

Как сделать пружину своими руками из проволоки и на производстве: описываем досконально

Стальные пружины могут быть разных конфигураций и не всегда можно приобрести нужного вида – товар достаточно редкий на рынке. По этой причине для своих нужд я их делаю самостоятельно.
Требования к проволоке и ее диаметру
Стальная проволока для изготовления пружины, которая впоследствии будет подвергаться закалке, должна соответствовать требованиям, указанным в ГОСТ 14963-78. Согласно документу она классифицируется по таким признакам:
- способу навивки (холодным способом и горячим);
- способу отделки поверхности (без отделки и с отделкой);
- точности изготовления (нормальная и повышенная);
- классу механических свойств (общего и ответственного назначения);
- диаметру (от 0,5 до 14 мм);
- виду поставки (в прутках или мотках).
На промышленных предприятиях методом холодной навивки изготавливают пружины из проволоки, диаметр которой не превышает 16 мм, горячим способом – вплоть до 80 мм. При этом на производстве они навиваются с помощью вращающейся оправки, подающих роликов и одного или двух упорных штифтов.
Изготавливают изделия из проволоки марок 51ХВА, 70С3А, 65С2ВА, 60С2А, 65Г, 60ХВА с поверхностью шлифованной, полированной или без шлифования и полировки. По этому признаку и способу изготовления проволока выпускается в прутках или мотках таких групп:
- А, Б, В, Г, Е – со специальной отделкой;
- Н – без отделки.
Условное обозначение проволоки в технической документации и на сопроводительных бирках состоит из цифр и букв:
ХХХХХ (1) – Х (2) – Х (3) – Х (4) – ХХ (5) – ХХ (6) ГОСТ 14963-78 (7)
где:
- 1 – марка стали;
- 2 – способ отделки поверхности;
- 3 – точность изготовления;
- 4 — класс механической точности;
- 5 — способ навивки;
- 6 — диаметр в мм;
- 7 — обозначение стандарта.
Например, проволока с полированной поверхностью, изготовленная из стали 60С2А повышенной точности I класса для пружин горячей навивки диаметром 2,0 мм будет иметь следующее обозначение:
60С2А – А – П – I – ГН – 2,0 ГОСТ 14963-78
В государственном стандарте оговариваются допустимые предельные отклонения, овальность и недопустимость наличия определенных видов дефектов, а также способы упаковки и транспортировки.
Расчет пружины
Для этого необходимо воспользоваться таблицей в разделе пружины, чтобы правильно выбрать диаметр стальной проволоки, количество витков и шаг. При этом огромную роль играет то, как должна работать новая пружина – на сжатие или растяжение.
Последняя разновидность пружин может иметь довольно сложную конструкцию, но и ее можно сделать самостоятельно.
Выполнив предварительные расчеты и выяснив толщину проволоки для стальной пружины, шаг и количество витков, а также определив конструкционные особенности и создав чертеж будущей пружины, можно переходить к практическим действиям.
Так же есть специальный софт для расчета всех параметров:
Типичные ошибки
Зажимаем оправку в патроне токарного станка. Вставляем конец стальной проволоки в отверстие в оправке, запускаем вращение и плотно наматываем стальную струну.
Проверив толщину пружины штангенциркулем, кусачками обрезаем проволоку и наблюдаем, как наша пружина увеличивается в диаметре.
К тому же снять ее с оправки будет довольно проблематично – для этого придется обрезать струну в самом начале витка.
Делаем правильно
Зажимаем проволоку на оправке с помощью винта.
Теперь нам необходимо создать натяжение стальной струны перед намоткой.
При помощи обычного куска плотного пластика зажать проволоку в держателе резцов будет недостаточно. Нам понадобится специальное приспособление с направляющей, в котором натяжение проволоки можно регулировать прижимной пластиной из мягкого металла (медь или бронза).
Также необходимо отрегулировать скорость вращения патрона токарного станка и перемещение рабочей платформы для получения нужного шага пружины.
