

Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
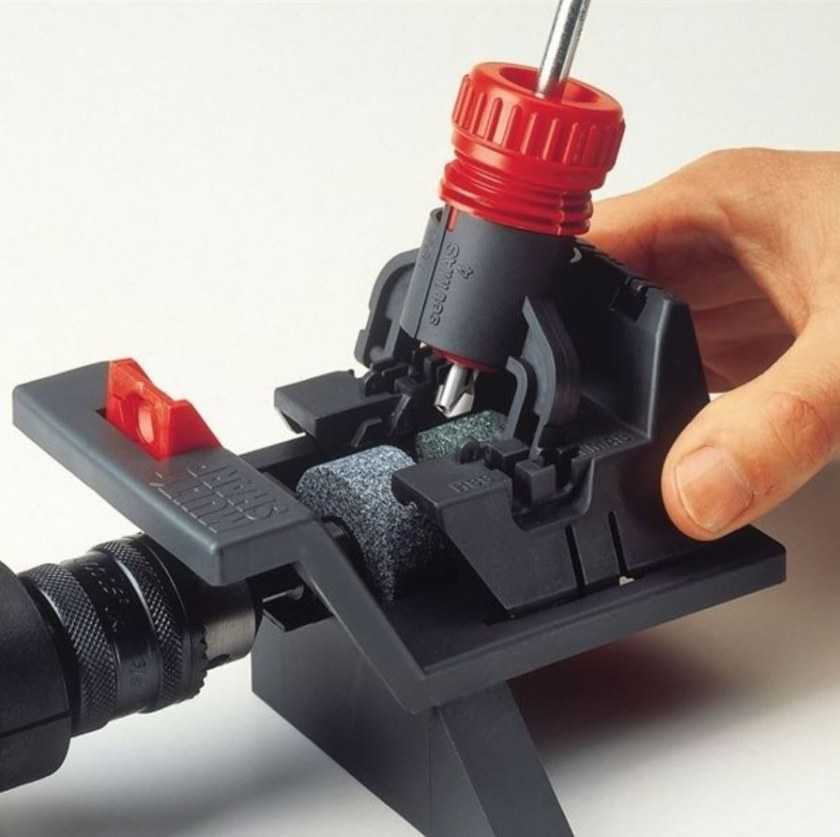
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Особенности различных видов заточки сверл
Правильность выбранного метода зависит от точной оценки износа отдельных элементов. Наибольшему износу подвергаются:
- задняя или передняя поверхность;
- перемычка;
- установленные углы;
- снятая фаска.
В зависимости от степени износа одного из параметров или одновременно нескольких выбирают вид заточки, способный устранить эти недостатки.
Чтобы добиться качественного результата сверления необходимо правильно выбрать диаметр сверла, форму режущей кромки. Для поддержания её в рабочем состоянии, придания необходимой формы следует правильно выбрать способ (вид) заточки.
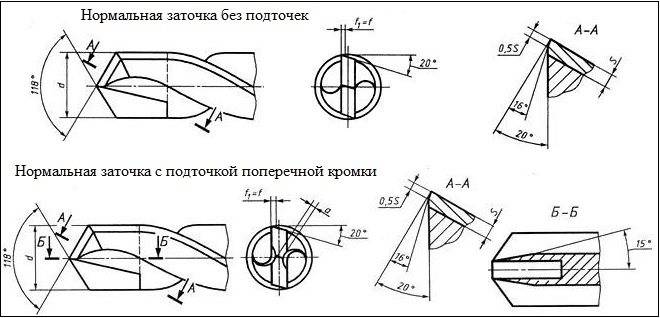
Применяемые виды обозначаются принятыми аббревиатурами и делятся на следующие категории:
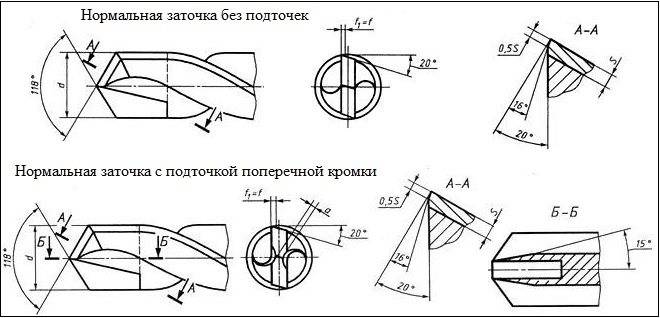
- НП – предполагает последовательное подтачивание поперечной кромки. Это позволяет уменьшить её длину, тем самым снизить величину внешних нагрузок, увеличить срок нормальной работы сверла.
- НПЛ – этот вид предполагает обработку поперечной кромки и ленточки. Что приводит к уменьшению поперечного размера ленточки. Такая обработка способствует получению требуемого заднего угла. Это уменьшает силу трения режущей кромки о поверхность металла;
- ДП – относится к категории двойной заточки. Правильное применение позволяет получить одну поперечную и четыре дополнительных режущих кромки.
- ДПЛ – такая обработка свёрл по металлу предполагает последовательное подтачивание ленточки. В результате создаются лучшие условия для отвода тепла, повышается надёжность и долговечность.
Все виды обработки направлены на создание оптимальных условий при проведении сверления. Описание правил и характеристик заточки установлены соответствующими стандартами. Все параметры заточки сверла по металлу сведены в единую таблицу. В ней приведена геометрия применяемых форм режущей кромки для различных условий резания. Перечисленные виды заточки позволяют производить качественное восстановление параметров режущей части инструмента диаметром до 100 мм.
При применении перечисленных методов очень важно учитывать параметры металла, из которого изготовлен инструмент. Это необходимо для правильного выбора точильного инструмента (шлифовального круга)
Например, для качественного восстановления свёрл изготовленных из быстрорежущей стали специалисты советуют применять электрокорундовый шлифовальный круг. Если сверло изготовлено из твердосплавных материалов, целесообразно производить обработку кругом с алмазным напылением. Операция восстановления параметров приводит к существенному нагреву детали, особенно его режущей кромки. Поэтому этот процесс необходимо проводить поэтапно с применением охлаждающей жидкости.
Особое внимание следует уделить восстановлению основных параметров сверла в условиях домашней мастерской. Необходимо обеспечить высокое качество следующих показателей:
- одинаковую длину кромок и ленточки (измерение можно произвести имеющимся мерительным инструментом);
- остроту обеих кромок (проверка проводится визуально);
- значения обоих углов (переднего и заднего).
Для упрощения последней задачи многие мастера изготавливают самостоятельные шаблоны, которые обеспечивают требуемый угол заточки. Точное соблюдение этих параметров, правильная подточка перемычки существенно увеличивает срок службы сверла.
Однако существуют определённые виды свёрл, специфика которых значительно затрудняет процесс заточки. Проблемы с заточной спирального сверла или ступенчатого, связаны со сложной геометрией их конструкции. Поэтому заточку таких инструментов производят на специальных станках с применением разработанного оборудования.
Особую сложность представляет заточка ступенчатых свёрл по металлу. Такую заточку можно провести только с использованием специального инструмента и большого опыта. Однако следует отметить, что основное количество такого инструмента вообще не подлежит повторной заточке.
