

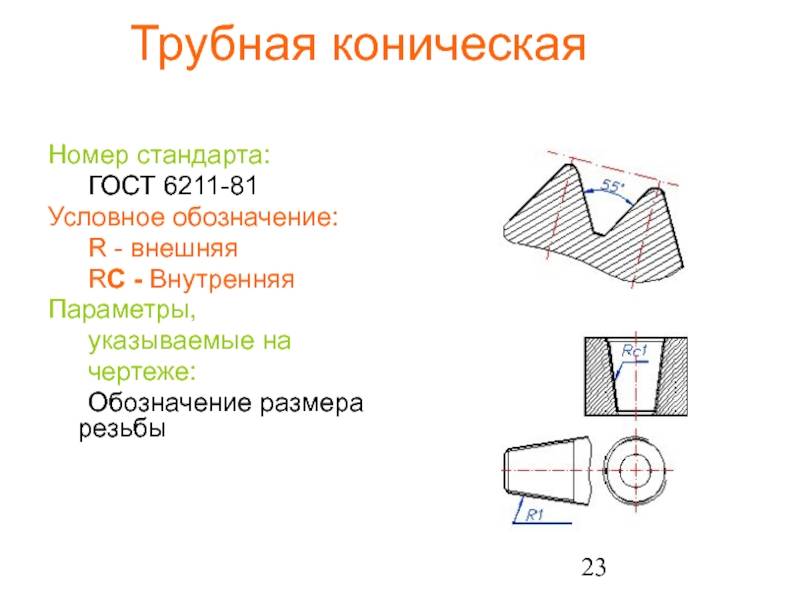
Стандарты конической трубной резьбы
Рассмотрим существующие на сегодняшний день стандарты:
- Изделие ГОСТ 6211 81 вне зависимости от диаметра имеет фиксированный угол, на который от оси трубы отклоняется поверхность конуса (должен соответствовать уклону 1:16);
- Профиль конической трубной резьбы ГОСТ 6211 81 составляет угол 55 градусов. Вершины и впадины трубы, как и у цилиндрической, обязательно скругляют;
- Коническая резьба по ГОСТ должна обладать фиксированным соотношением внутреннего, внешнего и среднего диаметра с собственной длиной. При этом разделяют полную и рабочую длину наружной резьбы. Резьбы меньшей длины также допускаются, при этом соотношение рабочей длины к полной жестко регламентируется. По сути, логично – резьбовое соединение, которое держится только на 2-3 крайних нитках, не сможет обеспечить идеальную прочность;
- Диаметр изделий, для которых применяются конические резьбы, ограничивается 6 дюймами. Если труба имеет больший диаметр, желательно использовать фланцевые соединения или сварку;
- Трубная коническая резьба по тексту ГОСТ различается шагом резьбы. Необходимо отметить, что для каждого диаметра характерен свой шаг, при этом под шагом принято понимать количество витков на дюйм;
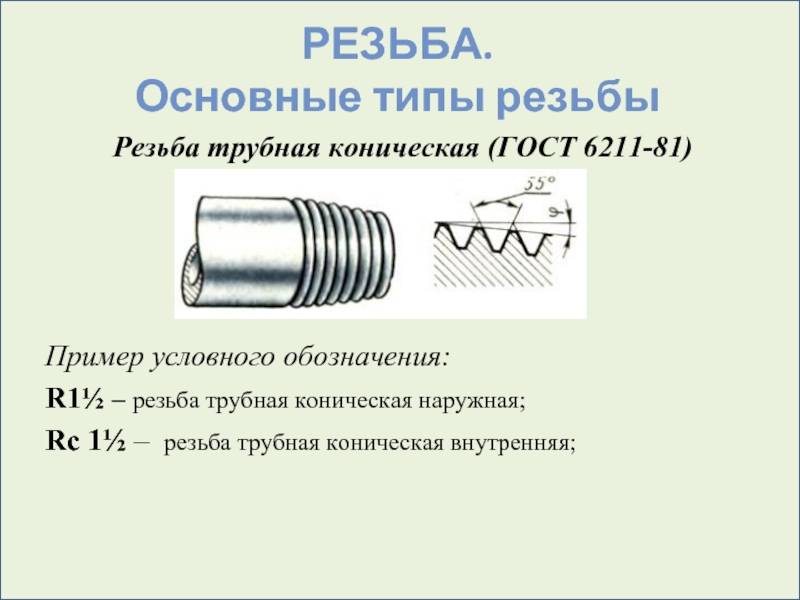
- ГОСТом определяются и обозначения конической резьбы. Буква R обозначает, что перед нами коническая наружная трубная резьба, затем идет её размер. Как и в случае с цилиндрическими резьбовыми соединениями, левые резьбы помечают буквами LH.
Внутреннюю цилиндрическую резьбу помечают Rp, внутреннюю коническую – Rc. Спросите, а при чем тут цилиндрические? Суть в том, что наружные конические резьбы часто применяются именно вместе с цилиндрическими внутренними такого же шага.
Разберемся с обозначениями, которые могут находиться на конической трубной резьбе.
Трубный конический вид резьбы
Такой вид стыковки нашел применение в изделиях конической формы, а также в деталях внутренней цилиндрической и наружной конической.
Следует обратить внимание, что при таком способе скрепления обязательно наносятся герметизирующие составы, а в процессе вкручивания штуцера сама резьба выполняет уплотняющую функцию.

Трубный конический вид характеризуется:
- Маркировкой по форме – профилю, т.е. дюймовой резьбой с конусностью.
- Треугольным профилем в виде равнобедренного треугольника с углом 55̊ в вершине, конусностью 3 градуса, 34 минуты и 48 секунд.
- Аналогичным обозначением левой нарезки, как для трубной цилиндрической резьбы.
- Наружной резьбой, которая обозначается R, а внутренней − Rc.
- Показателем конусности, составившем 1:16, т.е. 3 град., 34 мин, 48 сек.
Главные размеры данного вида регламентируются требованиями ГОСТ 6211-81.