Пошаговая инструкция
Шаг 1
Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
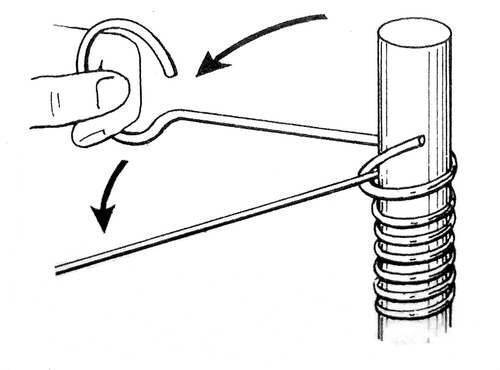
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Шаг 4
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.







Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Бросить в огонь, бросить в воду / масло — лучше сразу бросить в помойку. Не всякий металл — железо, и не всякое железо — сталь. Считать витки — дело пустое. Для пружин нужна специальная сталь (пружинная), термообработка (прокаливаемость) зависит от хим состава, чуть не туда — капец, или лопнет, или будет тянуться как резинка. Кстати, пружинные стали термообрабатываются в расплавах солей, по сложному режиму со ступенчатой выдержкой при определенных температурах для формирования нужной структуры и размера зерна в металле. Кинуть в костер, а потом в речку -никак не выйдет. Костер с регулируемой температурой пламени — это самая маленькая проблема.
Ищите готовую. Кстати, забудьте про советы нагреть газом и подогнуть витки, если пружина не влезает или велика. — сломается в месте нагрева гарантированно. Может, не сразу, но обязательно. Совет порыться в скупках металлолома — уже не очень годится даже для России (хотя пока еще можно). Но в Чехии… я так понял, автор темы живет в Праге.
100% проще купить готовый станочек. Китайские стоят ерунду, и сделаны очень хорошо.
ОФФ полный — давеча видел в Париже мотоциклет Урал, с коляской. С французскими номерами, все чин-чинарем. Судя по боевой желтой попугайской раскраске, бывший мент, что-ли. Хотя больно уж хорошо покрашен. Наверное, Ирбитский завод сейчас так делает экспортную товарную продукцию. Выглядит однозначно круче сопливых харлеев-давидсонов. Есть же любители!
Как закалить пружину
Требования к материалу
