

Скосы
Соединение двух деревянных деталей под прямым углом, например у рамок картин, осуществляется часто с помощью клеевого шва с углом 45 градусов к краю. Срез под таким углом должен быть выполнен очень точно. Даже незначительное отклонение не позволит деталям плотно соединиться.
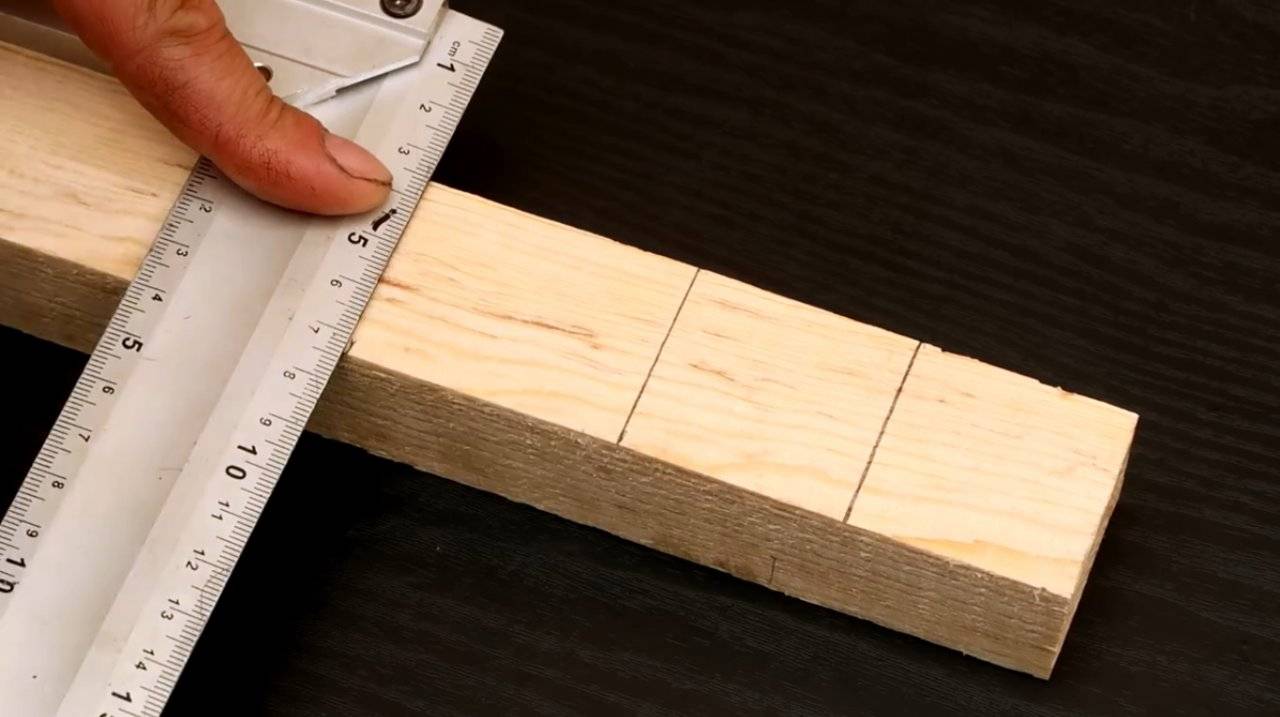
Точно и аккуратно распилить планку под углом 45 градусов поможет стусло. Это приспособление, изготовленное из древесины твердых пород, представляет собой колодку с двумя параллельными бортиками, косые прорези в которых обеспечивают пиле нужное положение. Причем в трех позициях, то есть пила может разделить планку по косой влево или вправо либо под прямым углом.
Планка должна плотно лежать в стусле: любое ее смещение может привести к изменению угла распила. Лучше всего закрепить деталь струбциной, ХорошоГесли и само стусло закреплено на верстаке или, по крайней мере, имеет устойчивое положение с упором. Пилят на стусле пилой со «спинкой» или пилой для чистовой распиловки. При частом использовании стусла его бортики могут повредиться, что неизбежно приведет к искажению угла распила. Такое стусло придется заменить.