Не один из методов не применим к свёрлам с алмазным напылением или другими твёрдыми насадками.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Технологическая последовательность заточки
подготовить защитную амуницию
Помимо этого нужно знать, каким способом точить разные свёрла. Это можно определить по форме, придаваемой режущим граням устройства. На сегодня специалистами рассматривается одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая методика заточки инструмента.
Для определения качества заточки сверла необходимо скрупулёзно обсмотреть его после окончания работ. Основными факторами, которые свидетельствуют о том, что инструмент стал острым, являются следующие:
- режущий край сверла по завершении заточки должен оставаться симметричным по отношению к своей оси;
- смежные режущие кромки должны оставаться одинаковыми по длине относительно центральной оси;
- также одинаковыми должны оставаться и параметры наклона угла заострённых краёв.
Заточка сверла должна начинаться с задней поверхности инструмента и продолжаться в соответствии с определённой последовательностью.
Задний край режущей кромки максимально плотно притискивается к точильной поверхности
Очень важно всё время поддерживать первоначально установленный угол.
Не имея никаких навыков, процедура может не получиться с первого раза. Поэтому нужно быть готовым сделать несколько попыток.
После каждой попытки важно внимательно осмотреть форму сверла.
Работа должна продолжаться до момента, когда задней поверхности инструмента будет придана правильная конусообразная форма.
Только после того, как будет получена необходимая форма, можно переходить к заточке режущей поверхности. При проведении работ необходимо контролировать, чтобы заточка каждого пера была одинаковой
Большую важность имеет соблюдение правильного угла заточки
В случае с одноплоскостным методом заточки задняя поверхность обрабатывается в одной плоскости при точном соблюдении угла в пределах 28–30 градусов. Такой метод считается одним из самых простых и используется для инструмента с сечением менее 3 мм. Однако для полного осознания процесса целесообразно ознакомиться с видео о том, как правильно выполнить заточку сверла.
При выполнении работы таким методом сверло прижимается под установленным углом к поверхности точильного круга. В процессе заточки инструмент перемещают не переворачивая. Зачастую это может привести к тому, что режущая кромка может раскрошиться, особенно если для изготовления сверла использовался низкокачественный металл.
Чтобы заточить режущий край инструмента с большим сечением используют коническую заточку. Такой вариант сложнее рассмотренных ранее и поэтому нужно ознакомиться с видео, после чего придерживаться определённых этапов работ.
- В левую руку берут рабочую часть инструмента, а в правую хвостовой конец. Рабочая часть должна удерживаться в максимальной близости к заборному конусу.
- Не изменяя положения, сверло прижимают режущей частью и задней поверхностью к торцевой части точильного круга.
- Правой рукой, в которой удерживается хвостовой край инструмента, выполняют покачивающие движения таким образом, чтобы образовывалась конусная форма со стороны задней грани.
- После того как будет заточено одно перо, переходят ко второму, в точности повторяя весь процесс.
- Важным нюансом такой процедуры является то, что сверло нельзя отрывать от поверхности точильного круга.
Существует ещё один метод конической заточки. Для этого сверло также берут в левую руку со стороны режущей кромки, а правой за обратный конец. Но к точильному кругу прижимают только рабочую часть инструмента. Плавными движениями без отрыва от точила сверло проворачивают вокруг оси, тем самым равномерно затачивая заднюю поверхность инструмента.
Приспособление для болгарки: плюсы и минусы разных вариантов
В качестве электроинструмента, который успешно приспосабливают для выполнения заточки сверл, является болгарка. Возможностей применения масса. Можно выделить два основных способа:
- держатель сверла представляет собой отдельную конструкцию;
- направляющие и крепление фиксируются непосредственно к болгарке.

