

Технические характеристики координатно-расточного станка 2Е450АФ30
| Параметр | Значение |
|---|---|
| Класс точности станка | A |
| Размеры рабочей поверхности стола, мм | 1120/630 |
| Наибольшее перемещение стола, мм | 1000/630 |
| Число Т-образных пазов | 7 |
| Расстояние между пазами, мм | 80 |
| Ширина паза, мм | 14 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 750/200 |
| Наибольший ход гильзы шпинделя, мм | 270 |
| Вылет шпинделя, мм | 710 |
| Конус шпинделя | Конус 45; 7:24 |
| Пределы частоты вращения шпинделя, мин | 10. 2500 |
| По специальному заказу, мин-1 | 10. 12000 |
| Расстояние от оси шпинделя до стойки, мм | 710 |
| Наибольший диаметр сверления, мм | 30 |
| Наибольший диаметр растачивания, мм | 250 |
| Точность установки координат, мм | 0.005 |
| Тип устройства ЧПУ | NC-210(NC-220) |
| Число управляемых осей координат (всего/одновременно) | 3/3 |
| Число скоростей шпинделя: | |
| при задании от пульта станка | 25 |
| при задании от УЧПУ | бесступенчато с дискретой 1мм/мин |
| Пределы рабочих подач шпинделя, мм/мин | 1.25. 1000 |
| Число рабочих подач шпинделя: | |
| при задании от пульта станка | 30 |
| при задании от УЧПУ | бесступенчато с дискретой 1мм/мин |
| Скорость перемещения шпиндельной коробки, м/мин | 3 |
| Скорость рабочего перемещения стола и салазок, мм/мин | 2.5. 10000 |
| Число рабочих скоростей перемещения стола и салазок: | |
| при задании от пульта станка | 17 (2.5. 8000) |
| при задании от УЧПУ | бесступенчато с дискретой 1 мм/мин |
| Допускаемая масса обрабатываемого изделия, кг | 600 |
| Наибольший диаметр расточки,мм | 250 |
| Наибольший диаметр сверления,мм | 30 |
| Наибольший крутящий момент на шпинделе.Нм | 200 |
| Дискретность отсчета координат по осям X,Y и Z, мм | 0.001 |
| Вид управления | Позиционно-контурное |
| Тип датчиков по осям X,Y и Z, мм | ЛИР-9 |
| Габаритные размеры станка 2Е450АФ30 | 2800x3000x3000 |
| Масса станка (без электрошкафов и принадлежностей) | 8000 |
Комплект поставки, входит в цену, станка 2Е450АФ30
Обозначение
Наименование
Кол-во
Запасные части
Инструмент
Отвертка с диэлектрической рукояткой ГОСТ 17199-71
Набор ключей гаечных двухсторонних ГОСТ 2839-71
Набор ключей гаечных для деталей с шестигранным углублением «под ключ» ГОСТ 11737-66
Набор ключей для круглых гаек ГОСТ 16984-71
Гайка М10.6.05 ГОСТ 5927-70
Шайба 10.05.05 ГОСТ 11371-68
Сухарь 7004-2044 ГОСТ 14730-69
Принадлежности (по отдельной цене)
Патрон цанговый с набором цанг
Шприц для смазки
Центроискатель для индикатора
Резцедержатель с точной подачей
Переходные втулка под клин (Конус Морзе 1)
Переходные втулка под клин (Конус Морзе 2)
Переходные втулки под клин (Конус Морзе 3)
Переходные втулки под клин (Конус Морзе 4)
Переходные втулки под винт (Конус Морзе 2)
Переходные втулки под винт (Конус Морзе 3)
Переходные втулки под винт (Конус Морзе 4)
Патрон сверлильный для сверл с цилиндрическим хвостиком. ГОСТ 8522-70 П-2Б-(3-15)
Оправка к сверлильному патрону
Оправки для торцевых фрез: — Ø27
Разнообразие расточного оборудования
Но не только координатные станки имеют свои особенности, но и другие типы расточного оборудования имеют индивидуальные технические характеристики. Сюда можно отнести и скорость, которая является повышенной, и процедуры, совершающие режущие действия, и небольшие подачи. Все типы станков делятся по своим характеристикам на одношпиндельные и многошпиндельные. Могут они быть и горизонтальными и вертикальными, а также односторонние или же двухсторонние. Алмазные станки можно встретить на различных комбинатах, основное направление которых создание изделий для авиации, автомобилей и сельского хозяйства. Такое оборудование работает только с теми изделиями, которые обрабатываются лишь только при помощи специальных режущих предметов, которые имеют твердосплавные и высокоточные характеристики. Они позволяют разрезать самые разные детали: цилиндрические блоки, двигательные гильзы, необходимые для транспортных средств, блочные головки и шатуны.