Применение
Трубная резьба конического типа обычно применяется при следующих условиях:
- Наличие деформированной нарезки внутри со следами износа на соединениях тогда, когда проблему невозможно ликвидировать посредством полной замены элемента. Такая нарезка позволяет придать системе большую герметичность. Однако это временная мера. Полная замена элемента неизбежна, и лучше произвести ее как можно быстрее. Стоит помнить, что в ином случае система может прийти и вовсе в аварийное состояние;
- Используется для обеспечения нужной герметичности в конструкции, в которой находится носитель под высоким давлением. Витки такого типа обеспечивают надежность соединения даже при применении в экстремальных условиях.

Прибор для нарезание внешней резьбы
ДОПУСКИ
3.1. Схемы полей допусков наружной и внутренней резьбы приведены на черт.2.
es – верхнее отклонение диаметров наружной резьбы;
ES – верхнее отклонение диаметров внутренней резьбы;
ei – нижнее отклонение диаметров наружной резьбы;
EI – нижнее отклонение диаметров внутренней резьбы;
– допуски диаметров d, d2, D1, D2
Черт.2
Отклонения отсчитывают от номинального профиля резьбы в направлении перпендикулярном оси резьбы.
3.2. Допуски среднего диаметра резьбы устанавливают двух классов точности – A и B.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров d1 и D не устанавливаются.
3.3. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать приведенным в табл.3.
Таблица 3
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||
| Диаметры резьбы | |||||||
| d | d2 | D2 | D1 | ||||
| Допуски, мкм | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Класс A | Класс B | Класс A | Класс B | ||||
| 1/16 | 0,907 | 214 | 107 | 214 | 107 | 214 | 282 |
| 1/8 | 214 | 107 | 214 | 107 | 214 | 282 | |
| 1/4 | 1,337 | 250 | 125 | 250 | 125 | 250 | 445 |
| 3/8 | 250 | 125 | 250 | 125 | 250 | 445 | |
| 1/2 | 142 | 284 | 142 | 284 | 541 | ||
| 5/8 | 1,814 | 284 | 142 | 284 | 142 | 284 | 541 |
| 3/4 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 7/8 | 284 | 142 | 284 | 142 | 284 | 541 | |
| 360 | 360 | 360 | 640 | ||||
| 1⅛ | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
| 1¼ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1⅜ | 2,309 | 180 | 360 | 180 | 360 | ||
| 1½ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 1¾ | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2 | 360 | 180 | 360 | 180 | 360 | 640 | |
| 2¼ | 217 | 434 | |||||
| 2½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 2¾ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3 | 434 | 434 | 217 | 640 | |||
| 3¼ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 3¾ | 434 | ||||||
| 4 | 434 | 217 | 434 | 217 | 434 | 640 | |
| 4½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 5 | 434 | 640 | |||||
| 5½ | 434 | 217 | 434 | 217 | 434 | 640 | |
| 6 | 434 | 217 | 434 | 217 | 434 | 640 |
Примечание. Числовые значения допусков установлены эмпирически.
3.4. Длины свинчивания подразделяют на две группы: нормальные N и длинные L.
Длины свинчивания, относящиеся к группам N и L, приведены в табл.4.
Таблица 4Размеры в мм
| Обозначение размера резьбы | Шаг P | Длина свинчивания | |
| N | L | ||
| 1/16 | 0,907 | Св. 4 до 12 | Св. 12 |
| 1,337 | Св. 5 до 16 | Св. 16 | |
| 1,814 | Св. 7 до 22 | Св. 22 | |
| 1⅛ | 2,309 | Св. 10 до 30 | Св. 30 |
| 1¼ | |||
| 1⅜ | |||
| 1½ | 2,309 | Св. 12 до 36 | Св. 36 |
| 1¾ | |||
| 2 | |||
| 2¼ | |||
| 2½ | |||
| 2¾ | |||
| 3 | |||
| 3¼ | 2,309 | Св. 13 до 40 | Св. 40 |
| 3½ | |||
| 3¾ | |||
| 4 | |||
| 4½ | |||
| 5 | |||
| 5½ |
Примечание. Числовые значения длин свинчивания установлены эмпирически.
3.5. Допуск резьбы, если нет особых оговорок, относится к наибольшей нормальной длине свинчивания N, указанной в табл.4, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
3.6. Допуски среднего диаметра внутренней резьбы по настоящему стандарту, предназначенной для соединения с наружной конической резьбой по ГОСТ 6211-81 должны соответствовать классу точности A.
При этом конструкция деталей с внутренней цилиндрической резьбой должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее указанной в ГОСТ 6211-81.
3.7. Числовые значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
| Обозначение размера резьбы | Шаг P, мм | Наружная резьба | Внутренняя резьба | ||||||||||
| Диаметры резьбы | |||||||||||||
| d | d2 | d1 | D | D2 | D1 | ||||||||
| Предельные отклонения, мкм | |||||||||||||
| es | ei | es | ei | es | EI | ES | EI | ES | EI | ||||
| Класс A | Класс B | Класс A | Класс B | ||||||||||
| 1/16 | 0,907 | -214 | -107 | -214 | +107 | +214 | +282 | ||||||
| 1/8 | – 214 | -107 | -214 | +107 | +214 | +282 | |||||||
| 1/4 | 1,337 | – 250 | – 125 | -250 | +125 | +250 | +445 | ||||||
| 3/8 | -250 | -125 | -250 | +125 | +250 | +445 | |||||||
| 1/2 | – 284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 5/8 | 1,814 | -284 | -142 | -284 | +142 | +284 | +541 | ||||||
| 3/4 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 7/8 | -284 | -142 | -284 | +142 | +284 | +541 | |||||||
| 1 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅛ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1¼ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1⅜ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 1½ | 2,309 | -360 | -180 | -360 | +180 | +360 | +640 | ||||||
| 1¾ | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2 | -360 | -180 | -360 | +180 | +360 | +640 | |||||||
| 2¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2½ | – 434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 2¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¼ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 3¾ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 4 | 2,309 | -434 | -217 | -434 | +217 | +434 | +640 | ||||||
| 4½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5 | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 5½ | -434 | -217 | -434 | +217 | +434 | +640 | |||||||
| 6 | -434 | -217 | -434 | +217 | +434 | +640 |
Примечание. Нижнее отклонение внутреннего диаметра d1 и верхнее отклонение наружного диаметра D не устанавливаются.