Приспособление на болгарке имеет как достоинства, так и недостатки
Что касается первого варианта, то следует отметить большое количество подобных приспособлений для заточки сверл своими руками. Видео в интернете, содержащие инструкции, подробно и доступно демонстрируют процесс их изготовления.







Второй способ относится к менее распространенным. Именно поэтому о нем стоит рассказать немного подробнее. Приспособление фиксируется к кожуху электроинструмента. Направляющая выполнена из металлического уголка, положение задней кромки фиксируется вручную. Прибор в целом компактный, состоящий из вполне доступных комплектующих.
Как и многие самодельные устройства, данное приспособление тоже подверглось серьезной критике. Отмечается трудоемкий способ изготовления. Высказываются опасения, что без отсутствия регулировки числа оборотов сверло будет перегреваться в ходе обработки. Наиболее острые замечания касаются разрушающего воздействия выполнения заточки на боковые части круга. Повреждение армирующего слоя может привести к рассыпанию диска на отдельные кусочки.
Победитовые сверла, или что тверже камня
Самое важное и главное правило, которое вы должны запомнить, очень простое и логичное: ваш режущий инструмент просто обязан быть тверже, нежели тот материал, который вы собираетесь обрабатывать!
Также победитовые сверла различаются по твердости/мягкости. Выбор зависит от того, с каким материалом вы собираетесь работать, будь то твердый гранит, или же более мягкий по своей структуре кирпич.
Так же стоит отметить, что сверла следует затачивать. Победитовые сверла продаются уже полностью подготовленными к работе, их мы не затрагиваем. А поговорим о заточке обыкновенного сверла.
Но не надейтесь, что вы заточите сверло так, как это сделано по заводской технологии. В домашних условиях, к сожалению. Вам не удастся этого повторить.
Что касается выбора, здесь все очень просто. Цена зависит от производителя. Однако качество большого отличия не имеет.
Самодельное приспособление для заточки сверл из гайки
Одним из наиболее простых и доступных приспособлений для заточки сверл является устройство из гаек. Алгоритм его изготовления может быть следующим:
- Необходимо взять две гайки разного размера. На той, что больше, отмерить по 9 мм с трех сторон одной грани, отчертить маркером. То же сделать на противоположной грани. Затем зажать гайку в тиски и выпилить отчерченные фрагменты.
- Далее следует заложить сверло и убедиться, что угол заточки инструмента, который равен 120°, и грани гайки совпадают.
- Используя сварку, приварить гайку меньших размеров к большей, приложив ее к поверхности с вырезами.
- В меньшую гайку необходимо вкрутить болт, который будет фиксировать сверло. Получится сделанный своими руками держатель угла заточки.

Приспособление для заточки можно сделать из двух гаек и болта
Вставленное и зажатое сверло подносится к наждаку и обтачивается. Гайки держат нужный угол и не позволяют сточить больше необходимого.
Существует немало скептических взглядов на функционирование данного приспособления. Прежде всего высказываются опасения по поводу того, что металл гайки от прикосновения к абразивному кругу также подвергнется стачиванию, причем достаточно интенсивно, так как он мягкий. Как следствие – приспособление не будет служить долго.
Статья по теме:
Простое приспособление для заточки сверл из дверных петель
Видеоролик, демонстрирующий изготовление своими руками приспособления для заточки сверл из дверной петли, получил особую популярность. Хотя сам процесс и результат многие считают технически несовершенными, идея заслуживает внимания:
- Дверная петля укорачивается, одна часть используется для фиксации к подручникам, вторая (отрезанный элемент) дает возможность установить необходимый угол заточки.
- К большей стороне петли приваривается уголок, в нем нарезается резьба, вставляется болт – данная часть конструкции будет выполнять фиксацию к подручникам.
- Далее выставляется и приваривается уголок, который станет направляющей.
Конструкция дополняется шпилькой, которая фиксируется посредством сварки, гайкой и шайбой. Гайка и шайба позволят жестко установить сверло для обтачивания.
Основные претензии к данному довольно простому приспособлению для заточки сверл своими руками следующие:
- Сверло подается сверху вниз. Это делает абсолютно плоской заднюю поверхность. Такой инструмент в ходе работы будет сильно перегреваться.
- Приспособление служит исключительно для ориентации сверла. Качество заточки вызывает сомнения.

Устройство для заточки из дверных петель – одно из самых простых в изготовлении своими руками
Данный способ изготовления вполне может быть усовершенствованным, учитывая замечания технического характера. Выполненное из подручных материалов устройство может приобрести более совершенные функциональные возможности.
Каким способом заточить сверло
Коническая заточка

