

Эксплуатация
Во время работы необходимо обращать внимание на качество получаемого распила. Условно выделяют три подхода, применимые к обслуживанию ленточной пилы (рабочего полотна):
- простая замена ленты на новую после ее изнашивание. Срабатывание пилящей кромки можно обнаружить по появившейся волнистости линии отреза, а также наличию повреждений;
- доведение зубьев ленты до затупленного состояния, после чего проведение их заточки;
- периодическая правка полотна, не дожидаясь снижения рабочих свойств.
Последний способ является оптимальным для поддержания работоспособности ленточной пилы
Обратите внимание, что некоторые производители выпускают одноразовые полотна, непригодные для заточки после истирания
Описание ленточной пилы
Распил материала производится путем высокоскоростного движения ленточного полотна, замкнутого в кольцо. Производительность работы регулируется скоростью движения пилы и подачи материала. Изменение угла наклона листа оргстекла по отношению к полотну позволяет выполнять косые разрезы.
Распил оргстекла
В наиболее простых конструкциях пилы расположено малое количество узлов, что делает сложность управления сопоставимой с использованием станка для сверления. Для распиловки больших площадей лист полимера помещается на плоскую опору, являющуюся конструктивной частью пилы.
После включения движения полотна материал подается к передней режущей кромке с зубьями. Оргстекло можно удерживать руками или закрепить в фиксирующем механизме. Наиболее распространены ручные ленточные пилы, хотя существуют и отдельные автоматические конструкции.
Смещение линии распила на ленточной пиле, производится при движении листа через пильное полотно, жестко закрепленное на вращающихся шкивах. Уменьшение ширины полотна позволяет выпиливать изогнутые края малого радиуса кривизны.
Широкая ленточная пила: вальцовка
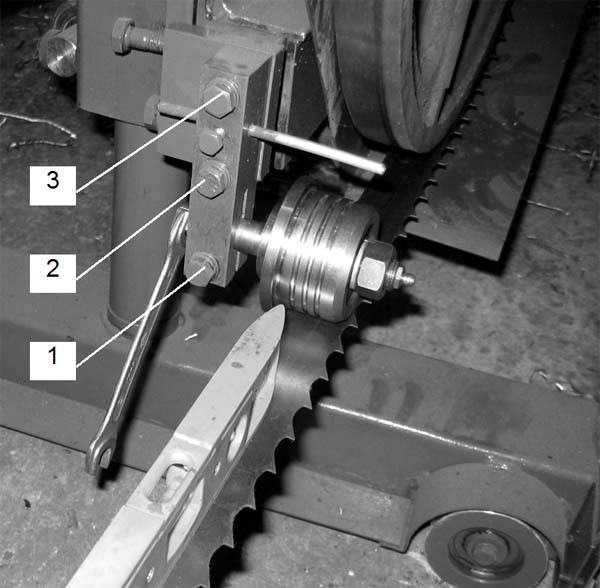
Да, теперь подготовка широкой ленточной пилы включает такую операцию как вальцовка, то есть продольная прокатка полотна металлическими вальцами под определенным давлением. Частота дорожек и сила прижима вальцов подбираются так, чтобы все полотно при сгибе по форме шкива приобретало соответствующий прогиб, повторяющий его профиль, примерно как это происходит с плоским ремнем, натянутым на выпуклые шкивы. Кроме этого вальцовкой добиваются вытягивания задней кромки ленты, отвечающей повороту шкивов.
Геометрически можно представить себе коническую форму, образованную внешними поверхностями шкивов, на которую натягивается пила. Получается, что широкая отвальцованная лента, сгибаясь, повторяет поверхности шкивов. Шкивы станка разворачиваются на необходимый угол завала плоскости и лента натягивается. При пилении под нагрузкой пила незначительно смещается назад по шкивам и подтягивает переднюю кромку, компенсируя ее удлинение. Сход пилы со шкивов в этом случае исключен.