Параметры прочности и устойчивость к отказам изделия в большинстве случаев определяются материалом, из которого его захотели выполнить. Металлурги выделяют в спецификации сталей специализированные рессорно-пружинные стали. Они обладают неординарной кристаллической структурой, определяемой как химическим составом, так и проводимой термообработкой изделий. Высоколегированные сплавы очень высокой чистоты и высокого металлургического качества предоставляют большую упругость и эластичность, могут хранить собственные физико-механические свойства после многократных деформирований.

Востребовательность среди конструкторов механизмов приобрели пружинные сплавы 60С2А, 50ХФА и нержавеющая сталь 12Х18Н10Т
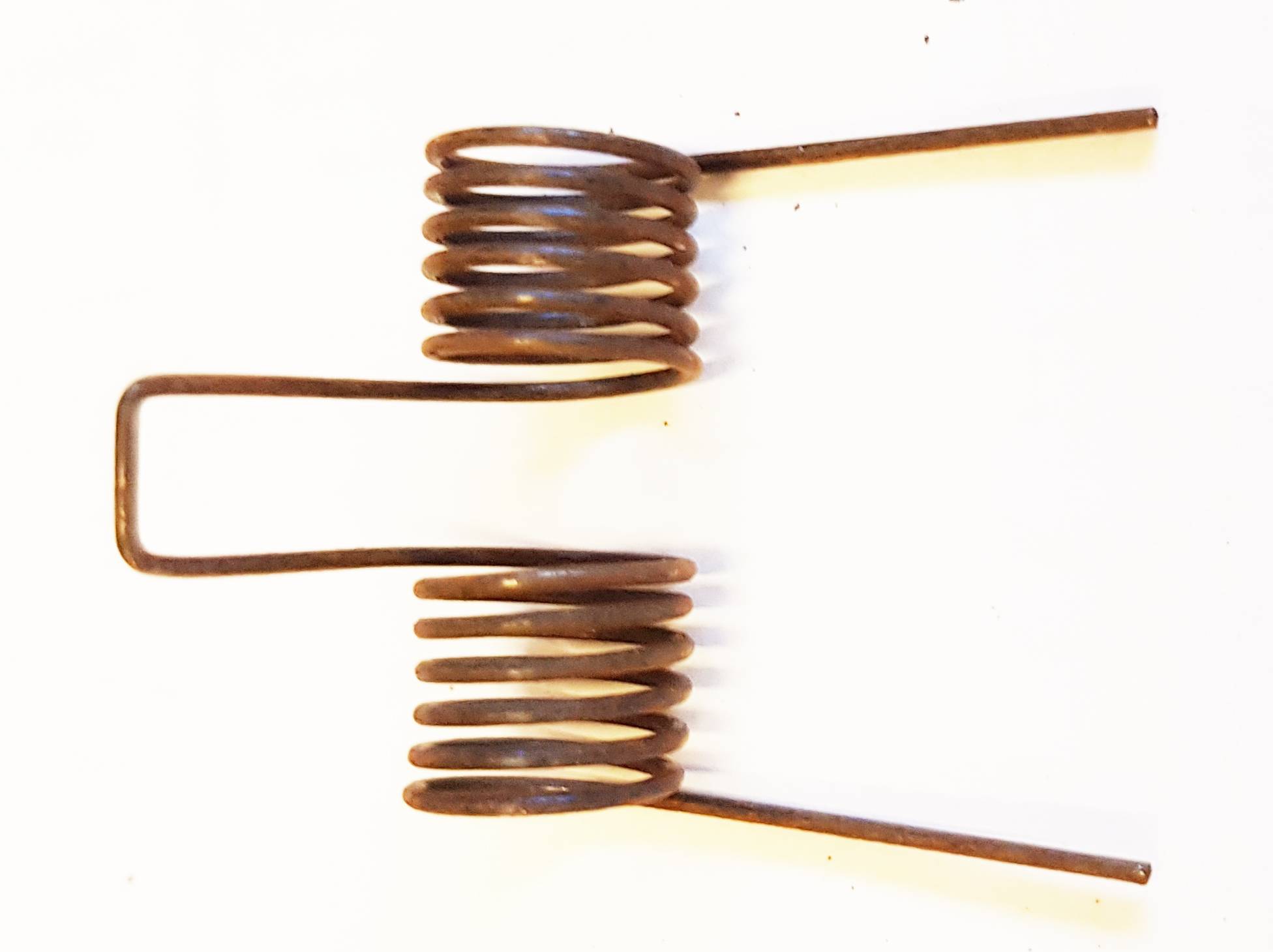
Шаг 1. делаем заготовку
Для изготовления нужной пружины используем дверную пружину, которую несложно купить в супермаркете или на рынке.
Отрезаем кусочек пружины, используя болгарку.
Чтобы сделать проволоку пружины мягкой необходимо провести отжиг стали. Для этого ее нужно нагреть до красного цвета и оставить остывать на воздухе. Нагрев куска пружины, можно осуществить различными способами:
Соорудив для пружины микрогорн из кусков вермикулита, используем микрогорелку.
Используя паяльную лампу.
Используя газовую горелку и горн.
Нагрев прекращаем, когда пружина приобретет темно-красный цвет (примерно 800 градусов Цельсия). Оставляем ее остужаться на воздухе.
Технология холодной навивки с закалкой и отпуском
Начальные этапы технологии совпадают с идущим до этого процессом. На стадии термические обработки начинаются изменения. Она проходит поэтапно:
- Закалка. Заготовку греют до температуры которая задана, могут выдержать от 2 до 3 часов. Дальше подвергают скоростному охлаждению, погружая в емкость с минеральным маслом или раствором с применением соли. В ходе стадии закалки заготовки должны находиться горизонтально. Это даст возможность избежать из деформации
- Отпуск. Заготовку греют до 200-300° и могут выдержать пару часов для снимания внутренних стрессов и улучшения упругих параметров.
