

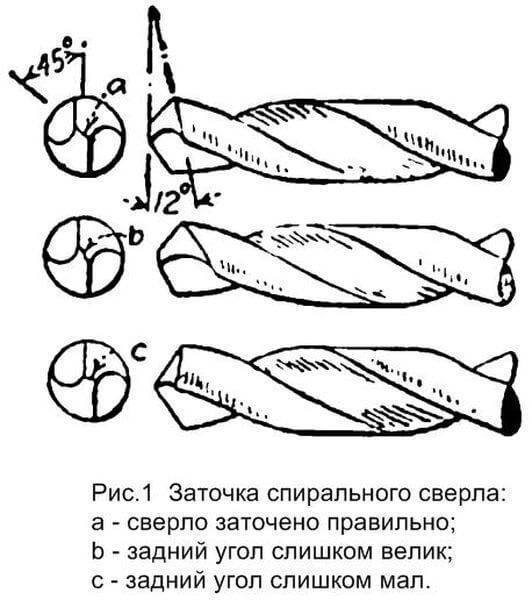
Как точить мелкие сверла
Тонкие сверла диаметром до 3 мм очень быстро тупятся, а при работе с плотным материалом и вовсе могут сломаться. Точить их тоже сложно, ведь режущая кромка слишком тонкая и мелкая, и установить оптимальный угол может быть сложно. Также при заточке таких сверл существенно повышается риск деформировать инструмент (рисунок 4).
Рисунок 4
Мелкие сверла точат особенно осторожно, чтобы не повредить их. Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем
Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ
Если все же есть необходимость в заточке мелкого сверла, стоит воспользоваться оселком или алмазным надфилем. Также понадобится специальное приспособление для фиксации сверла. Его можно вырезать из дерева или ПВХ.
Пошаговая инструкция по заточке такая:
- Сверло фиксируют, приставляют к нему оселок и проводят по режущей кромки с незначительным нажимом.
- Для качественной заточки понадобится около 10 движений. После этого сверло поворачивают на 180 градусов и повторяют процедуру.
- Качество заточки оценивают через лупу и, при необходимости, продолжают затачивать сверло, пока не будет достигнут нужный результат.
Заточка сверла по металлу своими руками приспособление. Приспособление для заточки свёрл по металлу… Из дерева.
Заточка сверла, это очень точная работа, которая требует хорошего навыка, которым в полной мере обладают слесари инструментальщики и токари. Набить руку, чтобы “на глаз” выдерживать правильные углы заточки, можно только затачивая их регулярно и в больших количествах.
Чтобы можно было обойтись без многолетнего опыта, придумано много разных приспособлений, как самодельных, так и промышленного изготовления. Есть приспособления, подключаемые к электродрели, а все самоделки предусматривают использование наждака.
Справедливости ради, нужно сказать, что наждаки от средней и выше ценовой категории могут комплектоваться упором, со специальным желобком и регулировкой угла наклона.
Я переставлю упор с противоположной стороны, чтобы смодулировать ситуацию наличия наждака без функции заточки свёрл.
Нужно подобрать или выстрогать рейку толщиной, примерно 20мм., и шириной по ширине упора. Отрезать кусок около 100мм.
Отметить при помощи транспортира угол 60°.
Прочертить по отметке линию и продолжить её, при помощи угольника на торцах. На стороне, которая будет обращена к камню отметить от верха 4 – 5мм.
На противоположном торце на 10мм. больше – 14 – 15мм.
Ножовкой с мелким зубом выпилить,по разметке, жёлоб так, чтобы глубина соответствовала отметкам на торцах. Так как жёлоб наклонный, то чтобы угол вложенного в него сверла, не менялся – жёлоб нужно сделать с небольшим расширением с глубокой сторны. Немного подровнять его напильником.
Для проверки того, что сверло в нём лежит правильно и не качается, нужно вложить его в жёлоб, слегка придавить и провернуть.
Полученные отметки укажут, где есть недостатки или на то, что их нет.
Приспособление готово. Для наглядности, я заточу сверло ø 11мм. со сколом.
Закрепить брусок на упоре таким образом, чтобы его сторона с мелкой стороной жёлоба была строго параллельна рабочей части камня. Режущая кромка сверла должна быть расположена горизонтально.
Прижимая рабочую часть сверла к жёлобу одной рукой, а второй держа за хвостовик, заточить сначала одну, затем, провернув сверло на 180° – другую кромку. Следить за тем, чтобы режущие кромки сходились точно по центру сверла. При заточке свёрл диаметром больше 6мм. – точить каждую кромку с лёгким проворачиванием вправо (по ходу сверления), для образования правильной “затыловки”.