3.8. Предельные отклонения среза вершин и впадин наружной и внутренней резьбы приведены в справочном приложении.
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60° | ГОСТ 6111-52* Взамен ОСТ 20010-38 |
Утвержден Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г. Срок введения установлен
с 01.10.52






Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
| Обозначение, размера резьбы | Число ниток на 1¢¢ | Размер в мм | |||||||
| Шаг резьбы | Длина резьбы | диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||||
| рабочая | от торца трубы до основной плоскости | ||||||||
| средний | наружный | внутренний | |||||||
| дюймы | n | Р | l 1 | l 2 | d 2=D 2 | d =D | d 1=D 1 | dT | H |
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | 0,753 |
| ¼ | 18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | 1,129 |
| ½ | 14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 |
| ¾ | 14 | 1,814 | 14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | 1,451 |
| 1 | 11½ | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 |
| 1¼ | 11½ | 2,209 | 18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | 1,767 |
| 1½ | 11½ | 2,209 | 18,5 | 10,668 | 46,287 | 48,054 | 44,520 | 43,853 | 1,767 |
| 2 | 11½ | 2,209 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | 1,767 |
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер dT
справочный.
3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l
2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеровl 1—l 2.
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
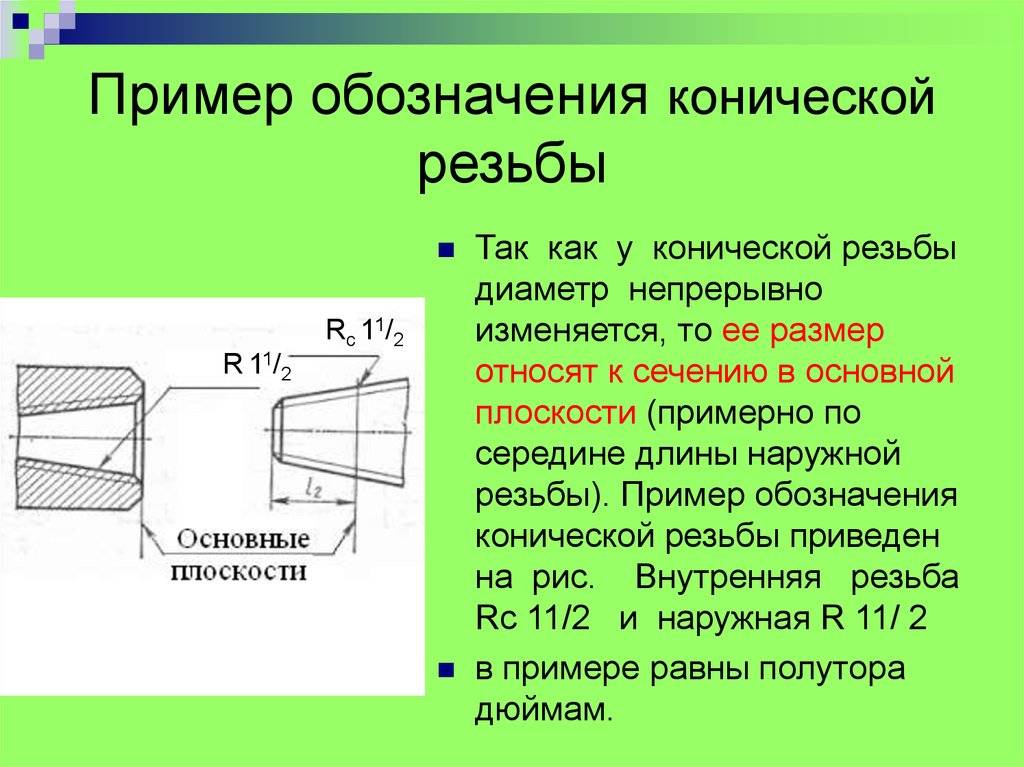
Условное обозначение конической резьбы 3
4¢¢К
3 4¢¢ГОСТ 6111-52(Измененная редакция, Изм. № 2).
II. ДОПУСКИ
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl
2 (черт. 2) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl
2 (черт. 3) относительно номинального расположения не должно превышать±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l
1-l 2 должна быть не менее разности указанных в табл. 1 номинальных размеровl 1 иl 2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh
1 и dh 2 по черт. 4) не должны превышать:
Таблица 2
| Обозначение размера резьбы | h 1=h 2=1/2H 1 | dh 1=dh 2 |
| мм | ||
| 1/16 и 1/8¢¢ | 0,3765 | -0,045 |
| 1/4 и 3/8¢¢ | 0,5645 | -0,065 |
| 1/2 и ¾¢¢ | 0,7255 | -0,085 |
| 1 — 2¢¢ | 0,8835 | -0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).



6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
| Обозначение размера резьбы дюймы | Предельное отклонение | ||||
| половины угла профиля | угла уклона | по шагу резьбы | |||
| для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
| мм | |||||
| 1/16 и 1/8¢¢ | ±1° | +12¢ | -12¢ | ±0,02 | ±0,04 |
| -6¢ | +6¢ | ||||
| 1/4 — 2¢¢ | ±45¢ | +10¢ | -10¢ | ||
| -5¢ | +5¢ |
(Измененная редакция, Изм. № 1, 2).