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.
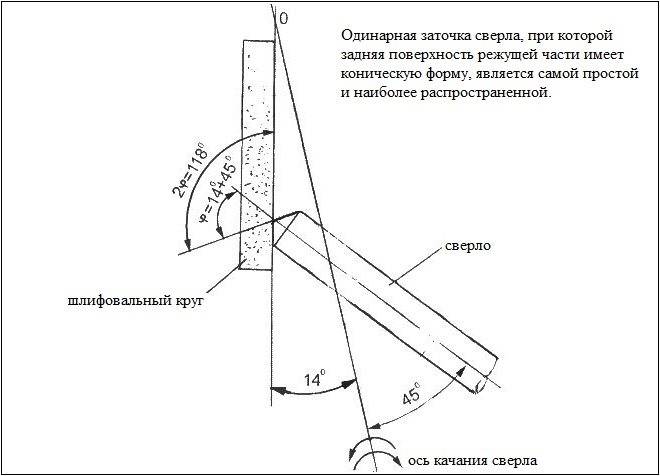
Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
Углы заточки сверла
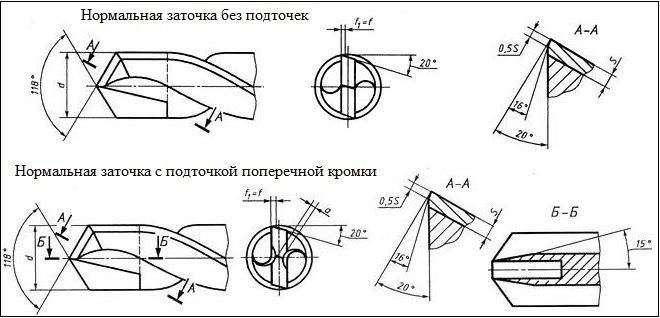
Геометрические параметры режущей части сверл с победитовыми пластинами
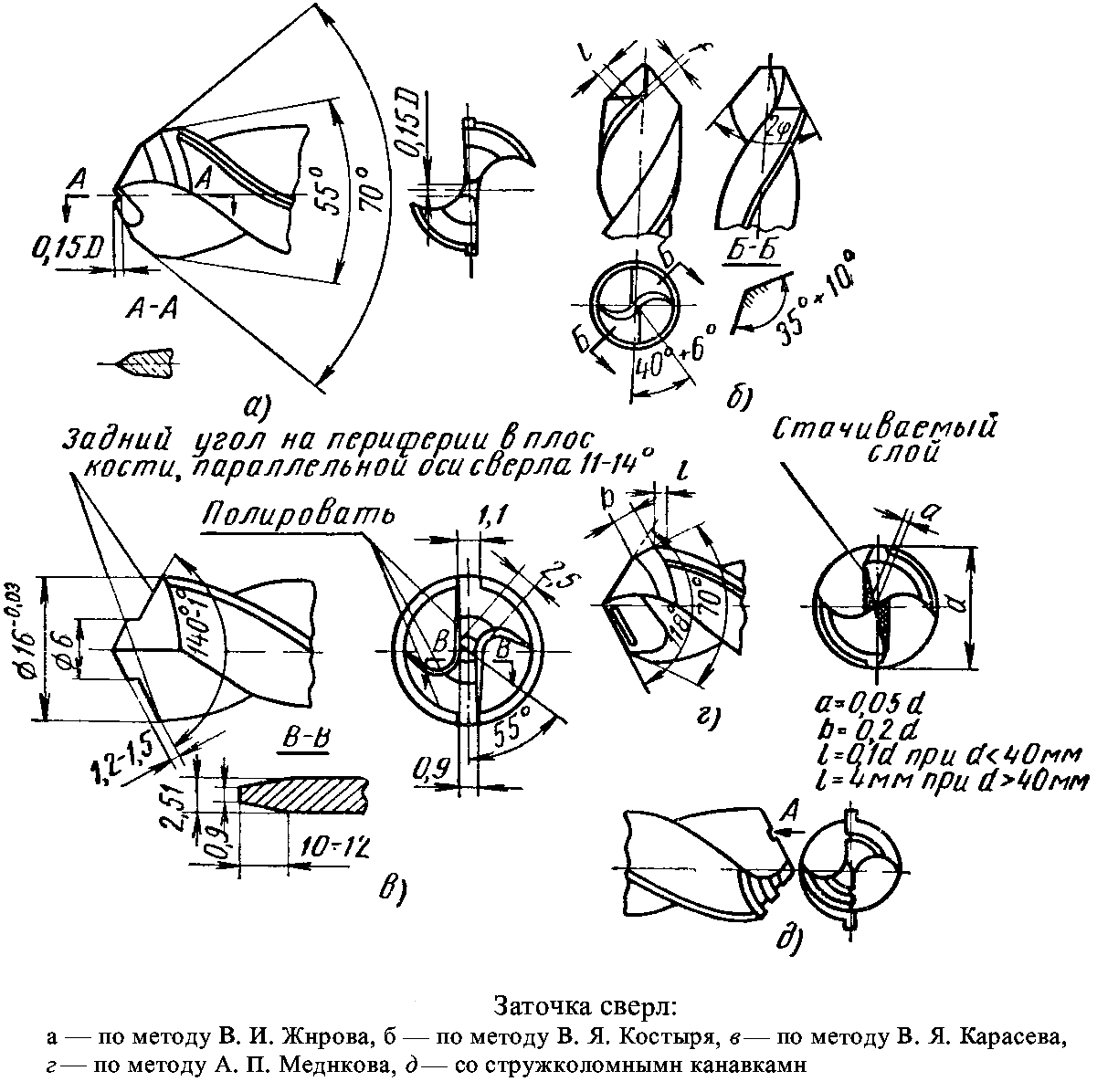
Винтовая заточка
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.
Когда стоит точить сверло
Резкий скрип при работе служит признаком стачивания, так как данный звук возникает при сильном трении сверла о заготовку. Также пора точить инструмент, если при сверлении стружка имеет вид крошки, а не спиралевидных полосок. После эксплуатации необходимо потрогать сверло, если оно слишком горячее, то режущие кромки затупились, возникает избыточное трение.
При обнаружении какого-то признака следует сразу же прекратить работу и заострить сверло. Ведь при трении металл сильно разогревается. При этом он меняет свои физико-механические свойства, становится мягким. Более того, даже после остывания он не вернёт своих качеств, так как закалка «отпускается» при таком нагревании.
В результате инструмент становится непригодным. Поэтому лучше затачивать свёрла слишком часто, нежели чересчур редко. Не надо бояться, что с них снимается много металла. Уменьшение длины инструмента при заточке не повредит его работе, а вот нагрев при трении выведет из строя очень быстро.