Простая и эффективная заточка сверл. . Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
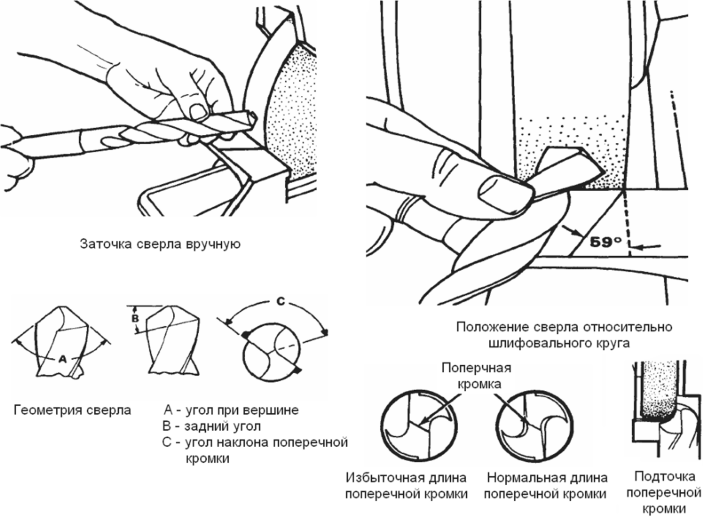
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
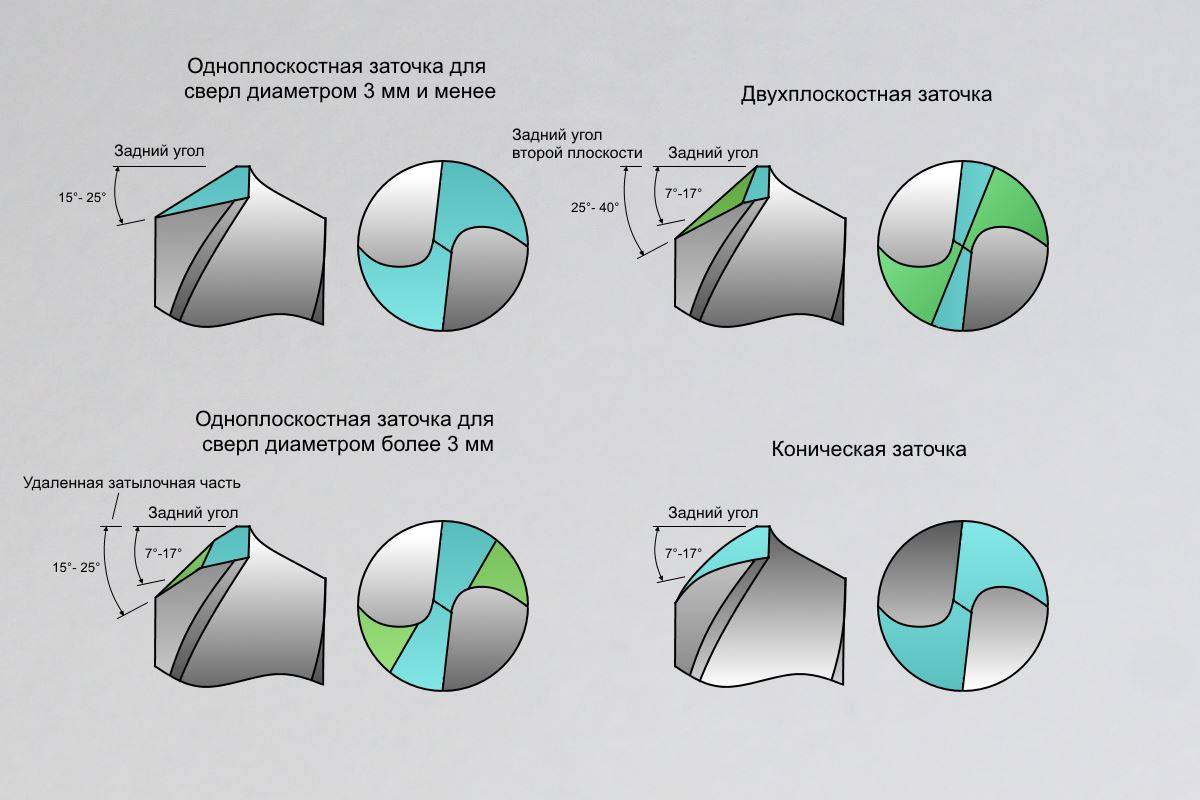
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Важные правила
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Приспособление для заточки сверл из гайки. Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.



Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
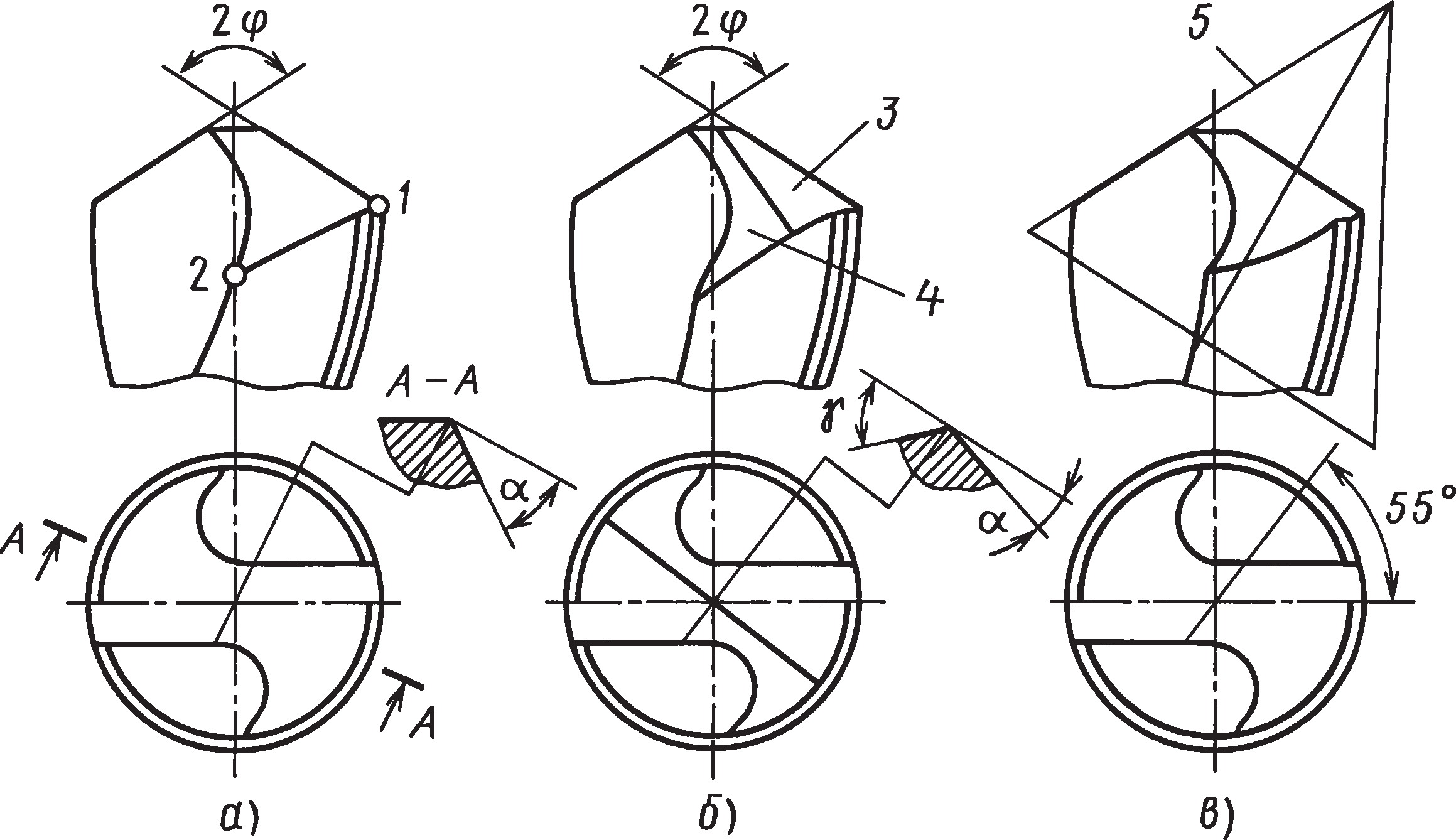
Как происходит процесс затупления сверла
Скорость резания металла при сверлении максимальна на периферии сверла. Это означает, что здесь происходит самое большое нагревание режущих кромок, a отвести эффективно тепло из этой области довольно затруднительно. Именно из-за этого процесс затупления, начинаясь c уголка, постепенно охватывает всю режущую кромку.
Следующий этап – истирание задней грани. От режущей кромки на эту часть сверла распространяются штрихи, которые сливаясь, образуют слитную полосу вдоль режущей кромки. Потом эта полоса став сплошной расширяется, становясь более обширной на периферии, к центру сверла сужающаяся. Происходит сминание режущей кромки – инструмент становится тупым.
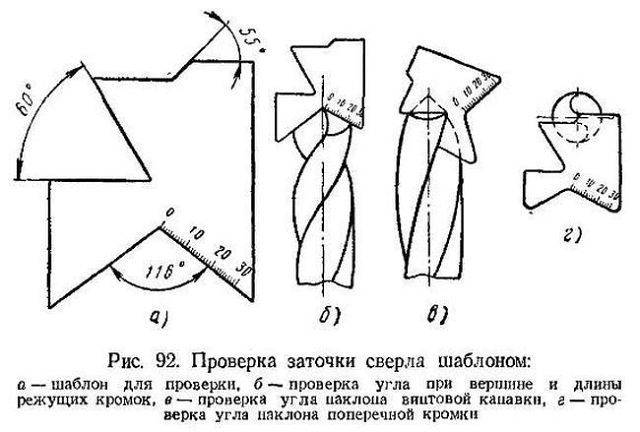
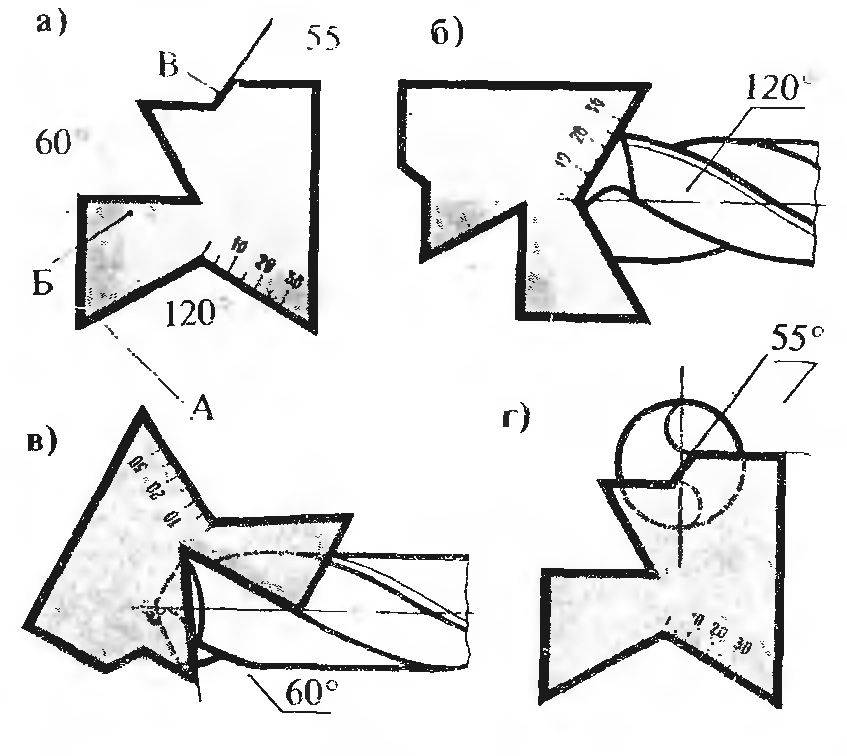
Для того, чтобы упростить контролирование корректности выполнения геометрии сверла используют предельно простые шаблоны. Как изготовить наиболее простой будет описано ниже. C помощью такого шаблона, включая случаи выполнения затачивания сверл не прибегая к помощи каких-либо приспособлений, легко и просто проконтролировать, где необходимо снять еще металл c сверла. Как шутят мастера, применяя подобный шаблон, всегда получится то, что должно получится, просто потому, что не получиться не может, даже если будет нужно для этого сточить половину сверла.
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Можно ли восстановить победитовое сверло