Есть и дорогие стусла из металла. Они не изнашиваются и служат долго.
как распилить брус под 45 градусов
Стусло поможет аккуратно распилить планку под углом 45 и 90 градусов.
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха. Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Вытащите пробку при помощи самореза и плоскогубцев
Возможно вам покажется странным, но это самый безопасный из всех методов, перечисленных в списке. Чтобы им воспользоваться потребуется определённая физическая сила, но это вряд ли остановит настоящих ценителей вина
Ввинтите саморез в пробку, чтобы он выступал от поверхности примерно на полтора-два сантиметра. Обхватите плоскогубцами его шляпку и потяните на себя, чтобы вытащить пробку. Вместо плоскогубцев можно использовать молоток-гвоздодёр.
Учтите, что такой способ не подходит для выдержанных вин, пробка которых уже изрядно износилась. В этом случае она может просто раскрошиться.
Как разделить на коржи ножом
Самый простой способ разрезать бисквит на коржи не требует использования специального инвентаря: вам понадобится только нож. Он должен быть длинным (подойдет шеф или сантоку) и очень острым: воспользуйтесь мусатом, прежде чем приступать к работе. Также можно воспользоваться хлебным с серрейторной (зубчатой) заточкой: его править не нужно.
Есть 2 варианта использования:
- Нож кладут на ровную поверхность возле бисквита. Высоту коржа определяет расстояние от столешницы до лезвия (половина толщины ручки).
- Лезвие кладут перпендикулярно к стенке изделия на любую плоскую подставку, подходящую по толщине: разделочную доску, коробку, контейнер, крышку, форму для печенья и т.п.
Какой бы способ вы ни выбрали, действовать нужно по одной и той же схеме. Острый край лезвия прислоните к стенке бисквита, надрежьте его примерно на 0,5 см, немного проверните, надрежьте следующий участок и так по кругу. Вернувшись в первоначальную точку, углубите лезвие еще на 1 см, снова сделайте круговой надрез. Постепенно продолжайте углублять нож и разрезать по кругу
Чтобы получилось ровно, держите острие строго параллельно поверхности.
Важно делать рез постепенно и поворачивать не инструмент, а основу. Это способствует сохранению правильного положения лезвия и гарантирует лучший результат.
Как настроить электролобзик для ровного пила
Как лобзиком ровно отпилить материал? Прежде чем приступать к столярным работам, следует проверить исправность агрегата. Также потребуется проверить пилки.
Если режущее полотно в хорошем состоянии, то пики зубьев будут острыми. Для достижения максимально ровного реза и предотвращения вибрации в ходе работы целесообразно целиком поместить нижнюю часть инструмента на поверхность обрабатываемой детали.
Для того чтобы избежать появления сколов и ровно отпиливать заготовку из мягкой породы древесины, необходимо отрегулировать скорость (выбрать самую высокую) и подключить функцию маятника. Работая с ламинированным ДСП рекомендуется отключать маятник.
Расчет раскроя металла, минимизация отходов
Первый этап – формирование карты раскроя. Это схема расположения контуров деталей (заготовок) на листовом металле. Делается в ручном режиме, либо с использованием программных комплексов. Последний вариант предпочтителен, так как карта раскроя получается оптимальной
Это важно для потокового производства, когда нужно учитывать деловые остатки, которые уменьшат объем невозвратных отходов
Принципы формирования карты раскроя металла.
- Размещение однотипных заготовок позволяет использовать материал максимально эффективно.
- Сначала размечаются габариты длинных и широких деталей, затем остальные заготовки заполняют свободное пространство.
- Совмещение контуров для оптимизации порезки, меньше проходов резака или лазерной головки.
