Конструкционные особенности ленточных станков
Ленточнопильные станки бывают нескольких видов. Они отличаются по конструкции, расположению режущей части, наличию дополнительных функций.

Конструкция ленточнопильного станка
Агрегаты консольного типа
Второе название — маятниковое оборудование. Рабочая часть (рама)закрепляется на специальном шарнире. Он используется для перемещения консоли вниз-вверх. Внешне они напоминают большие торцовочные пилы. Применяются на предприятиях для нарезания металлически труб, швеллеров, профилей. Могут оборудоваться подвижным рабочим столом. На отдельных моделях консольных пил устанавливается регулировочный механизм. Он используется для изменения положения режущего полотна относительно обрабатываемой заготовки.
Портальное оборудование станки с одной или двумя стойками
Двухстоечные и портальные станки представляют собой конструкции с двумя направляющими, которые располагаются по обеим сторонам от рабочего стола. Одностоечные машины оборудуются одной стойкой, горизонтальной рамкой, которая передвигается по направляющим. Пильная рама находится на подвижном портале.
Горизонтальные станки
Состоят из пильной рамы, двух удерживающих осей. На них закрепляется рабочая часть станка с режущим полотном. Есть возможность изменять положение рабочего стола.
Вертикальные станки
Вертикальные ленточнопильные станки простые в обслуживании. Они распространены, имеют доступные цены. Они могут быть компактными, промышленными.
Установка, на рабочем столе которой закреплено вертикально пильное полотно. В большинстве случаев его положение не изменяется. Заготовки нужно подавать вручную, из-за чего точность резов ухудшается. Наиболее часто такие ленточные пили используется для вырезания штаммов, пресс-форм, распила древесины.

Вертикальный ленточнопильный станок
Классификация полотен ленточных пил
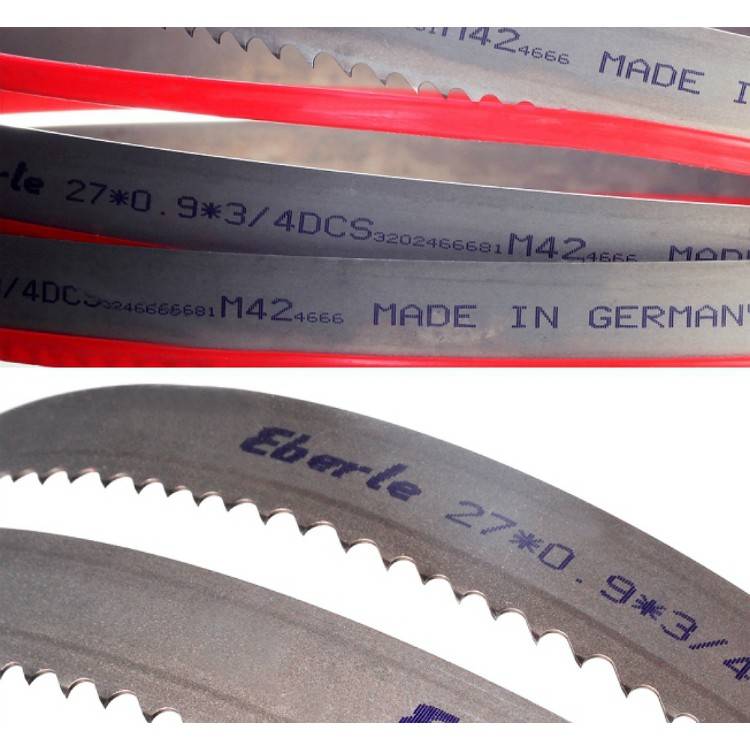
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза
Это влияет на толщину и на аккуратность среза.