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру
Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
https://youtube.com/watch?v=2IfuWWQ1skI
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.
Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
Есть также оригинальное приспособление из дверной петли.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
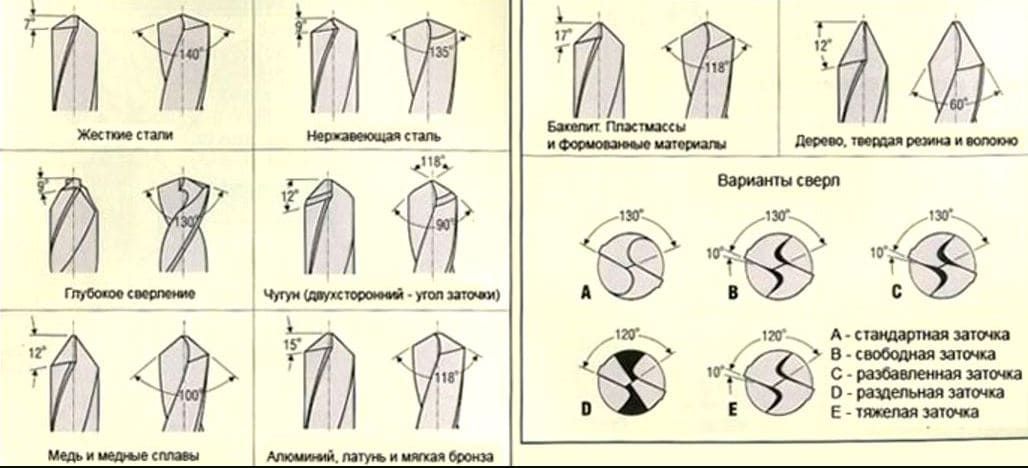
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
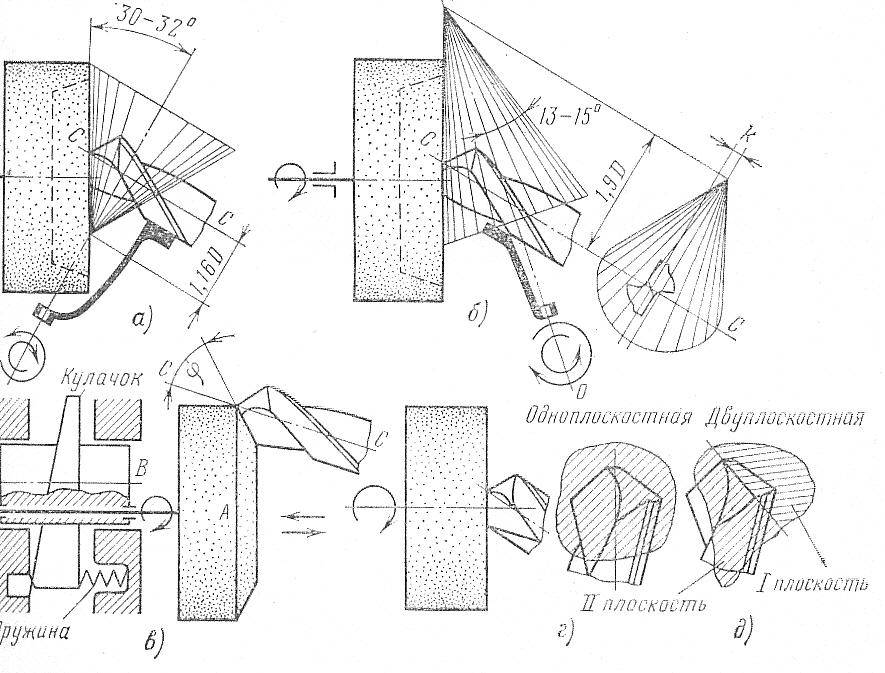
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
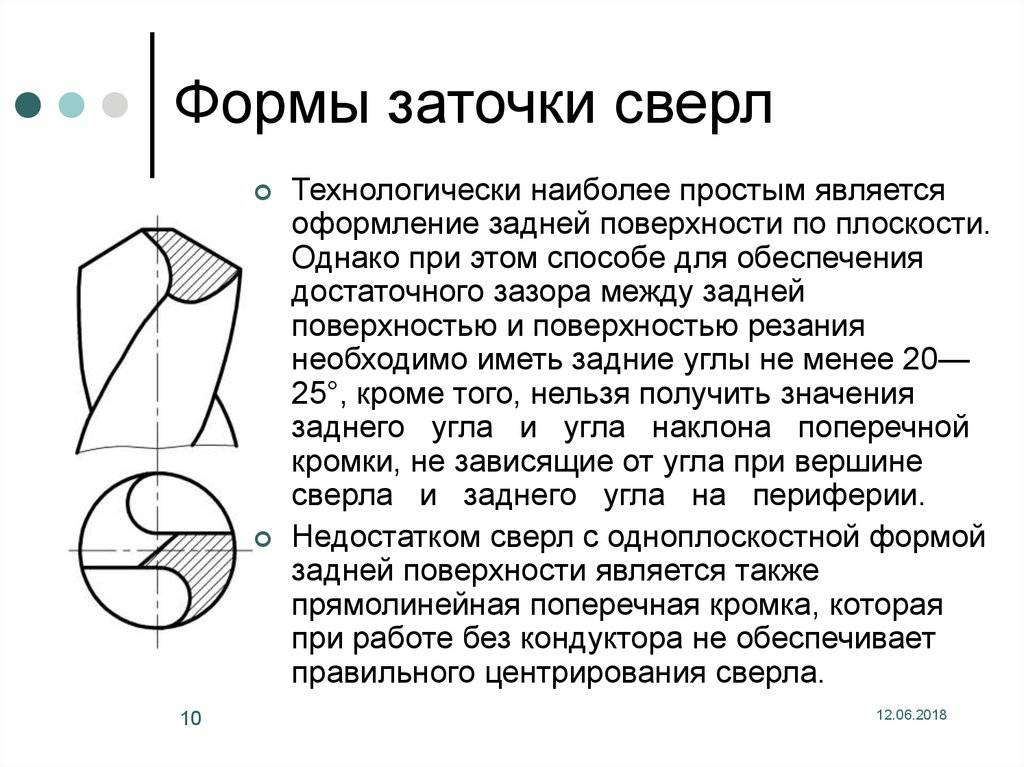
- Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.




Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Заточка с помощью шлифовальной машинки
Это менее удобный способ, так как болгарка не имеет подручника и в целом не предназначена для заточки сверл. Однако если иметь твёрдую руку и некоторую сноровку, то можно выполнить операцию успешно.
Метод имеет множество минусов, которые следует нивелировать:
Болгарку необходимо поставить на гладкую поверхность. Кроме того, инструмент запрещено двигать при работе. Желательно попросить кого-то подержать болгарку или зафиксировать её, дабы она не колебалась от случайного прикосновения.
При заострении очень трудно удерживать нужный градус. Также нельзя сделать подручник, который помог бы контролировать нужный угол. Эту проблему можно минимизировать частой практикой, но только если есть запас сверл.