Горизонтальные токарные станки являются разновидностями уже известного координатного оборудования. Они различаются движением и расположением шпинделя. Довольно редко используется в настоящее время расточное оборудование.
Конструкция и характеристика работы основных узлов координатно-расточного станка 2450
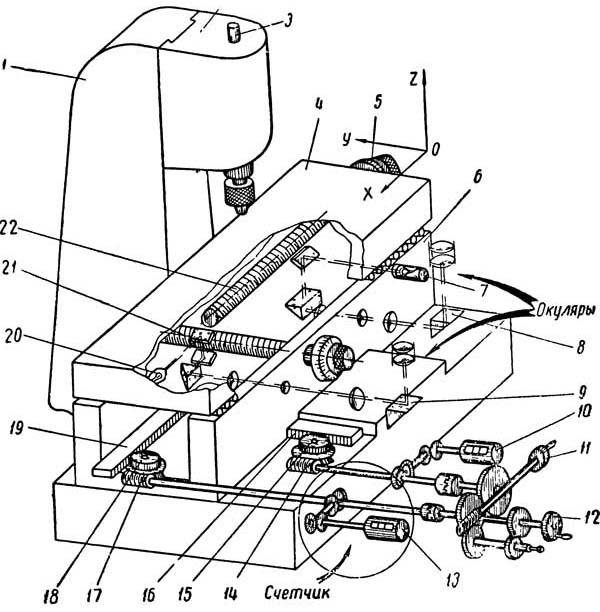
Схема действия основных координатно-расточного станка 2450
В инструментальном производстве находят одинаковое применение все три конструкции станков. Рассмотрим наиболее совершенный — станок третьей конструкции. Это — координатный разметочно-сверлильный и расточный станок модели 2450 с оптическим отсчетом перемещений.
По характеру движений основных частей такой станок (фиг. 93) подобен вертикально-фрезерному станку, но имеет еще одно дополнительное движение — вертикальную подачу шпинделя. Он состоит из станины 1 с установленным на ней электродвигателем, шпиндельной коробки 2, шпинделя 3, рабочего стола 4, его салазок 6Т механизма для продольных и поперечных перемещений рабочего стола и устройств для отсчета этих перемещений. Число оборотов шпинделя станка может изменяться в пределах от 50 до 1900 оборотов в минуту, а его автоматическая вертикальная подача от 03 до 0,18 мм на один оборот. И число оборотов, и подача шпинделя регулируются бесступенчато.
Отсчет перемещений стола
В данной конструкции наибольшую сложность и интерес представляют устройства для перемещений рабочего стола и отсчета их величины. Поперечное перемещение рабочего стола производится специальным электродвигателем или маховичками 11 и 12. От них движение передается червячной паре 14 и шестерне 15, расположенным на станине. Червячная передача и шестерня передвигают салазки с помощью установленной на них зубчатой рейки 16. Подобное же устройство служит и для продольных перемещений. Oho также состоит из червячной передачи 17, шестерни 18 и зубчатой рейки 19, соединенной с рабочим столом. Этот механизм приводится в движение от электродвигателя или от упомянутых выше маховичков 11 к 12.









Однако задача состоит не только в том, чтобы передвинуть стол на какое-то строго определенное расстояние. Необходимо иметь возможность произвести и точный отсчет величины этого перемещения. Такие отсчеты производятся по счетчику поперечного перемещения 10 и счетчику продольного перемещения 13. Счетчики указывают целые миллиметры и их половины с помощью цилиндрической измерительной линейки 21 для поперечного перемещения и линейки 22 для продольного перемещения, осветительных устройств 20 и 7 и оптических систем с окулярами 9 и 8, доводящих точность отсчета до тысячных долей миллиметра. Измерительные линейки представляют собой длинные полированные валики из нержавеющей стали, на поверхности которых нанесена точная и тонкая винтовая линия с шагом, равным 2 мм. Параллельные пучки света, выходящие из осветительных устройств 7 и 20, попадают на зеркала 8 и 9, освещают винтовую линию линеек и несут ее изображение через призмы и линзы в окуляры оптических систем. В окулярах видны два параллельных штриха и увеличено в 60 раз изображение небольшого участка винтовой линии измерительной линейки.