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
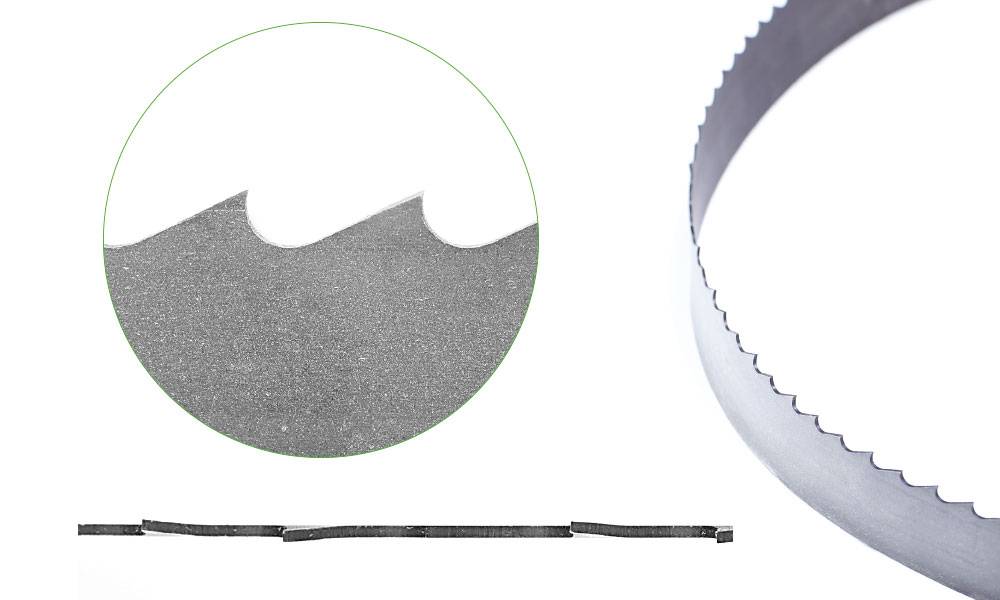
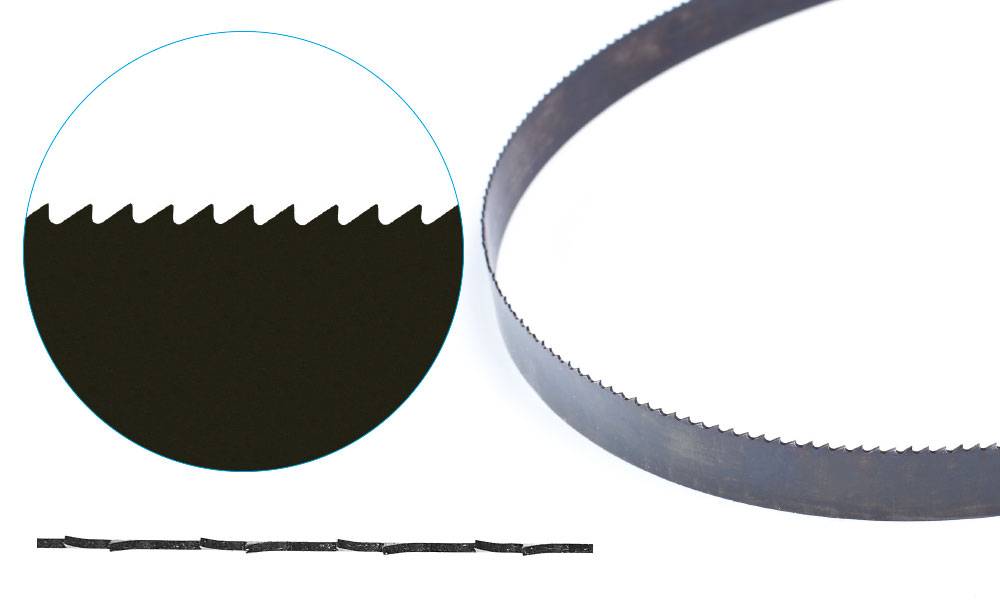
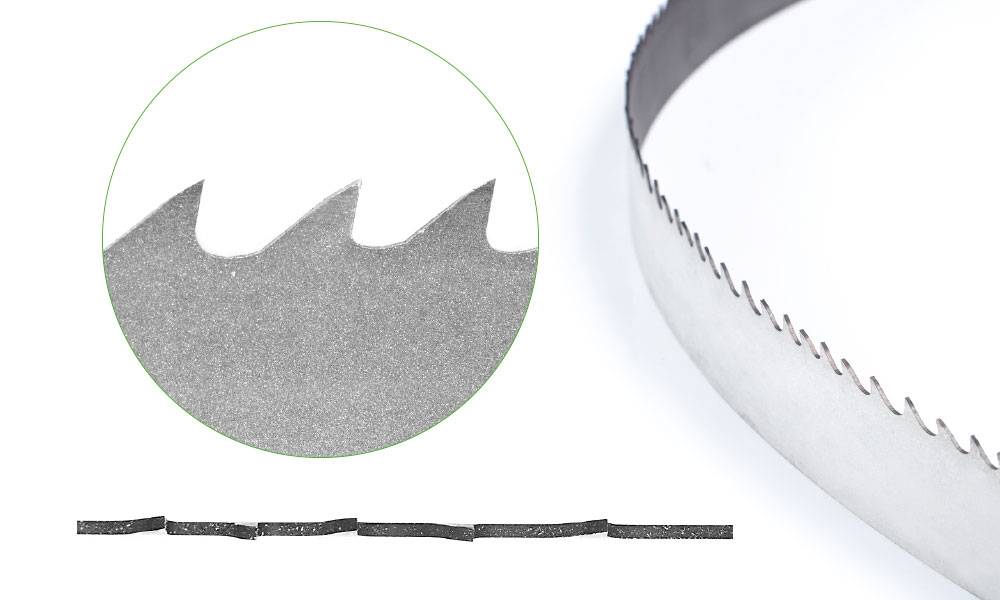
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Разводка
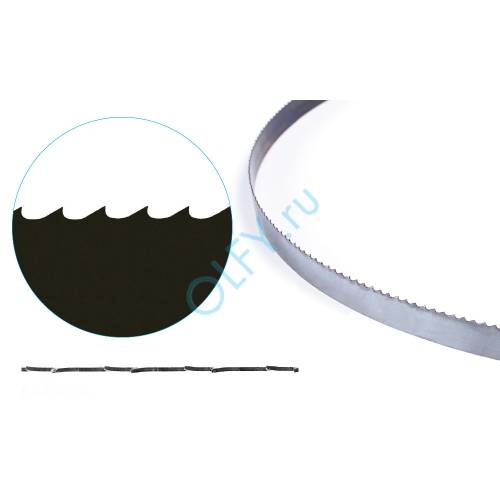
Разводка – наклон или угол разворота зуба по отношению к плоскости полотна, служит для обеспечения свободного хода полотна и кромки зуба. Существуют разные типы разводок. Стандартная разводка состоит из повторяющейся комбинации зубьев – вправо, влево и прямой. Разводка право – лево особенно часто применяется для резания мягких материалов, таких как цветные металлы, пластик, дерево. Разводка «волна» – специальная разводка для резки тонкостенного профиля, заготовок малого диаметра, труб и т.п. Комбинированная разводка используется для резки труб, профиля с переменным сечением и пакетов.
| Форма NORMAL (N). Зуб имеет передний угол 0°. Пилы с такой формой зуба предназначены для резки сплавов с высоким содержанием углерода (таких, например как чугун), для материалов с небольшим поперечным сечением и тонкостенных профилей и труб. | |
| Форма HOOK (H). Зуб имеет передний угол 10°. Пилы с такой формой зуба предназначены для резки сплошных прутков, толстостенных труб из легированных сталей. | |
| Форма RP. Зуб имеет передний угол 16°. Пилы с такой формой зуба предназначены для агрессивной резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. | |
| Форма MASTER. Зуб изготавливается в двух исполнениях по переднему углу 10° и 16°. Имеет продольно шлифованную фаску, что улучшает шероховатость обрабатываемой поверхности. Пилы с такой формой зуба предназначены для резки сплошных прутков из высоколегированных сталей. |
Особенности сборки ленточной пилорамы
Алгоритм действий довольно простой. Сложность – в изготовлении (с подгонкой по размерам) составных частей.