На болгарке можно затачивать лишь инструменты малого диаметра. Обработка крупных сверл крайне неудобна. Однако эту проблему можно решить, если участвовать в заточке будут 2 человека. Один держит болгарку, второй подносит сверло.
Шлифовальным кругом болгарки нельзя сделать заднюю поверхность ровной и гладкой. К сожалению, эту проблему решить не удастся, поэтому окончательную доводку нужно делать вручную.
Видео: Как самому заточить сверло
Для заточки нужно придерживать следующей инструкции:
Для этих целей лучше выбирать маломощную болгарку. С ней можно эффективней контролировать процесс. К тому же сверло будет меньше нагреваться.
Болгарку кладут на ровную поверхность диском вверх. Необходимо зафиксировать инструмент так, чтобы диск находился горизонтально.
Прибор включают на минимальных оборотах.
Сверло подносят к диску под углом в 60о. Затем ровным и коротким, но не быстрым движением опускают хвостовую часть, чтобы при заострении задняя поверхность скруглялась.
Так выглядит заточка на болгарке:
Правила безопасности на болгарке такие же, как при обработке на заточном станке. Нельзя трогать шлифовальный диск в период работы, после выключения к нему тоже нельзя прикасаться до тех пор, пока он полностью не остановится. Затачивать инструмент нужно в маске и перчатках.
Личный опыт изготовления инструмента Вишбон в домашних условиях своими руками
Материал корпуса можно выбрать любой, разных составов:
- лист алюминия ил мягкие сплавы;
- пластмассу;
- ламинат или ДВП;
- полиэтилен либо стеклопластик;
- даже деревянную дощечку.
