

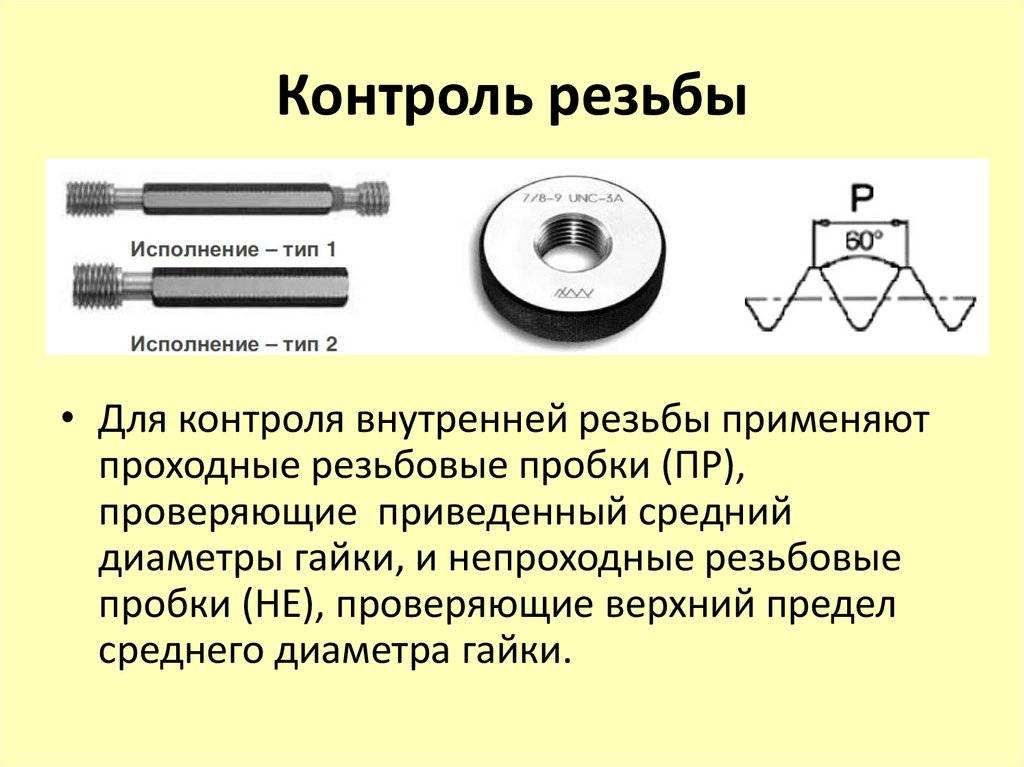
Приборы контроля резьбы
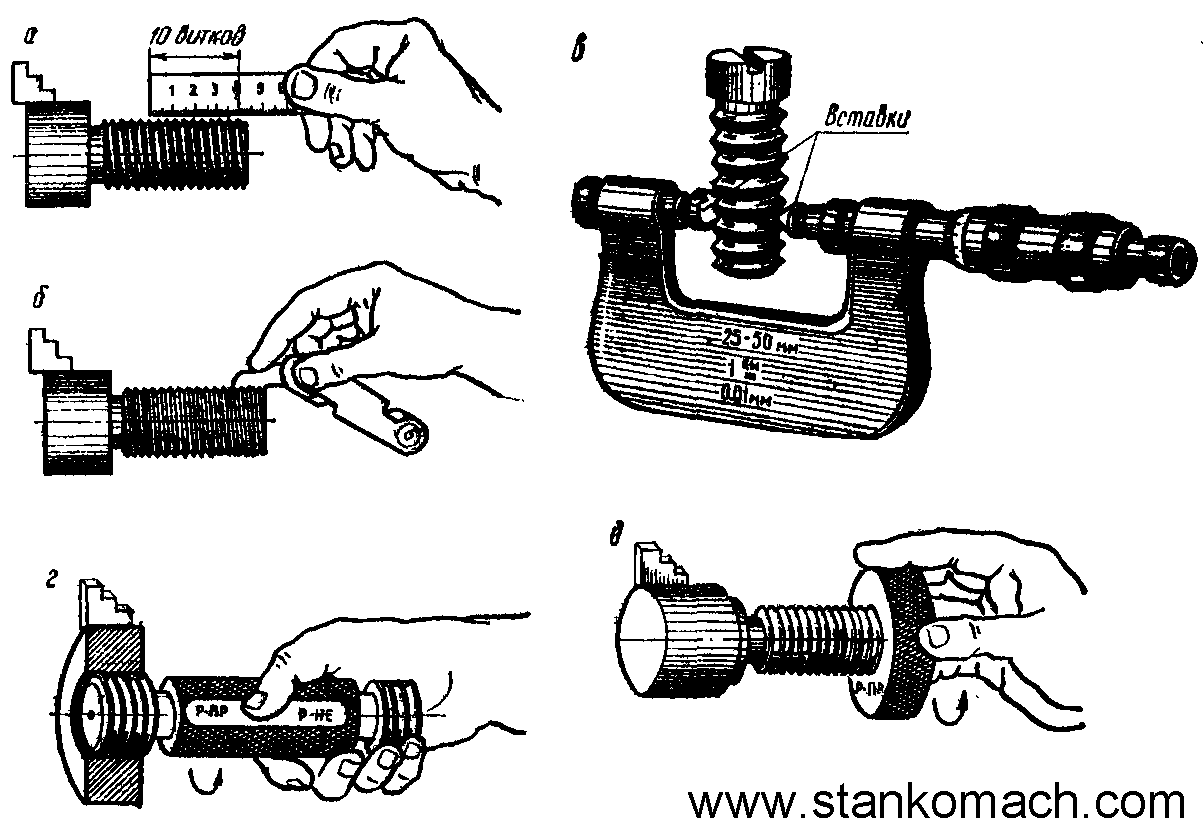
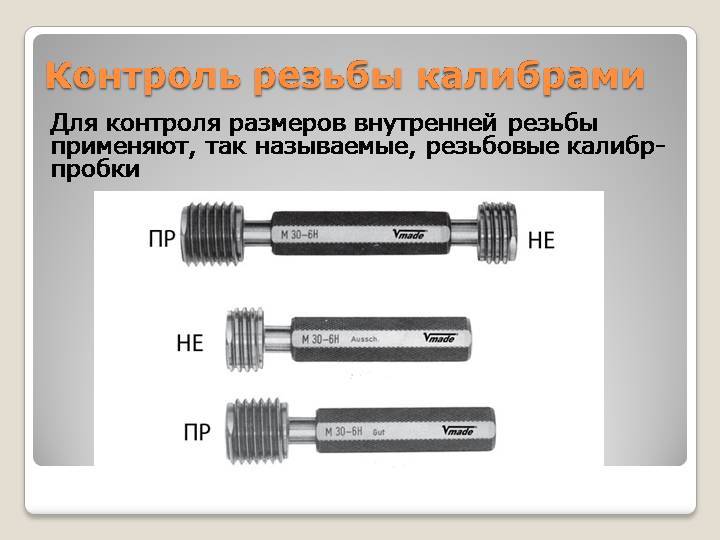
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
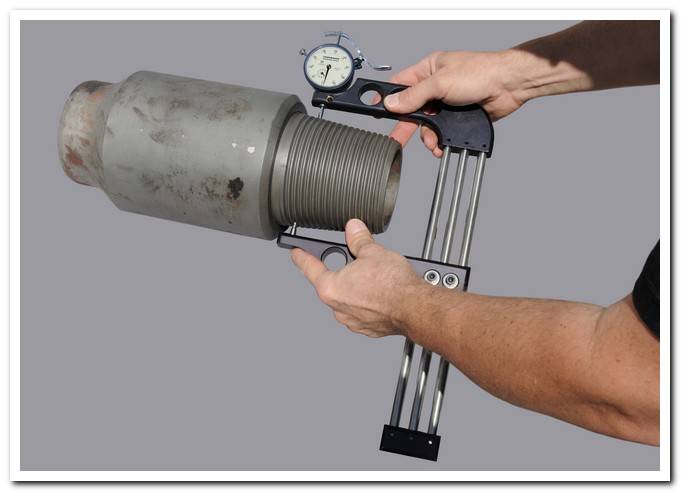
Существуют дополнительные приборы с индикаторами для контроля конусности детали. Они создаются по международному стандарту API и определяют размер резьбовых соединений в диапазоне от 1,5 до 24 дюймов. Устройство этих приспособлений представлено съёмными, измерительными наконечниками. Они передают результаты измерений отдельному индикатору, который выводит полученные данные на экран. Мастеру, применяющему индикаторные приборы для определения конусности детали, не понадобятся приблизительные шаблоны для контроля. Эта особенность обусловлена тем, что наконечники приборов всегда стараются предоставить наивысшие показатели для индикатора на минимальном расстоянии в 1 дюйм.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Проволочки и ролики для измерения среднего диаметра резьбы
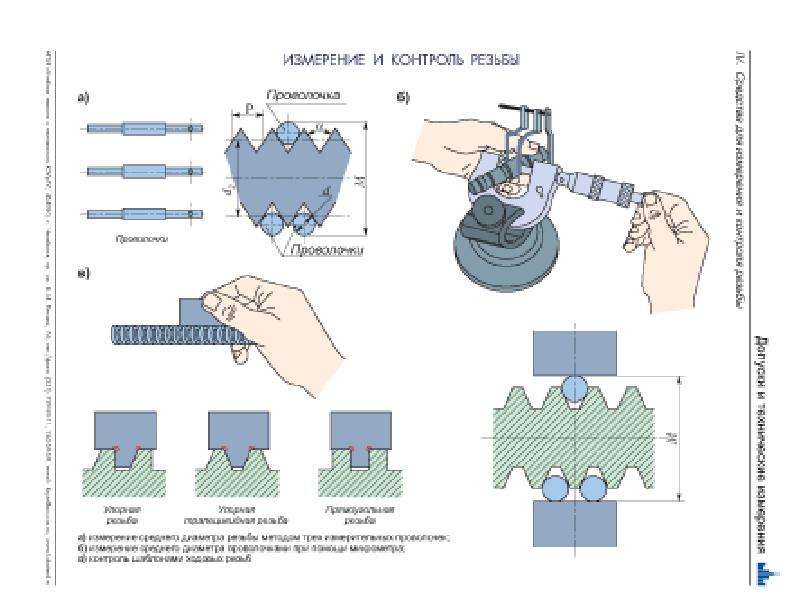
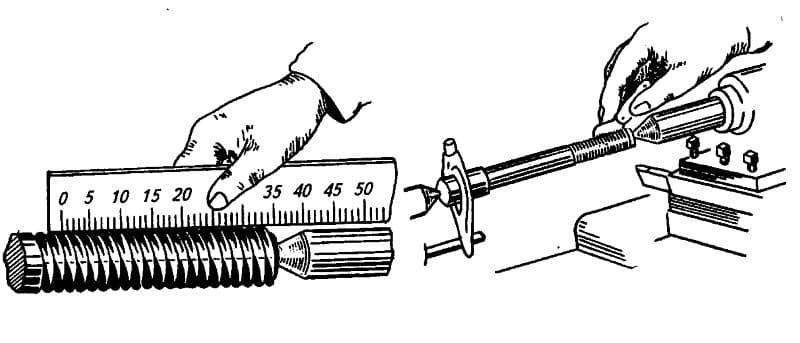