Выбор материалов и комплектующих
Материалы. Учитывая вес обрабатываемой древесины, везде только металлоизделия. Какие? Для подвижной части (тележки), на которую укладывается заготовка, подойдет и профилированная (толстостенная) труба квадратного или прямоугольного сечения. А вот опорную раму ленточной установки, учитывая совокупные нагрузки, следует монтировать из швеллера. Соответственно, рельсы для движения тележки – из габаритного уголка (не менее 45). Хотя можно использовать и тот же швеллер, только с меньшими линейными параметрами.
Преимущества и недостатки использования ленточной пилы в ремонте
Причинами широкого применения ленточнопильных станков в малом бизнесе и частной практике являются:
- Небольшие затраты на монтаж устройства: инструмент компактен и не требует специального фундамента, для сборки станка не нужна специальная подготовка;
- возможность распила крупных по диаметру деталей;
- удобство эксплуатации;
- простота конструкции;
- высокая производительность, в том числе возможность регулирования пропилов, ровный разрез металла, минимальные потери материала при пилении, точность обработки;
- малая отдача тепла в воздух (в помещении не происходит резкого скачка температуры).
Минусами использования ленточной пилы при строительных и ремонтных работах выступают:
- Высокий уровень шума (работа рядом с жилыми помещениями не рекомендуется);
- значительная вибрация на ручных установках (станки с ЧПУ недоступны для личного использования и представлены только на крупных производствах);
- большие габариты инструмента: пила не может быть использована в маленьком помещении, требуется дополнительное пространство для хранения заготовок.
Где купить ленточнопильные станки
Купить ленточнопильные станки вы можете у нас — на выгодных условиях. Мы сами производим указанное оборудование, или заказываем его у наших партнеров, что позволяет нам быть на 100% уверенным в высоком качестве моделей.
Также покупка станков непосредственно у завода-производителя или его прямого представителя позволяет вам получить агрегаты по одной из самых выгодных цен на рынке, так как в их стоимость уже не входят торговые накрутки различных посреднических организаций.
Кроме того, ассортимент ленточнопильных станков у нас представлен очень широко. В нем вы обязательно найдете модели, которые точно будут соответствовать всем заявленным вами требованиям.
Проанализируйте технические характеристики и стоимость наших станков, закажите нужные вам модели, и тогда вы на практике сможете убедиться, что наши слова с делами не расходятся.
Что такое ленточная пила?
Речь идет о многорезцовом режущем инструменте, главным рабочим органом которого является стальная, замкнутая в кольцо лента, оснащенная по одному краю острыми зубьями. Ленточная пила – это станок, который впервые появился в Англии еще в начале XIX века, но лишь к его концу такое оборудование получило широкое распространение. Все из-за того, что в те времена не было возможности добиться точного соединения концов стальной ленты. Сегодня для этого применяется сварка, а ленточные пилы распространились по миру, хотя лидерство в их производстве продолжает удерживать Франция.
Устройство ленточной пилы
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Принцип работы ленточной пилы
Есть модели промышленных станков, работающие от трехфазной сети – 380 В, а некоторые могут подключаться и к однофазной – 220 В. Принцип действия ленточной пилы заключается в следующем: выбранная металлическая лента надевается на два шкива. При включении одного из них полотно начинает перемещаться и таким образом осуществляется резка обрабатываемого материала. Ручной ленточнопильный станок разрезает материал, постоянно подаваемый в зону распила с определенной скоростью. Процесс контролирует мастер, который следит за правильностью выполнения поставленной задачи.





Ленточная пила своими руками
Ленточный станок выполненный из дерева
Изготовление станины
Несущая штанга — швеллер № 8, который приваривается к станине или прикручивается болтами. Он должен быть строго вертикальным и закреплен не менее чем в двух точках по длине, чтобы исключить угрозу отклонения. При закусывании пилы, например (что иногда случается) или пилении материала больших размеров нагрузки возникают довольно большие.
В рабочей площадке делаем пропил под пилу
На станине расположен горизонтальный рабочий стол с пропилами для движения ленты, линейкой, упором, зажимами и прочими приспособлениями для подачи и удержания заготовок. Высота стола от нижних упоров — 0,7-0,9 метра. Высота штанги над столом — 0,6-0,8 м.