- Технологическая ширина реза. Для тепловой обработки она составляет 3-5 мм от фактической ширины. При механическом раскрое не учитывается.
- Чем больше стальной лист, тем выше коэффициент использования. Это отношение площади заготовок к площади листа.
Учитывается, какой станок или другое оборудование выбрано для раскроя металла. Основной параметр – максимальная и минимальная ширина реза, возможность изменения этой величины. Основание для выбора технологии – требования к качеству получаемой заготовки
Так, для высокоточного производства важно отсутствие конусности среза, либо минимальное значение этого параметра
Важно: для изготовления деталей разной толщины рекомендуется составлять несколько карт, а также рассчитывать параметры оборудования. Это нужно для оптимизации процесса, повышения скорости обработки, качества изделий
Основные правила распила фанеры или ДСП
Самыми подходящими инструментами будут дисковые или ленточные пилы.
Есть много инструментов для резки, и использоваться будет не один, а сразу несколько.
Чтобы получить чистый срез, нужно следовать правилам:
- для работы подходят пилы с мелкими зубьями;
- первым делом материал распиливают поперек волокон, потом – вдоль. Этот способ убережет от расщепления углов;
- с лицевой стороны материал пилят ручной или ленточной пилой;
- с изнаночной стороны – пилить контурным или дисковым инструментом;
- при работе с круглой пилой необходимо следить за высокой скоростью и низким коэффициентом подачи материала;
- зубья дисковой пилы должны неглубоко проникать в поверхность;
- чтобы на доске появлялось меньше заломов, нужно вести пилу по линии отреза, с легким нажимом и незначительной отдачей;
- клейкая лента, закрепленная по линии реза, защитит материал от сколов.
На практике используются два профессиональных взаимозаменяемых инструмента – лобзик и электролобзик.
В условиях домашней мастерской можно добиться ровного среза. Но работы с габаритными листовыми материалами лучше доверить профессионалам со специализированным оборудованием.




![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/e/1/3/e13cd7a144c0c3dc6a8f35d710167532.jpeg)


Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.
Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие
Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения
При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.







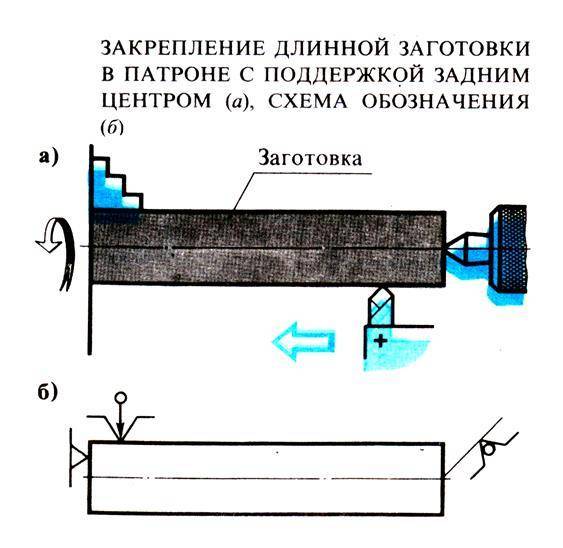
§ 33. Резка ножовкой круглого, квадратного и листового металла
Круглый металл небольших сечений режут ручными ножовками, а заготовки больших диаметров — на отрезных станках, приводных ножовках, дисковых пилах и других станках. На заготовку предварительно наносят разметочную риску, затем заготовку зажимают в слесарных тисках в горизонтальном положении и трехгранным напильником по разметочной риске делают неглубокий пропил для лучшего направления ножовочного полотна. Предварительно полотно смазывают маслом кисточкой.
Установив в пропил ножовку, производят отрезку без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться обработке (опиливанию). В этом случае в прутке делают надрезы с двух — четырех сторон, а затем его отламывают, или зажав в тисках, или при помощи молотка, которым наносят удары по прутку (заготовку при этом устанавливают на подкладки).