рис. 5: Вальцовка на широкой ленточной пиле
Мудреный механизм фиксации широкой ленты вызвал у Хозяина уважение к конструкторам, сумевшим до конца разобраться в свойствах металла, тонкостях процесса пиления и создать такое устройство. Однако для себя он отметил, что зная профиль шкивов своего станка, величину просвета вальцовки и удлинение задней кромки, можно один раз качественно отвальцевать пилу и пилить, соблюдая величину натяжки, долго и благополучно. А когда сточится весь стеллит, пилу можно будет отдать в сервисный центр для перенапайки и подвальцовки, но к тому времени она себя уже многократно окупит.
Описание ленточных пил
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
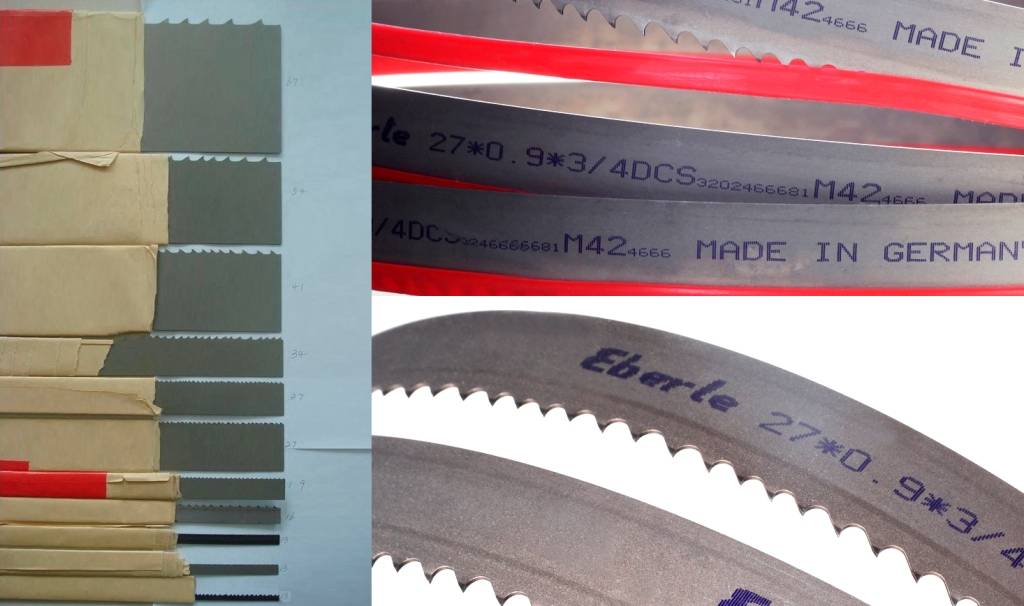
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Изготовление пилы своими руками
Учитывая все нюансы, размер и шаг зубьев на режущем элементе, можно приступать к самостоятельной сборке ленточной пилы в домашних условиях. На этом можно сэкономить значительную часть денег, но всё равно потребуется приобрести некоторые детали и материалы для сборки рабочего стола или устройства, приводящего механизм в движение.
Сборка ленточной пилы по дереву своими руками по чертежам включает следующие элементы:
- ленточный шкив;
- режущий элемент для ленточного станка;
- клиновый ремень типа А710;
- штангу несущую;
- направляющие;
- шкивы;
- электродвигатель с выбором мощности в зависимости от объёмов выполняемой работы;
- ремённый привод;
- кронштейн;
- две гайки типа М12 (2 шт.);
- ремень клиновый;
- направляющую;
- демпфер;
- штангу несущую;
- опору верхнюю;
- ползун;
- регулировочный винт;
- привод для верхней ленты.
Некоторые детали легко заменить подручными материалами, которые есть практически у любого человека в гараже. Другие элементы станка требуют покупки производственных моделей. Например, электродвигатель невозможно собрать своими руками, а оборудование со стиральной машинки или аналогичной техники не подойдёт из-за недостаточной мощности.