Я остановился на пластинке из гетинакса: легко обрабатывается и высокая прочность.

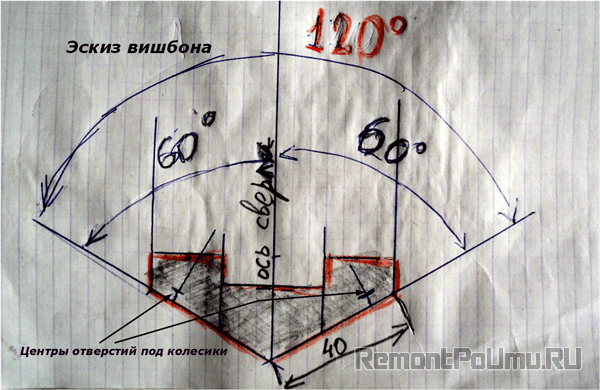
Для изготовления корпуса на тетрадном листе в клеточку нарисовал эскиз. Чертежи не нужны. Масштаб 1:1. Положил на него в качестве ориентира размеров мелкое сверло.
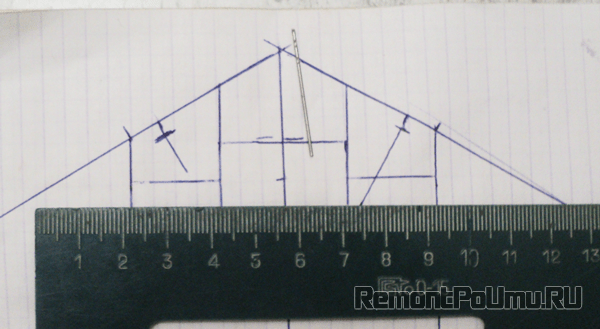
Габариты для наглядности обвел красным карандашом, показал углы.
После этого размеры начертил на гетинаксе. В корпусе будущего устройства высверлил отверстия.

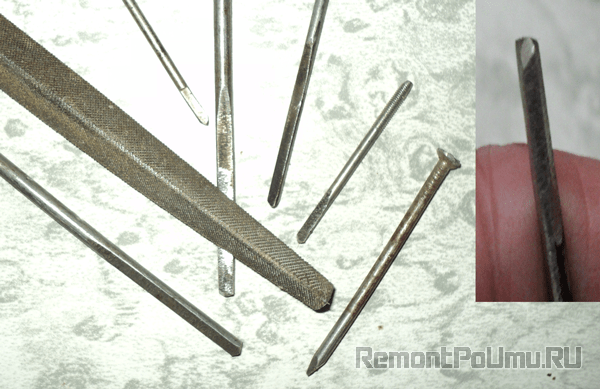
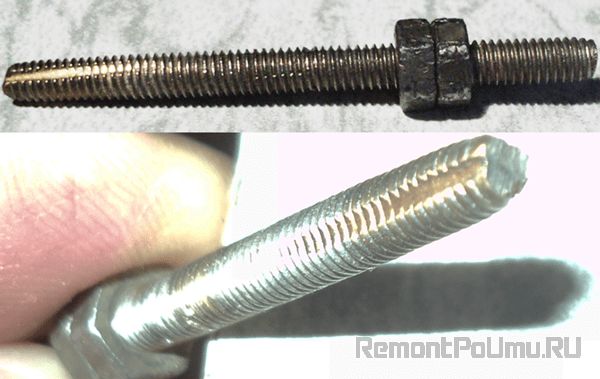
Поскольку нормального сверла у меня не было, то пришлось делать самодельное по принципу пушечного. Использовал кусочек спицы от советского велосипеда. Диаметр 2 мм.
Сточил напильником часть боковой кромки, а конец заточил в виде центрального угла. С одной стороны, оно является пародией на пушечное, но вполне рабочая конструкция для мягких материалов.
Допустимо делать их даже из гвоздей и проволоки разного диаметра. Так можно изготовить различные виды и диаметры подобного инструмента. Особая точность не требуется. Мои готовые сверла показаны на фото.
Из гетинакса ножовкой вырезал заготовку корпуса и дополнительную часть для крепления колесика – обычной шайбы для гайки М3. В качестве оси использовал кусочек медной проволоки 4 квадрата. Чтобы колесо хорошо вращалось пришлось уложить прокладку.

Способ соединения деталей – обычная клепка. Остальные детали Вишбон показал на фото.

Зажимную колодку (на фото пятиугольная фигура) выполнил отверстиями диаметром 4 мм.
В центральной части корпуса пришлось самодельными сверлами увеличить диаметр отверстия и нарезать резьбу. Метчик делал своими руками из шпильки М4: заточил один конец немного на конус и прорезал по длине с противоположных сторон часть резьбы ножовкой по металлу.
С противоположного конца резьбы зажал встречно две гайки, которые позволили работать с ним гаечным ключом.
 Самодельный метчик
Самодельный метчик
Должен предупредить: заводским метчиком работать проще. Но, в критической ситуации и для мягких материалов эта конструкция оправдана.
Посередине угла 120 градусов процарапал биссектрису, служащую основанием для укладки самых тонких сверлышек.

