

Классификация ленточных конвейеров
Существуют некоторые признаки, по которым условно данные устройства можно разделить на несколько групп:
- по области применения: бывают общего назначения, специальные и подземные (транспортировка людей, катучие, а также передвижные);
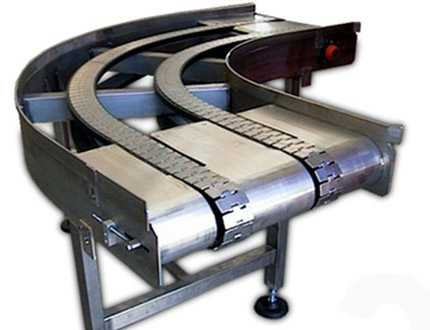
- по форме трассы: простые (с прямолинейным участком), сложные (с наклонной ломаной трассой), а также криволинейные или пространственные (изгиб в плоскости грузонесущего органа);
- по направлению движения груз: подъемные и спускные;
- по форме ленты и размещению груза: бывает плоская и желобчатая лента в различных модификациях;
- по углу наклона трассы: горизонтальные, наклонные, крутонаклонные (угол более 22 градусов) и вертикальные.
Стоит понимать, что, помимо этого, схема ленточного конвейера предусматривает использования различного тягового и грузонесущего органа. Ленты бывают резинотканевыми, резинотросовыми, проволочными, а также стальными. Тип ленты выбирается исходя из того, в каких условиях она будет работать. К примеру, стальные тяговые органы применяются для работы при высоких температурах (до 850 градусов), точно так же, как и проволочные, которые могут транспортировать грузы при рабочей температуре 1100 градусов по Цельсию.

Достоинства и недостатки цепных транспортеров
Как и любое механическое оборудование, цепные перегружатели имеют сильные и слабые стороны. В зависимости от заданного технологического процесса необходимо производить подбор нужного в той или иной ситуации.
Достоинства цепных конвейеров:
- высокая производительность;
- широкий диапазон мощностей;
- герметичный корпус, что исключает просыпание грузов;
- футерованный стальной корпус и рабочая поверхность.
Недостатки цепных перегружателей:
- массивная и габаритная конструкция;
- множество деталей и комплектующих подверженных износу за счет процессов трения;
- сложности в техническом обслуживании и производстве ремонтных работ;
- повышенный уровень шума при работе.
Преимущества
Можно выделить несколько основных преимуществ цепных конвейеров:
- транспортировка штучных грузов весом до 2000 кг;
- транспортировка продукции при наклоне до 50 градусов;
- применение специализированных цепей, оснащенных элементами крепления толкающих устройств, элементами фиксации;
- перемещение изделий, имеющих высокую температуру;
- использование в агрессивных средах.
Несоблюдение правил эксплуатации может вести к деформации устройства, появлению неисправностей.
Принцип работы гидравлического пластинчатого насоса
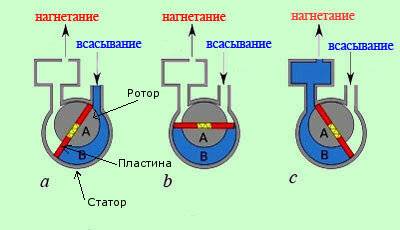
Принцип работы пластинчатого насоса
Понять принцип работы пластинчатого насоса можно используя рисунок выше. Вращаясь ротор перемещает пластины. Они в свою очередь под действием центробежной силы или пружины начинают выходить из пазов, плотно жмется к внутренней стенке статора. Благодаря тому, что центр ротора смещен относительно статора, объем рабочей камеры по мере движения растет – это событие всасывания (а). Ротор продолжая движение переходит в фазу уменьшения рабочей камеры – это событие нагнетания (с). Итак жидкость переносится между лопастями из системы всасывания в систему нагнетания.
Производительность шиберного насоса однократного действия
Производительность роторно-пластинчатого агрегата однократного действия определяется по формуле:
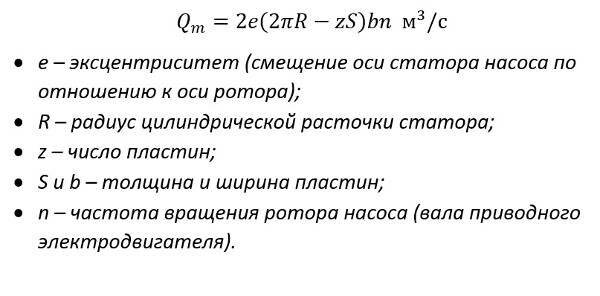
Как видно из формулы производительность зависит от величины e, которая определяет отклонение оси ротора от оси статора. Из чего следует что, если поместить ротор внутрь кольца, перемещением которого мы сможем управлять, мы получим регулируемый роторно-пластинчатый насос.
Производительность шиберного насоса двукратного действия
Производительность роторно-пластичного устройства определяется по следующей формуле:
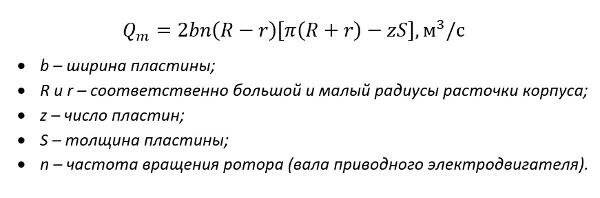
Исходя из формулы можно сделать некоторый вывод. Мощность насоса невозможно повысить кроме как увеличением вращений ротора (n). Из чего следует вывод что агрегаты двукратного действия являются не регулируемыми.