Перемещение стола
Посмотрим, как осуществить перемещение стола на заданную величину.
Предположим, что необходимо его передвинуть на 241,125 мм. Прежде всего нужно установить фактическое положение стола. Для этой цели риски оптического устройства устанавливают так, чтобы винтовая линия, видимая в окуляр, оказалась посредине между этими рисками. Затем перемещают стол до тех пор, пока счетчик не покажет разницу, равную 241 мм. После этого с помощью делительного барабанчика 5 и его нониуса повертывают цилиндрическую измерительную линейку на 0,125 мм и, глядя в окуляр, вновь перемещают стол маховичком 11, пока изображение винтовой линии не окажется между рисками окуляра. В результате стол окажется передвинутым на заданную величину.
Ошибки в расстоянии между осями отверстий, расточенных на описанном станке, не превышают ± 0,01 мм.
Приспособления
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются:
- a. круглый делительный стол для обработки отверстий, расположенных по окружности
- b. круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали.
Все координатные разметочно-сверлильные и расточные станки требуют особо бережного отношения, тщательно предохраняются от порчи, резких колебаний температуры и пыли. С этой целью они устанавливаются в особых закрытых и теплых помещениях.
Координатно- сверлильный станок с ЧПУ
Достоверную и устойчивую работу станка гарантирует качество комплектующих узлов и деталей. Оборудование представляет собой достаточно сложное сооружение, в котором кроме механических комплектующих деталей, вмонтирован электронный блок, требующий внимания мастера-электрика.
Конструкционные особенности
Сконструирован механизм из многих узлов:
- станины, оснащенной долевыми направляющими. По ним передвигается часть металлорежущего аппарата;
- кардинального и дополнительного стола для работы;
- гидравлической прищепки;
- выводящего стружку конвейерного устройства;
- гидравлики;
- аппарата продвижения СОЖ;
- узловой смазочной структуры;
- приспособления для управления осевыми приводами, пневматикой.
На основной версии станка с ЧПУ установлен один сверлильный шпиндель, мощность его равна 37 кВт. По желанию заказчика с целью повышения производительности на станок можно устанавливать дополнительно до 4-х вертикальных сверлильных шпинделей.

Перед начальным сверлением отверстия устанавливается в нужном положении шпиндель с использованием пульта управления. Так называемый «маховичок» на нем служит ускорителем механизма сверления дыр равновеликого диаметра. Это сокращает затраты времени, повышает производительность. Пульт с маховичком позволяет выполнить такие функции:
- ломка и удаление стружки;
- осуществлять своевременную остановку в обработке, чтобы предотвратить поломку сверла.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Расточные станки: горизонтальные, координатные, алмазные
Расточные станки по классификации ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков) относятся к группе сверлильных станков и делятся на несколько типов:
- горизонтально-расточные станки — применяются для обработки крупногабаритных и массивных заготовок, которые невозможно обрабатывать вращением в небольших производствах и ремонтных цехах;
- координатно-расточные станки – применяются для точного растачивания отверстий, которые имеют взаимозависимость между собой по межцентровому расстоянию и расположены относительно общих баз;
- алмазно-расточные станки – служат для точного растачивания отверстий, канавок, конических поверхностей и т.д. в основном для деталей с большой программой выпуска, т.е. в условиях крупносерийного производства алмазным или твердосплавным инструментом.
Некоторые модели расточных станков оснащаются УЦИ (устройствами цифровой индикацией) и системами ЧПУ (числовым программным управлением). Это помогает повысить производительность и точность.
