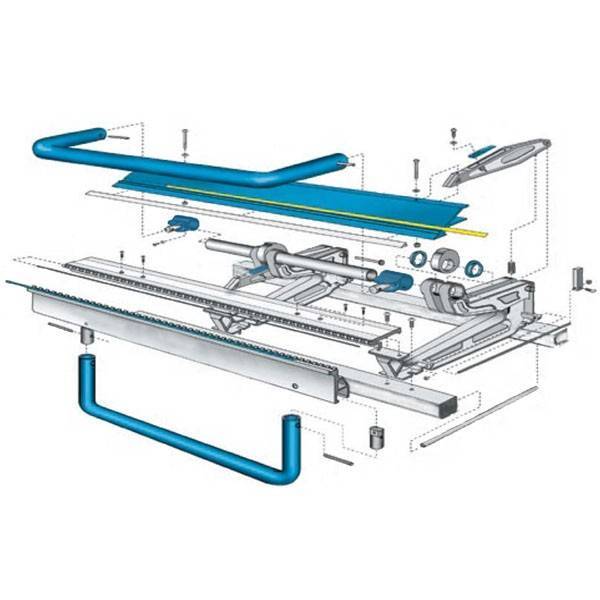
Листогиб своими руками — чертежи и описание как сделать:
- Роликовый нож. Его лучше всего делать из легированной стали, а при необходимости заменять новым.
- Задний стол. Служит для размещения заготовки. На его опорах держится резак и сгибатель.
- Деревянная подставка. Служит для предотвращения скольжения заготовки. Высота подставки регулируется.
- Передние упоры. Позволяют устанавливать ширину разреза.
- Упор углового сгиба и измерительная пластина. Позволяет варьировать угол и изгиб получится произвольным, то есть таким, какой потребуется в конкретном случае.
Пожалуй, самым сложным моментом при составлении плана можно назвать выбор требуемого диапазона углов при изгибании металлов. Но, как бы там мни было, при подобных конструкциях максимальный изгиб (зависит от поворотной балки) может достигать только 135⁰, но при необходимости можно произвести догибание до 180⁰. Та или иная толщина листа определяется мощностью прижимной рамы – чем мощнее рама, тем толще металл можно гнуть.
Что кому?
Подведем итог – какой кому листогиб лучше подойдет:
Самодельщику-любителю – гибка подручными средствами, как описано, или самодельный ручной, если есть запас металлохлама и желание повозиться. Мастеру-универсалу на приработке, которому время от времени перепадают заказы по жести или кровле – самодельный ручной наподобие описанного плюс, если есть некоторый избыток средств – зигмашинка. Кровельщику или жестянщику – профессионалу, имеющему стабильный поток заказов – фирменный ручной с зигмашиной. Для массового производства профнастила, стандартных элементов кровли или листовых металлоконструкций – специализированное промышленное оборудование соответствующего назначения.
Используемое оборудование
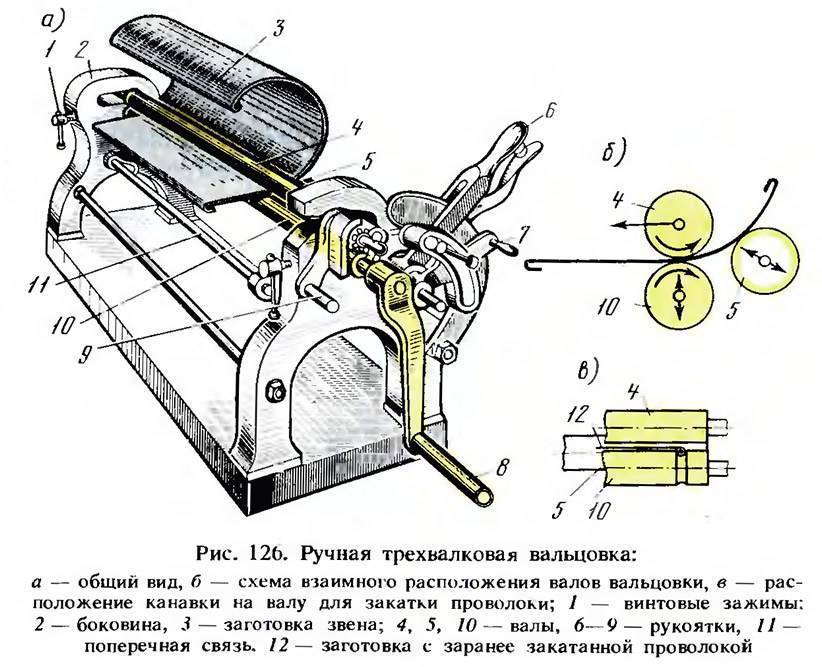
Оборудование, которое используется для вальцевания, отличается не только своей универсальностью, но и простотой конструкции, поэтому его несложно изготовить своими руками. Конечно, самодельные станки для вальцевания оптимально подходят для домашнего использования, а для оснащения производственного цеха, где нагрузка на такое оборудование достаточно велика, лучше всего приобретать серийные модели вальцов, представленные на современном рынке в большом разнообразии.