Тележечные конвейеры
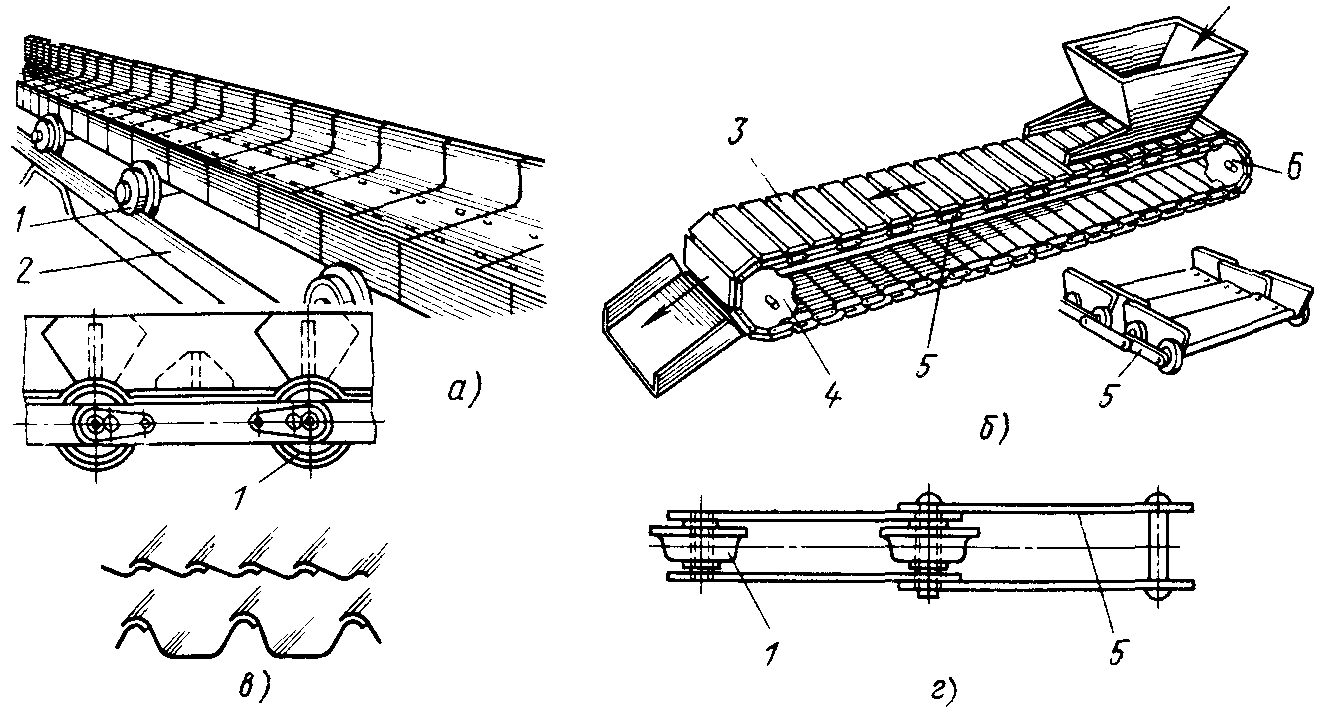
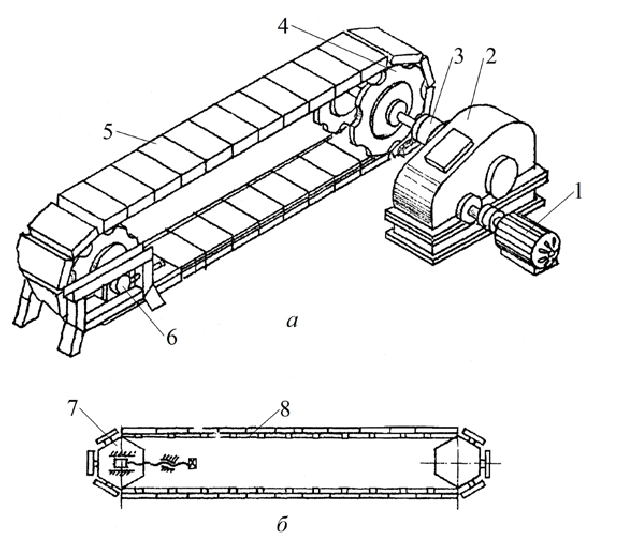
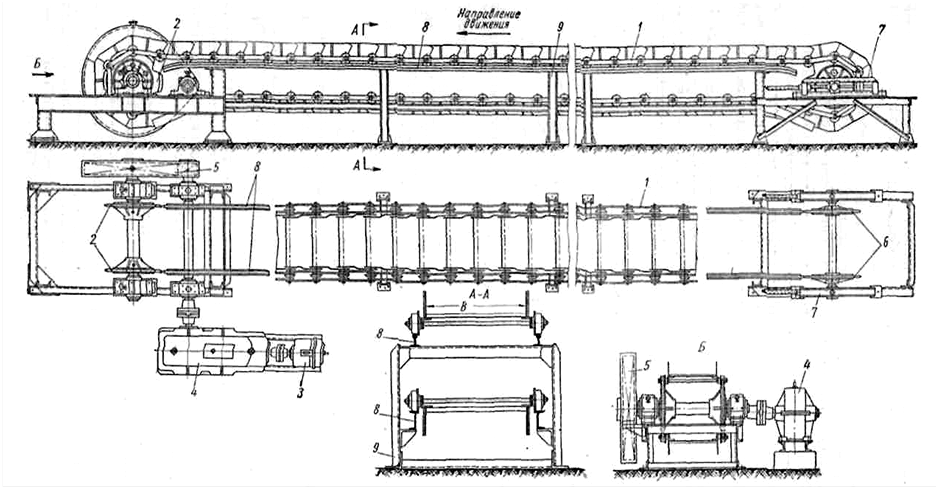
Тележечные литейные конвейеры служат основным транспортным устройством поточно-механизированных и автоматических формовочно-выбивных линий (рис. 16.5). По характеру трассы тележечные конвейеры могут быть горизонтально замкнутые и вертикально замкнутые непрерывного движения. Литейный конвейер, у которого движение периодическое, пульсирующее, называют шаговым. Привод таких конвейеров периодически передвигает всю замкнутую цепь платформ на заданный шаг. Тяговым органом в тележечном конвейере является пластинчатая втулочно-роликовая цепь (рис. 16.6).