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
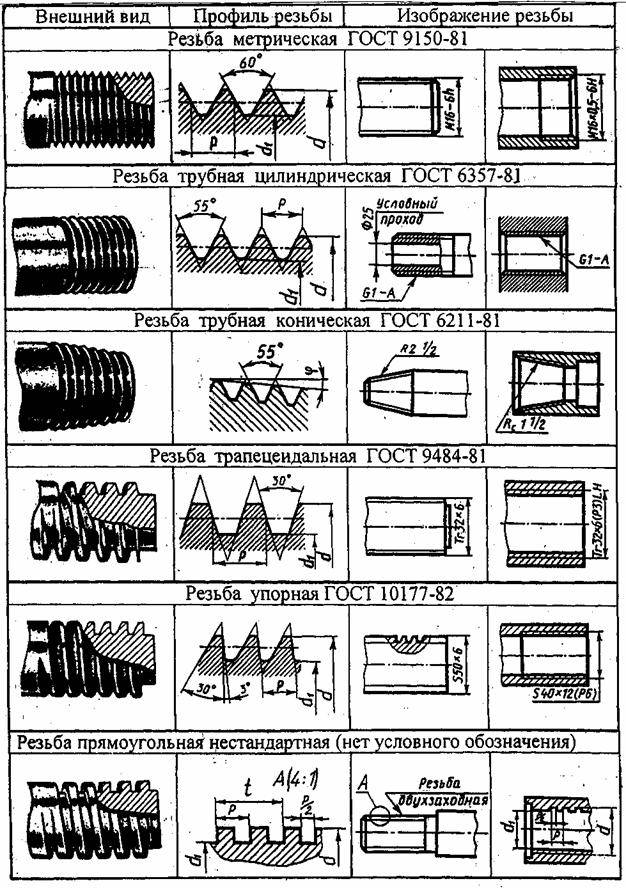
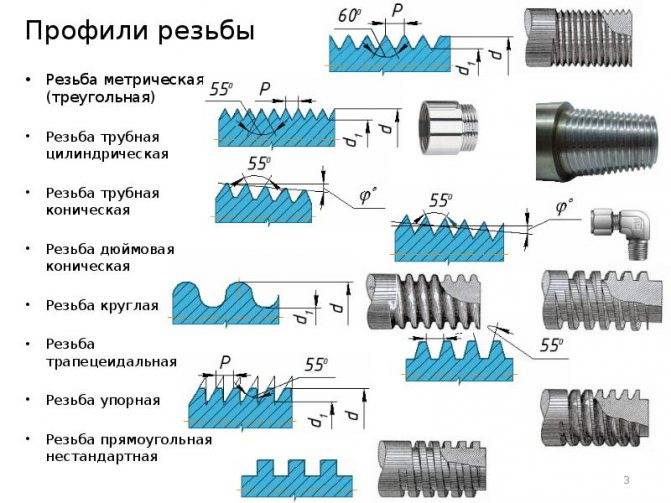
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
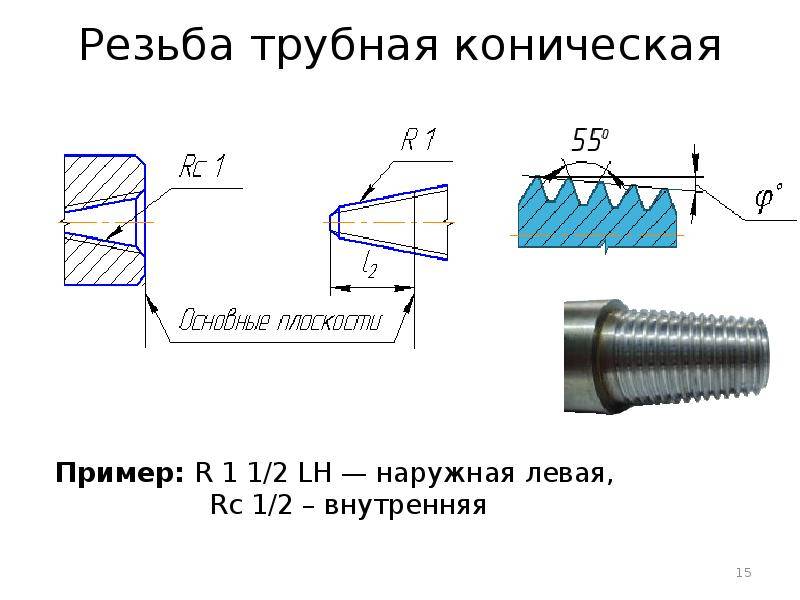
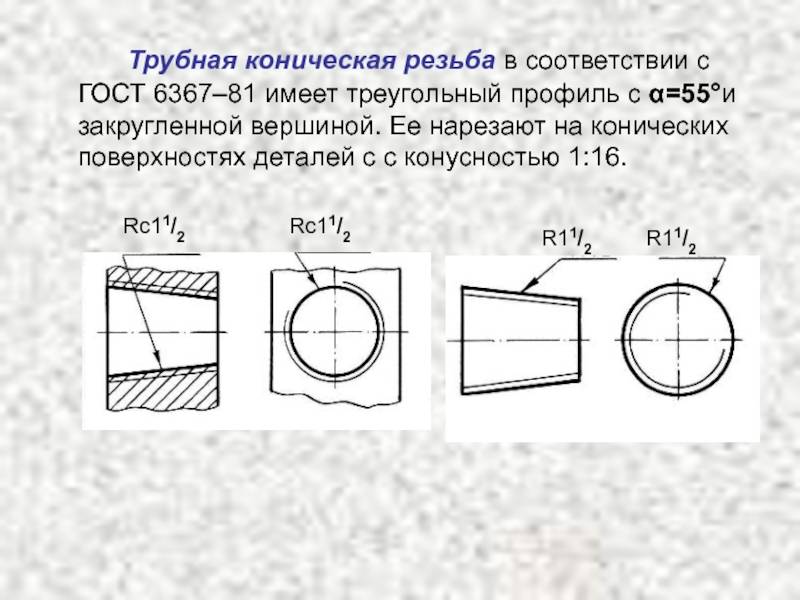
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
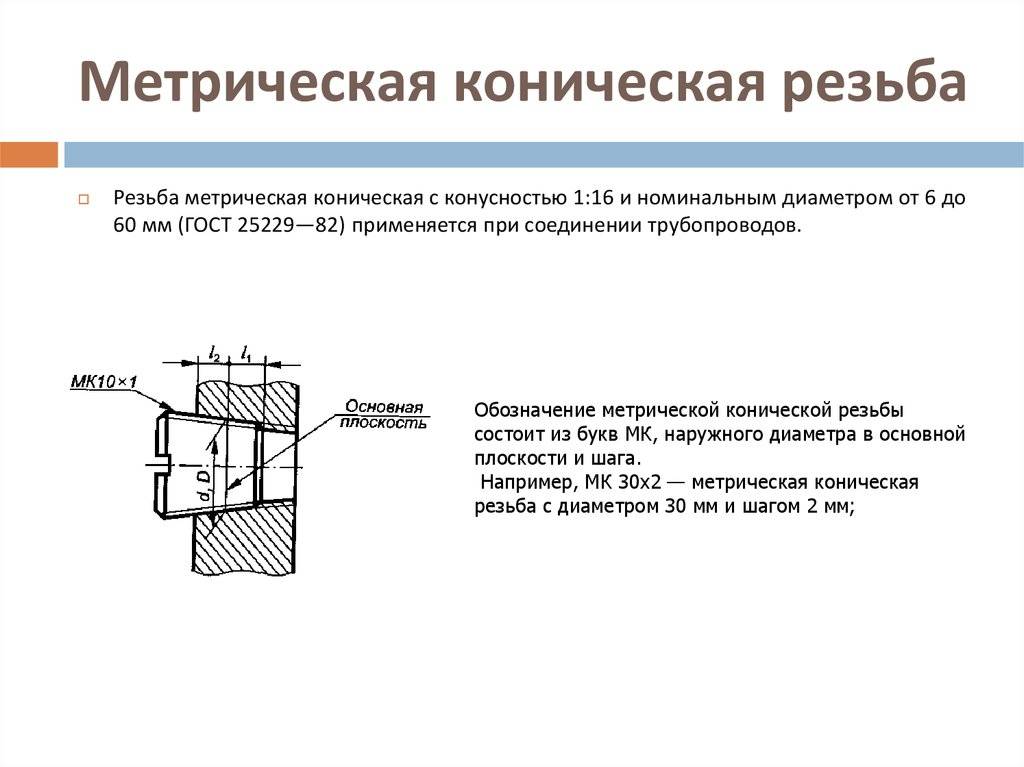
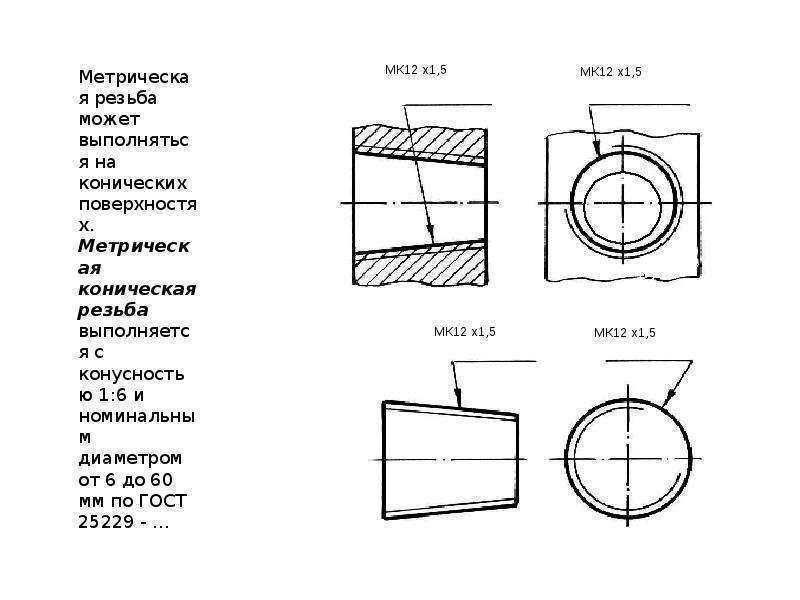
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
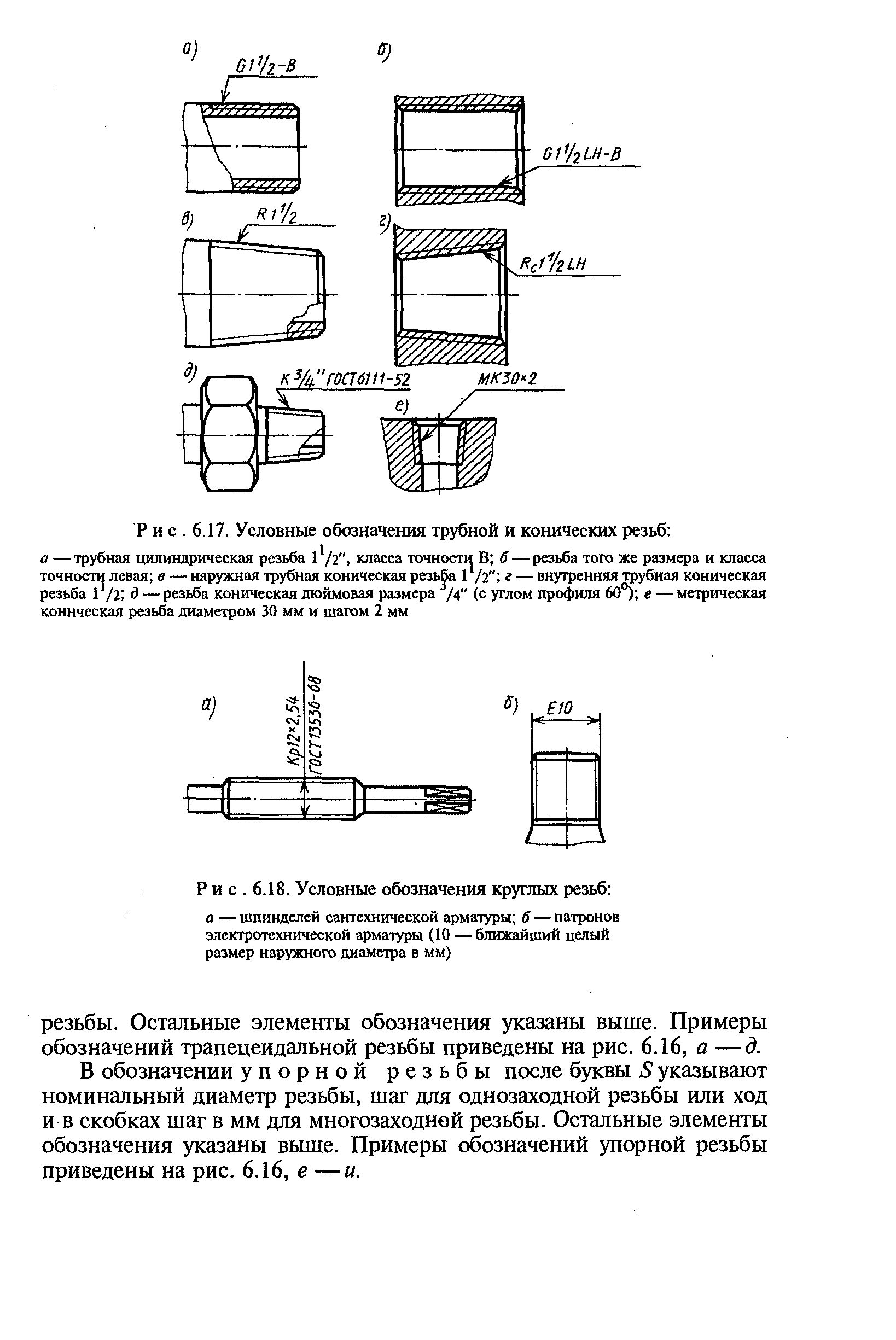
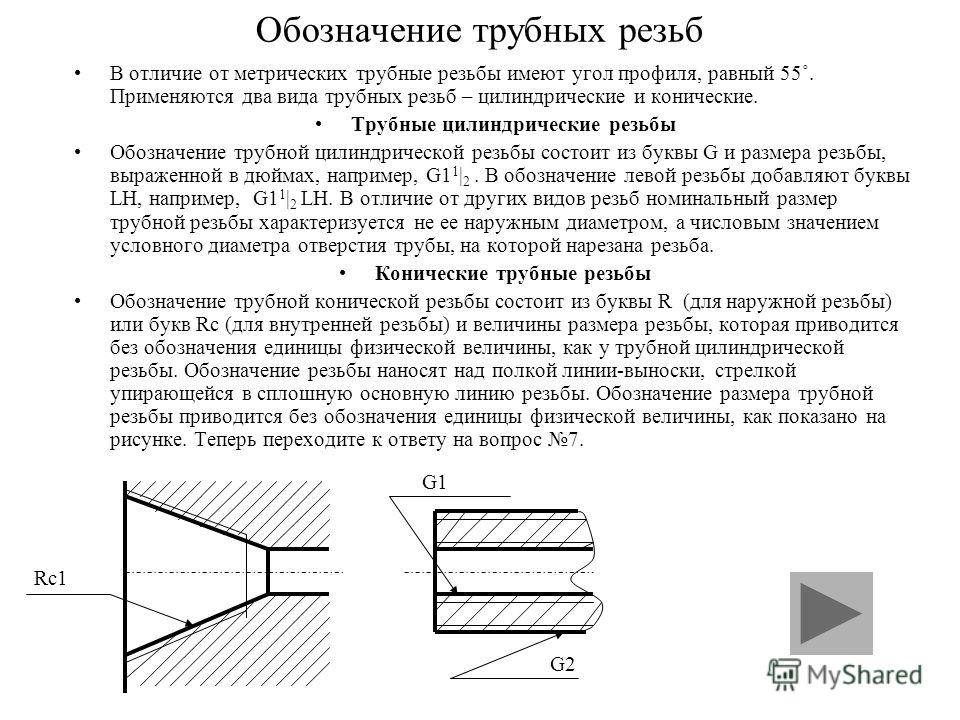
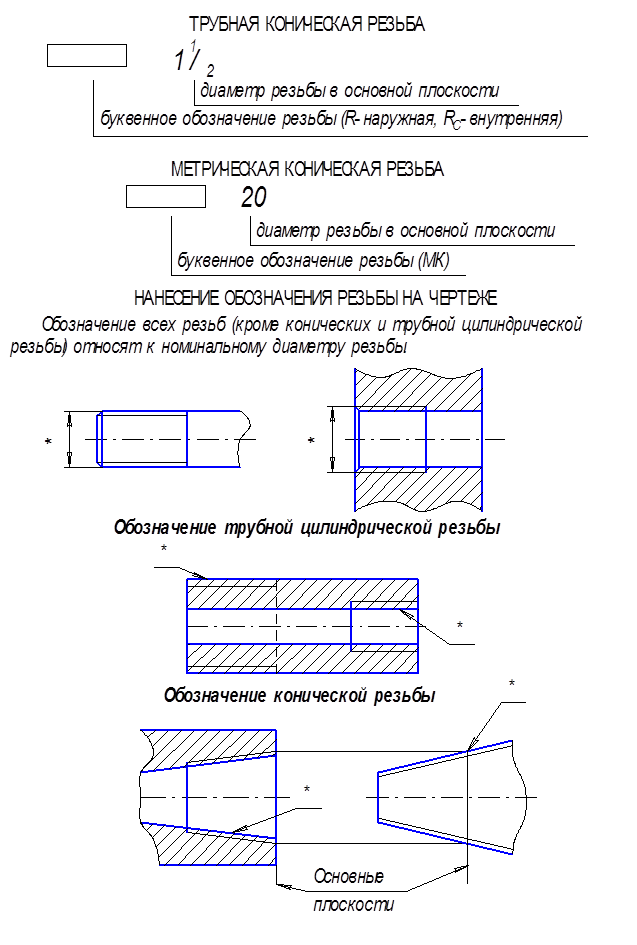
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
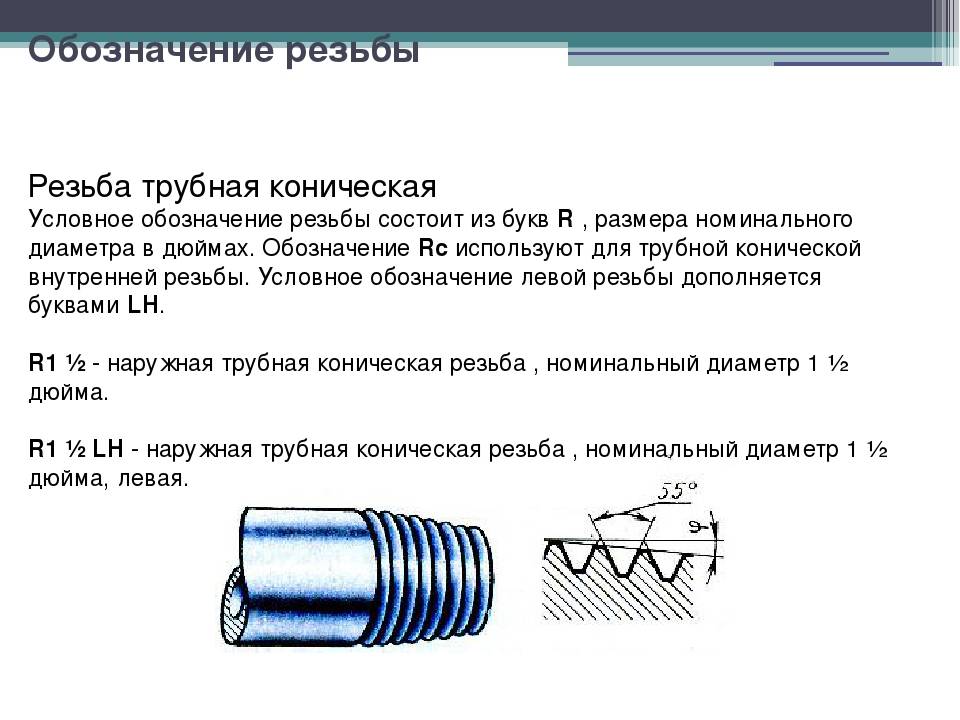
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
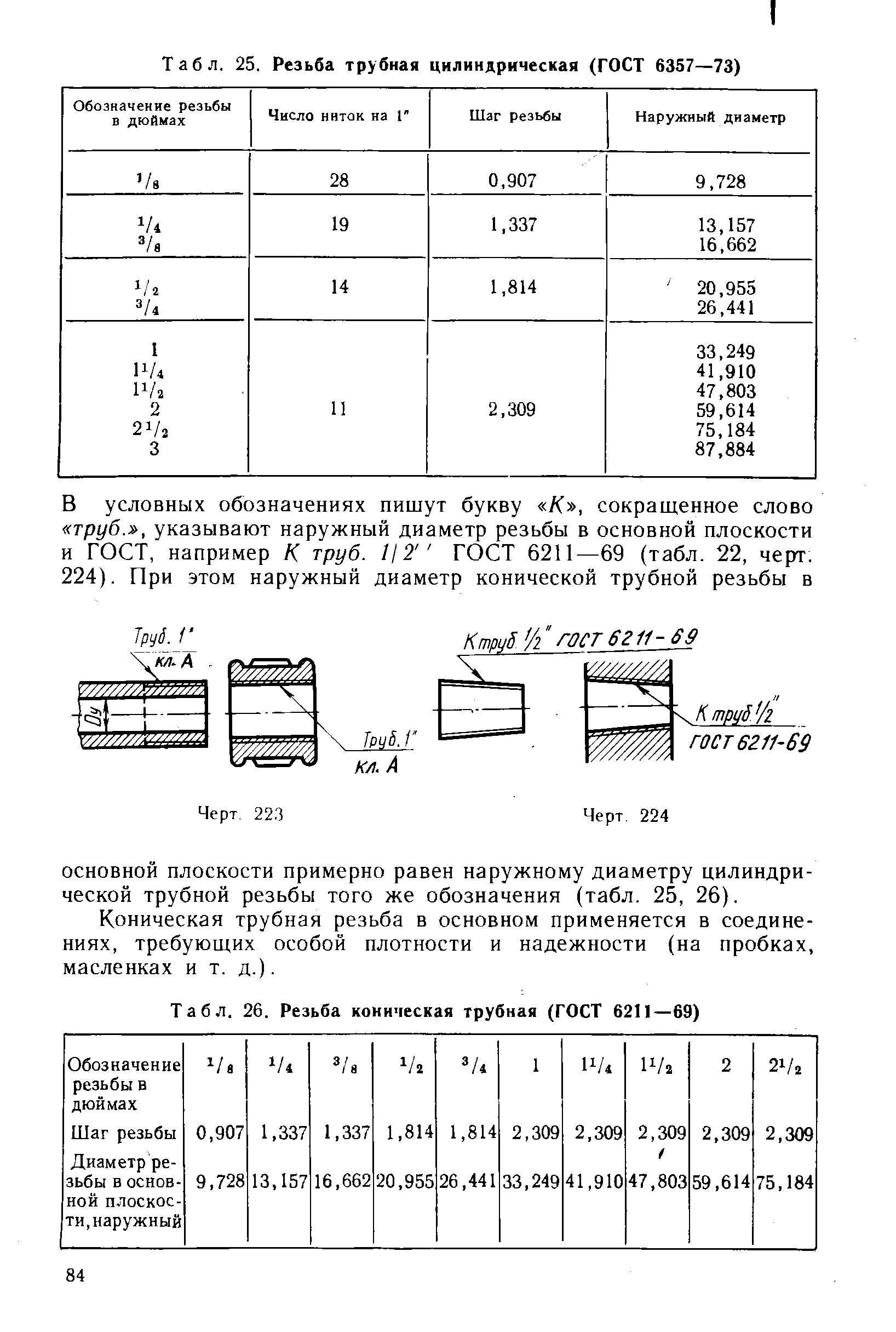
Таблица
Диаметры, длины и шаги трубной конической резьбы
| Резьба | d 0 | d ср | d 1 | d T | l 1 | l 2 | n | S |
| 1/8 | 9.7 | 9.2 | 8.6 | 8.3 | 9 | 4.5 | 28 | 0.907 |
| 1/4 | 13.2 | 12.3 | 11.4 | 11.1 | 11 | 6.0 | 19 | 1.337 |
| 3/8 | 16.7 | 15.8 | 15 | 14.6 | 12 | 6.0 | 19 | 1.337 |
| 1/2 | 21 | 19.8 | 18.6 | 18.2 | 15 | 7.5 | 14 | 1.814 |
| 3/4 | 26.4 | 25.3 | 24.1 | 23.5 | 17 | 9.5 | 14 | 1.814 |
| 1 | 33.3 | 31.8 | 30.3 | 29.6 | 19 | 11.0 | 11 | 2.309 |
| 11/4 | 41.9 | 40.4 | 39 | 38.1 | 22 | 13.0 | 11 | 2.309 |