В нижней части станины устанавливается асинхронный электродвигатель с конденсаторами запуска, соединенный ременной передачей с приводным шкивом изменяемого диаметра. При необходимости изменить скорость резания, клиновидный ремень просто перебрасывается на другой диаметр. Натяжение ремня обеспечивается пружинным натяжным механизмом.
Чертеж ленточнопильного станка
Монтаж привода
От биений ленты станок защищает специальный механизм демпфера, который расположен под рабочим столом. Чертежи этого устройства можно найти в интернете. Иногда можно увидеть ленточные пилы с двумя демпферами — снизу и сверху рабочей зоны. Это оправдано, если станок предназначен для работы с заготовками больших размеров или требуется исключительно высокая точность пиления.
Вал пильного привота
Система смазки и защита
Все рабочие узлы, где что-нибудь вращается или движется, необходимо защитить кожухами. Лучше всего, сделать их из водостойкой фанеры толщиной от 10 мм. Это обойдется недорого, а шлифованная фанера, покрашенная эмалью, выглядит очень хорошо.
Система пуска — стандартная кнопка с возможностью аварийного отключения. Нижнюю часть станка желательно выполнить в виде тумбочки с широкой дверкой, или даже двумя. Одна служит для отбора падающих опилок, вторая — для доступа к шкивам и регулировки скорости движения ленты.
Вращающиеся элементы закрываем кожухами
Сделать своими руками ленточный станок для опытного слесаря не составит особого труда. Часть необходимых деталей и узлов можно взять от списанных или демонтированных машин собственного предприятия или купить на рынке или и по интернету, часть — изготовить самому. В любом случае, сделанный самостоятельно станок обойдется раза в два дешевле заводского, при том же уровне работоспособности и точности регулировок.
Как сделать торцовочную пилу своими руками?
Торцовочная пила создается своими руками на базе имеющегося оснащения – ручной циркулярной пилы, углошлифовальной машины (болгарки). А при монтаже дисков конкретного вида самодельное устройство можно применять для разрезания профиля на металлопластиковой основе, труб, что увеличит область ее использования.
Из ручной циркулярной пилы
Структура обычная и приемлема для создания на дому. Корпус торцовочного агрегата делается из древесины либо железа. Из фанерных листов (ДСП) сооружают основу, на которую монтируют вертикальную стойку, заранее вырезав в ней отверстия для фиксирования торцовки. Устройство маятникового вида делается из доски и крепится на основу посредством длинного болта.
Подготовив стальной стержень либо уголок, его прикрепляют поверху маятника, так чтобы конец торчал. Затем берется пружина, одним концом ее фиксируют за заднюю полку уголка, а вторым – за вертикальную стойку. Натяжку подбирают опытным способом, но ее должно хватить для непринужденного удержания в висячем положении ручной циркулярной пилы.
Сняв с оснащения ручку, его фиксируют на маятнике в заранее подготовленное отверстие. Провода помещают в подготовленные для этого прорези, и подсоединяют электропитание. В крышке стола выполняется маленькая прорезь, и к ней под углом 90° фиксируют боковые упоры. Если их сделать поворачивающимися, то разрезать заготовки станет возможно под конкретным градусом. Агрегат собран, осталось испытывать в работе. Применяя чертежи, можно сделать какой угодно, даже очень непростой аппарат.
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
 Процесс сварки ленточной пилы
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
 Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Как выбрать ленточнопильный станок
Ленточнопильные станки уже давно перестали быть «роскошью», это необходимое производственное оборудование на предприятии, работа которого предполагает:
- раскрой полотен из металла или древесины;
- распил заготовок, требующих дальнейшей обработки;
- резка материалов под разными углами.
Правильно подобранное по типу, мощности и характеристикам оборудование позволит с легкостью распиливать любые материалы – дерево, металлы разной степени плотности и сплавы, горные породы, композиты, пластмассы, пластик. Причем это может быть как самая простая резка по прямой, так и фигурная резка по заданным формам, толщине и др. размерам.