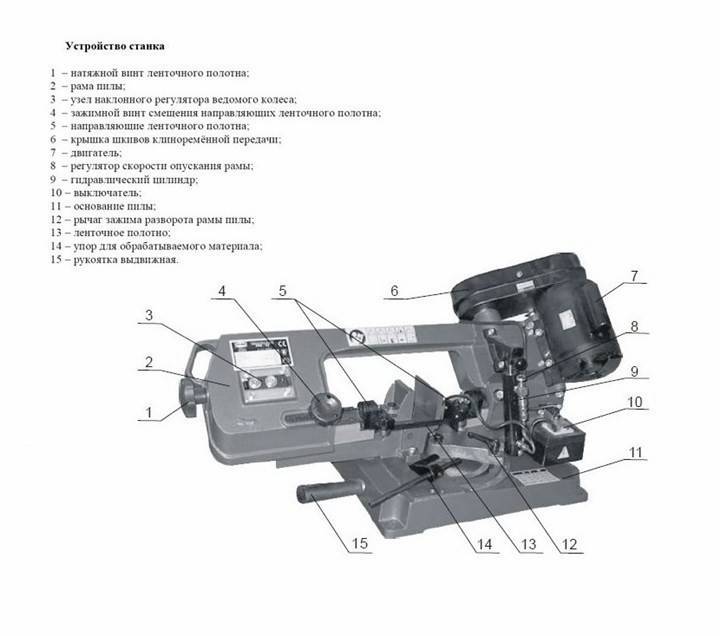
Устройство и сборка станка
Сразу стоит отметить, что чертежи самодельной ленточной пилы по дереву подойдут только в том случае, если есть помещение соответствующих габаритов. Столешница и станина с установленным агрегатом имеет внушительные размеры, которые просто не влезут в маленькое помещение. Такое оборудование используют для роспуска больших брёвен, но для обработки мелких заготовок подойдёт и мини-станок.
Станина и блок шкива
Рама станины является несущей частью, которая удерживает на себе большой вес всей конструкции. Нагрузка из-за вибрации в процессе работы усиливается в несколько раз, именно поэтому станина должна быть изготовлена из металлических профилей, которые необходимо сварить. Для станков среднего и малого размера за неимением металлических профилей подойдёт деревянный материал, но это должна быть цельная доска шириной 20 мм, а не ДСП или листы фанеры.
Доски соединяются таким образом, чтобы слои соединялись на пересечении волокон. Для дополнительного усиления рамы, собранной из брусков, используют саморезы, специальный клей, крепления и любые другие методы соединения. В итоге вся конструкция должна соответствовать функциям демпфера, который гасит рывки и вибрацию, получаемую во время работы режущего элемента. Для этого станина должна быть жёсткой и упругой.
Ещё одна важная деталь — это блок верхнего шкива, который держит в натяжении полотна. Колёсный вал монтируется во вставку, расположенную на внутренней части рамки. Ось регулируется с помощью двух резьбовых шпилек, которые монтируются в древесный материал с помощью гаек.
Верхняя (торцевая) часть станины обеспечена специальным винтовым механизмом, который отвечает за вертикальное перемещение по направляющей. Всю конструкцию усиливают путём установки добавочных шайб, которые привариваются к поверхности. С тыльной стороны предусматривают фланец, на котором фиксируется вал для выточки.
Особенности столешницы и шкива
Если неправильно закрепить подшипник, тогда появляется проблема с колесом, которое постоянно ударяется о плоскость в процессе работы. От этого режущий элемент начинает скользить и уходить в сторону, что в итоге приводит к порче обрабатываемого материала. Чтобы избежать таких ситуаций, подшипник устанавливается за перпендикулярностью вала.