Дальше также проводятся измерительные и контрольные операции. Минувшие контроль заготовки направляют на пескоструйную обработку для снимания окалины. Если понадобится нужно сделать также и дробеструйную обработку для увеличения прочности слоя поверхности металла.
Оканьчивает процесс нанесение покрытия для защиты.
Нагрев — пружина
Нагрев пружин производится в пламенной или муфельной печи.
Для нагрева пружин под закалку может быть использован любой агрегат ( печь, кузнечный горн или газовая горелка), обеспечивающий температуру не ниже 1000 С.
При нагреве пружин для нормализации и закалки необходим — принимать меры, предупреждающие изменение формы и размеров пружин в процессе нагрева и охлаждения. Пружины нужно нагревать в лежачем положении, так как пружина, поставленная на торец, сядет под действием собственного веса и изменит свою форму. Под печи, где нагреваются пружины, должен быть непременно ровным и гладким. Пружины с плотной навивкой ( без зазоров между витками) следует перед посадкой в печь туго обвязать проволокой по всей длине, чтобы их не развело при нагр-еве.
При нагреве пружин из марганцовых сталей, очень чувствительных к перегреву, необходимо особенно внимательно следить за температурой печи, так как даже при сравнительно небольшом перегреве происходит сильный рост зерна стали.
При нагреве пружин для закалки должны быть приняты меры, предупреждающие изменение размеров и формы. Для этого необходимо прежде всего, чтобы пружины нагревались в лежачем положении, так как пружина, поставленная на торец, может сесть при нагреве под действием собственного веса. Под печи, на который укладываются пружины, должен быть гладким и ровным, чтобы пружины не искривлялись. Длинные тонкие пружины рекомендуется во избежание искривления надевать на оправку из отрезка тонкостенной трубы. Пружины с плотной навивкой ( без зазоров между витками) следует туго обвязать проволокой по образующей цилиндра на всю длину, чтобы их не развело при нагреве.
При нагреве пружин под закалку следует иметь в виду, что все стали, легированные кремнием, очень склонны к обезуглероживанию. Поэтому нужно ограничиваться самой непродолжительной выдержкой их при температуре закалки из расчета 1 мин. Кроме того, должны приниматься меры, предупреждающие обезуглероживание, хотя бы наиболее элементарные: посыпать на под печи древесный уголь или отработанный карбюризатор.
| Режимы термической обработки пружин. |
При нагреве пружин в муфельных или пламенных печах для предупреждения обезуглероживания поверхностного слоя стали на под печи периодически засыпается угольный порошок в смеси с 10 % соды.
Описываемое явление проявляется при нагреве пружин после навивки. При этом нагреве пружина сначала несколько раскручивается, а затем, в особенности при повышении температуры, пружины, например из стали 50ХФА, начинают закручиваться с увеличением числа витков. Явления термопластического последействия в той или иной мере могут проявляться во всех случаях нагрева деталей после холодной пластической деформации. При отпуске деталей после правки следует учитывать возможность дополнительной деформации.







Светлая изотермическая закалка пружин из стали 50ХФА : нагрев пружин в соляной ванне ( КС1) до 860 10; выдержка 2 5 У3 мин. NaOH 5 8 Na2CO3) при 330 5 при интенсивном перемешивании щелочи механической мешалкой или сжатым воздухом; выдержка 20 — 30 мин.
Иногда для ускорения стабилизации и более равномерного распределения внутренних напряжений применяется нагрев пружины. В результате этой операции в пружине возникают остаточные деформации изгиба и она приобретает форму, близкую к спирали Архимеда. Эта операция называется заневоливанием пружины. Она обеспечивает получение почти неизменного во времени противодействующего момента пружины. При заневоливании материал металлической ленты получает наклеп, который упрочняет пружину, так как уменьшает напряжения изгиба, возникающие во время ее работы.