У тележечного конвейера (рис. 16.5) тяговая цепь 1 жестко соединена с тележкой 2, которая передвигается на безребордных катках 5 по рельсам 6. На тележке горизонтально замкнутого конвейера смонтированы секции роликового конвейера 3, позволяющие безостановочно переталкивать на них грузы со стационарных сборочных конвейеров. Для предупреждения схода тележек с рельсов на скруглениях пути в данной конструкции вместо ходовых катков с ребордами, создающими большие сопротивления передвижению, применены специальные направляющие ролики 7, смонтированные на оси цепи, соединенной с тележками и перемещающиеся между направляющими 8. С целью защиты направляющих роликов 7 от попадания па них смеси к торцам тележек приваривают фартуки 4, перекрывающие друг друга.



Втулочно-роликовая цепь (рис. 16.6) собирается из штампованных стальных пластин, внутренних 1 и внешних 2, валиков 3 и свободно надетых на них роликов 4. Наличие ролика позволяет уменьшить сопротивление при прохождении цепей по звездочкам и на поворотах в горизонтальной плоскости. Кроме рассмотренных непрерывно движущихся конвейеров применяют также шагающие (горизонтально замкнутые и вертикально замкнутые).
На рис. 16.7 изображена принципиальная схема шагающего вертикально замкнутого литейного конвейера. Он состоит из верхней ветви 2, расположенной на перекрытии второго этажа, и нижней ветви 6. По этим ветвям перемещаются формы 3 и опоки. Передача опок или форм с верхнего этажа 8 на нижний и наоборот осуществляется двумя вертикальными гидравлическими подъемниками 4 и 7 на каретках 1 и 5.
Конвейер (рис. 16.8) состоит из неподвижной металлоконструкции 3 и подвижной внутренней рамы 4. Подвижная рама покоится на роликах 6 гидравлических домкратов 5, размещенных по длине конвейера с шагом, равным шагу конвейера. Формы 1 находятся на поддонах 2, которые опираются на металлоконструкцию 3. Для направления рамы 4 при ее движении служат направляющие ролики 7, установленные на металлоконструкции 3.
Передвижение форм 1 начинается с подъема подвижной рамы 4 на высоту на 10-15 мм большую, чем зазор к по всей длине конвейера. Затем с помощью гидравлического толкателя (на схеме не показан) подвижная рама 4 вместе с поддонами 2 и формами 1 передвигается на один шаг конвейера по роликам 6. После этого рама опускается и, возвращаясь на один шаг, занимает исходное положение. При следующем шаге все движения повторяются.
Гидропривод шагающего конвейера обеспечивает замедленный ход в начале и конце движения, и быстрый возврат подвижной рамы в исходное положение.
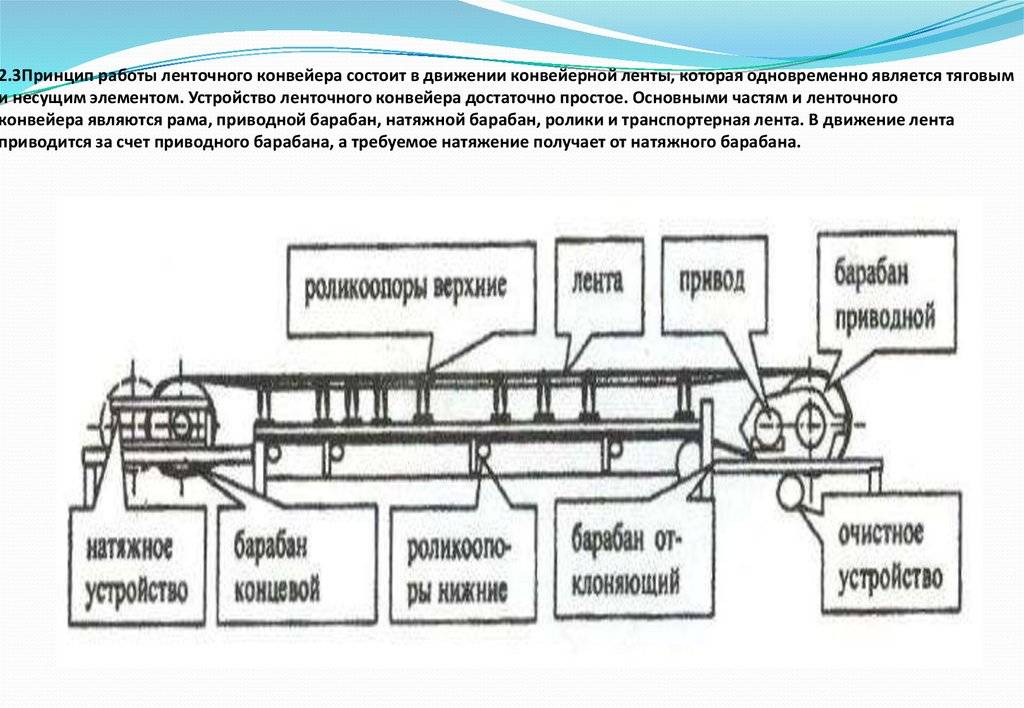
4.4. Привод ленточных конвейеров
Привод ленточного конвейера (рис. 4.7) состоит из электродвигателя 1, редуктора 3, приводного барабана 5 и муфт 2, 4. Конвейерная лента приводится в движение посредством трения между лентой и приводным барабаном. Для увеличения угла обхвата барабана лентой применяется специальный отклоняющий барабан. Привод устанавливается на раме.
Рис. 4.7. Схема привода ленточного конвейера: 1 – двигатель; 2,4 – муфты; 3 – редуктор; 5 – приводной барабан
Приводной и натяжной барабаны обычно устанавливаются на противоположных концах ленточного конвейера, а в местах изменения направления размещаются отклоняющие барабаны (см. рис. 4.1).
По числу приводных барабанов различаются приводы одно-, двух- и многобарабанные (рис. 4.8); по числу двигателей – одно-, двух- и многодвигательные (рис. 4.9). Наиболее простым и распространенным является однобарабанный привод с одним или двумя двигателями. Однако в тяжело нагруженных конвейерах большой длины силы сопротивления движению ленты достигают значительных величин и для их преодоления необходимо создавать очень большое натяжение тягового элемента (ленты). Это приводит к существенному увеличению массы и стоимости ленты, привода и других элементов конвейера. Поэтому применение однобарабанного привода в этом случае становится экономически невыгодным, а иногда и невозможным.