Измерениесреднего диаметра резьб с помощью проволочек производят микрометром (рис. 109).
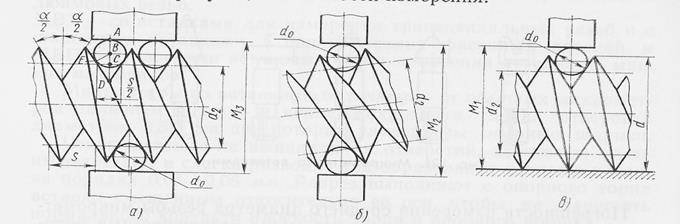
Рис. 109 Измерение среднего диаметра резьбы с помощью проволочек
Схема измерения по методу трех, двух или одной проволочек показана на рис. 109 а. Во впадины резьбы закладывают три проволочки, как показано на рис. 109 а, и измеряют размер М3 c помощью микрометра или на стойке с помощью индикатора часового типа или электронного индикатора.. Размер среднего диаметра резьбы определяют с помощью несложных тригометрических формул.
На практике, чтобы избежать трудоемких подсчетов среднего диаметра при каждом измерении, пользуются заранее составленными таблицами. При составлении таблиц в расчетах пользуются номинальными размерами резьбы S
,d0 иаПри измерении всех упорных резьб и некоторых трапецеидальных резьб с шагами 6 и 8 мм применение проволочек наивыгоднейшего диаметра невозможно, так как они утопают во впадинах резьбы. Поэтому приходится применять проволочки больших диаметров, выступающие за пределы наружного диаметра резьбы, по крайней мере, на 0,03 мм. При этом следует учитывать поправку на отклонение угла профиля резьбы.