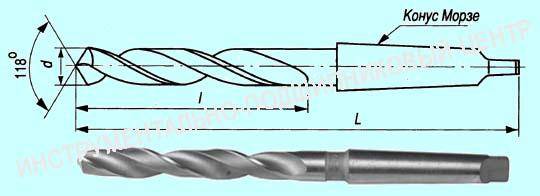
Рабочая часть
Рабочая часть образована 2-мя режущими кромками, которые получаются в результате пересечения винтовых поверхностей канавок, предназначенных для схода стружки, a также поперечной режущей кромкой, получающейся в результате пересечения задних поверхностей.
Направляющая часть представляет собой две вспомогательные режущие кромки, которые получаются как результат пересечения передних поверхностей c поверхностью ленточки.
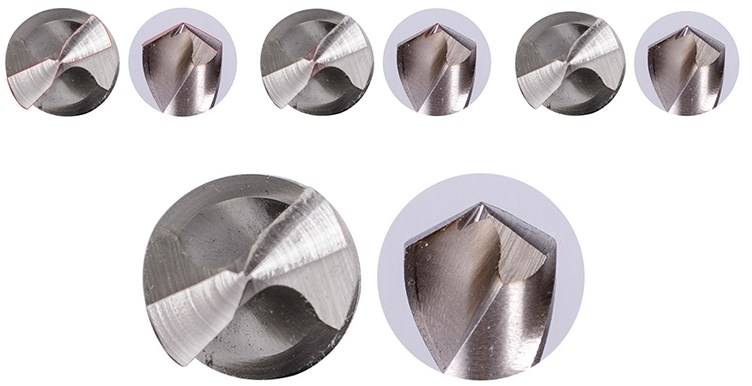
Элементы спирального сверла, а также геометрия его углов.
Название элементов представлено на рисунке.
- c одинарной заточкой
- c двойной заточкой
- D – наружный Ǿ сверла.
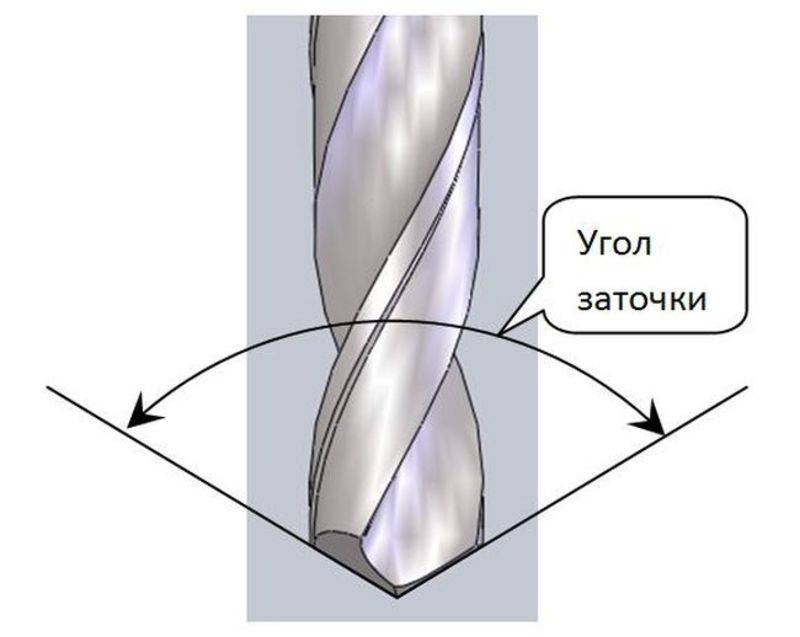
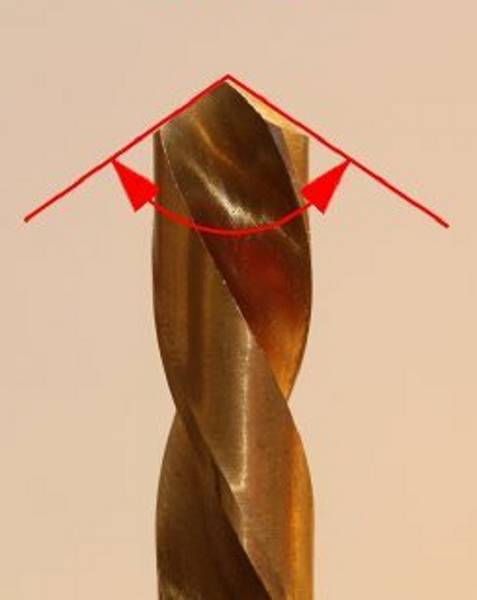
Едва ли не решающее влияние на качество получаемых отверстий оказывает угол, обозначаемый на схемах и чертежах сверл греческой буквой ϕ (2ϕ) или угол при вершине. Если он выполнен слишком малым, то своим нижним краем стружка будет затормаживаться стенкой отверстия. Затруднения в процессе отводки стружки будут приводить к перегреву металла сверла и, как следствие, к скорейшему изнашиванию.