Подбирая станок, важно обращать внимание на ряд параметров. именно от них будет зависеть качество распила, а также продолжительность службы оборудования
В первую очередь определяемся, что предстоит резать (металлические заготовки, древесину, другие прочные материалы).
Второй момент – каких размеров заготовки и плиты будут обрабатываться станками: крупногабаритные детали, заготовки средних размеров или малые элементы.
Третий вопрос – насколько часто и интенсивно будет происходит эксплуатация станка (для промышленных целей или для домашнего использования приобретается).
Четвертый момент – сколько свободного места можно выделить под установку ленточнопильного станка, здесь также важно учесть и свободное пространство, необходимое оператору для работы с оборудованием.
После того, как были получены ответы на вопросы, можно переходить к выбору конкретного вида и модели станка
Здесь уже важно обращать внимание на моменты, от которых будет зависеть качество конечного результата – распила и полученных заготовок и деталей. Это такие критерии:
качество режущего края (все зависит от того, из какого материала сделана пильная лента, если это будет полотно из твердой стали, то оно долго сохранить развод зубьев пилы и остроту, но в случае затупления не подлежит повторному затачиванию, ленту пилы нужно заменить; если же это пила из мягкой стали, то возможна многократная заточка, исправление развода зубьев, но делать это придется часто, такие пилы могут очень быстро затупиться);
скорость пиления (для обработки дерева предпочтительно выбирать станки с максимальной скоростью работы, в случае с металлами скоростной параметр не столь принципиален);
возможность регулировки скорости пиления (дополнительная функция, расширяющая потенциал использования оборудования, так как в зависимости от распиливаемого материала и его особенностей оператор может подобрать оптимальную скорость работы пилы);
мощность электропривода станка (для бытовых нужд вполне достаточно агрегата со слабым мотором, но на производстве, где от мощности главного привода и скорости подачи заготовок непосредственным образом зависит производительность, этот параметр играет ключевую роль);