Рис. 4.8. Схемы конвейеров с различными видами приводов: а – однобарабанным; б – двухбарабанным; в – трехбарабанным
Рис. 4.9. Схемы расположения приводов конвейеров: а – однодвигательного; б – двухдвигательного; в, г – трехдвигательного; д – многодвигательного с прямолинейными промежуточными приводами; П – привод; Д – двигатель
Одним из вариантов решения этой проблемы является разделение длинного конвейера на несколько коротких конвейеров, расположенных последовательно. Однако при этом возникает необходимость передачи груза с одного конвейера на другой, что требует установки дополнительных разгрузочных, загрузочных и очистительных устройств, а в ряде случаев и недопустимо. Наиболее целесообразным решением считается применение многобарабанного привода, т.е. установка по длине конвейера нескольких согласованно работающих приводных устройств с индивидуальными электродвигателями (рис. 4.9, д). В этом случае вся трасса конвейера разбивается на отдельные участки по числу установленных приводных устройств, и каждый привод воспринимает нагрузку только от «своего» участка трассы. Такая система значительно снижает натяжение ленты.
Барабаны изготавливают сварными из стали Ст3 или литыми из серого чугуна (рис. 4.10). Для улучшения условий сцепления ленты с приводным барабаном его футеруют (облицовывают) резиной или другим фрикционным материалом (см. рис. 4.10, в).
Рис. 4.10. Барабаны для конвейеров с резинотканевой лентой: а – приводной; б – хвостовой и отклоняющий; в – футерованный резиной; г – вариант крепления облицовки к барабану
При выборе диаметра барабана следует учитывать два взаимоисключающих требования. С одной стороны, желательно иметь барабан минимального диаметра с целью снижения габаритов и массы конвейера; с другой стороны, с уменьшением диаметра барабана ухудшаются условия работы ленты – в ней растут напряжения изгиба.
Диаметр приводного барабана Dбп (мм) определяют, исходя из условия обеспечения достаточной долговечности резинотканевой конвейерной ленты, в зависимости от прочности ткани σр и числа прокладок z:
где KD – коэффициент диаметра барабана, принимается в зависимости от прочности ткани σр:
Источник
Цепной конвейер
В производстве и на предприятиях разного профиля нередким стало использование цепного конвейера. Данные конвейеры предназначаются для транспортировки больших, тяжелых грузов, для грузов обладающих высоким температурным уровнем.




Производительность данного вида конвейеров достаточно большая в сравнении например с конвейером ленточного типа. При всей их громоздкости, они, тем не менее, выполняют свою работу на достаточно высоком качественном уровне, поэтому, даже не смотря на их дороговизну и уход, который им необходим, цепные конвейеры зарекомендовали себя как достаточно стабильно работающие и износостойкие агрегаты. Наиболее широко распространено применение цепных конвейеров в автомобильной промышленности, где детали для автомобилей подаются именно на конвейерах данного типа.
Характеристики цепного конвейера
Основным в работе данного конвейера является то, что усилие здесь создается посредством цепи, их может быть две или одна. Конвейер сконструирован таким образом, что позволяет выполнять загрузку, перемещение, стразу по двум веткам и последующую отгрузку перемещаемого материала. Цепной конвейер имеет вид этакого короба, внутри которого размещена перегородка. Сконструирован цепной конвейер из узлов типового вида. В конструкции конвейера имеются три секции, проводная, секция для натяжения и секция промежуточная. Рабочим органом конвейера является цепь, которая оснащается специальным скребком. Цепи, в зависимости от модификации конвейера могут быть кованными, либо состоять из круглых звеньев.
Работа цепного конвейера вида осуществляется за счет электрического двигателя и редуктора. Данное оборудование расположено на раме, и связываются посредством передачи ременного типа с входным валом редуктора, который имеет вид цилиндра. Таким образом сконструирован привод цепного конвейера. Цепные конвейеры имеют множество подразделений на типы. Это зависит от их конструктивных особенностей. Конвейер может быть тележечного вида, то есть имеет зонирование по перевозке грузов. Желобчатый конвейер применим там, где необходима подача сыпучих материалов, такие конвейеры еще имеют название скребковые, следующим типом конвейеров цепного вида является уборочный конвейер.
Цепной конвейер — эксплуатация и применение
Определим некоторые преимущества работы цепного конвейера. К ним можно отнести во-первых то, что на данных конвейерах возможна настройка размеренного движения перевозимого груза, предотвращающего его падение или съезжание с ленты конвейера. Следующим немаловажным положительным аспектом является то, что данные виды конвейеров оснащаются специальными устройствами, как то: антискользящие накладки, бортики и специальные ограничители.
Отрадно еще и то, что устройство данных агрегатов позволяет проводить настройку, которая задает маршрут и количество перевозимого груза. К тому же данный вид конвейеров является достаточно эргономичным, что позволяет содержать его в довольно стесненных условиях или помещениях небольшой площадью. Изготовлен конвейер из экологичных материалов, таких как алюминий и нержавеющая сталь, таким образом люди, обслуживающие данную технику, не получают никакого вредоносного воздействия. Следует отметить так же, что конструкция цепного конвейера позволяет перемещать грузы, габариты которого превосходят сам транспортер.
Таким образом, становится ясно, что для достижения наиболее качественных результатов, которые при этом не будут достигаться посредством тяжелого труда, применение и использование в производстве цепных конвейеров, является необходимым и рациональным решением.
promplace.ru
Классификация конвейеров
Как ранее было отмечено, выделяют довольно большое количество различных устройств, предназначенных для транспортировки грузов. Классификация конвейеров в большинстве случаев проводится по конструктивным признаком. Наибольшее распространение получили следующие варианты исполнения:
- Ленточные устройства встречаются чаще других по причине универсальности в применении и относительно невысокой стоимости. Их предназначение заключается в транспортировке кусковых и других материалов на достаточно большое расстояние. Ключевая особенность заключается в том, что рабочая поверхность представлена натянутой многослойной лентой, на которой и проводится размещение различных грузов. Сегодня эта группа по причине огромного количества положительных признаков встречается крайне часто, однако не считается универсальным вариантом.