| 11/2 | 47.8 | 46.3 | 44.9 | 44 | 23 | 14.0 | 11 | 2.309 |
| 2 | 59.6 | 58.1 | 56.7 | 55.7 | 26 | 16.0 | 11 | 2.309 |
| 21/2 | 75.2 | 73.7 | 72.2 | 71.1 | 30 | 18.5 | 11 | 2.309 |
| 3 | 87.9 | 86.4 | 84.9 | 83.7 | 32 | 20.5 | 11 | 2.309 |
| 4 | 113 | 111.6 | 110.1 | 108.5 | 38 | 25.5 | 11 | 2.309 |
| 5 | 138.4 | 137 | 135.5 | 133.7 | 41 | 28.5 | 11 | 2.309 |
| 6 | 163.8 | 162.4 | 160.9 | 158.9 | 45 | 31.5 | 11 | 2.309 |
Обозначение
Резьба конического типа имеет разные обозначения. Все они определяются согласно ГОСТ. Обозначения включают в себя символ R, расшифровать который можно как условное обозначение наружных витков, а также их размеры. Левые витки обозначаются символами LH. Витки внутри обозначаются символом Rc, внутренние цилиндрического типа – Rp.

Важно: Чаще всего наружные трубные витки конического типа применяются совместно с внутренними витками цилиндрического типа

Соединение посредством трубной резьбы обозначается дробью. Числителем в ней являются витки внутри, а знаменателем – снаружи.
Для того чтобы увидеть трубную резьбу конического типа, вы можете посмотреть фото. На них можно наглядно увидеть, чем и как подобные витки отличаются от других. Фото можно посмотреть на этой же страничке.
Резьба BSPP