Пайку трещин в пружине следует производить серебряным припоем, что связано с нагревом пружины в местах пайки до высокой температуры. Высокий нагрев пружины может привести к изменению механических качеств ее, которые возможно восстановить только термообработкой.
| Конструкции пружин для иатяжения катодов прямого накала. |
Уже при темно-красном калении упругость пружин значительно падает по сравнению с холодным состоянием, и поэтому во избежание нагрева пружины проходящим по ней током накала катода диаметр проволоки для нее должен значительно ( во всяком случае не менее чем в 3 раза) превышать диаметр нити катода.
Примеры технологии термической обработки пружин: светлая закалка пружин холодной навивки из проволоки диаметром до 6 мм из стали 60С2А i 1 ]; нагрев пружин под закалку в электродной соляной ванне ( NaCl) до 820; закалка в щелочной ванне ( 63 % КОН и 37 % NaOH) при 270 в течение 20 мин.
Как сделать пружину в домашних условиях своими руками
Чаще всего вопрос о том, как сделать пружину самостоятельно, используя для этого подручные средства, не возникает. Однако бывают ситуации, когда пружины требуемого диаметра нет под рукой. Именно в таких случаях возникает потребность в изготовлении этого элемента своими руками.
Изготовить небольшую пружину вполне реально
Конечно, пружины для ответственных механизмов, работающих в интенсивном режиме, лучше всего изготавливать в производственных условиях, где есть возможность не только правильно подобрать, но и соблюсти все параметры технологического процесса. Если же нестандартная пружина вам требуется для использования в механизме, который будет эксплуатироваться в щадящем режиме, то можно сделать ее и в домашних условиях.