Отклонение формы по среднему диаметру резьбы определяется по результатам измерений во взаимно перпендикулярных направлениях и на концах резьбы.
При малой длине резьбы применяется измерение среднего диаметра резьбы с помощью двух проволочек (рис. 109 б).
Измерение среднего диаметра резьбы производят также микрометром с шаровыми вставками, предварительно установленным по аттестованной резьбовой пробке.
Средний диаметр резьбы диаметром свыше 100 мм обычно измеряют на плите с помощью индикатора на стойке, устанавливаемой на той же плите (рис. 109 в). Для исключения влияния эксцентричности наружного и среднего диаметров резьбы размер М1
определяют дважды в одном сечении с поворотом объекта на 180°.
Измерение среднего диаметра резьбы с помощью микрометра производят при установке его на стойке
Поверку диаметров проволочек производят на стойке с индикатором часового типа или электронным индикатором не менее, чем в трех сечениях и в четырех направлениях в каждом сечении. Проволочки измеряют непосредственно по шкале прибора абсолютным методом. Поверку огранки проволочек производят в призме с углом при вершине 60° с помощью индикатора. За величину огранки принимают разность между наибольшими и наименьшими показаниями индикатора при повороте проволочки в призме на 360°.Измерение резьбы на микроскопах.Инструментальный универсальный и современный цифровой микроскопы являются одними из часто применяемыми средствами измерения наружных резьб. Микроскопы позволяют измерять все основные параметры наружной резьбы: средний диаметр, наружный и внутренний диаметры, шаг, угол профиля, прямолинейность и закругления профиля. На микроскопах проверяют резьбовые калибры, метчики, резьбовые фрезы микровинты и разные изделия с точной резьбой. Измерения резьбы производятся проекционным методом в проходящем свете.При измерении диаметров резьб используют метод непосредственной оценки по отсчетному устройству микроскопа; угла наклона боковой стороны профиля – метод непосредственной оценки по угломерной головке микроскопа; шаг резьбы – метод непосредственной оценки по отсчетному устройству микроскопа или метод сравнения с использованием блока концевых мер длины. На современных цифровых микроскопах, снабженных инкрементными линейными преобразователями, реверсивными счетчиками, цифровым отсчетом и программным обеспечением процесс измерением значительно проще.При измерении деталей, устанавливаемых в центрах на инструментальном микроскопе, необходимо расположить ось центров параллельно направлению продольного перемещения стола. Установку производят по контрольному валику, входящему в комплект принадлежностей к инструментальному микроскопу. Контрольный валик устанавливают в центрах микроскопа и пунктирную линию наводят на образующую валика у одного из концов его. Затем стол микроскопа перемещают в продольном направлении и проверяют совпадение той же пунктирной линии окулярной сетки с образующей валика у другого конца его. А случае несовпадения стол микроскопа повертывают в соответствующую сторону на небольшой угол и проверку повторяют. После правильной установки оси центров в центрах вместо валика устанавливают проверяемое изделие и производят необходимые измерения.При измерении резьбы проекционным методом колонка микроскопа должна быть наклонена вокруг горизонтальной оси под углом Ψ
подъема резьбыу который определяют по формулеΨ °=17,25 S/do
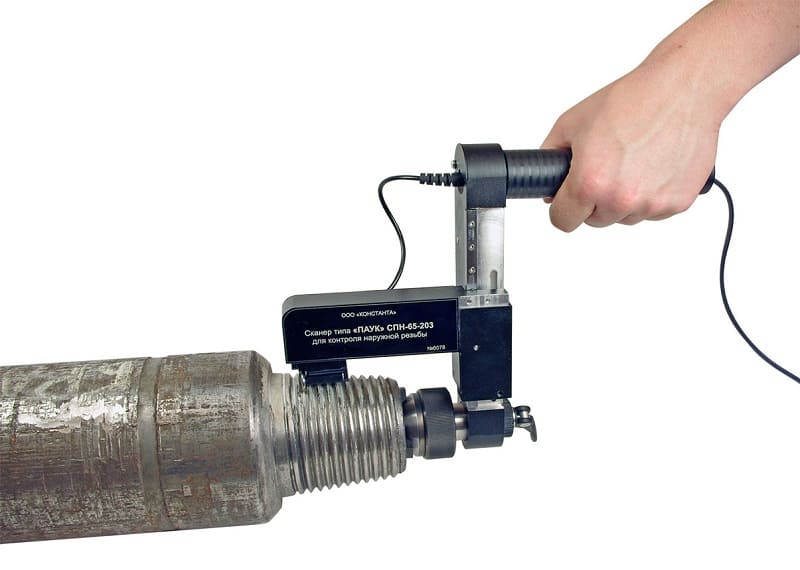
Принципы построения устройств контроля
При автоматизированном контроле параметров особое значение имеет объективность и повторяемость результатов контроля. Очевидно, что «человеческий фактор» существенно снижает достоверность результатов, поэтому при различной степени автоматизации процесса измерения, сбор и переработка информации должны оставаться за машиной
Кроме того, важно оставить возможность встраивания устройства контроля в автоматизированное производство за счет обеспечения подачи изделия на позицию контроля цеховым автоматизированным транспортом
Принципиально важно с точки зрения возможного применения устройств контроля геометрических параметров резьбы муфт и труб на одном производстве (единые эксплуатационные характеристики, подбор пар труба-муфта, единство критериев отбраковки) чтобы они строились на одной кинематической схеме, позволяющей применить общие методы сбора, переработки и анализа информации о параметрах резьбы. При конструировании устройств контроля резьбы можно выделить следующие моменты, влияющие на качество информации и достоверность результата:. При конструировании устройств контроля резьбы можно выделить следующие моменты, влияющие на качество информации и достоверность результата:
При конструировании устройств контроля резьбы можно выделить следующие моменты, влияющие на качество информации и достоверность результата:
- величина контролируемой зоны (поверхности) резьбы;
- технология сбора и обработки информации;
- точности базирования измерительных головок по отношению к поверхности резьбы в процессе автоматизированной подачи и фиксации объекта на измерительной позиции;
- объем получаемой информации, позволяющий сформулировать адекватные критерии отбраковки.