- Винтовые устройства основаны на принципе применения архимедового винта, зачастую устанавливаются для транспортировки сыпучих материалов на достаточно большое расстояние. Эта группа также подразделена на несколько классов, основной отличительный признак заключается в типе устанавливаемого шнека. Шнековый винтовой конвейер также весьма распространен по причине высокой эффективности и относительно невысокой стоимости.
- Инерционная группа оборудования предназначена для перемещения сыпучих и в некоторых случаях штучных изделий на небольшое расстояние. При этом линия перемещения может быть исключительно горизонтальной или наклонной. Принцип действия заключается в создании вибрации, за счет которой легкие материалы смещают свое положение.
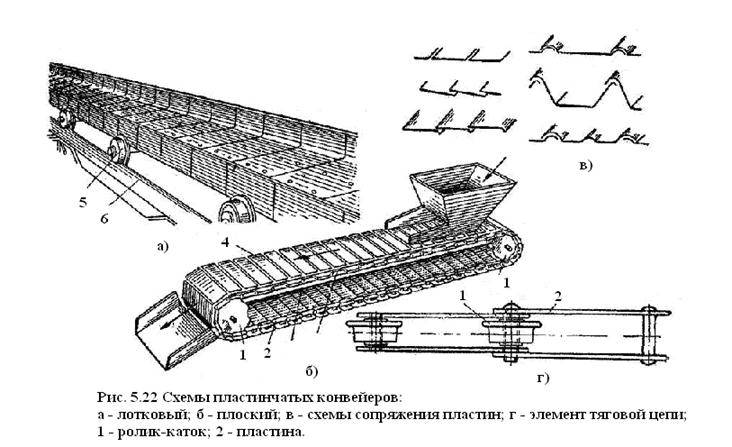