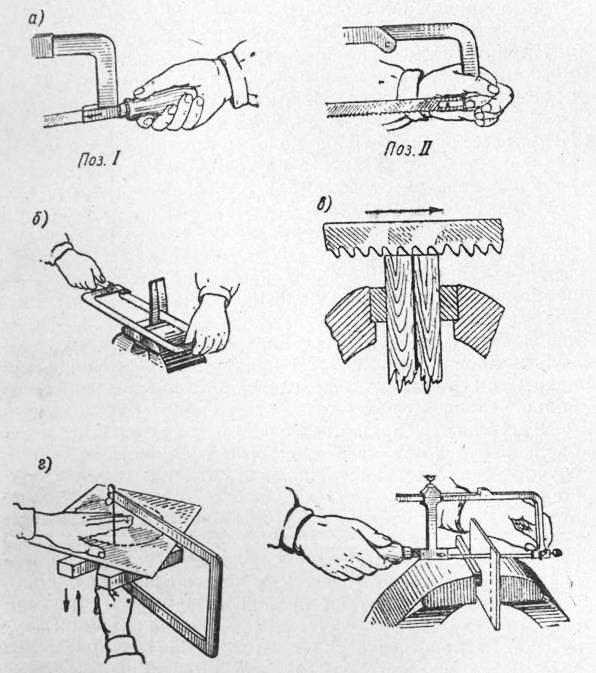
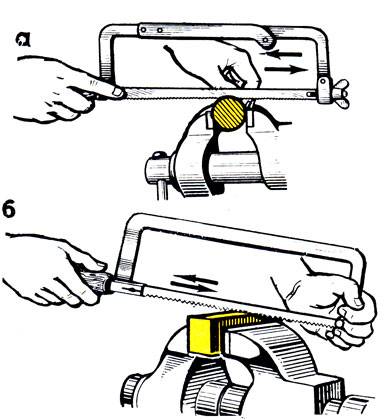
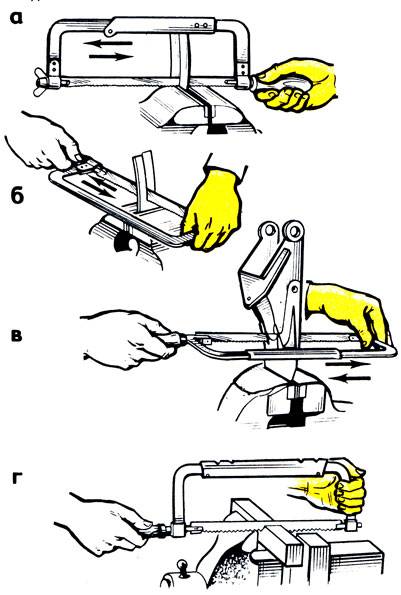
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки примыкают вплотную к ногтю (рис. 122, а), ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль ручки сбоку. Этим обеспечивается устойчивое положение ножовки во время резки.