Соблюдать точные значения данного угла при затачивании важно также потому, что при его увеличении происходит пропорциональное возрастание нагрузки на режущие кромки, a значит сопротивление обрабатываемого металла проникновению сверла в деталь во время подачи возрастает. Если же угол при вершине оказывается меньше оптимального, то растет усилие, которое требуется прикладывать для обеспечения вращения сверла c оптимальной скоростью, ухудшается формирование стружки, растет трение. Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚
Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
Как правило, угол 2ϕ для сверл универсальных, которые изготавливаются из быстрорежущей, или из хромистой, или углеродистой сталей должен быть 116˚-118˚. Его меняют при заточке в зависимости от металла, в котором нужно просверлить отверстие:
- твердая бронза, чугун, сталь — 116˚-118˚;
- мягкая бронза, латунь — 120˚-130˚;
- красная медь — 125˚;
- магниевые сплавы — 90˚;
- силумин, электрон — 90˚-100˚;
- алюминий — 140˚;
- эбонит, мрамор, хрупкие материалы — 140˚;
- различные пластмассы — от 90˚ до 100˚;
- древесина — 140˚.
Заточка сверла по металлу
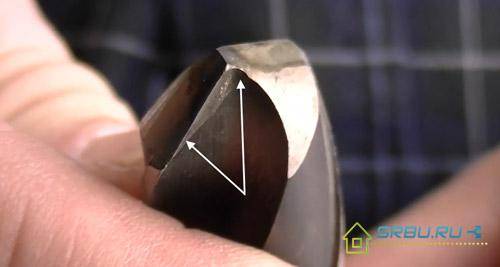
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10. Режущие кромки сходятся к вершине сверла под углом 116 – 120 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130, для алюминия – до 140.
Затачивание
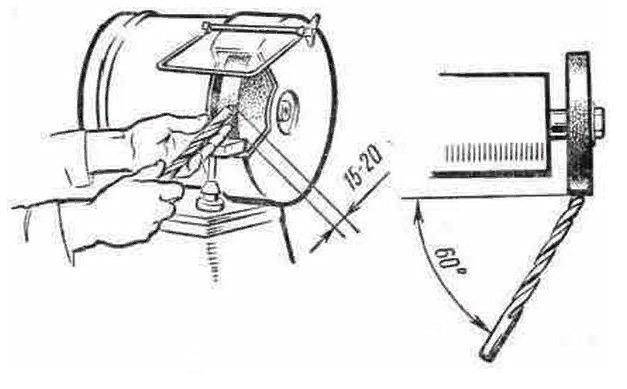
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 60 по горизонтали (половина угла при вершине) и около 10 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
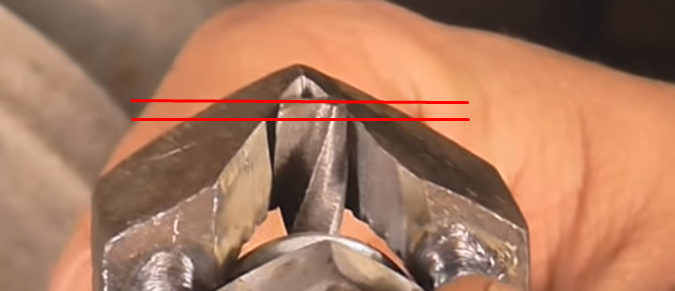
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Приспособление, чтобы заточить сверло по бетону в домашних условиях
В отличие от сверла по дереву, где для заточки режущей кромки обрабатывается только задняя поверхность и ей предается криволинейная форма, для заточки рабочих кромок бура формируются плоские грани и обрабатываются как задние грани, так и передние. Заточка бура менее точная, чем у сверла, потому что абразивная среда, в которой он работает, приводит рабочие кромки в состоянии симметрии уже через несколько бурений. Поэтому при установке бура для разных углов его заточки полагаются в основном на руки и глазомер.
Еще для заточки используется приспособление, сделанное из уголка с полкой 63мм. Главная функция этого приспособления – задать нужную позицию тела сверла при заточке. Она позволяет получать нужный наклон на точилах с разной длиной подручника. У него есть высокая вертикальная полка и низкая вертикальная полка. Используя болгарку его нетрудно сделать по приведенному ниже эскизу.
На внутренней стороне горизонтальной полки приспособления делают разметку: проводят посередине полки осевой луч, отмеряют от него по краю полки по 30 мм в каждую сторону. После этого соединяют точки у края полки линиями с началом осевого луча, параллельна этим наклонным линиям проводят несколько линий с разных сторон. Посередине горизонтальной полки делают треугольный вырез, используемый для крепления струбцины на подручниках с малым вылетом.
Особенности процесса заточки
При самостоятельной заточки есть риск поломки оснастки
Важно также надеть очки, чтобы защитить глаза от попадания частиц металла. Следует заранее подготовить небольшую ёмкость с водой для охлаждения металла
Охлаждать сверло нужно будет несколько раз, в идеале для этого следует использовать машинное масло.