Что потребуется
Чтобы сделать пружину своими руками, подготовьте следующие расходные материалы и оборудование:
- стальную проволоку, диаметр которой должен соответствовать размеру поперечного сечения витков вашего будущего пружинного изделия;
- обычную газовую горелку;
- инструмент, который обязательно есть в каждой слесарной мастерской;
- слесарные тиски;
- печь, в качестве которой может быть использовано и нагревательное устройство бытового назначения.
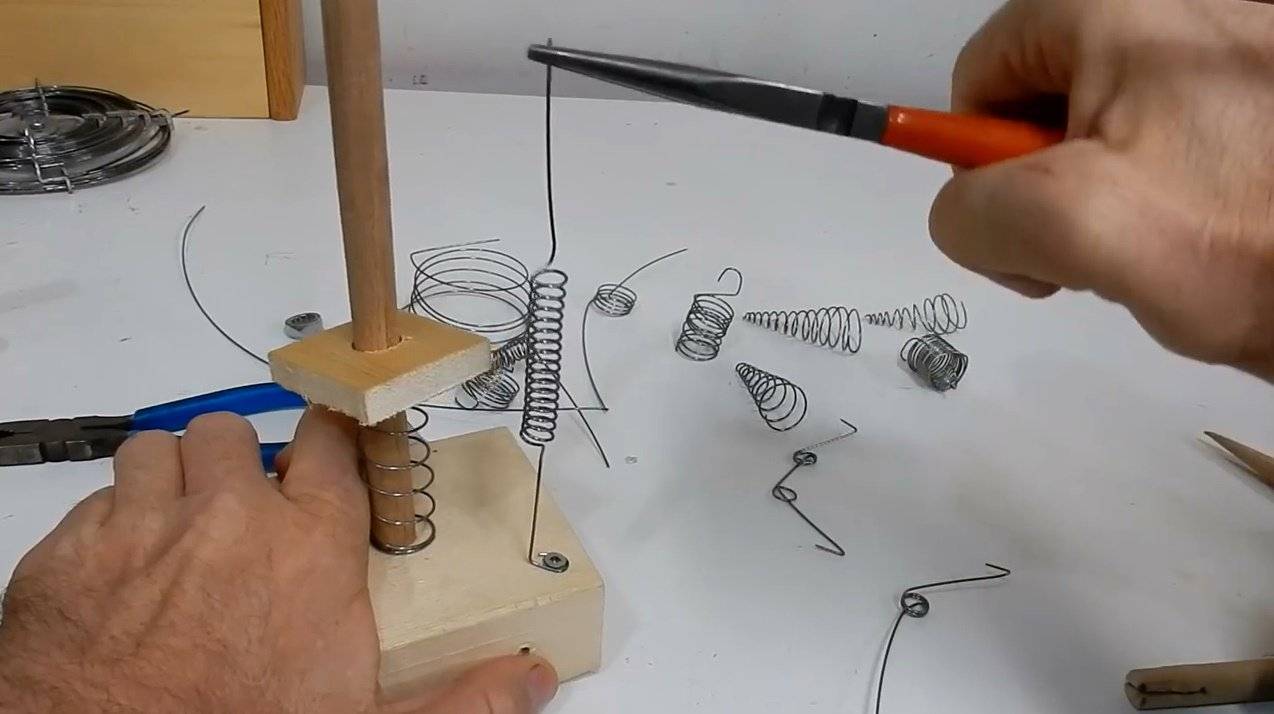
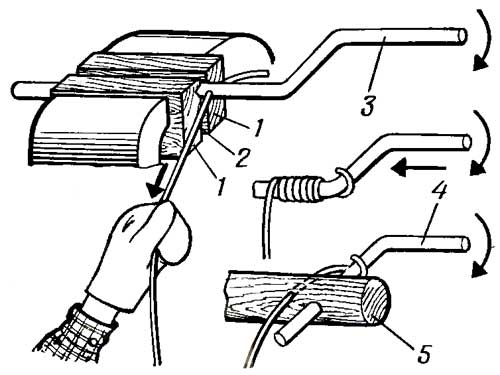
Навивать спираль легче с помощью приспособлений, конструкция которых зависит от размеров и жесткости пружины
Проволоку, если ее диаметр не превышает 2 мм, можно не подвергать предварительной термической обработке, так как ее легко согнуть и без этого. Перед тем как наматывать такую проволоку на оправку требуемого диаметра, ее необходимо разогнуть и тщательно выровнять по всей длине намотки.
Выбирая диаметр оправки, следует учитывать размеры пружины, которую вы собираетесь сделать в домашних условиях. Чтобы компенсировать упругую деформацию проволоки, диаметр оправки выбирают несколько меньше, чем требуемый размер внутреннего поперечного сечения будущего изделия.
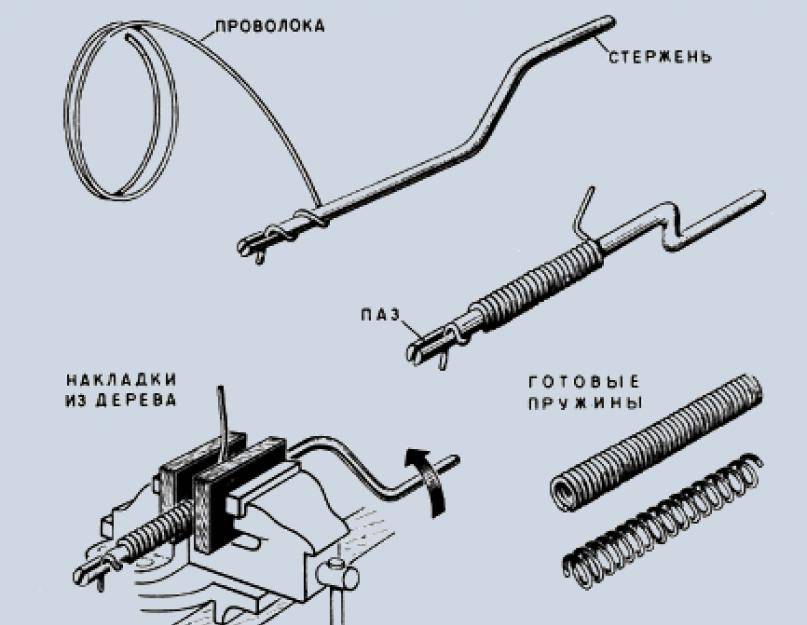
Приспособление для навивки спиральной пружины
В том случае, если диаметр проволоки, из которой вы своими руками собираетесь сделать пружину, больше 2 мм, ее необходимо предварительно отжечь, так как без такой процедуры выравнивать ее и навивать на оправку будет затруднительно.
