

Охлаждающие жидкости
Несложно догадаться, что в качестве основной жидкости для охлаждения стальных изделий используют воду. При этом, добавляя соль или мыло, можно изменять скорость охлаждения детали. Были зарегистрированы случаи, когда закалочный бак использовался не по назначению, скажем для мытья рук. Количество попавшего мыла было достаточно для того, чтобы процесс охлаждения прошел не так, и изделие не получило требуемых свойств.
Чтобы деталь охлаждалась равномерно по всей поверхности, температура в баке не должна быть меньше 20 и выше 30 градусов. Кроме того, нельзя использовать проточную воду. Есть существенные недостатки такого охлаждения, которые заключаются в растрескивании и короблении изделия. Поэтому водяное охлаждение чаще всего используют для несложных неответственных деталей и инструментов, или имеющих цементированное покрытие. Под водяным охлаждением проходит закалка углеродистой стали.
Как отпустить закаленный металл в домашних условиях
Без нормализации кованой стали – процесса, при котором она приобретает мелкозернистую структуру – во многих случаях можно обойтись. Отпуск же при закалке – процедура всегда обязательная. Благодаря этой операции повышаются пластичные свойства металла. После отпуска закаленная сталь становится менее хрупкой, не крошится, дольше служит. Процедура представляет собой нагрев металла до не слишком высокой температуры на длительное время.
Для большинства марок металла, закаливаемого в домашних условиях, температура отпуска находится в пределах от 130 до 250ºС. Поэтому произвести такую постобработку можно и в духовке газовой плиты. Отпуск ножей чаще всего делают при 150ºС в течение 2 часов.
Закалка металла – процедура несложная, но требующая соблюдения определенных правил и техники безопасности. Выдержав нужную для данной конкретной марки стали температуру, можно получить качественное изделие, которое в будущем прослужит максимально долго.
Способы закалки стали
В настоящее время активно используется:
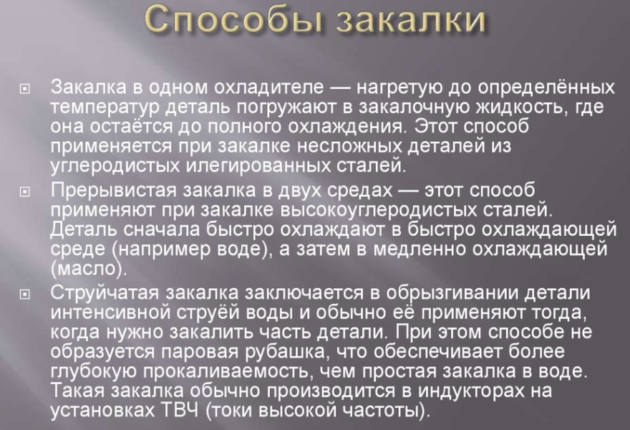
- Закалка в одном охладителе. Суть ее заключается в том, что изделие помещается в закалочную жидкость, где оно и находится до полного своего охлаждения. Такую закалку можно реализовать в домашних условиях.
- Закалка в двух средах – метод подходит для обработки углеродистых сталей. Суть метода заключается в том, что деталь сначала погружается в воду (быстро охлаждающая среда), а затем в масло.
- Струйчатая – суть метода в том, что обрабатываемая деталь обрызгивается струей воды. Такой способ закалки используют тогда, когда необходимо закалить только часть детали. Кроме того, не образуется паровая рубашка, что увеличивает эффективность.
- Ступенчатая – охлаждение стали осуществляется в закалочной среде при температуре выше мартенситной. После этого идет выдержка. На этом этапе деталь должна иметь одинаковую температуру во всех сечениях, которая должна соответствовать температуре закалочной ванны.

Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей. Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали. К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки. На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.
Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе. Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
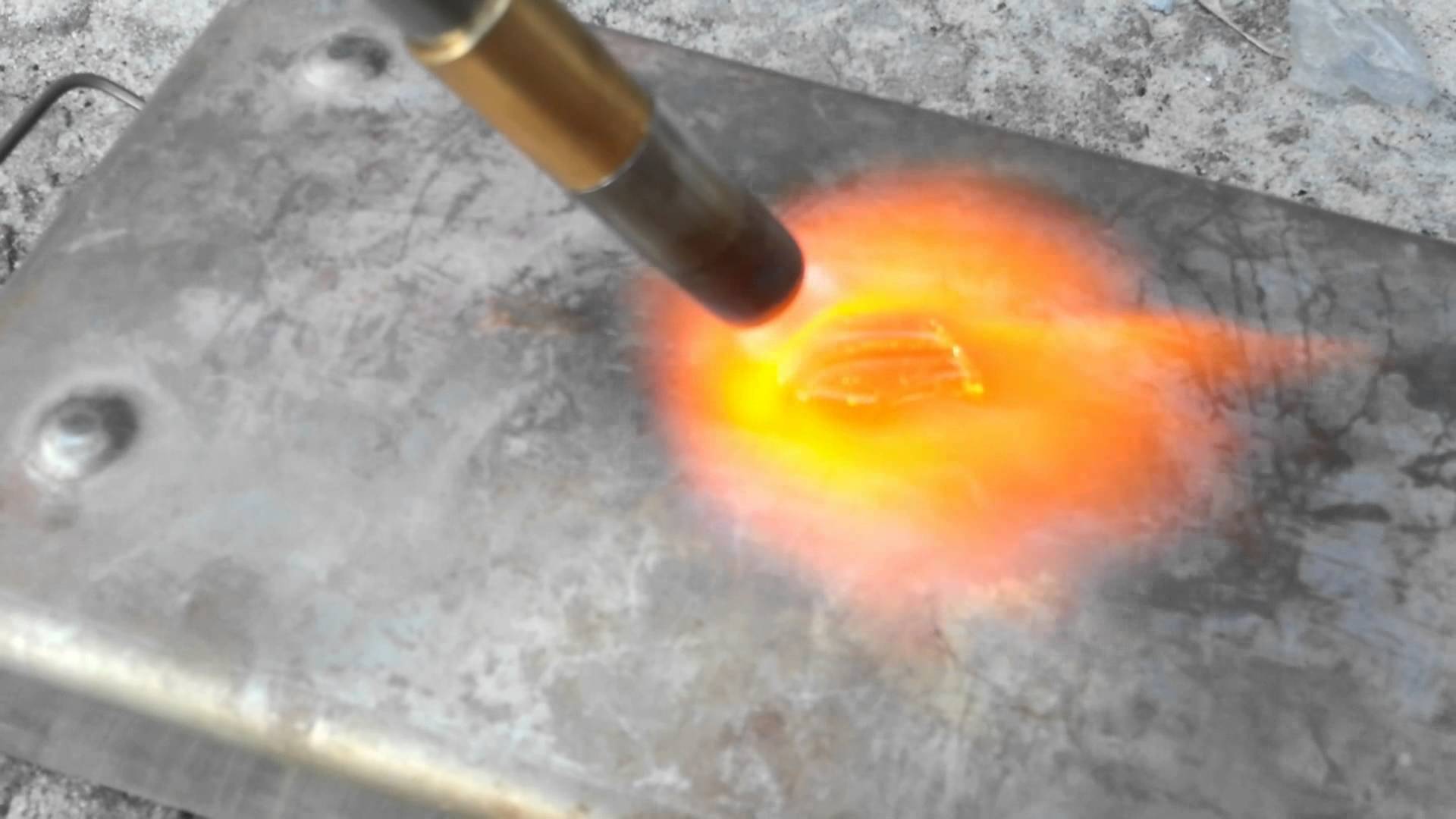
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами. В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке. Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров. Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Как закаливать сталь в домашних условиях?
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.
Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
- Машинное масло;
- Сургуч.
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.









Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
Возьмите:
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.
Поэтапный процесс:
- Снимите рукоять с изделия.
- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.
Мастер-класс по закаливанию топора
Иногда производитель нарушает технологию термообработки стали, и топор получается очень мягким, быстро начинает тупиться и образовывать вмятины, или хрупким, тогда лезвие покрывается трещинами и теряет цвет. Исправить ситуацию можно.
Возьмите:
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.
Поэтапный процесс:
- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно.
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Правильное охлаждение (отпуск)
Для того чтобы добиться необходимых свойств металла, нужно с ответственностью подойти к выбору охлаждающей среды, в которой данный процесс будет протекать.
Перечень охлаждающих сред, которые подойдут для нашего дела, выглядит следующим образом:
- Одна среда с жидкостью. Лучше всего подойдет холодная вода. Тело помещается внутрь и находится там до своего полного охлаждения.
- Две среды с разными жидкостями. Как и в первом случае, в первую среду помещается вода, и изделие первым делом отправляется туда. После первостепенного охлаждения оно помещается в масло или солевой раствор.
- Далее идет стандартное струевое охлаждение. Здесь ничего сложного и особенного: изделие просто размещается под струю холодной воды до охлаждения. Отлично подойдет для случаев, когда необходимо нагреть какой-то отдельный элемент всего изделия.
- Метод специального ступенчатого охлаждения, в котором используется несколько различных температурных режимов.
Соляные ванны
Полная или поверхностная закалка стали должна проходить в соляных ваннах. Они защищают обрабатываемое изделие от окисления, однако не от обезуглероживания. По этой простой причине они подвергаются раскислению бурой или кровяной солью несколько раз за 8-12 часов. Соляные ванны, функционирующие при температуре 760-1000 градусов, эффективно раскисляются древесным углем. Для этого необходимо стакан, имеющий много отверстий, заполнить просушенным древесным углем. Затем стакан закрывают крышкой во избежание всплытия угля и опускают на дно соляной ванной. С течением времени количество языков пламени постепенно уменьшается. По сути, чем больше таких раскислений приходится на одно изделие, тем лучше будет защита от обезуглероживания.
Необходимо периодически проверять степень раскисления. Для этого берут обычное стальное лезвие и кладут его на 5-7 минут в ванну. Если оно будет ломаться, а не гнуться, то ванна считается достаточно раскисленной. Стоит заметить, что некоторые виды закалки стали не нуждаются в выполнении подобных мероприятий.
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки.
При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже).
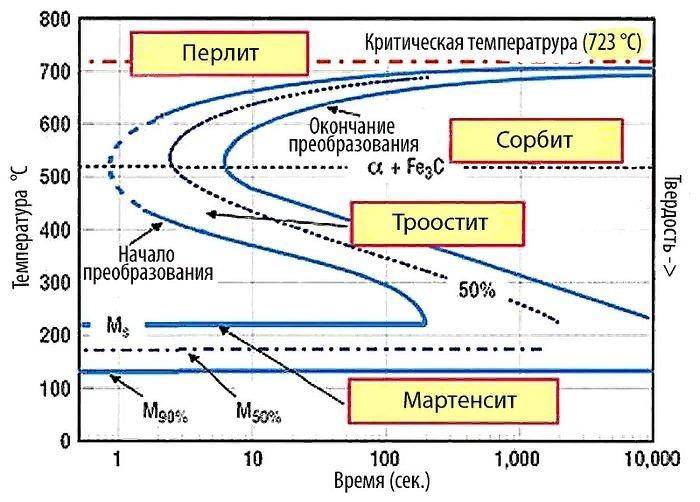
Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия. Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.