Горизонтально-расточной станок Координатно-расточной танок Алмазно-расточной станок
Горизонтальные расточные станки
Горизонтально-расточные станки обрабатывают отверстия в корпусных деталях большого размера, которые устанавливаются на стол или плиту. Заготовки устанавливают и закрепляют на столе или плите относительно рабочих органов, после чего координируют положение инструмента. Чем больше габариты и вес заготовки, тем труднее ее установить и перемещать по столу. Если заготовка имеет габариты большие, чем габариты стола, тогда ее устанавливают на плите вне станка.
Режимы резания назначаются в зависимости от материала, вида резания, точности, жесткости и т.п.
Характеристики
Основной характеристикой при выборе горизонтальных расточных станков данного типа является диаметр шпинделя, размеры которого составляют от 80 до 320 мм.
Классификация
Условно горизонтально-расточные станки можно разделить на три группы:
- А – применяются для обработки негабаритных деталей, оборудование этой группы имеют диаметры шпинделя от 80 до 110 мм;
- Б – применяются для обработки средних заготовок, диаметры шпинделя составляют от 150 до 220 мм;
- В – применяются для обработки массивных и крупногабаритных деталей, с диаметром шпинделя до 320 мм и размерами столов от 800×900 до 1600×1800 мм.
Кинематическая схема
На рисунке представлена кинематическая схема горизонтального расточного станка 2620В с максимальным диаметром растачивания 20 мм высокой точности.
Кинематическая схема 2620В
Координатно-расточные станки
Широко применяются в инструментальных и опытных производствах, когда необходимо изготовить детали с высокой точностью. На координатно-расточных станках можно выполнять операции:
- сверления,
- растачивания,
- фрезерования,
- растачивание фасонных поверхностей: 2D-контуров и 3D-поверхностей,
- шлифование,
- нарезание резьбы,
- измерение линейных и угловых размеров.
- На видео происходит проверка на точность:
Классификация
В зависимости от расположения основных узлов оборудование можно классифицировать на:
- одностоечные с вертикальным расположением шпинделя;
- одностоечные с горизонтальным расположением шпинделя;
- двухстоечные с вертикальным расположением шпинделя;
- двухстоечные с вертикальным и горизонтальным расположением шпинделя.
Преимуществами одностоечных станков являются наличие дополнительного пространства, что позволяет легко устанавливать заготовки, приспособления и инструмент. Оборудование с горизонтальным расположением шпинделя характеризуется большей жесткостью – это позволяет обрабатывать глубокие отверстия, применяя дополнительную оснастку. Основной недостаток одностоечных станков – малый ход шпиндельной бабки по длине в вертикальном направлении. Двухстоечные станки обладают большей жесткостью и большим перемещением по длине шпиндельной бабки. Большая жесткость сказывается в лучшую сторону на точности обрабработки.








Минусам двухстоячной компоновки является более худший обзор установленной заготовки.
Назначение алмазно-расточного станка 2733П
Вертикальный отделочно-расточной станок 2733П выпускается российским станкостроительным предприятием и предназначен для тонкой расточки блоков цилиндров и гильз судовых, автотракторных и мотоциклетных двигателей, а также для сверления, подрезки торцов и расточки отверстий в отдельных деталях. Расточные станки снабжены комплектом шпинделей, которые устанавливаются на шпиндельную бабку в зависимости от диаметра растачиваемого отверстия. При использовании универсального шпинделя на станке 2733П возможно проведение тонких фрезерных работ. В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы (поэтому эти станки еще называют алмазно-расточными).
Читать также: Механизированная штукатурка наружных стен
Класс точности станков 2733П – повышенный (П).
Алмазно-расточной станок модели 2733П находит примение в крупносерийном и массовом производстве в автомобильной, тракторной и авиационной промышленности, а также на авторемонтных предприятиях и автобазах.