В разработанных в «ТЕЛЕКОН» устройствах УКРТ1 и УКРМ1 для контроля резьбы НКТ и муфт соответственно применяется метод визуального бесконтактного контроля параметров с помощью промышленных видеокамер, работающих на просвет для НКТ и на отражение для муфт.
Для повышения производительности контроля используются две видеокамеры, расположенные в диаметральной плоскости объекта, обеспечивающие одновременный осмотр двух зон резьбы, разнесенных на 180º. Контроль максимальной величины поверхности резьбы обеспечивается двумя механизмами сканирования: поворотом измерительных видеокамер вокруг оси детали с шагом в 22,5º (с учетом 2-х видеокамер таких зон контроля 16) и перемещением измерительных видеокамер вдоль оси детали на всю длину резьбы. В результате контроль осуществляется на ~ 75% поверхности резьбы трубы или муфты, что обеспечивает достаточную информацию для принятия решения об их годности.




Большое значение для минимизации систематических погрешностей измерения на автоматизированных устройствах контроля играет точность и повторяемость взаимного положения измерительных видеокамер и объекта. Это особенно актуально в случае автоматизированной подачи деталей на измерительную позицию цеховым транспортом. Если устройство предназначено для измерения нескольких типоразмеров деталей, то целесообразно минимизировать процесс переналадки, чтобы не потерять баз отсчета и пространственного положения осей. Это можно сделать либо за счет увеличения поля зрения (при сохранении разрешающей способности), либо за счет использования сменных измерительных головок, предварительно отъюстированных на заводе-изготовителе.
Суммарная погрешность положения детали складывается из погрешности формы детали, несоосности детали и измерительных головок, а также непараллельности оси перемещения головок и опорной плиты. Очевидно, что для реализации требований ГОСТ 633-80, суммарная погрешность не должна превышать 5-10 мкм. При этом юстировка устройства (в том числе при переналадке на другой типоразмер) должна обеспечивать собственную погрешность не выше 2-5 мкм. Все это повышает требования, как к кинематической структуре устройства, так и к точности изготовления и сборки применяемых узлов: направляющих, опор, базовых плит и т.д.
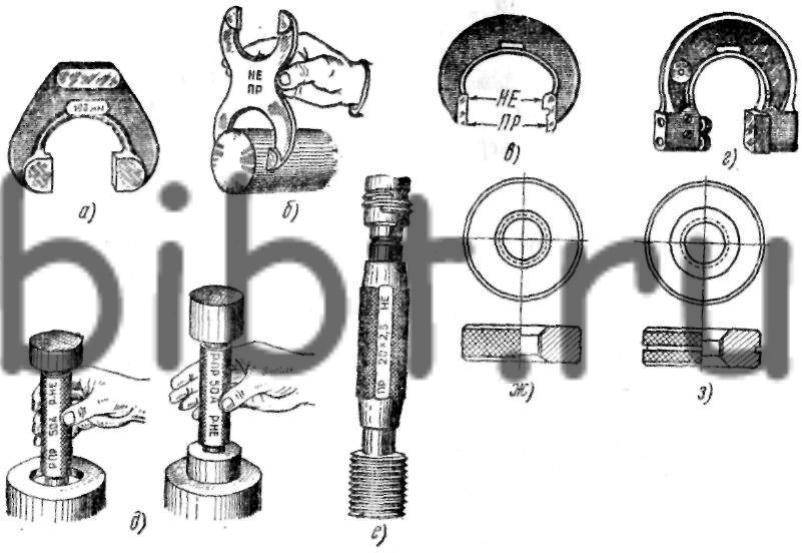
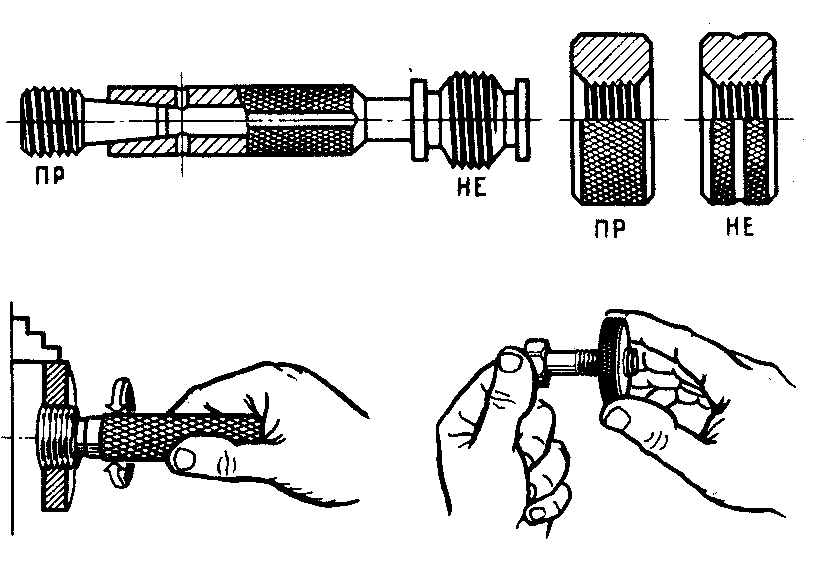
Применение калибров
Пробки со вставками являются главным типом резьбовых пробок, имеют конусный хвостовик. Они изготавливаются диаметром от 1 до 50 мм. Уплотнение резьбовых соединений с внешним диаметром от 50 до 100 мм делают в виде насадок, фиксируемых на концах пластмассовой ручки винтами. Проверку внешней резьбы производят резьбовыми кольцами, изготовленными диаметром от 1 до 100 мм. Проходные кольца нарезаются по всей ширине кольца. Их внешняя поверхность накатывается. Непроходимые кольца обладают укороченной резьбой (оставляют только два три витка с укороченной резьбой). На них создают отличительную проточку посередине внешней накатанной цилиндрической поверхности кольца.

Устройство и функционал
Резьбомер – это набор шаблонов, изготовленных из прочных металлических пластин. Их толщина около 1 мм. Один конец пластин имеет вырезы, калибром сопоставимые с измеряемой резьбой – шагом и профилем. Такие пластинки с зубчиками мастера называют гребенками. Метрические гребенки имеют обозначение шага резьбы, дюймовые — количество ниток помещающихся в одном дюйме.
Основной функционал приспособления – достаточно точно установить:
- Износ резьбы.
- Шаг резьбы.
- Число ниток резьбы на единицу расстояния.
- Изготовление резьбы по ГОСТу.