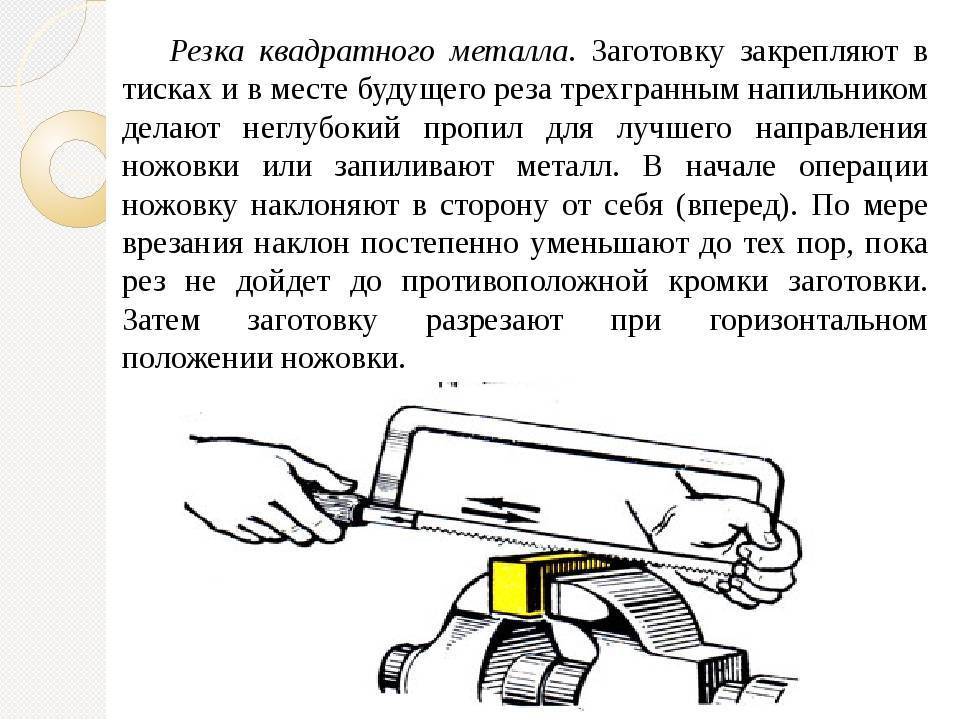
Резка квадратного металла. Заготовку закрепляют в тисках и в месте будущего реза трехгранным напильником делают неглубокий пропил для лучшего направления ножовки или запиливают металл. В начале операции ножовку наклоняют в сторону от себя (вперед). По мере врезания наклон постепенно уменьшают до тех пор, пока рез не дойдет до противоположной кромки заготовки. Затем заготовку разрезают при горизонтальном положении ножовки (рис. 122, 6).
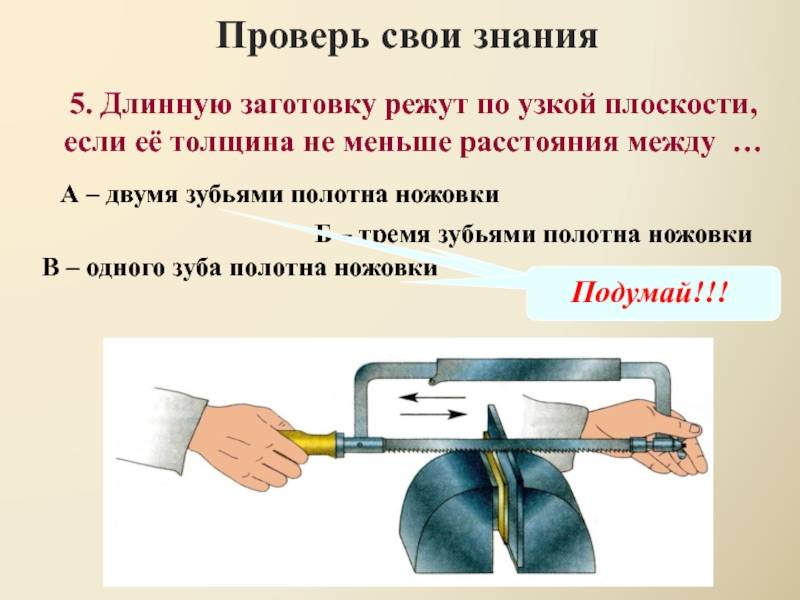
Полосовой материал рациональнее резать не по широкой,, а по узкой стороне. Это, однако, можно сделать при толщине полосы больше расстояния между тремя зубьями полотна.
При очень глубоких резах левую руку переставляют, берясь за верх рамки (рис. 123, г).