Технические характеристики вертикального отделочно-расточного станка 2733П
| Параметр | Значение |
| Класс точности по ГОСТ 8-82 | П |
| Диаметр растачиваемого отверстия, мм | |
| Расстояние от оси шпинделя до салазок шпиндельной бабки, не менее, мм | |
| Наибольший ход шпиндельной бабки, не менее, мм | |
| Расстояние от конца шпинделя в нижнем положении до рабочей поверхности стола, не менее, мм | |
| Размеры рабочей поверхности стола, мм | |
| Наибольшее перемещение стола, мм: – продольное – поперечное | |
| Количество ступеней частот вращения шпинделя | |
| Пределы частоты вращения шпинделя, об/мин | |
| Число ступеней рабочих подач шпиндельной бабки | |
| Пределы подач шпиндельной бабки, мм/об | |
| Скорость рабочего перемещения стола в продольном направлении, мм/мин | |
| Скорость быстрого перемещения стола в продольном направлении, м/мин | |
| Скорость быстрого перемещения шпиндельной бабки, м/мин | |
| Диаметры отверстий в зависимости от обработки, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | |
| Наибольшая глубина растачивания в зависимости от диаметра растачиваемого отверстия, мм: – шпинделем диаметр 48 – шпинделем диаметр 78 – шпинделем диаметр 120 – шпинделем диаметр 190 | 185 210. 300 350. 410 500 |
| Наибольший диаметр сверления в сплошном материале, мм | |
| Количество электродвигателей в станке, шт. | |
| Суммаршая мощность всех электродвигателей, кВт | |
| Габариты станка 2733П, не более, мм | |
| Масса станка с электрооборудованием и шпинделем, кг |
Читать также: Какое дерево дает каучук
| Обозначение | Наименование |
| 2Е78П.71А.000 | Шпиндель Ø 48 с резцом / Ø раст. 50-82мм; h раст.=185мм |
| 2Е78П.71И.000 | Шпиндель Ø 60 с резцом / Ø раст. 64-90мм; h раст.=185мм |
| 2Е78П.72А.000 | Шпиндель Ø 78 с резцом / Ø раст. 82-125мм; h раст.=250мм |
| 2Е78П.73А.000 | Шпиндель Ø 120 с резцом / Ø раст. 125-200мм; h раст.=365мм |
| 2733П.70Г.000 | Шпиндель Ǿ 190 с резцом / Ø раст. 200-320мм; h раст.=500мм |
| 2Е78П.75.000 | Шпиндель специальный (укороченный, применяется при расточке V-образных двигателей) |
| 2Е78П.74.000 | Шпиндель универсальный (Ø раст. 27-65мм) в комплекте с ключом 2Е78П.74.010,переходнойвтулкой 2Е78П.78.010 |
| 2А78.76.003А | * Борштанга 27-42 в комплекте со спец.ключом |
| 2А78.76.004А | * Борштанга 42-65 в комплекте со спец.ключом |
| 2733П.78.030А | * Устройство для торцевания (фрезерования) плоскостей |
| 2Е78П.78.010 | Переходная втулка к универсальному шпинделю |
| 2Е78П.95.010 | Приспособление для расточки гильз |
| 2Е78П.97.010 | Приспособление для расточки V-образных двигателей (при расточке используется шпиндель 2Е78П.75.000) |
| 2Е78П.93.000 | Наездник для установки резца на размер расточки |
| 2733П.90.000 | Наездник для установки резца на размер расточки шп. Ǿ190) |
| 2733П.94.000 | Накладка для расточки V-образных двигателей |
| 2Е78П.78.020/030 | Резец подрезной по чугуну |
| 2А78.71.202В-02 | Резец эльборовый |
| 2А78.71.202В | Резец эльборовый |
| 2А78.76.232Б | Прихваты (в 1 комплект входят 4 прихвата) |
| 2Е78П.91.000 | Приспособление для центрирования |
| 2733П.95.000 | Приспособление для центрирования |
2Е450АФ1 станок координатно-расточный одностоечный с оптической системой отсчёта координат по осям X и Y. Назначение и область применения
Серийное производство координатно-расточного станка 2Е450АФ1 началось в 1980 году. Модель 2Е450АФ1 пришла на смену станку .
Координатно-расточный станок 2Е450АФ1 (2Е450АФ1-1) предназначен для обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат чистового и получистового фрезерования плоскостей, расположенных вдоль осей X и У торцовыми и концевыми фрезами.
Поставляемые со станком поворотные столы позволяют производить обработку отверстий, заданных в полярной системе координат, а также взаимно перпендикулярных и расположенных под различными углами отверстий и плоскостей.
На станке 2Е450АФ1 (2Е450АФ1-1) также могут выполняться: нарезание резьбы, разметка и проверка линейных размеров на деталях, в частности, межцентровых расстояний.
На станке можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей.