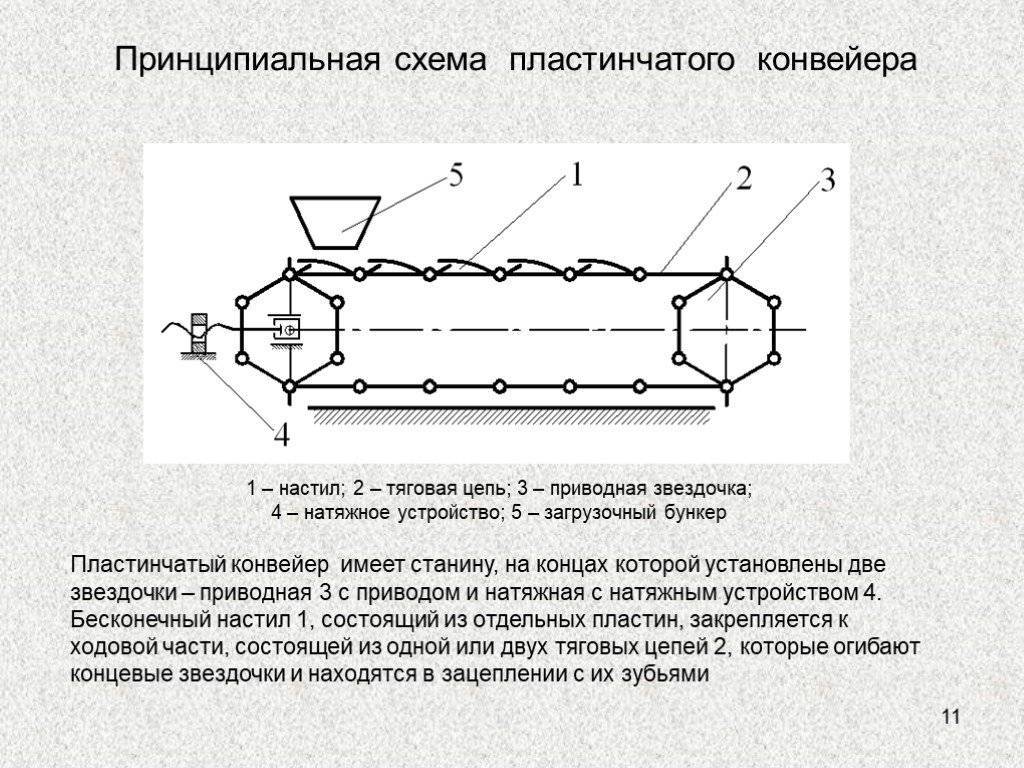
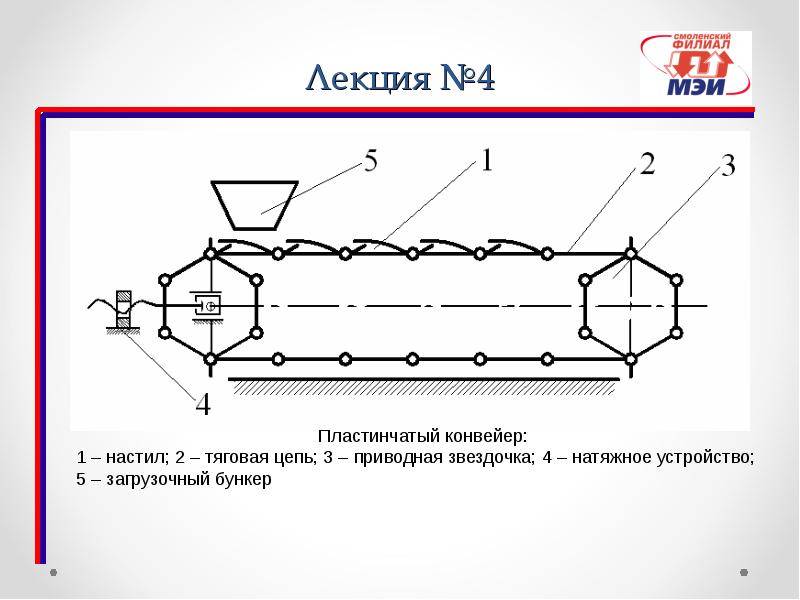
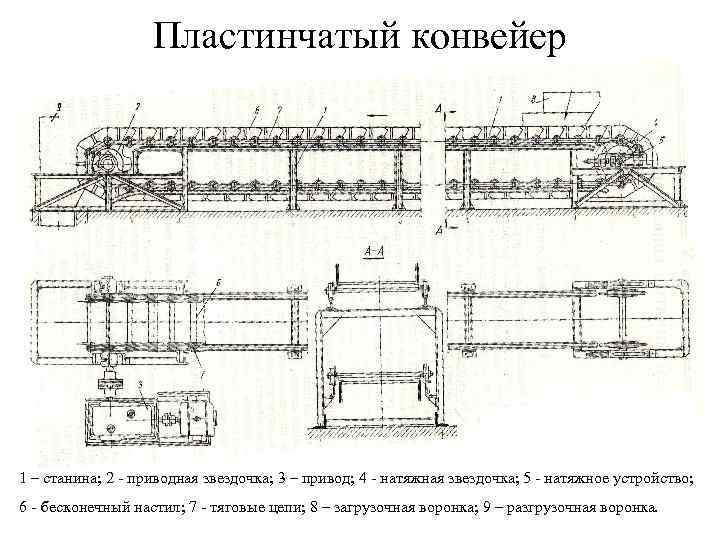
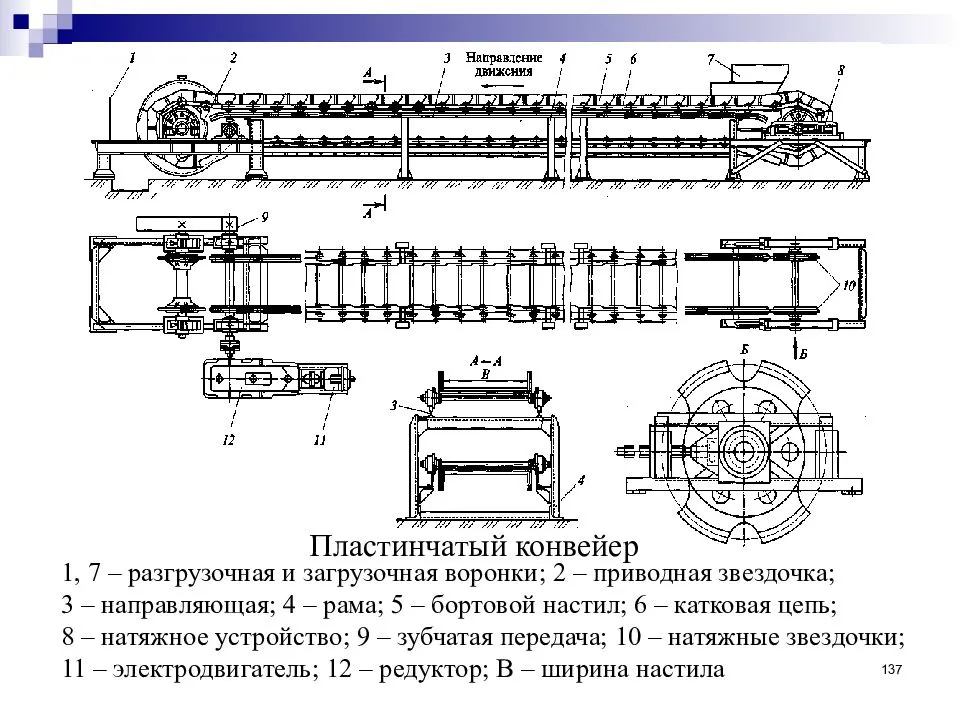
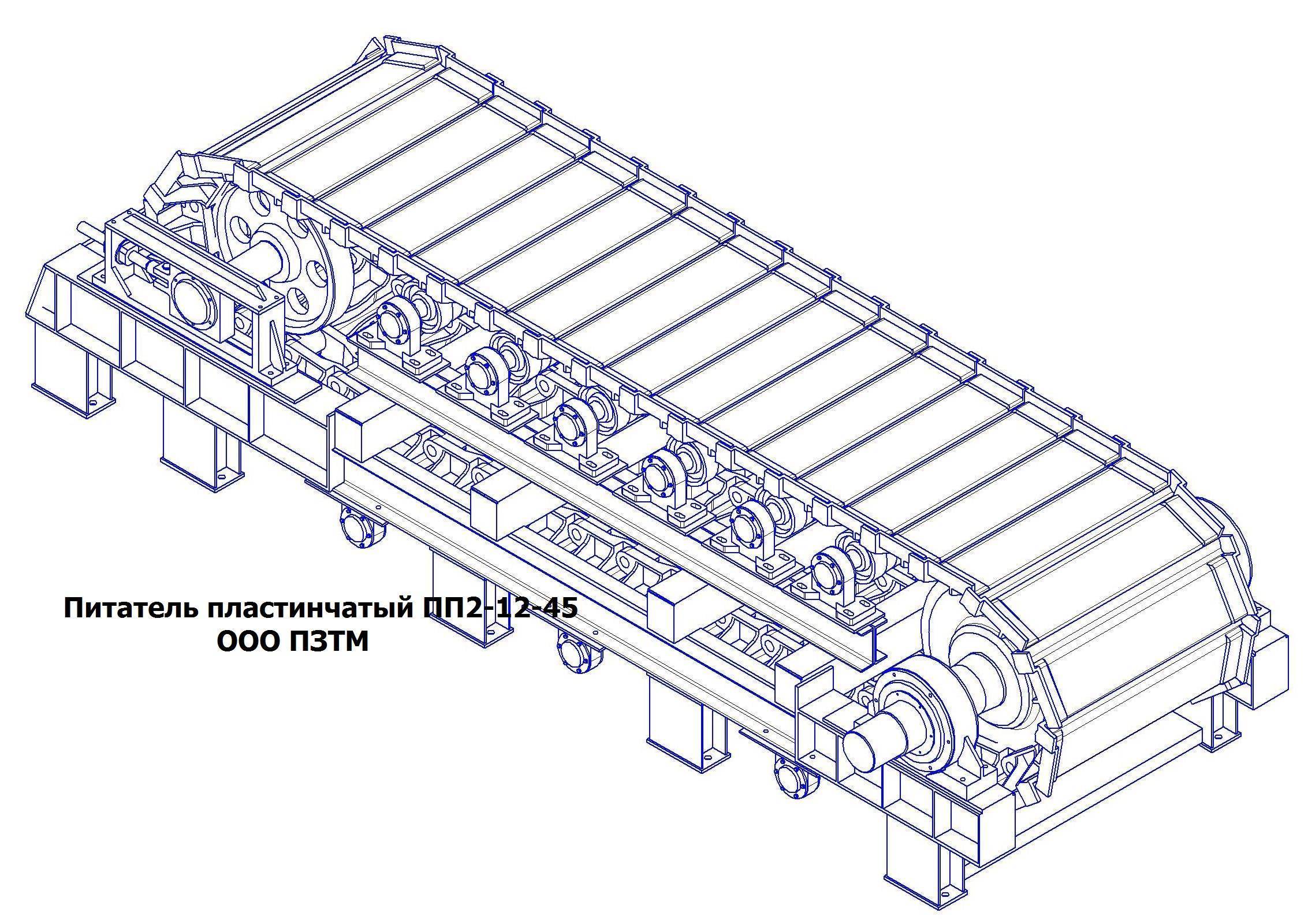
- Пластинчатое устройство чаще всего устанавливается в производственных цехах, так как основная рабочая поверхность может выдерживать существенное воздействие, к примеру, высокую температуру. Предназначение заключается в транспортировке острых, раскаленных или абразивных деталей. Подобный автомобильный конвейер может преодолевать достаточно резкие уклоны, так как на поверхности часто создаются специальные ребра, обеспечивающие надежную фиксацию. Однако у подобного предложения есть один существенный недостаток – скорость перемещения слишком мала.