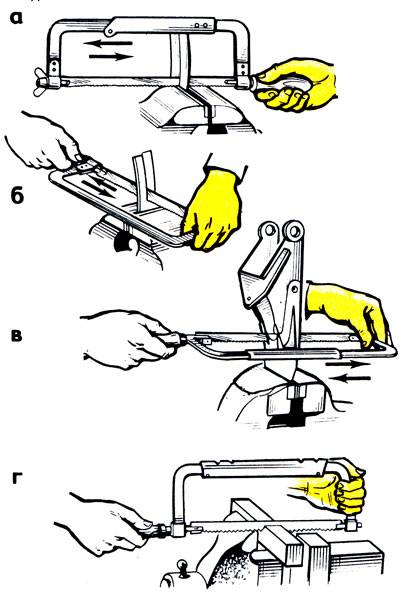
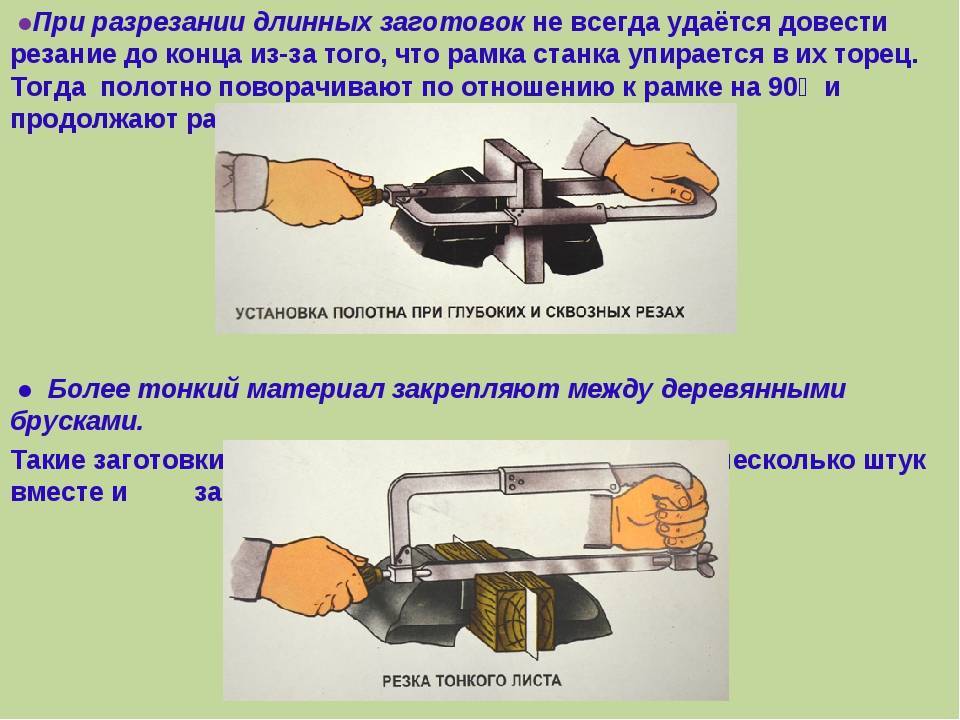
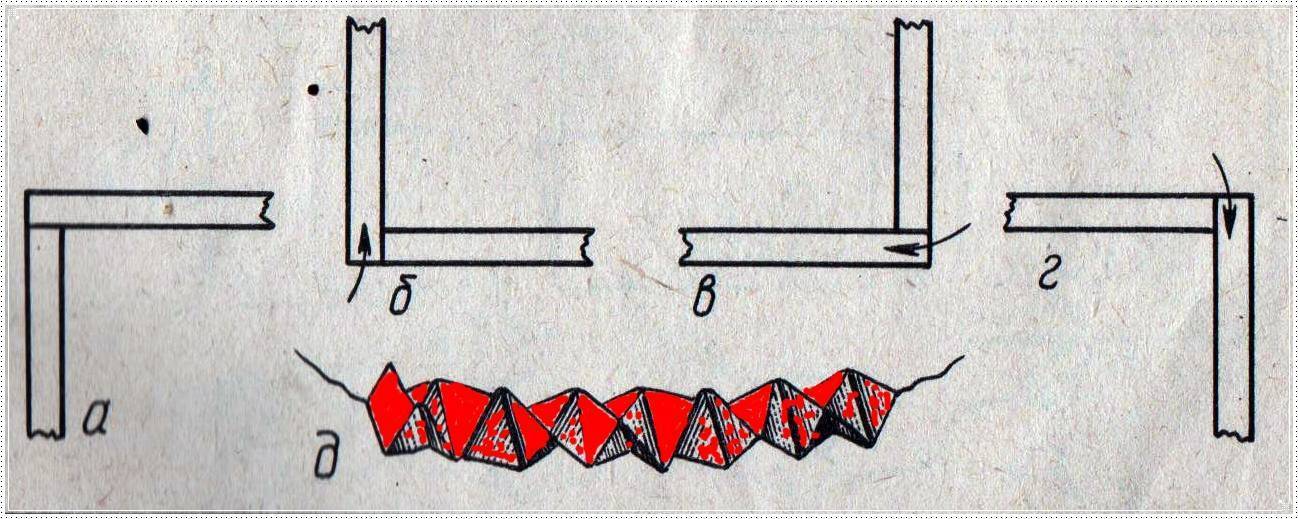
Резание ножовкой с поворотом полотна осуществляют при длинных (высоких) или глубоких резах, когда не удается довести рез до конца из-за того, что рамка ножовки упирается в торец заготовки и мешает дальнейшему пропиливанию (рис. 123, а). При этом меняют положение заготовки и, врезавшись в нее с другого конца, заканчивают резку.
Однако есть другой способ: резать ножовкой, полотно которой повернуто на 90° (рис. 123, 6). Для этого полотно переставляют в боковые прорези головок рамки
При таком положении ножовки работают осторожно, так как при перекосе рамки ножовочное полотно может сломаться. Этим способом также режут металл в деталях с замкнутыми контурами (рис
123, в).
Резка тонкого листового и профильного металла. Заготовки, детали из тонкого листового материала зажимают между деревянными брусками по одной или по несколько штук и разрезают вместе с брусками (рис. 124, а).
Резка по криволинейным контурам. Чтобы вырезать в металле (листе) фасонное окно (отверстие), просверливают или вырубают отверстие диаметром, равным ширине полотна ножовки или пилы лобзика. Пропустив через это отверстие полотно, закрепляют его в рамке и режут по заданному направлению (рис. 124, 6).