Станок 2Е450АФ1 (2Е450АФ1-1) используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки.
Станок оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм и в полярной системе — 5 угловых секунд. Точность расстояний между осями отверстий, обработанных в нормальных для координатного растачивания условиях, 0,006 мм.
Установка оси отверстия на изделии относительно оси шпинделя на требуемую координату осуществляется движением стола или салазок, перемещение которых контролируется специальным оптическим устройством. Последнее базируется на точных линейках, закрепляемых в одном случае на столе (подвижная линейка), в другом — на станине (неподвижная линейка). Линейка стола имеет 1000 высокоточных делений через 1 мм, линейка станины — 630 делений. Штрихи делений проектируются на матовый экран с 75-кратным увеличением. Для оценки сотых долей одного интервала линейки в плоскости экрана имеется шкала со 100 делениями. Для получения отсчета большой точности на экране имеется дополнительная шкала, позволяющая производить отсчет до 0,001 мм.
Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине.
В станке предусмотрены ручной зажим стола, салазок и шпиндельной бабки.
Станок снабжен устройством предварительного набора координат. Фрезерование можно производить как при ручном управлении станком, так и с использованием устройства предварительного набора координат.
Конструктивные особенности станка
- Установка более мощного привода главного движения
- Увеличение жесткости корпусных деталей приводов стола и салазок
- Применение более мощных приводов подачи
- Расширение диапазона рабочих подач и частоты вращения шпинделя
- Применение устройства предварительного набора координат (УПНК), позволяющего сократить время позиционирования стола и салазок
- Исполнение приводов подач с шариковой винтовой парой в качестве конечного звена
- Привод перемещения стола и салазок осуществляется от регулируемых высокомоментных электродвигателей постоянного тока, которые допускают широкий диапазон регулирования скорости
- Отсчетная система станка — экранная оптическая с точными стеклянными масштабами. Выносное оборудование связано со станком готовой электропроводкой со штепсельными разъемами
Корректированный уровень звуковой мощности LpA не должен превышать 93 дБА.
Класс точности станка А по ГОСТ 8—71.
Станок соответствует высшей категории качества.
Проектная организация — Московский завод координатно-расточных станков.
Год принятия станка к серийному производству — 1980.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Радиально-сверлильные станки
От вертикально-сверлильных станков радиально-сверлильные отличаются конструктивной возможностью совмещения оси отверстия заготовки с осью шпинделя путем перемещения шпинделя относительно неподвижной заготовки в любое место горизонтальной поверхности стола. Радиально-сверлильные станки по конструкции подразделяют на станки общего назначения, переносные — для обработки отверстий в заготовках больших размеров (станки переносят подъемным краном к заготовке и обрабатывают вертикальные, горизонтальные и наклонные отверстия) и самоходные, смонтированные на тележках с креплением их в месте обработки с помощью башмаков.
Радиально-сверлильный станок модели 2554 (рис. 4) применяют при обработке отверстий в средних корпусных деталях. Станок позволяет выполнять сверление в сплошном материале, рассверливание, зенкерование, развертывание и растачивание отверстий, нарезание резьбы метчиками и другие операции. На фундаментной плите 1 станка установлена тумба 2 с неподвижной колонной 3, на которой надета гильза 4. Гильза поворачивается вокруг колонны, обеспечивая обработку отверстий в любом месте детали без ее перемещения. На гильзе смонтирована траверса 6, имеющая горизонтальные направляющие, по которым может перемещаться шпиндельная головка 5. Внутри шпиндельной головки размещены коробка скоростей, коробка передач и узел шпинделя 7. На передней крышке расположены органы управления. Обрабатываемые заготовки устанавливают на приставном столе или непосредственно на верхней плоскости фундаментной плиты.
Технические характеристики радиально-сверлильных станков, пользующихся повышенным спросом на отечественном рынке металлорежущего оборудования, приведены в табл. 3; 4.