Прежде, чем начать работу с устройством, необходимо убедиться в его исправности. Повреждения и деформация должны исключаться. Исследуемый участок резьбы освобождается от масла и иных грязных компонентов. Заусеницы и дефекты устраняются. Из всей массы выбирается одна гребенка, которая плотно совпадет с профилем изучаемой резьбы. При этом никаких просветов быть не должно. Замеры невозможно сделать без штангенциркуля. Он определяет диаметр резьбы.
Какие бывают приспособления
На что нужно обратить внимание, чтобы не допустить ошибки при выборе продукции? Лучшие производители выпускают два типа популярных моделей:
| Вид | Описание |
|---|---|
| Метрические | Применяется при работе с заготовками, которые обладают метрической градацией. Приспособление используется для измерения шага и профиля нарезки с диаметром от 1 до 600 мм. Количество пластин в наборе – 20 штук. Представляют собой зубчатые гребенки, изготовленные из прочной стали. Главная их функция – выяснить коэффициент нарезки от 0,4 до 7 мм. Правильное название инструмента – метрический прибор. В состоянии дать оценку правильности креплений (гаек, болтов, шпилек и так далее). Несмотря на простоту конструкции, она достаточно прочная. На корпусе нанесена соответствующая маркировка «М60». Входит в перечень основных инструментов в приборостроении, машиностроении и иных аналогичных направлениях деятельности. |
| Дюймовые | Рассчитан на работу с дюймовыми нарезками. Незаменимая вещь в сантехнике, авиастроении, радиоэлектронике, станкостроении. Вне зависимости от того, продукция от отечественного или иностранного производителя, в наборе имеется 17 зубчатых пластин. От метрического приспособления отличаются углом расположения. У наименьшей гребенки количество витков – 28. Наибольшая обладает 4 гранями. Шаг определяется исходя из количества нитей в расчете на 1 дюйм. На корпус нанесена маркировка «Д55». Выпускаются устройства для профессионального и бытового применения. Незаменимый помощник при починке сантехнических приборов в домашних условиях. |
Какой лучше купить товар, зависит от многих факторов. В продаже можно встретить, помимо основных, и другие варианты популярных моделей:
- Универсальные. По мнению покупателей, самый идеальный прибор для тех, кто постоянно сталкивается с необходимостью измерения резьбы и выяснения ее состояния. Набор состоит из пластин для калибровки метрической и дюймовой шкалой. Предназначен для работы с любым типом нарезки. Изготавливается из прочного и износостойкого материала. Пользуется большой популярностью у слесарей.
- Трапецеидальные. Устройство создано специально для работы с трапецеидальными нарезками. Носят название «Т-резьбомеры».
Характеристики устройств
Резьба, вне зависимости от того, метрическая она или дюймовая, бывает наружной или внутренней. Основными параметрами принято считать:
- Глубину. Расстояние между вершиной и основанием.
- Шаг. Представляет собой расстояние между вершинами соседних витков.
- Внутренний диаметр. Размер цилиндра с имеющимися витками.
- Наружный диаметр. Измеряется по вершинам витка. Параметр заготовки в месте нарезки.
- Угол профиля. Расстояние между боковыми частями профиля в осевой плоскости. Измерение осуществляется в градусах.
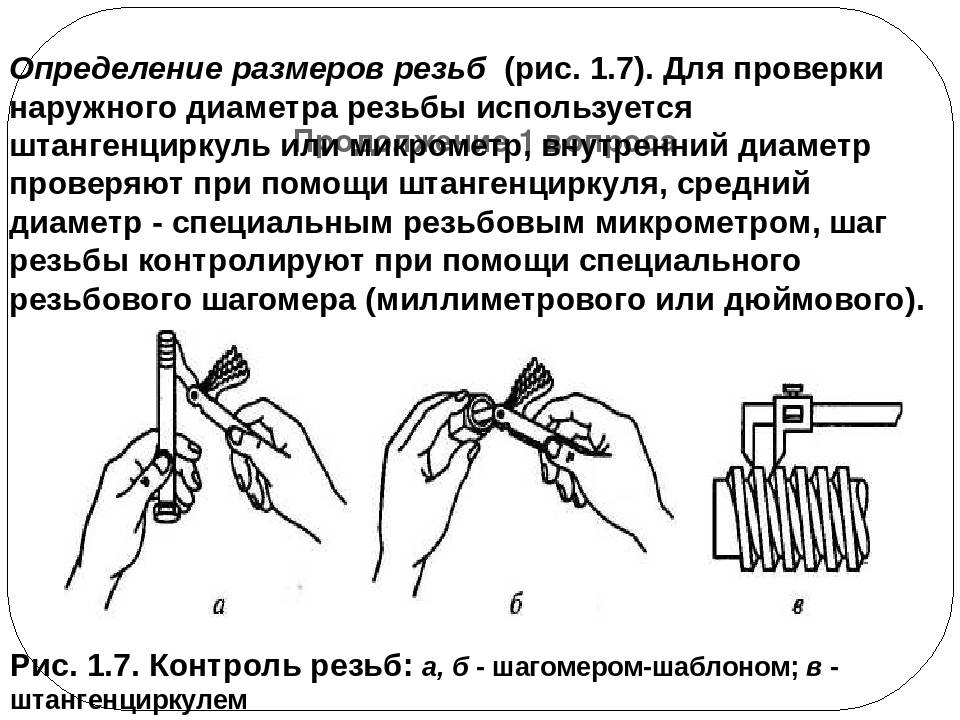
Измерение наружного диаметра резьбы
Контроль внешнего диаметра резьбы производится при использовании микрометрических инструментов, основу конструкции которых составляют микровинты. Расчёт происходит в соответствии со следующим алгоритмом:
- Микровинты прикладываются к профилю резьбы. Для корректировки местоположения инструмента необходимо произвести несколько вращений микрометра.
- Записать величину профиля нарезки для одной стороны. Значение рассчитываются, исходя из цены деления на шкале микровинтов.
- Приложить микрометр к противоположному концу профиля и вычислить его размер.
- Найти внешний диаметр нарезки, отняв от результата первоначального вычисления значение второго вычисления.
Недостатки соединений с резьбой
При контроле резьбовых поверхностей могут быть выявлены последующие недостатки соединений с резьбой:
- Рваная вырезка. Таковой недостаток возникает при отличие поперечников отверстия и стержня от номинального поперечника. Также основой может послужить неудовлетворительная острота инструмента для резки. Для предостережения трудности следует пристально проверить значения всех поперечников и поменять затуплённый инструмент на подточенный.