При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иного цвета пятен.
Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд.
Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске следует охлаждать постепенно – сперва водой, а затем маслом.
И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
https://youtube.com/watch?v=u262HjEbaEY
Как закаливать сталь в домашних условиях?
Необходимые инструменты
Для того чтобы закаливать сталь в домашних условиях необходимо вооружиться:
- Слесарными клещами с удлинённой рукояткой;
- Молотками разных размеров;
- Напильниками для последующей обработки;
- Электрической печью;
- Газовой горелкой;
- Паяльной лампой.






Для создания охлаждающей среды потребуется любая ёмкость, соответствующая по размерам.
Способы закаливания
Закалить нержавейку можно разными способами. Прежде всего, изделие хорошо разогревается. Для этого применяют:
- Горелку;
- Электрическую печь;
- Паяльную лампу;
- Костёр на углях.
Последний вариант станет самым лучшим, костёр сможет обеспечить гораздо более высокую температуру.
В качестве охлаждающей среды чаще всего используют:
- Машинное масло;
- Сургуч.
При охлаждении маслом деталь окунается в него дважды с коротким интервалом в пару секунд. Первое погружение занимает 3-4 секунды, а второе – 5-6 секунд. Сразу после этой процедуры сталь погружается в воду до полного остывания.
При втором методе охлаждения деталь несколько раз погружается в сургуч. Если нержавейка больше не проникает в жидкую среду, процесс охлаждения считается завершённым. Довольно очистить поверхность скипидаром.
Как выбрать температурный режим?
Выбор режима температуры играет большую роль при закалке стали. Перегрев чреват утратой присущей прочности, это происходит из-за количественного уменьшения углерода в структуре металла.
В некоторых случаях после завершения процесса закаливания нержавейки появляются остаточные напряжения, они снимаются с помощью дальнейшей механической обработки. Эту проблему можно предотвратить, если охлаждать закаливаемое изделие поэтапно, с размеренным понижением температурных условий. Данная поэтапная методика закалки применяется при изготовлении детали, обладающей очень высокими показателями прочности.

Как постепенно понижать температуру охлаждающей среды? Для этого подготавливают несколько ёмкостей с разными жидкостями: солевым раствором, щелочным раствором, минеральным маслом, синтетическим маслом. Подобный способ позволяет устранить полностью внутреннее напряжение, которое негативно влияет на полезные свойства стали. Небольшой минус методики – дороговизна реализации.
Мастер-класс по закаливанию кухонного ножа
После закалки нож обретает прочность и упругость. Проведение процедуры не потребует большого количества времени.
Возьмите:
- Газовую горелку либо электрическую печь.
- Сургуч для охлаждения.
- Скипидар.
- Клещи.

Поэтапный процесс:
- Снимите рукоять с изделия.
- Поместите лезвие в отделение печки. При использовании горелки камера изготавливается собственноручно с помощью огнеупорных кирпичей.
- Включите печку (горелку). Разогревайте нож до приобретения им насыщенного красного оттенка. При возможности контролируйте нагрев, сверяя приобретаемый окрас с цветовой таблицей.
- Выдержите нержавейку до ярко-красного цвета и извлеките из отделения.
- Незамедлительно погрузите металл в подготовленный сургуч на пару секунд. Вытащите. Повторяйте процедуру многократно до тех пор, пока деталь перестанет входить в сургуч.
- Очистите нержавейку с помощью скипидара от сургучных остатков.

![Закалка металла [в домашних условиях своими руками]](https://benzo-electro-instrument.ru/wp-content/uploads/2/8/9/28972d6e3b430ed880cab38b5fd9340c.jpeg)







Мастер-класс по закаливанию топора
Иногда производитель нарушает технологию термообработки стали, и топор получается очень мягким, быстро начинает тупиться и образовывать вмятины, или хрупким, тогда лезвие покрывается трещинами и теряет цвет. Исправить ситуацию можно.
Возьмите:
- Электрическую печь;
- Проволочный круг;
- Воду;
- Машинное масло;
- 2 ёмкости для воды и масла.