глубина пропила (этот параметр определяет максимально допустимую толщину материала, которую способна распилить данная ленточная пила, для бытовых станков оптимальный параметр – 150 мм, а вот станки с глубиной пропила до 300 мм уже относятся к профессиональному оборудованию, они подходят для распила массивных деталей, в том числе и на тонкие части;
тип управления станком (ручное, полуавтомат или автоматизированное);
возможность углового пиления, степень поворота рамы или стола (на какой угол можно выставить распиловку);
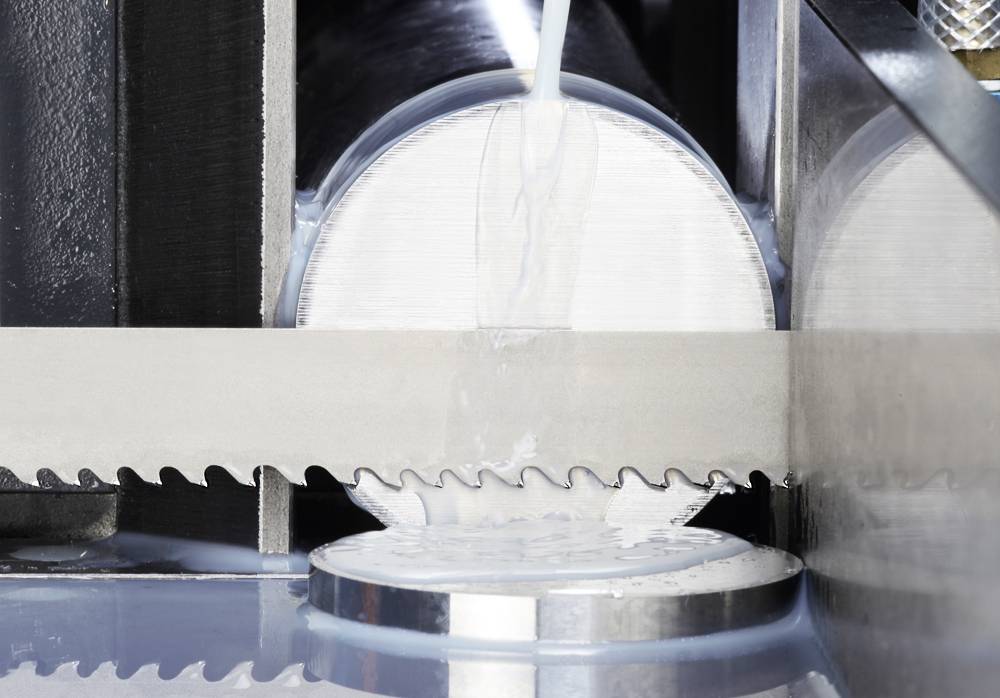
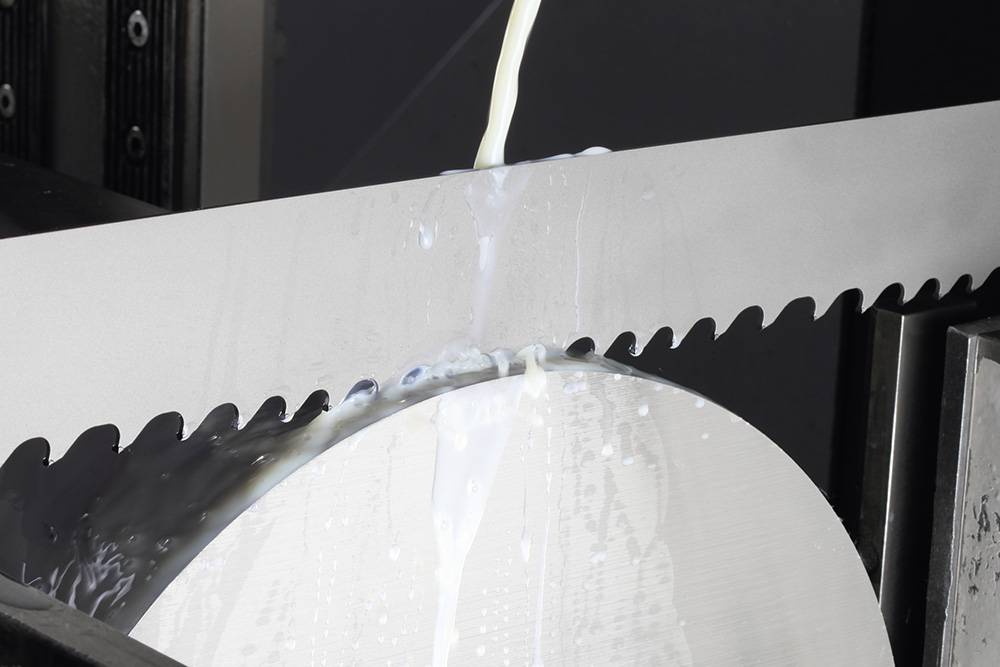
дополнительные конструкционные особенности (например, наличие щеток, очищающих опилки или металлическую стружку со шкива для исключения его загрязнений или использование подшипников закрытого типа, наличие функции охлаждения, особенно важной для станков, работающих с металлическими заготовками, и т.д.).
Устойчивость и жесткость станка – еще один ключевой параметр, ведь чем устойчивее установлено и работает оборудование, чем сильнее агрегат противостоит вибрации, образующейся во время резки, тем точнее будет происходить резка и тем безопаснее эксплуатация оборудования.
И последний в списке ключевых для большинства покупателей параметров – цена станка. Конечно, этот параметр также имеет огромное количество критериев, оказывающих влияние на конечные цифры:
- Тип и назначение станка (для металлических заготовок, для дерева, универсальные модели с возможностью регулировки работы);
- Габаритные размеры и функционал оборудования;
- Именитость фирмы-производителя;
- Количество торговых посредников между производителем и конечным потребителем.
Поэтому ищите оптимальное для себя соотношение этих параметров, уделяя первостепенное внимание качественным параметрам и характеристикам безопасности работы оборудования. Мне нравитсяНе нравится
Мне нравитсяНе нравится
Виды ленточной пилы по металлу
Представленное на рынке оборудование имеет разную степень автоматизированной работы. Распиловка металла ленточной пилой может происходить устройствами такого вида:
- Ручными. В них рама опускается благодаря прикладыванию сил оператором или весу самой конструкции. Скорость подачи заготовки регулируется благодаря фиксации устройства в исходных точках. Закрепляет и размечает заготовку оператор самостоятельно. Кроме того, ручная ленточная пила по металлу задает скорость путем опускания рамы.