Заточка сверла по металлу своими руками производится в несколько этапов. За один проход восстановить все режущие кромки невозможно. Изначально стачивает заднюю часть оснастки. Для этого она плотно прижимается к точилу. Такое действие позволяет исправить конусность сверла.

Далее подтачиваются режущие грани
В процессе работы критически важно соблюсти угол заточки. Если угол будет нарушен, сверло может окончательно испортиться без возможности восстановления.

Точильный круг или специальный станок?
Процесс правильного затачивания сверл достаточно сложен и требует и профессиональных навыков и мастерства. Если выполнять сверлильные работы приходится довольно часто, лучше всего не полагаться на свое мастерство и качественность и точность выставленных углов на самодельных держателях, а приобрести специальный станочек для заточки сверл.
К сожалению не всегда можно заточить сверло, предназначенное для работ по металлу при помощи обычного точильного круга и подручных приспособлений. В некоторых случаях затачивание таких сверл можно выполнять, только используя станок. К таким случаям относят:
- работу c сверлами, предназначенными для выполнения операций сверления в глухих отверстиях;
- работу с универсальными сверлами, обладающими исключительной твердостью рабочей части и используемых для выполнения отверстий в деталях сделанных из особо прочных сплавов;
- работы связанные c подточкой наименьшей толщины в случаях, когда нужно выполнить сверление на большую глубину.
Такие станки имеют специфическое оборудование, которое делает возможным фиксирование сверла в любом требуемом положении. Применяя такой станок, можно будет затачивать любые, в том числе изготовленные из специальных твердых сплавов, сверла.
Сегодня в магазинах представлены разнообразные станки с разной функциональностью, разных размеров. Поэтому не сложно выбрать именно тот вариант, который в наилучшей степени будет отвечать индивидуальным запросам мастера. Можно также приобрести специальную насадку на электродрель для затачивания сверл. Мастера отзываются о таких насадках достаточно положительно.
Посмотреть как делают своими руками затачивание сверл, как проконтролировать правильность затачивания при помощи сверления, как самостоятельно сделать приспособление для затачивания в домашней мастерской можно в видеоролике.
Как заточить сверло без шлифовального станка
Если сверлить тупыми сверлами, то вы будете сверлить очень долго и это займет очень много времени. По этой причине вам необходимо убедиться, что грани сверла заострены. В идеале есть приспособление для заточки сверл, но не у всех оно есть. Для того, чтобы это легко сделать, используют алмазный надфиль. Этот напильник покрыт промышленными алмазами. Это означает, что им можно заточить сверло. Обычный напильник не сможет этого сделать, потому прочность стали напильника сопоставима со сталью сверла. Но алмазный напильник намного прочнее стали сверла. Теперь я просверлю стальной лист, толщиной 6.8, используя сверло 6,5 миллиметра. Если вы не знакомы с метрической системой, это толщина примерно четверть дюйма и сверла чуть более четверти дюйма. Посмотрим, как быстро мы просверлим стальную пластину. Я собираюсь заточить его с помощью алмазного напильника. И я попробую сверлить еще раз и посмотрю, будет ли сверление более легким. Заточка должна сделать этот процесс намного проще. Вы можете видеть как тяжело идет сверление. Стружка идет маленькими кусочками. Это сверло не действует эффективно. Если сверло острое, то вы обычно получаете длинные спирали стружки.
Я зажал сверло в тисках и у меня есть напильник с алмазным напылением. Теперь я буду затачивать сверло, сохраняя точки реза на точно такой же угол под девяносто градусов. Так что я слегка надавлю на него поперек. И сразу же я вижу, что надо заточить края вверху. Я сделаю то же самое с другой стороны. Таким образом, вы можете видеть, что я пару раз шлифанул с каждой стороны, и это подправило режущую кромку сверла.
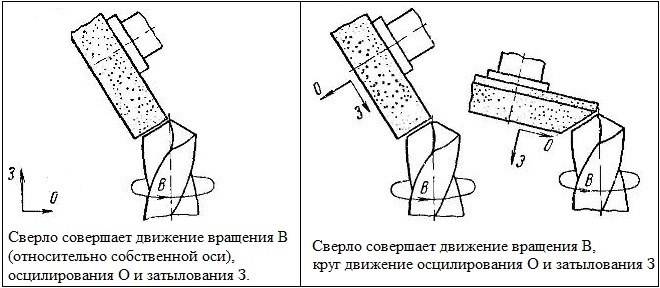
Приспособление для заточки сверла в условиях мастерской.
Здесь мы рассмотрим приспособление для заточки сверла инструментами, которые часто используются в домашних условиях.
4.1. Шлифовальная машинка (болгарка).

Для получения приемлемого качества заточки, необходтмо закрепить электроинструмент. При наличии помощника все решается совсем просто. Пусть помощник положит электромашину на твердую, ровную горизонтальную поверхность диском вниз, а щитком вверх. Например, на стол. Болгарка должна опираться на щиток диска. И, взявшись за корпус, в местах, указанных на фото, надежно зафиксирует ее.
Если у вас нет помощника и подходящих держателей, можно воспользоваться банальными слесарными или столярными тисками. Зафиксируйте болгарку так, чтобы губки тисков не закрывали отверстия для вентиляции. Абразивный диск можно сориентировать как вертикально, так и горизонтально.
Диск можно использовать обычный (режущий), но лучше поставить специальный – заточный. Он значительно толще режущего.
4.2. Ручная дрель.
Для крепления дрели справедливо все, что Вы прочитали о креплении болгарки в предыдущем пункте.

ВАЖНО! Для заточки подходит только дрель с кулачковым патроном. Не все знают, но в продаже имеются держатели для дисков от болгарки, которые позволяют использовать «болгарочные» режущие и заточные диски с дрелью
Так удается высокоскоростной дрелью подменить функции болгарки
Не все знают, но в продаже имеются держатели для дисков от болгарки, которые позволяют использовать «болгарочные» режущие и заточные диски с дрелью. Так удается высокоскоростной дрелью подменить функции болгарки.