Уменьшил высоту корпуса так, чтобы даже самые мелкие сверлышки выступали из него: так удобнее их устанавливать.

В верхней части данного Вишбон на выходе биссектрисы угла сделал метку, облегчающую процесс сборки: центровку осей больших сверл при их фиксации в приспособлении.
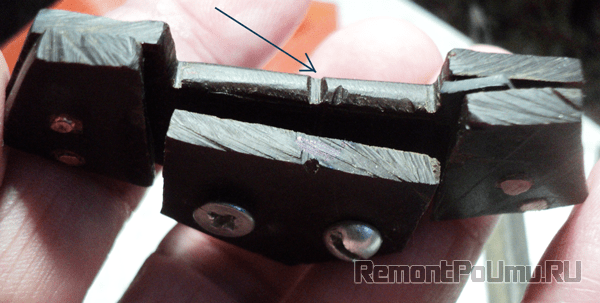
Метка указывает на центр сверла.
Приспособление на дрель для заточки сверл: основные элементы
Практически все предлагаемые на рынке насадки на дрель для обточки сверл имеют одинаковую конструкцию. Это пластиковый корпус, куда помещен точильный элемент определенной формы, позволяющий выполнять обработку режущей поверхности инструмента под нужным углом. Вращается устройство при помощи дрели. Соединение с валом осуществляется специальной муфтой.
Крышка корпуса имеет отверстия, в которые вставляются сверла соответствующих диаметров. Отверстия выполнены так, что режущая кромка соприкасается с наждачным кругом только в необходимых местах. Отсутствие такой крышки-кондуктора значительно усложняет процесс заточки, так как сверло приходится держать вручную.


Устройство на дрель для заточки – это пластиковая насадка в которую помещается точильный элемент и сверло
В интернете достаточно много демонстрационных видео «Приспособления для заточки сверл». Перед применением приобретенной насадки стоит обратиться к видео с инструкциями, это поможет избежать ошибок.
По аналогии с фабричными чаще всего выполняются и самодельные устройства:
- корпус изготавливается из металла;
- патрон дрели и наждачный круг соединяются монтажным кольцом;
- наждачному элементу придается форма конуса, которую обычно создают на токарном станке;
- крышка с отверстиями разных диаметров может быть изготовлена из дерева, металла, полимера с добавками.
Наиболее сложным этапом при выполнении насадки для дрели своими руками является создание крышки.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Признаки затупления
Оснастка для работы с деревом может прослужить длительное время не деформируясь. Свёрла по металлу выходят из строя быстрее. Существует ряд моментов, по которым можно определить, что оснастка затупилась:
- На вершине сверла есть сколы, неровности, микротрещины.
- Визуальные отклонения от изначального состояния.
- При сверлении возникает нехарактерный свист или шум.
- На внутренней части отверстия остаются заусенцы, неровности.
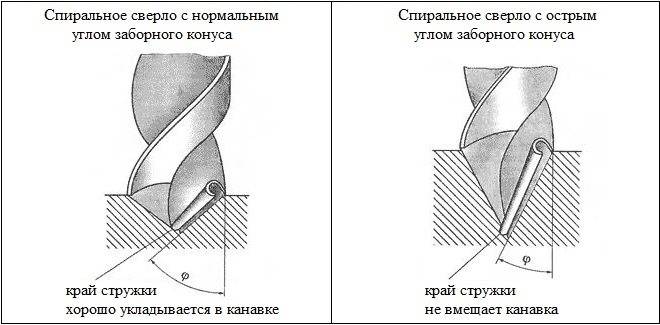
- Стружка скапливается в дырке, не выводится наружу.
Эти отклонения указывают на поломку оснастки. Нужно остановить рабочий процесс, исправить неточности или заменить оснастку.
Определяем угол заточки
У разных сверл угол заточки тоже отличается. При этом имеет значение как то, на обработку какого материала рассчитан инструмент, так и особенности рабочей части. Уточнить данные можно в ГОСТ 19543-74.