Поэтапный процесс:
- Затупите режущую кромку до 0,1 см.
- Нагрейте лезвие топора до 750-760°С.
- Чтобы определить температуру нагрева, приложите к нержавейке магнит, он не притягивается к нержавеющей стали при 768°С.
- Медленно охладите до 550°С.
- Процедура охлаждения занимает до 10 часов. Специального охладителя не требуется, достаточно оставить топор в выключенной печи.
- Очистите нержавейку от окалин с помощью проволочного круга.
- Нагрейте лезвие до 800-830°С до насыщенного огненно-красного оттенка.
- Охладите вначале в воде (30°С), опустив на 3-4 секунды. Быстро двигайте нержавейку в ёмкости, это поможет избежать образования паровой подушки.
- Охладите в машинном масле.
- Нагрейте печь до 300°С. Продержите в ней деталь в течение часа.
- Охлаждайте на свежем воздухе.
Способы закалки
Суть любой закалки — превращение аустенита в мартенсит (диаграмма «железо-углерод»). В зависимости от температурного режима, закалка может быть полной или неполной. Первым способом закаливают инструментальную сталь, а вторым — цветную.
При закалке могут использоваться один или несколько охладителей. От этого также зависит способ термообработки. В зависимости от охлаждающей среды, термическая обработка металла может быть:
- с использованием одного охладителя;
- с подстуживанием;
- прерывистой;
- ступенчатой;
- изотермической.
Закалка в одном охладителе
Данный метод применяется для термообработки простых деталей, изготовленных из легированной и углеродистой стали. Деталь нагревается до необходимой температуры, а затем охлаждается в жидкости. Углеродистую сталь диаметром от 2 до 5 мм охлаждают в воде, детали меньшего диаметра и всю легированную сталь — в масле.
Закалка с подстуживанием
При термообработке с одним охладителем часто возникают состояния термического и структурного внутреннего напряжения. Развиваются они в том случае, когда разность температур достигает минимума. На поверхности металла образуется напряжение растяжения, в центре — напряжение сжатия. Чтобы данные напряжения уменьшить, перед тем, как опустить нагретую деталь в жидкость, её недолго держат на открытом воздухе. Температура детали в данном случае не должна быть ниже линии 0,8К по диаграмме «железо-углерод».
Прерывистая
Эту закалку проводят в двух средах — воде и масле или воде и воздухе. Нагретую до критической точки деталь сначала быстро охлаждают в воде, а потом медленно в масле или на открытом воздухе. Такой способ термообработки применяют для высокоуглеродистой стали. Этот метод — сложный, так как время охлаждения в первой среде очень мало и определить его сможет лишь специалист высокой квалификации.

Ступенчатая
При прерывистой термообработке деталь охлаждается неравномерно — более тонкие поверхности быстрее, чем все остальные. К тому же очень трудно отрегулировать время нахождения детали в первой среде (воде). Поэтому лучше использовать ступенчатую закалку. Данный метод позволяет охлаждать деталь в среде при температуре, превышающей мартенситную точку. Первая ступень — охлаждение и выдержка детали в данной среде до того момента, когда все сечения детали достигнут одной и той же температуры. Вторая ступень — окончательное медленное охлаждение (преобразование аустенита в мартенсит).
Изотермическая
При изотермической термообработке деталь нагревают до критической точки, а затем опускают в масляную или соляную ванну температурой 250 градусов. Выдерживают полчаса, а далее остужают на открытом воздухе. Такая закалка обеспечивает высокую конструкционную прочность и применяется для легированных и конструкционных сталей, у которых распад аустенита в промежуточной области не происходит до конца. В дальнейшем он превращается не в мартенсит, а в бейнит + 20% остаточный аустенит, обогащённый углеродом. Такой закалкой можно достичь высокой прочности при хорошей вязкости.