- Тупая вырезка. Таковой недостаток вырисовывается, если номинальный поперечник меньше поперечника отверстия, но больше поперечника стержня. В конце концов при нарезании профиль становится неполным. Во избежание аналогичный недостаток, нужно перед нарезанием провести четкие измерения поперечников.
- Конусность резьбы. Основой появления этого недостатка выступает неправильный размер режущего предмета, зубья которого срезают излишний сплав. Единственным вариантом решения данной трудности считается соотнесение установленных размеров детали и режущего устройства.
- Тугая вырезка. При несоблюдении размерности детали и шероховатости резьбы инструмента процесс нарезания проходит с большущим трудом. Таковой недостаток предупреждается при помощи корректного измерения характеристик заготовки и определения четких размеров режущего инструментов.



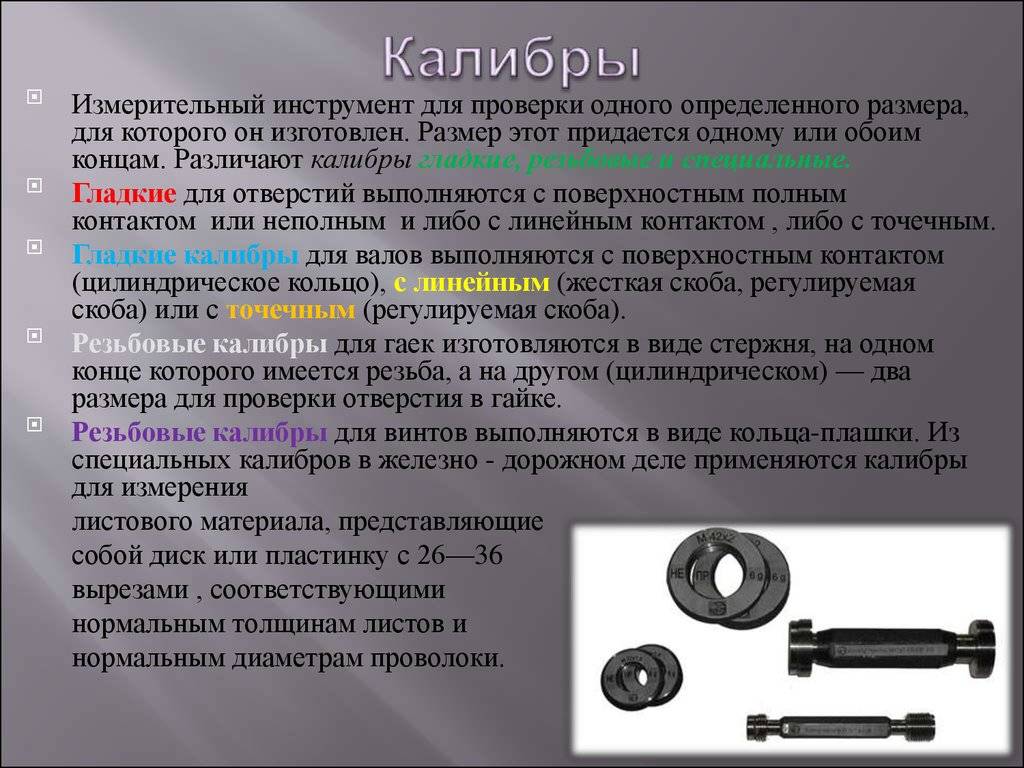
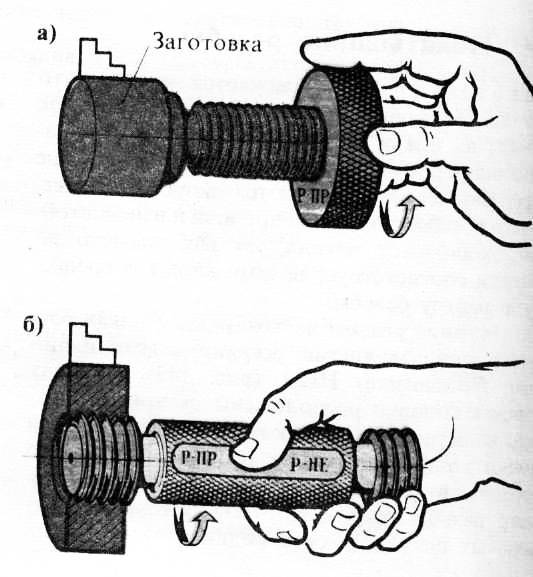
Для контроля недочетов резьбы используются калибры. Они делятся на последующие разновидности:
- Размер расположения. Таковой вид калибров создается по среднедопускаемым габаритам контролируемой детали. Проверка производится с помощью вхождения калибра расположения в заготовку. Если нарезание исполнено подобающим образом, то вход должен совершиться с большей либо маленькой плотностью медлительно и гладко.
- Калибры с пределами. Данный тип калибров делается в согласии с предельными размерами начальной заготовки. Он разделён на 2 стороны. Одна из их отвечает самому большенному размеру детали, другая – весьма небольшому. Одна сторона обязана не идти в измеряемое отверстие, чтоб спец сумел найти подлинные размеры детали.
- Контрольные калибры. Таковой вид калибров предназначается для проверки характеристик отверстий непосредственно во время процесса работы.
- Приемные калибры. Эти калибры являются особыми инструментами, являющихся первоочередными рабочими устройствами для служащих отделения технического контроля (ОТК), которые делают собственные деяния на проверочных пт.
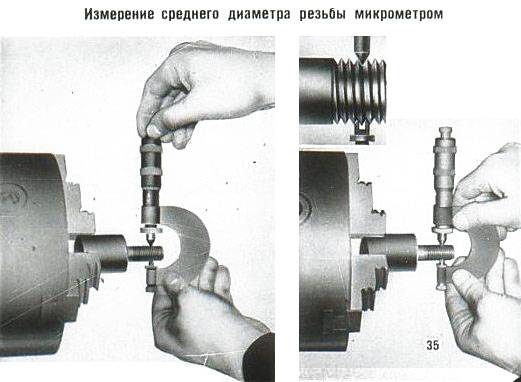
Измерение среднего диаметра резьбы
Контроль среднего диаметра нарезки осуществляется микрометром. Главными комплектующими этого инструмента являются сменные наконечники, которые вставляются в отверстие винта. Этот измерительный прибор предоставляет наиболее точные измерения резьбы.