- Полуавтоматическими. У таких устройств подъем конструкции, фиксация заготовок в тисках и их освобождение после выполнения работ осуществляется самим станком. Задача для оператора состоит только в укладке деталей в зажимном механизме.
- Автоматическими. Это оборудование в основном устанавливается на больших производствах. Оно самостоятельно выполняют фиксацию материала в тисках, спуск и подъем рамы, смену угла резки. Автоматически выполняется регулирование силы резки, давления и скорости подачи.
Видео изготовления самоделок
Далее представлены видеообзоры самостоятельного изготовления ленточных машин.
Самодельный с маятниковым механизмом, гидроцилиндром, ускорением распила
Составными частями оснащения и его основными отличительными характеристиками являются:
- расширительный бачок гидроцилиндра;
- регулировка подачи пилы;
- ременная передача на 3 скорости;
- асинхронный двигатель, работающий от сети 220В, мощность — 0.75кВт;
- червячный редуктор;
- направляющие пильного полотна состоят из трех подшипников 6000RS;
- регулировка рабочей зоны полотна;
- узел натяжения полотна;
- регулировка наклона шкивов, диаметром 173 мм.;
- размеры полотна 13х0,65х1510 мм.;
- пружины-противовесы;
- маятниковый механизм;
- тиски из УСП, ширина губок — 180, высота — 120, полезное раскрытие — 170 мм..
Выполняется демонстрация распила чугунной детали диаметром 130 мм., время работы — 25 минут, дюралюминий Д16Т диаметром 60 мм.









Станок с сечением реза до 250 мм
В видеообзоре демонстрируется работа и конструкция ленточной пилы с сечением реза до 250 мм.
Рабочая и ускоренная подача траверсы реализуется с помощью шарико-винтовой подачи и шагового двигателя, мощностью 1 кВт.
Управление механизмом осуществляется с помощью панели управления.
Гидравлика отсутствует.
Часть 1
Подробная инструкция по изготовлению ленточного станка по металлу, обладающего следующими отличительными свойствами и особенностями конструкции:
- редуктор 1-30;
- размеры полотна — 2480х27х0,9 мм.;
- размеры роликов (подшипников) под полотно — 22х8х7 мм.;
- двигатель — 1,1 кВт, 1400 об./мин.;
- диаметр шкивы — 300 мм.;
- максимальный диаметр круглых заготовок — 220 мм.;
- угол наклона станины — 50 градусов.
Часть 3
Возможно, посмотрев ролики, вы решите, что легче купить станок. Тогда можно выбрать продавцов в этом разделе. Производители (зарубежные и российские) также предлагают широкий выбор агрегатов. Кстати, можно приобретать оснащение в кредит и в лизинг. Компании, предоставляющие эти услуги представлены здесь.
Если будут нужны комплектующие, например, пилы и другие компоненты и расходники, можно обратиться в компании из этого списка.
Поломки ленточных станков возможно исправить, обратившись к специалистам по ремонту.
Для выполнения распила нестандартных деталей рекомендуется прибегнуть к услугам ленточнопильной резки, которая выполняется профессионалами на мощном и своеремнном оснащении.
Область применения
Для каждого вида работы производители стараются предложить выбор изделий с четко обозначенными качествами. Широко применяется ленточнопильное оборудование в металлообработке, работах по дереву, строительном бизнесе. Осуществляется резка пластика и композиционных материалов. Обрабатываются черные и цветные металлы. Ленточнопильные станки универсальны. Заменяя марку полотна, его шаг и режимы резки, на одном и том же оборудовании, можно эффективно изготавливать детали из совершенно различных материалов. При этом обеспечена высокая точность, минимум отходов и высокая скорость выполнения операций.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.
Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.
Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.