Собранная ленточная пила своими руками по металлу, дереву или камню требует установки столешницы на тумбовое основание. Внутри её помещается мотор и пусковой механизм. Они отвечают за движение полотна, скорость и время его работы. Для изготовления такого стола часто используют фанеру, которую дополнительно обшивают текстолитом.
Нагрузка на столешницу минимальная, поэтому такого материала вполне достаточно для работы. Чтобы упростить работу, её оснащают самыми разными функциями. Например, столешницу оснащают поворотным механизмом для удобства распила заготовки под заданным углом. Параллельный упор или установка роликовой системы добавит столу горизонтальные движения, которые значительно ускоряют обработку.
Подтипы горизонтальных ленточнопильных станков
В свою очередь горизонтальные ленточные пилы делятся на множество разновидностей. Различают следующие подвиды горизонтальных пил:
- Консольные (маятниковые)
- Одностоечные
- Двухстоечные
- Портальные
Ленточные пилы горизонтального типа считаются основными. Наибольшее распространение получили именно они, так как горизонтальный рез считается универсальным. Пилы же вертикального типа являются по большей части узкоспециализированными, их целесообразно использовать лишь на каких-то определенных техпроцессах.
Теперь подробнее про виды ленточнопильных станков с консолью.
Ленточные пилы консольного (маятникового) типа
Консольные или маятниковые пилы – это сравнительно компактные и легкие модели, которые обычно используются для порезки металлопроката начального и среднего типовых размеров.
Зубчатое полотно натягивается между краями консоли. Один из краев крепится к станине посредством шарнира. Чтобы консоль не падала под своим весом, она дополнительно поддерживается пружиной с регулируемым натягом. Подвешенная на пружине консоль легко перемещается вверх-вниз, из-за чего такие пилы и прозвали «маятниковыми».
Ленточные пилы консольного типа хороши тем, что они быстро настраиваются и обеспечивают весьма точный рез. В отличии от пил на стойке консольные модели не требуют при установке стационарного монтажа. Многие пилы маятникового типа оснащаются колесным шасси, что позволяет быстро и легко транспортировать оборудование по территории производственного цеха или ремонтной базы.
Практически все пилы с консолью оснащаются системой подачи смазывающе-охлаждающей жидкости (СОЖ). Как правило, на станине имеется резервуар, позволяющий хранить запас жидкости. Сама жидкость подается при помощи помпы. В таких моделях имеется возможность подключения водопроводного шланга.
Консольные ленточнопильные станки поставляются в нескольких конструктивных исполнениях:
- С поворотной консолью
- Со стационарной консолью
Модели с поворотной консолью способны резать как прямо, так и под углом. Стационарные же консоли позволяют резать строго под углом 90˚.
Дополнительно консольные пилы могут различаться степенью автоматизации процесса резанья. Существуют пилы с полуавтоматическим и автоматическим резом. Полуавтоматические модели предполагают ручную подачу консоли, то есть консоль нужно прижимать к заготовке вручную. А в полностью автоматических моделях подача консоли реализуется специальным исполнительным механизмом.
Какие еще существуют виды ленточнопильных станков.
Одностоечные, двухстоечные и портальные ленточнопильные станки
Данная группа станков используется по большей части лишь в производстве. Ленточные пилы этого типа имеют крупные габариты и большой вес. Такие пилы монтируются стационарно. Они предназначены для торцевания и порезки в размер металлических отливок и крупных заготовок.
- Одностоечные ленточные пилы имеют одну колонну, вдоль которой перемещается рама с пильным полотном. Рама намного тяжелее консоли, поэтому данная разновидность ленточных пил способна передавать на заготовку на порядок большее усилие резания.
- Двухстоечные ленточные пилы используют пару колонн, по которым вверх-вниз ездит рама с пильным полотном. Главным преимуществом двухстоечных пил перед аналогами с одной колонной является возможность передачи пиле повышенной силы. Две точки опоры позволяют раме намного сильнее давить на заготовку.