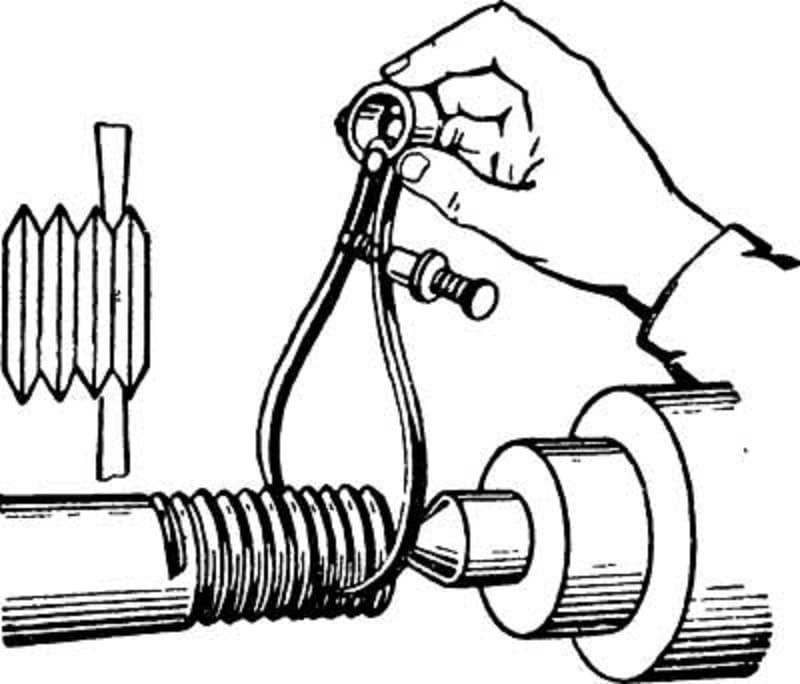
Если для работы необходимы лишь усреднённые значения диаметра резьбы, то можно применить специальное приспособление – кронциркуль. Его устройство представлено шариковыми наконечниками, размеры которых должны соответствовать типу и шагу резьбовых соединений. Наконечники кронциркуля ставятся по резьбовому калибру, выдавая средний размер диаметра. После этого необходимо проделать аналогичные действия и с боковыми сторонами детали. Для проверки полученных результатов используются резьбовые скобы. Оценка точности диаметра проводится по принципу сравнения полученной резьбы с исходным шаблоном.
Если требуется произвести контроль среднего диаметра маленькой длины, состоящей максимум из 2 витков, то мастера пользуются методом, в котором задействованы 2 проволочки. Этот способ измерения резьбы отличается тем, что на противоположные выступы и впадины резьбы накладываются проволоки, диаметр которых является табличной единицей. Расстояние между концами проволочек показывает число среднего диаметра детали. Для каждого класса точности выпускаются отдельные проволоки, создающиеся по ГОСТу 2475-88. Во время определения конечных чисел необходимо учитывать возможные погрешности, потому что 2 проволоки не позволяют получить максимально точные значения.
Скачать ГОСТ 2475-88
Также этот параметр резьбы может измеряться посредством микроскопа. Прибор прикладывается к боковым сторонам профиля заготовки. Окуляры микроскопа наводятся на изображение профиля с каждой стороны, чтобы определить его размер. Полученные значения складываются и делятся на количество сторон. Получившееся среднее арифметическое является действительным значением среднего диаметра резьбовых соединений.
Для производственных работ часто требуется дополнительно произвести контроль усреднённого диаметра вала. На них размещаются подшипники, муфты, бортики и зубчатые колёса, с помощью которых осуществляется вращение детали. Его диаметр рассчитывается во время процесса кручения. Конечное значение находится по формуле d=(T/0,2) 1/3 . На конечный результат могут повлиять посторонние факторы (размер отверстия и высота бортиков).
Измерение поперечника снутри резьбы
Поперечник снутри вырезки находится под контролем измерительным устройством с заострёнными ножками – кронциркулем. Для организации вычислительных работ нужно установить инструмент на шаблонную деталь по резьбовому калибру, и позже создать сравнивание с начальным внутренним поперечником соединений с резьбой. Кронциркуль должен находиться относительно измеряемой оси под угол.




Также измерение внутренней резьбы может производиться устройствами для цилиндрической резьбы. Это вызвано тем, что поперечник снутри имеет безупречную поверхность, что замечательно подойдет для формы наконечников, используемых в данных инструментах. Проверка приобретенных измерений производится с помощью калибров-пробок.
Сфера применения

Любой болт предполагает наличие гайки. Чтобы получился идеальный комплект, необходимо правильно определить диаметр болта. Речь идет о наружном размере, который и будет исходным значением при подборе соединительного элемента. Некоторые мастера для определения диаметра используют штангенциркуль.
Мало определить правильный диаметр. Нужно еще и выяснить точный тип резьбы. Она может быть как дюймовая, так и метрическая. Мастера, которые постоянно сталкиваются с такими деталями, определяют все безошибочно. Визуальные отличия ярко выражены. Однако, сложнее обстоят дела с размером шага резьбы. Точно установить его не под силу даже профессиональному слесарю. Чтобы не угадывать, а определить значение, необходимо прибегнуть к помощи инструмента.
Шаг нарезки нужно установить в таких ситуациях:
- Чтобы понять, можно ли увеличить длину свинчивания.
- При проведении поверхностной обработки гайки и болта.
- Установления возможности среза нескольких витков нарезки.
- Выявление показателя устойчивости используемых соединений, исходя из эксплуатационных условий.
Инструмент помогает определить тип нарезки, с которой будет сталкиваться пользователь. Инструмент пользуется повышенным спросом у профессиональных строителей и изготовителей всевозможных заготовок, где присутствует резьба. Помогает данное приспособление мастерам по ремонту разнообразной техники. Оно дает возможность определить качество сборки.