Шлицы крупных размеров прорезают обыкновенными ножовками с одним или двумя (в зависимости от ширины шлицев) соединенными вместе полотнами (рис. 124, в).
Тонкие профили разрезают в плоских деревянных брусках (рис. 124, г).
Источник
Пробковая штора
На штору нужно собрать много использованных пробок. В них просверливаются отверстия вдоль пробки насквозь. Измерив высоту оконного или дверного проема, нужно нарезать леску нужной длины. Далее необходимо нанизывать пробки на леску в сочетании с бусинами. Все лески нужно прикрепить к верхней планке, которая будет крепиться к верхней части окна ли двери. Потом нужно покрасить пробки так, как подсказывает фантазия, и штора готова.
Авторучки
Для стандартного стержня нужны четыре пробки. Нужно высверлить отверстия посредине пробки по ее дине, у последней пробки немного не доходя до конца. Вставить стержень в отверстие, склеить пробки между собой. Можно покрасить в цвет стержня или украсить по желанию.
Выбор дерева для заготовки спила
Конкретных пород дерева, которые идеально подходят для спила, не существует. В каждом случае предусматривается индивидуальный набор свойств, поэтому исходить следует из специфики будущего применения заготовки. В российских широтах мастера предпочитают использовать следующие породы:
- Липа. Мягкая, чистая и легкая древесина, которая легко поддается тонировке и органично принимает краску. Текстура у нее тоже выразительная, поэтому можно обойтись и лаковым покрытием.