Ленточные пилы с двумя колоннами используются для обработки особо крупных и ответственных заготовок.
Портальные ленточные станки используют примерно такой же принцип устройства, что и в пилах с колоннами. Главной особенностью портальных пил является возможность наклона пильной рамы. Портал предназначен для осуществления распилов под определенным углом.
Ленточные пилы с портальной конструкцией имеют достаточно узкую специализацию. Но на многих предприятиях без углового распила крупных заготовок обойтись невозможно. Касательно одностоечных и двухстоечных пил, они режут строго под прямым углом.
Исключение может составлять лишь двухстоечный тип ленточных пил. Существуют модификации пильных рам с опорой на 2 колонны, у которых имеется наклонный стол. В данном случае появляется возможность делать угловой распил, хотя сама рама располагается строго под углом 90˚ к горизонтальной плоскости. Наклоняется непосредственно заготовка.
На какие характеристики нужно обращать внимание, чтобы знать, как выбрать ленточную пилу
Настройка ленточнопильного оборудования
 Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.



Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Ленточная пила по дереву своими руками
Самостоятельно изготовить ленточную пилу сложно. Деревянный каркас для станка собирается из подручных материалов, необходимый инструмент для сборки найдется у любого мастера. Процесс работы над самодельной ленточной пилой по дереву можно разделить на основные этапы:
- Каркас для станка можно собрать из старой мебели, предварительный чертеж облегчит работу, и позволит собрать пилу по необходимым размерам.
- Самый простой ленточный самодельный станок держится на каркасе, собранном из штанги и двух опор. Расстояние между опорами следует продумать заранее, оно не должно быть меньше размера обрабатываемых бревен, лучше сделать его немного больше.
- Для рабочей поверхности можно использовать старый письменный стол, его тумбы могут служить контейнерами, в которых будут собираться опилки.
- В зависимости от параметров двигателя необходимо рассчитать диаметр шкивов для ременного привода.
- Для подъемного механизма, к которому крепится режущее полотно, подойдет массивная пружина, с помощью которой будет обеспечено необходимое давление станка.
- Направляющие необходимы для того, чтобы распил осуществлялся по ровной линии.
- Для того чтобы станок был безопасным, шкив лучше закрыть специальным кожухом.
- Обработка лаком для дерева или покраска станка увеличит срок его службы.
Заточка пилы
Чем, непринципиально какая техника нуждается в циклическом ремонте и осмотре. Например, заточка ленточных пил на дому делается достаточно просто. Главное, знать ее технологию. На работе употребляется особенный станок. Вся работа состоит из нескольких шагов:
Исходная заточка (устраняет показавшиеся трещины, восстанавливает симметрию и профиль зубьев).
Очистка полотна от опилок и пыли.
Финальная заточка. Она устраняет что остается сделать нашему клиенту преломления и присваивает остроту зубцам.
Если у вас нет опыта заточки пил, то что остается сделать нашему клиенту деяния следует делать очень осторожно. От этой процедуры зависит качество работы устройства
Когда вы не понимаете в собственных силах, то пригласите опытного спеца.
Таб. 2 Заготовки профильного сечения и трубы
Выбираем максимальный размер отрезаемой детали. Затем выбираем толщину стенки. Пересечение этих двух параметров в таблице показывает рекомендуемый шаг зубьев. Для более быстрой резки можно использовать ближайший больший шаг. Более мелкий шаг использовать не рекомендуется, так как переполнение впадин между зубьями стружкой ведет к выходу из строя пилы.
| Диаметр заготовки, мм | Наружный диаметр, мм | |||||||||
| 20 | 40 | 60 | 80 | 100 | 120 | 150 | 200 | 300 | 500 | |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 8/10 |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | |
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | |
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 |

При резке пакета труб используйте удвоенное значение толщины стенки.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Читать также: Компонент не входящий в состав чугуна алюминий
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.





Описание ленточных пил
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.
Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.