Пошаговая инструкция
Шаг 1
- Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, — это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
- Подбирая материал от старой пружины, вы будите уверены, что проволока сделана из закаленной высокоуглеродистой стали
Шаг 2
- Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
- В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
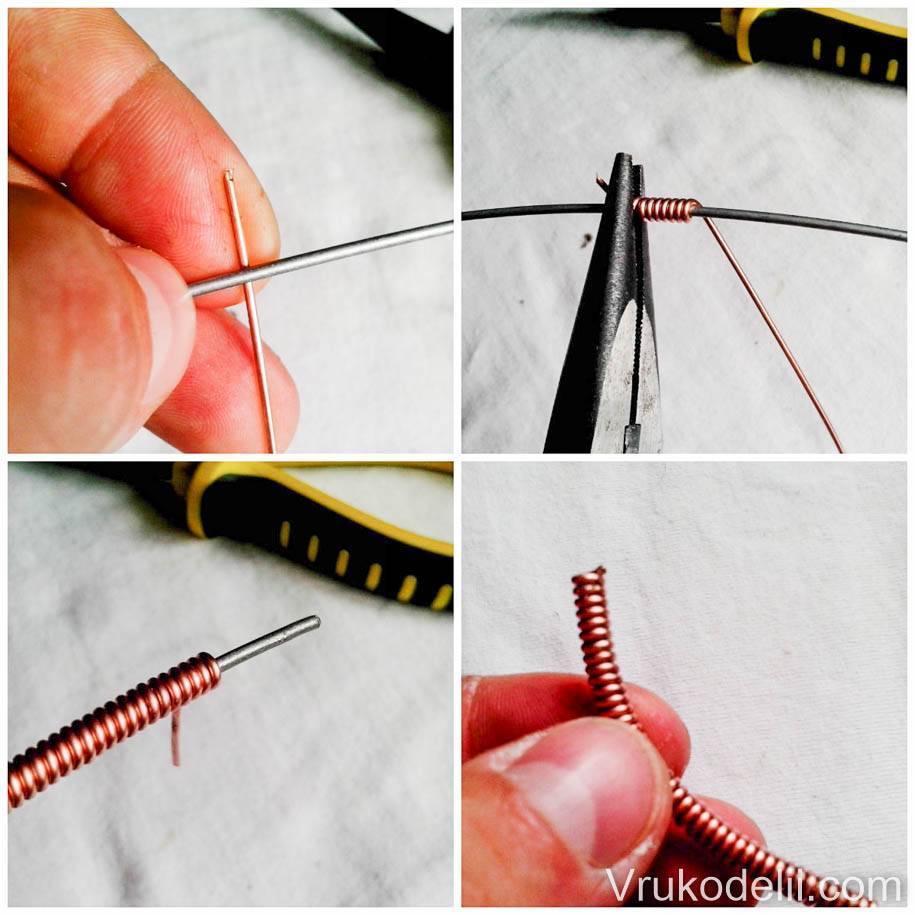
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете
Для намотки небольшой пружины можно использовать шуруповерт
Шаг 4
- Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830-870°, для чего можно использовать газовую горелку.
- Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео.
- После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.
- Цвета каления стали
Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20-40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
Пошаговая инструкция
Шаг 1 Первое, что необходимо сделать, если вы собираетесь изготовить пружину своими руками, – это подобрать материал для такого изделия. Оптимальным материалом в данном случае является другая пружина (главное, чтобы диаметр проволоки, из которой она изготовлена, соответствовал поперечному сечению витков пружины, которую вам надо сделать).