Также можно использовать шлифовальный диск с наклеенной на него наждачной бумагой. Чем тверже основа, на которую наклеена бумага, тем лучше. Сейчас можно встретить наждачную бумагу, которая не клеится на диск, а садится «на липучку». Такая тоже годится. При этом качество заточки будет хуже.
Вместо сверла в кулачковый патрон дрели устанавливается держатель «болгарочного» диска или шлифовальный диск.
4.3. Обдирочно-заточный станок (точило, наждак).
Не у каждого дома найдется подобный агрегат. Но мы, все-таки, вкратце рассмотрим. Так как понять технологию правильной заточки сверла и то, как правильно приспособить домашний инструмент к заточке, легче всего на нем.

Абразивный круг из электрокорунда предназначен для обработки стали, в том числе и заточки сверла.
Горизонтально, на уровне оси вращения абразивного круга находится подручник – стальная планка. Служит опорой для пальцев руки и инструмента при заточке.
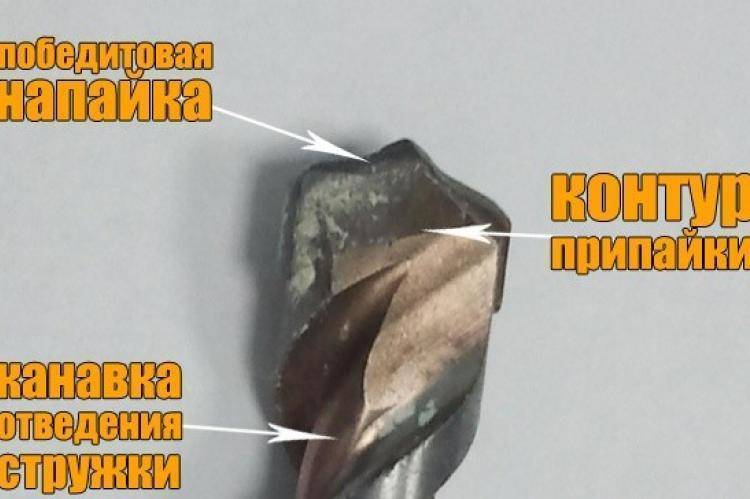
Как заточить победитовое сверло с напайками
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Подточка напайки со стороны передней поверхности.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Каким способом заточить сверло
Коническая заточка

Приспособление для заточки, даже сравнительно простое самодельное, позволяет ровно затачивать режущие кромки сверла
Чтобы заточить сверло по данному методу, необходимо выполнять настройку параметров, указанных в таблице.
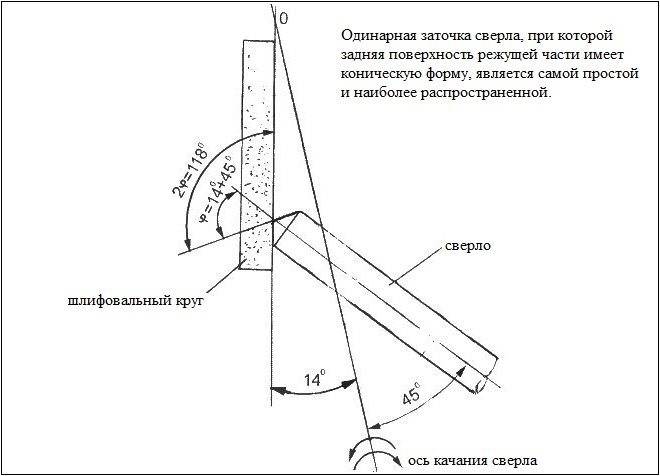
Схема конической заточки сверла
Для конической заточки сверла по бетону можно использовать два метода:
Заточенный по данным методикам инструмент для работы по бетону обладает параметрами, указанными в таблице.
Таблица из текста
Углы заточки сверла
Геометрические параметры режущей части сверл с победитовыми пластинами
Винтовая заточка
Винтовая заточка сверла
При выполнении винтовой заточки особенно тщательно надо обрабатывать два участка рабочей части сверла:
- 0-1, расположенный на диаметре сердцевины инструмента и обрабатываемый кромочной частью точильного круга;
- 1-2, обрабатываемый образующей круга.
Технология заточки сверла по металлу с помощью болгарки или ручной дрели.
Если Вы разобрались с заточкой сверла на заточном станке, то пришло время узнать, что на шлифмашине (болгарке) это делается аналогично. В качестве подручника, мы просто используем край защитного щитка абразивного диска. Поворот щитка регулируется. Перед заточкой поверните его так, чтобы было удобно опираться пальцем под затачиваемым сверлом. Старайтесь выполнить те же движения, сто и на заточном станке. Дело в том, что научиться правильно затачивать сверла не заточном станке можно довольно просто и быстро. Именно поэтому рекомендуется фиксировать болгарку — Вы быстрее получите пристойный результат.
С ручной дрелью сложнее. У нее нечего использовать вместо подручника. Но вы можете приспособить для этого подручные предметы. Здесь понадобится две устойчивых ровных поверхности. На одной зафиксирована дрель, другая используется как подручник. Поверхности располагают на одном уровне так, чтобы между ними мог быть помещен вертикально диск, установленный в патрон дрели. Например, это могут быть столы, верстаки, ящики.
В любом случае качество заточки на дрели будет хуже, чем на других рассмотренных инструментах.