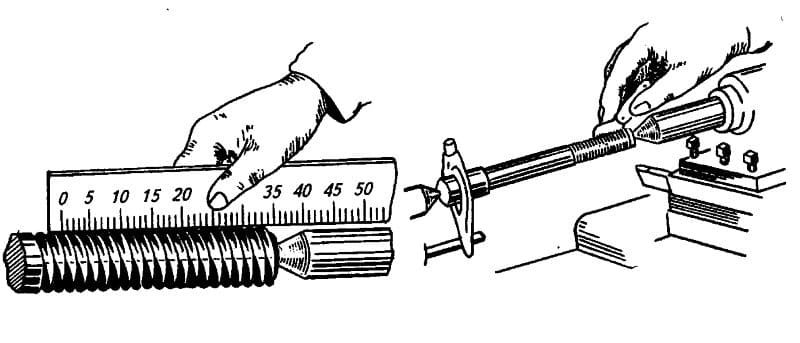
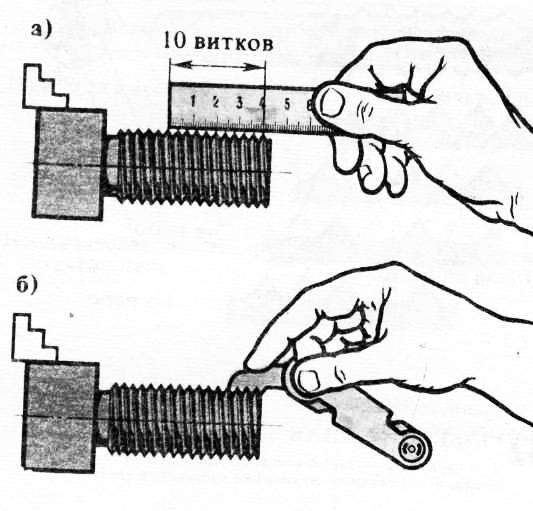
Правила пользования прибором

До момента определения шага резьбы, измеряют ее диаметр. Это – необходимое условие, так как не все нарезки обладают полным диапазоном шагов. Больше всего это касается небольших (до 5 мм) и больших (свыше 120 мм) нарезок. Без штангенциркуля невозможно определить наружный диаметр. Как только показатель установлен, стоит заняться выяснением шага. В этом деле незаменимым помощником будет резьбомер. Измерительная система не вызывает особых сложностей. Правила пользования им выглядят следующим образом:
- Берется в руки прибор и выбирается подходящая пластина с зубчиками. Она прикладывается к резьбе болта, гайки или винта.
- Пластинка подбирается до тех пор, пока не будет установлено полное совпадение.
- Как только грани гребенки совпадут с нарезкой на заготовке, устанавливается значение шага.
- Величина указана на боковушке гребенки.
Легче всего производить замеры наружной нарезки. Для измерения внутреннего шага нужно освещать участок замера. Таким же образом осуществляются замеры дюймовой и метрической разметки на заготовках. Если при замерах метрической нарезки получается показатель 1,75 мм, это свидетельствует о том, что между вершинами спирали расстояние 1,75 мм. При получении значения 28 при дюймовой нарезке говорит о том, что в одном дюйме имеется 28 витков.
Калибровка — резьба
Калибровка резьбы после нанесения покрытий не допускается. Калибровка резьб болтов и гаек после нанесения гальванических покрытий не допускается.
Для калибровки резьбы круглых плашек применяются маточные метчики, конструкция которых дана на фиг.
Предназначен для калибровки резьбы в круглых гайках с наружным диаметром 5 — 8 мм после шлицовки, сверления отверстий по периметру гайки под ключ и гальванопокрытия.
Для зачистки и калибровки резьбы в круглых плашках маточные метчики имеют режущую часть на длине 12 витков и калибрующую на длине 10 витков. Величину затылования всей режущей части по всему профилю принимают в пределах 0 015 — 0 040 мм. Во избежание ударов режущих кромок метчика о режущие кромки плашки и заваливания последних метчики снабжают симметричными ( по профилю) винтовыми канавками с углом наклона к оси 3 — 7 и с направлением, противоположным направлению резания. Канавки изготовляют угловой 15 — 10 -ной фрезой с радиусом закругления 0 2 — 2 0 мм.
Калибрующая часть плашек осуществляет калибровку резьбы , служит направляющей при продольном перемещении плашки во время резьбонарезания и свинчивания. Выполняется с полным профилем резьбы, исполнительные размеры которой обеспечивают получение резьбы требуемой точности.
Калибрующая часть плашек осуществляет калибровку резьбы , участвует в самозатягивании плашки ( при работе с самозатягиванием), служит направляющей при продольном перемещении плашки как при нарезании резьбы, так и при ее свинчивании. Характеризуется она длиной, достаточной для устойчивого перемещения плашки по резьбе и обеспечивающей запас на переточки, размерами резьбовой части, формой передних и задних поверхностей, углами резания. Выполняется с полным профилем резьбы, достаточным для формирования резьбы болта.
Маточные метчики служат для прочистки и калибровки резьбы плашек после на-ре-занин их плашечнымн метчиками ( пп.
Болты и гайки — опиловка граней под ключ и калибровка резьбы .
Кроме того, выполняется ряд мелких станочных и ручных операций: зенкование торцов втулок, калибровка резьб отверстий , ввертывание шпилек, также окраска ( эмалировка) цилиндра. Окраска производится до шлифования юбки и торца фланца. Вместо окрашивания завод Райт покрывает цилиндры чистым алюминием.
Для производства круглых плашек применяют инструментальные метчики: плашечные — служащие для нарезания резьбы в плашках и маточные — предназначенные для калибровки резьбы плашек .
Утяжеленные бурильные трубы диаметрами 146, 178 и 203 мм, предназначенные для изготовления УБТ-КВ, подвергаются внешнему осмотру, обмеру и калибровке резьб .
С тепловоза № 2200 наряду с ранее введенной калибровкой резьб пробок и валов рабочая длина пробок увеличена с 30 до 47 мм.
Полный цикл образования резьбы на заготовке, включая калибровку резьбы , происходит за один поперечный ход подвижного ролика. Образование полного профиля резьбы заканчивается за несколько оборотов заготовки.
источник
Контроль резьб
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 28.10.2013 |
| Размер файла | 200,9 K |
посмотреть текст работы
скачать работу можно здесь
полная информация о работе
весь список подобных работ
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на https://www.allbest.ru/





Размещено на https://www.allbest.ru/
РЕФЕРАТ
Контроль резьб
Соединения являются важными элементами машиностроительных конструкций. Опыт эксплуатации транспортных технических средств показал, что большое количество отказов в их работе связано с неудовлетворительным качеством соединений. Поэтому основным критерием работоспособности соединений (а также соответствующих расчетов) является прочность.
По признаку разъёмности все виды соединений можно разделить на
К разъемным соединениям
, которые могут разбираться без повреждения составляющих их деталей, принадлежат:
К неразъемным соединениям,
которые не могут разбираться без повреждения составляющих их деталей, принадлежат:
Резьбовые соединения