- Осина. Изделия из этого дерева ценят за необычную текстуру, но с практической точки зрения это не лучшее решение. Как показывает опыт применения, осиновые спилы быстрее усыхают и коробятся.
- Береза. Распространенная порода, также характеризующаяся эстетическими достоинствами, но при мелкоформатной обработке может доставить ряд проблем. Как сделать спилы дерева для интерьера из березы? Для этого как минимум потребуется мощная пила и набор профессиональных столярных инструментов, поскольку с большей вероятностью из массива придется удалять «родинки».
- Дуб. Имеет массу достоинств как декоративного, так и технического свойства. Серовато-желтоватые спилы из этой породы долго служат и радуют глаз благородной фактурой.
- Бук. Это дерево отличается розовато-белым оттенком и особенно подойдет для тех, кто планирует выполнять роспись без грунтовки. Но и в таком случае должна быть готовность к тяжелой обработке твердого массива из-за высокой плотности структуры.
- Хвоя. Сосна и ель годятся для создания крупных заготовок, на которых видны преимущества неоднородной волокнистой структуры.
Формы и размеры
Готовые уголки имеют, как правило, угол в 90°. Сам угол не всегда острый, есть варианты со скругленным. По виду уголки для защиты углов стен разделяются на:
жесткие
- внешние;
- внутренние;
гибкие (пластиковые, резиновые) универсальные.
Вопросы могут быть лишь по универсальным. Это две полосы пластика или МДФ, соединенные тонкой полоской гибкого материала того же цвета. Благодаря такому соединению, можно оформить тупой или острый угол, внутренний или внешний — без особой разницы. Но по надежности защиты он уступает жестким — все-таки гибкая часть довольно тонкая.
Также стоит знать, что уголки могут быть с полочками одинаковой и разной ширины. Чаще встречаются с одинаковыми, но вполне можно найти и такие, у которых одна шире, другая уже.
Ширина полочки у разных производителей отличается. Пластиковые, например, могут иметь полочки от 10 мм до 50 мм. Уголки МДФ минимально делают с шириной полочки 20 мм, металлические — от 10 мм, но максимальная длинна полочки — 90 мм (алюминиевые). Так что выбрать есть из чего.




Подготовительные мероприятия
Естественно, что подготовка – это очень важный процесс, поэтому следует внимательно подойти к ее выполнению:
- Если работы выполняются по поверхностям, которые не подвергались отделки, то необходимо проверить наличие выступающих элементов, саморезов, гвоздей. Нужно получить ровную поверхность, иначе уголок не установится правильно.
- Откосы и смежная поверхность протирается. Бывает, что нужно обезжирить некоторые участки.
- Проем хорошо измеряется. Необходимо учитывать, что за основу берут одну из сторон пластикового элемента. Например:
- укладываются элементы, внешняя сторона которых равна 20 мм;
- отмеряя вертикальную стойку, необходимо учитывать, что она должна быть больше на 20 мм с внешней стороны;
- такой же напуск оставляют и для верхней планки, только с учетом двух сторон.
По имеющимся параметрам нарезают профиль. Учитывают, что фрагменты выполняются из одного отрезка, без образования соединений. Стыковка внешних углов выполняется по нескольким вариантам: Монтаж пластиковых уголков внахлест Внешние участки накладываются друг на друга. Получившуюся ступеньку замазывают герметиком или шпаклевкой в цвет материала. Один из напусков подрезают до основания. К примеру, верхнюю планку оставляют с припусками по 20 мм (с каждой стороны), а боковые стойки обрезаются вровень с ней. Наиболее красивый вариант заключается в том, чтобы выполнить обрезку под углом в сорок пять градусов. Полученные отрезки стыкуются, чтобы проверить правильность раскроя.
Обрезка выполняется с помощью острого строительного ножа. Если работы выполнять неподходящим инструментом, то можно повредить материал.
При монтаже пластиковых уголков важно следить, чтобы материал правильно стыковался