Как серийные, так и самодельные модели станков, при помощи которых осуществляется вальцевание, работают по принципу обкатки листового материала вокруг основного валка, расположенного сверху. В таком процессе принимают участие и боковые валки, которые можно перемещать, регулируя тем самым диаметр формируемой обечайки.
Валки этого станка вращаются вручную, а приближение верхнего ролика производится с помощью двух рукояток
Важными характеристиками вальцов является радиус их рабочих элементов – валков, а также наибольшая толщина и ширина обрабатываемой детали. Радиус валков, в частности, оказывает влияние на такой параметр, как минимальный радиус изгиба заготовки. Чем валки больше в своем диаметре, тем, соответственно, больше значение минимального радиуса изгиба заготовки из листового металла. На величину минимального радиуса изгиба также оказывает влияние и толщина самого листа. Как правило, для вальцов минимальный радиус изгиба листовой заготовки должен быть 5-10-кратным ее толщине.
С учетом высоких нагрузок, которые испытывают в процессе работы валки, для их изготовления используют только высокопрочную сталь, что позволяет значительно улучшить их эксплуатационные характеристики. По количеству рабочих элементов различают двух-, трех- и четырехвалковые станки, причем наиболее популярными являются два последних вида.
Основные различия между 3-х и 4-х валковыми станками
Вальцы листогибочные 3-х валковые, рабочие элементы которых могут располагаться симметрично и ассиметрично, хотя и отличаются приемлемой ценой, обладают такими недостатками, как:
- невысокая скорость вальцевания (не более 5 м/мин);
- сложность выполнения обработки заготовок толщиной менее 6 мм, которые могут просто проскальзывать между валками;
- отсутствие точных координат у точки зажима обрабатываемого изделия.
Всех подобных недостатков лишены вальцы, на которых установлен дополнительный – четвертый – вал. За счет надежного зажима листовая заготовка из металла в процессе обработки не проскальзывает между валками. При этом обеспечивается высокая скорость вальцевания – 6 м/мин и более.
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
Вальцы данного типа, как правило, оснащаются автоматизированными системами управления, что положительно сказывается не только на их производительности, но и на точности выполняемой обработки. Большим и, пожалуй, единственным минусом такого устройства является его высокая стоимость.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Использование листогибов
Такое оборудование часто используют в своей работе различные строительные предприятия. Организации с помощью гибочных станков могут создавать металлические профили различных конфигураций.
Наиболее часто с помощью листогибов изготавливается металлическая продукция различного типа: отливы, цилиндрические детали, заготовки разных форм, всевозможные сегменты, различные уголки, вывески, знаки, Г-образные профили и элементы кровли.
Помимо этих работ на оборудовании, предназначенном для изгибания металлических листов и резки, можно осуществлять работы по сгибанию заготовок в разные стороны. Таким образом, с их помощью можно изготовить специальный волновой профиль сложной конфигурации.