Британская стандартная трубная резьба до сих пор является самой распространенной резьбой в гидравлических системах в Европе. Настоящий раздел разбит на две части – одна описывает шланговые, а вторая — резьбовые переходники BSP.
Конусный переходник 60°
Функция конуса 60 градусов. Эта форма переходников BSPP, модифицированная для работы в качестве шлангового переходника, популярна в Великобритании, скандинавских странах и других странах Европы. Стандарт соединений – BS5200. Внутреннее отверстие переходников BSPP имеет конус с углом 60 градусов, который сопрягается с конусом того же угла поворотного шлангового фитинга. При завинчивании гайки два конуса прижимаются друг к другу и образуют металлическое уплотнение. Этот тип соединений обладает гибкостью применения, поскольку их можно завинчивать в резьбовые отверстия BSPP. В этом случае необходимо использовать двухслойный уплотнитель – обычно шайбу, состоящую из металлического внешнего кольца и внутреннего эластомерного уплотнителя.
Несмотря на эту гибкость, данные переходники нельзя использовать в качестве трубных фитингов так же, как фитинги Triple-Lok, O-Lok или , и поэтому их нельзя назвать универсальными.
Многие производители делают коленчатые или тройниковые переходники путем пайки прямых деталей. Это может привести к сильному прокаливанию фитинга в процессе пайки, в результате материал становится мягким. Тройники и коленчатые переходники Parker производятся из высококачественной поковки и имеют чрезвычайно долгий срок службы.
1) уплотнительное кольцо со стопором; 2) форма A
Функция резьбовых переходников BSPP. Резьбовые переходники BSPP предназначены для отверстий с фрезерованной плоской опорной поверхностью вокруг резьбы. Опорная поверхность обеспечивает ровную область уплотнения, где бы ни использовалось такое отверстие – будь то фрезерованный блок клапанов или литой корпус насоса. Первоначально уплотнитель был сделан в виде медной шайбы (или из другого пластичного метала), но сегодня в большинстве переходников используются эластомерные уплотнители.
Высочайшие рабочие характеристики достигаются благодаря уплотнителю ED, после которого стоят уплотнительное и стопорное кольцо, двухслойный уплотнитель и, наконец, металлический уплотнитель немецкой конструкции «Form-B». В качестве регулируемых фитингов они поставляются только в разновидностях с уплотнительным кольцом и стопором. Конструкция уплотнителя ED не позволяет регулировать фитинги.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Как выкрутить сломанный метчик
Если вы все же нарушили рекомендации и сломали метчик — не отчаивайтесь. Несмотря на то, что высверлить обломанный метчик практически невозможно — его прочность выше прочности обычного сверла, существуют способы спасения ситуации.
Экстрактор. Для метчиков применяется специальный экстрактор с закаленными изогнутыми тонкими шпильками, которые одним концом вводятся в канавки, а другим зажимаются в специальной цилиндрической оправке
Осторожно вращая оправку воротком, можно выкрутить пострадавший инструмент.
Точечная сварка. К обломку приваривается L-образный стержень, за который конструкция и выкручивается пассатижами.
Вытравливание кислотами
Выбирается кислота, сильнее действующая на материал метчика, чем на материал детали. Способ опасный и не рекомендован для применения в домашних мастерских.
Электроискровой способ. На деталь подают минус, а плюсовым электродом контактной сварки аккуратно прикасаются к обломку. В ходе электроискрового разряда он теряет мельчайшие частицы металла в виде раскаленных брызг. Через несколько разрядов, как правило, заклинивание пропадает, и обломок можно выкрутить.
Но самый лучший способ — это вовсе не ломать метчик.
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях
Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.




Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.