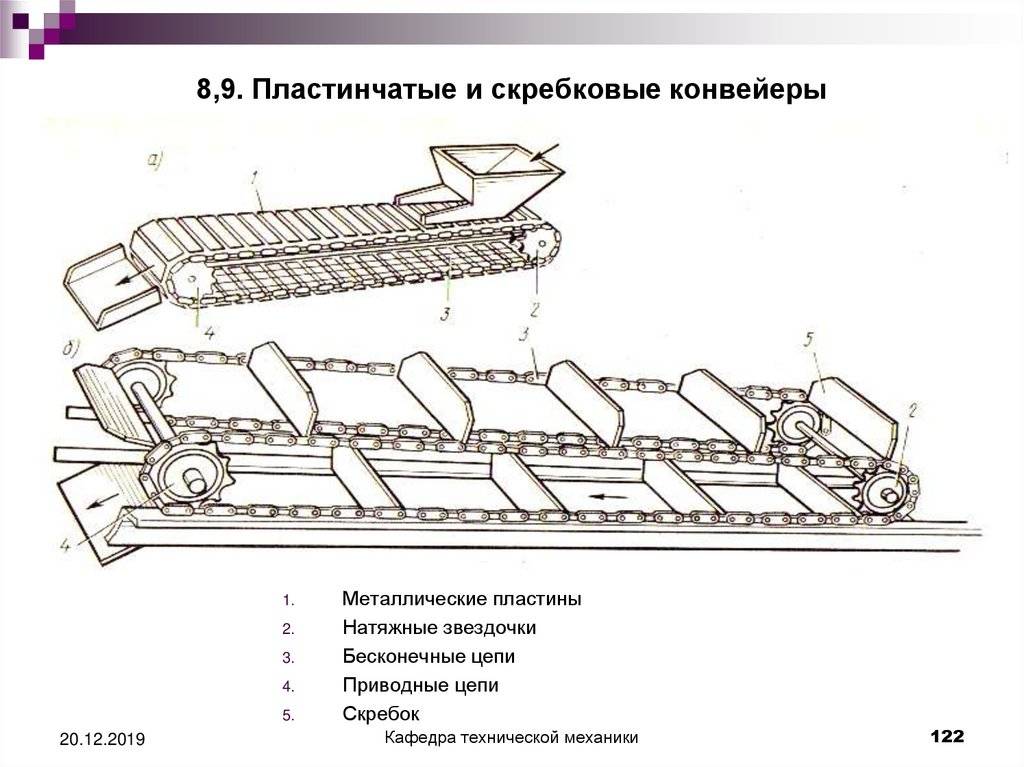
- Скребковые конвейеры характеризуются тем, что перемещение материала обеспечивается за счет его волочения по специальному желобу. Подобный вариант исполнения большое распространение получил в горнодобывающей и обрабатывающей промышленности. Установка этого варианта исполнения не возможна в том случае, если при волочении изделие будет терять свой привлекательный вид. Достоинством можно назвать достаточно высокую эффективность в применении, но есть и существенный недостаток, который связан со сложностью конструкции и отсутствием возможности ее применения в случае транспортировки хрупких грузов.
- Элеваторы являются отдельной группой конвейеров, предназначение которых заключается в непрерывной транспортировке грузов. Часто устройство применяется для вертикального перемещения материалов. Подобный ковшовой конвейер получил широкое распространение в сельском хозяйстве и горнодобывающей промышленности, является достаточно сложным устройством, требующим своевременного и профессионального обслуживания.
Приведенная выше информация указывает на то, что существует просто огромное количество различных вариантов исполнения конвейеров, выбор проводится в зависимости от области применения и других моментов.