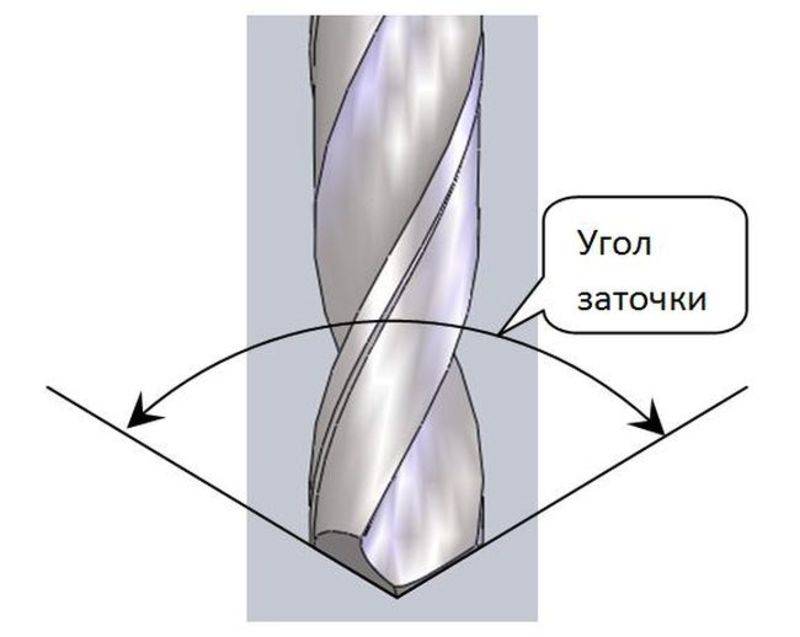
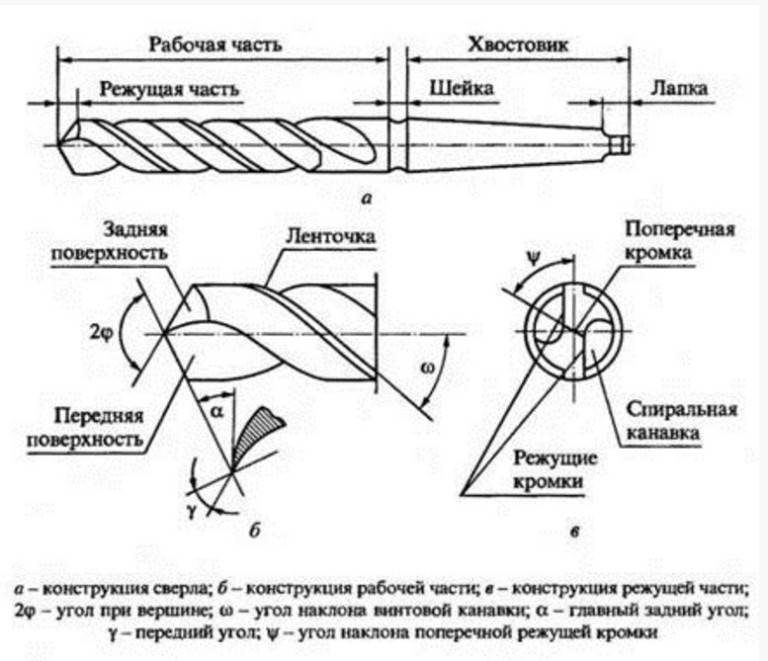
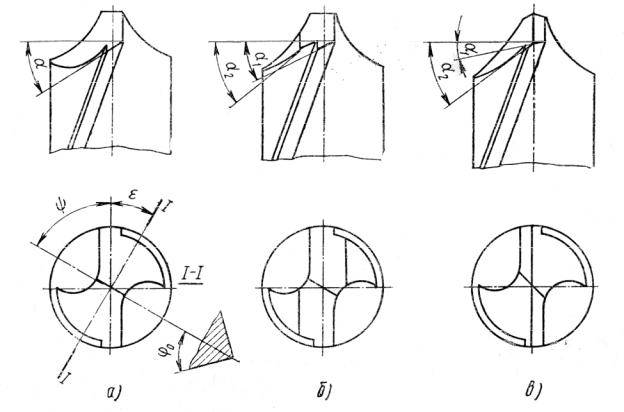
Чаще всего в качестве «угла заточки» называют угол при вершине сверла, фактически – угол при вершине конуса, в который укладывается рабочая часть. Но это не единственный определяющий фактор.
Учитывается также угол спирали или, иначе, угол наклона винтовой канавки (обычно 30 градусов), задний угол и угол наклона поперечной режущей кромки
Обязательно принимается во внимание диаметр рабочей части инструмента – от этого зависит длина режущих кромок
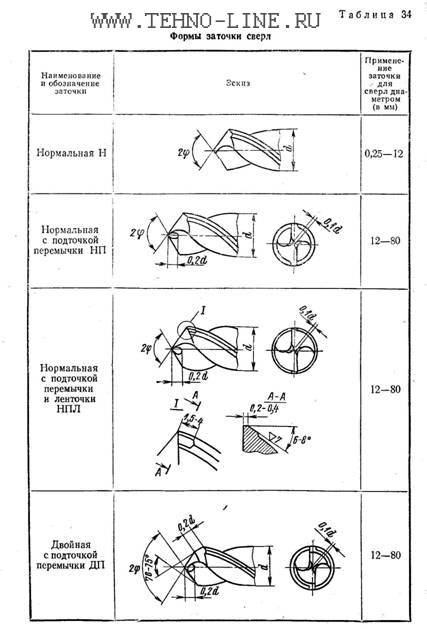
Кроме того, выделяют одинарную и двойную заточку, подточку поперечного лезвия и ленточки.
На первый взгляд все это кажется довольно сложным. На деле же при небольшом навыке заточить сверло не так уж трудно.
Применение приспособления
При работе на наждаке основную проблему составляет правильное направление сверла и надежное его удержание с учетом разогрева металла. Для того чтобы облегчить процесс, используются державки инструмента. Распространена такая самодельная система. Державка изготавливается на базе штатива с закреплением на ней пластины. На этой пластине сверло крепится с помощью фиксаторов. Продвижение его в направлении абразива осуществляется регулировочным винтом. Стойка штатива снабжается шкалой с разметкой углов (обычно 4 наиболее распространенных варианта). Такая конструкция обеспечивает надежную фиксацию инструмента в зажимах пластины, а точность подачи обеспечивается регулировочным винтом.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.