Шаг 2
Отжиг проволоки для пружины, как уже говорилось выше, позволит вам сделать ее более пластичной, и вы без особого труда сможете выровнять ее и намотать на оправку. Для выполнения такой процедуры лучше всего использовать специальную печь, но если таковой нет в вашем распоряжении, то можно воспользоваться любым другим устройством, растапливаемым дровами.
В такой печи необходимо разжечь березовые дрова и, когда они прогорят до углей, положить в них пружину, проволоку от которой вы собираетесь использовать. После того как пружина раскалится докрасна, угли надо сдвинуть в сторону и дать нагретому изделию остыть вместе с печью. После остывания проволока станет значительно пластичней, и вы без труда сможете работать с ней в домашних условиях.
Шаг 3
Ставшую мягкой проволоку следует тщательно выровнять и начать наматывать на оправку требуемого диаметра
При выполнении такой процедуры важно следить за тем, чтобы витки располагались вплотную друг к другу. Если вы никогда не занимались намоткой пружин ранее, можно предварительно посмотреть обучающее видео, которое несложно найти в интернете. Шаг 4
Шаг 4
Чтобы ваша новая пружина обладала требуемой упругостью, ее необходимо закалить. Такая термическая обработка, как закалка, сделает материал более твердым и прочным. Для выполнения закалки готовую пружину надо нагреть до температуры 830–870°, для чего можно использовать газовую горелку. Ориентироваться на то, что требуемая температура закалки достигнута, можно по цвету раскаленной пружины: он должен стать светло-красным. Чтобы точно определить такой цвет, также ориентируйтесь на видео. После нагрева до требуемой температуры пружину необходимо охладить в трансформаторном или веретенном масле.







Шаг 5
После закалки пружину следует выдержать в сжатом состоянии на протяжении 20–40 часов, а затем обработать ее концы на точильном станке, чтобы сделать изделие требуемого размера.
| Для изготовления пружин предварительно подготавливают заготовки на специальных прокатных станках. Из стального сплава прокатывается пруток требуемого диаметра, из которого позже изготавливается пружина. При производстве пружин первая операция, которая осуществляется, является подготовка прутка — заготовки будущей пружины. Выполняют непосредственную длину развертки прута, из которого изготовят пружину. Длина развертки для каждого типа пружин является индивидуальной величиной и выполняется на каждом предприятии, где изготавливают пружины . Эту операцию проводят при помощи специальных ножниц, которые могут рубить стальные прутки разного диаметра и разного состава. После этого готовые по длине развертки, пруты отправляются на устройство правки прутов. Этот технологический процесс имеет свои особенности. Характеристики готовой пружины должны находиться в определенных четко заданных пределах. По этой причине геометрия прутка должна находиться в четких пределах допустимых отклонений. Допускается только отклонение, связанное с самим процессом обработки изделия. После того как пруток прошел предварительную обработку проводят его обработку с использованием металлообрабатывающих станков. Для обработки прутка используют шлифовальные станки, которые обрабатывают пруток по наружному диаметру. Эти станки являются достаточно специфическими с бесцентровым шлифованием детали. Эти станки можно применять для обработки деталей, которые имеют длину превышающую их диаметр. |
Используя такие станки, проводят предварительную подготовку прутка перед навивкой. Используя станки, достигают определенной чистоты обработки поверхности. Для производства пружин требуется очень качественная обработка поверхности прутка во избежание появления в дальнейшем различных дефектов. Навивку пружины проводят на специальном оборудовании.
Процесс осуществляется при одновременном нагреве заготовки до 860-900 градусов по Цельсию. Благодаря повышению температуры значительно снижается сопротивление металла и одновременно происходит повышение предела пластической деформации, что позволяет получить готовое изделие, которое имеет строго определенную геометрию, влияющую на показатели готовых пружин.