Таблица 3. Радиально-сверлильные станки
| Модель | Диаметр сверления, мм | Расстояние от шпинделя до плиты, мм | Вылет шпинделя, мм | Частота вращения шпинделя, мин–1 | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| 2К522 | 32 (М16) | 960 | 800 | 45…200 | 1,5 | 1480x940x1990 | 950 |
| ГС545 | 45 | 1250 | 1100 | 45…2000 | 3,0 | 1800x925x2260 | 1380 |
| 2А554 | 50 (М52) | 1600 | 1600 | 18…2000 | 5,5 | 2850x1030x3430 | 4700 |
| 2А576 | 80 (М80) | 2000 | 2500 | 9…1800 | 7,5/11,0 | 4180x1280x4125 | 11 850 |
| 2А587 | 100 (М100) | 2500 | 3150 | 8…1600 | 11,0 | 4850x1830x4912 | 17 150 |
Промышленные радиально-сверлильные станки ЭТМ 3116 и ЭТМ 3116А укомплектованы зубчатой рейкой и ведущей шестерней, которые находятся на горизонтальной консоли. На станках можно выполнять угловое сверление при обычном положении заготовки и сверление под комбинированными углами при повороте заготовки; сверление вне рабочего стола, когда размеры заготовки превышают его размеры; углубленное сверление до 420 мм; горизонтальное сверление. Шарнирный рабочий стол может быть отрегулирован в любое положение под шпинделем.

Рис. 4. Радиально-сверлильный станок модель 2554: 1 — плита; 2 — тумба; 3 — колонна; 4 — гильза; 5 — шпиндельная головка; 6 — траверса; 7 — шпиндель
Промышленные радиально-сверлильные станки ЭТМ-3119, ЭТМ 3125 укомплектованы зубчатой рейкой и ведущей шестерней, мощным надежным двигателем для длительных режимов работы, высокоточными опорными подшипниками шпинделя, массивной зеркально-гладкой поверхностью основания с двумя пазами. Головка и консоль поворачиваются на 360 .
Таблица 4. Технические характеристики радиально-сверлильных станков
| Параметры | Модели станков | |||
| ЭТМ 3116 | ЭТМ 3116 | ЭТМ 3119 | ЭТМ 3125 | |
| Максимальный диаметр сверления, мм | 16 | 16 | 20 | 20 |
| Максимальная высота заготовки, мм | 154 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 80 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 460…2890 | 460…2890 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 5 | 5 | 16 | 16 |
| Общая высота станка, мм | 790 | 1630 | 980 | 1630 |
| Мощность, Вт | 550 | 550 | 550 | 750 |
| Напряжение, В | 220 | 380 | 380 | 380 |
| Масса, кг | 37 | 61 | 163 | 173 |
Особенности конструкции мобильного расточного станка и схемы его управления
Функцию опорного элемента выполняет станина, на которой находятся направляющие круглого вида.
- По последним передвигаются стойки (опционально) и/или салазки со столом (обязательно), и уже на нем закреплена борштанга.
- В этот вал вставляется резец и надежно фиксируется.
- Элекропривод (дрель или серводвигатель) обеспечивает перемещение подвижных элементов.
Так выглядит устройство расточного станка в самом общем случае, в конкретной ситуации он может быть оснащен дополнительными элементами, в зависимости от модели и типа оборудования, а также от решаемых задач. Принцип же его действия всегда прост:
- • за счет энергии, получаемой от привода, борштанга совершает вращательно-поступательные движения, вместе с закрепленной на стойках деталью;
- • при контакте инструмент (развертка, фреза или подобный им) наносит на поверхность заготовки резьбу, снимает металл, зачищает и расширяет отверстие – выполняет свою функцию;
- • с помощью смены скорости и переключения подачи можно регулировать режим и влиять на конечный результат.
Характеристики станка, на которые стоит обращать внимание при покупке:
- • диаметр, длина, рабочий ход борштанги, возможность корректировки этих параметров;
- • вид, мощность, тип питания двигателя;
- • максимальное расстояние перемещения по осям;
- • допустимый вес и размеры деталей;
- • глубина и квалитет точности обработки;
- • диапазон скоростей и способ подачи.
Чтобы не сомневаться в соответствии всех реальных параметров заявленным, стоит заказывать оборудование у его прямого производителя (и стоимость приобретения в таком случае окажется дешевле). В таких условиях покупка техники от удобна еще и потому, что, как непосредственный производитель, она готова предоставить исчерпывающую консультацию.
Схемы управления расточными станками представлены ниже – вместе с описанием особенностей тех или иных их видов.