Устройство цепных транспортеров
Основные узлы, или секции, входящие в конструкцию устройства, следующие:
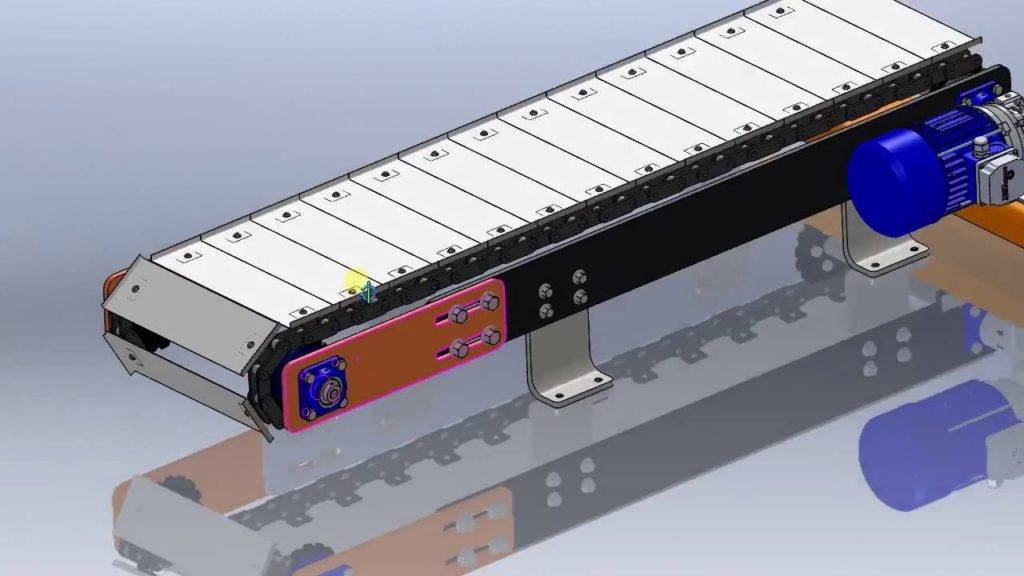
- Приводная. Это рама, на которой закреплены ведущий вал и ведущая шестерня. Здесь же размещен привод- электромотор и редуктор шестеренчатого типа, передающий крутящий момент на ведущий вал.
- Натяжная. Это противоположный по отношению к ведущему конец рамы. Ведомый ваз и шестерня закреплены в специальном подпружиненном кронштейне. Его расстояние от ведущего вала регулируется с помощью червячного привода. Чем дальше ведомый вал отодвигается от ведущего — тем выше натяжение цепи.
- Промежуточная. Представляет собой секции рамы между приводной и натяжной секциями. При значительной длине конвейера на ней могут устанавливаться пассивные опорные валы с поддерживающими цепь шестернями. Это позволяет избежать провисания цепи. Количество опорных валов определяет во время проведения инженерного расчета и построения чертежа транспортера. В устройствах скребкового типа необходимости в опорных валах нет.
- Рабочий орган. Это сама цепь. Ее звенья бывают коваными, сварными или сборными, наподобие велосипедной цепи. На скребковых цепных транспортерах к цепи крепятся перпендикулярные ей щитки, которые, двигаясь в массе продукта, увлекают его за собой.
Для транспортеров, работающих в горячих цехах, применяются специальные марки сталей, электрооборудование, редуктор и подшипники валов также должны быть выбраны в термостойком исполнении.
Груз на цепном конвейере может размещаться как сверху от рабочей ветви, на площадках, контейнерах и т.п., так и снизу- на крюках или магнитных подвесах.
Преимущества и недостатки
На протяжении длительного периода применялись исключительно ленточные варианты исполнения. Пластинчатые устройства характеризуются довольно большим количество преимуществ и недостатков. К преимуществам можно отнести следующее:
- Высокая степень приспособленности к транспортировке горячих, острокромочных, крупнокусковых и других грузов, которые могут стать причиной повреждения поверхности. Этот момент определил широкое распространение устройства в промышленности и многих других областях. Металлическая секционная лента выдерживает воздействие окружающей среды, при падении грунта или другого сыпучего грунта на поверхности не возникает дефектов.
- Применение металла позволяет проводить транспортировку груза при высоких и низких температурах. Именно этот момент позволил применять конвейеры для транспортировки горячих заготовок в машиностроительной и другой промышленности.
- Конструктивные особенности позволяют создавать пластинчатые конвейеры наклонного и другого типа. Большое распространение получили именно горизонтальные устройства, но могут устанавливаться и наклонные, которые позволяют поднимать груз на определенную высоту.
- Высокая степень производительности также относится к основным преимуществом пластинчатого конвейера. Она достигается за счет установки электрического двигателя, редуктора и некоторых других механизмов.
- Есть возможность использовать настил со специальными элементами крепления для транспортировки различных грузов. Примером можно назвать бортики, а также поперечные пластины.
- Можно проводить загрузку непосредственно из бункера, за счет чего повышается эффективность.
Есть и несколько существенных недостатков, которые также должны учитываться. Примером можно назвать следующее:
Применение металла при производстве основных элементов определяет то, что вес конструкции существенно повышается. Именно поэтому приходится проводить установку механизма на специальном основании, которое будет рассчитано на высокую нагрузку
Кроме этого, уделяется внимание фиксации основания. Еще важным моментом можно назвать сложность в изготовлении. Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Это также определяет то, что процедура обслуживания требует существенных денежных вложений
Некоторые детали нельзя найти в продаже, их изготовление проводится на заказ. Высокая стоимость ходовой части также связана с применение металла и других подобных материалов при изготовлении конструкции. Именно поэтому установка проводится в случае, когда требуются более высокие эксплуатационные характеристики. Невысокая скорость транспортировки. Это свойство одновременно можно назвать преимуществом и недостатком, так как существенно снижается показатель эффективности. Скорость перемещения снижается за счет снижения количества оборотов, для чего устанавливается редуктор. Он может снижать количество оборотов в несколько раз. Усложнение эксплуатации по причине установки большого количества шарнирных соединений. Подобные конструктивные элементы характеризуются относительно высокой сложностью. Слишком высокая нагрузка и эксплуатация без соответствующего обслуживания может привести к серьезным дефектам. За устройством нужно проводить постоянный уход и наблюдение, так как незначительные дефекты в течение длительного периода могут стать причиной выхода всего устройства из строя. Кроме этого, проводится периодическая проверка степени натяжения цепи, которая и отвечает за передачу усилия. Высокая сложность замены катков и других элементов. Именно поэтому обслуживание должен проводить исключительно специалист, который знает все особенности устройства. Из-за большой массы основных элементов возникает существенное сопротивление движению. Именно поэтому оказывается существенная нагрузка на электрический двигатель и промежуточный элемент.




При выборе пластинчатого конвейера следует уделять внимание всем преимуществам и недостаткам. Это связано с тем, что в некоторых случаях лучше провести установку ленточной конструкции
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик
Кроме этого, конструкция для транспортировки характеризуется огромным количеством различных характеристик.





