

Свойства износостойких цепей общего и специального назначения
Предназначенные для работы с древесиной виды цепей бытового и профессионального класса отличаются качеством материала продолжительностью ресурса и стоимостью. Предназначенная для работы по бетону уникальная по износостойкости алмазная цепь относятся к категории специального аварийно-спасательного оборудования.
Одним из вариантов выбора может быть износостойкая твердосплавная цепь. Межремонтный ресурс такого изделия на порядок выше, но для его заточки нужно специальное оборудование, позволяющее заточить режущие звенья под разными углами, соответственно для стандартного поперечного и для продольного пиления.
Твердосплавная цепь предназначена для производительной распиловки твердых пород древесины и легких строительных блоков. Следует иметь в виду, что при работе по газобетону или пенобетону ресурс пильной гарнитуры, даже самой престижной марки уменьшается в 2-3 раза.
Как посчитать звенья
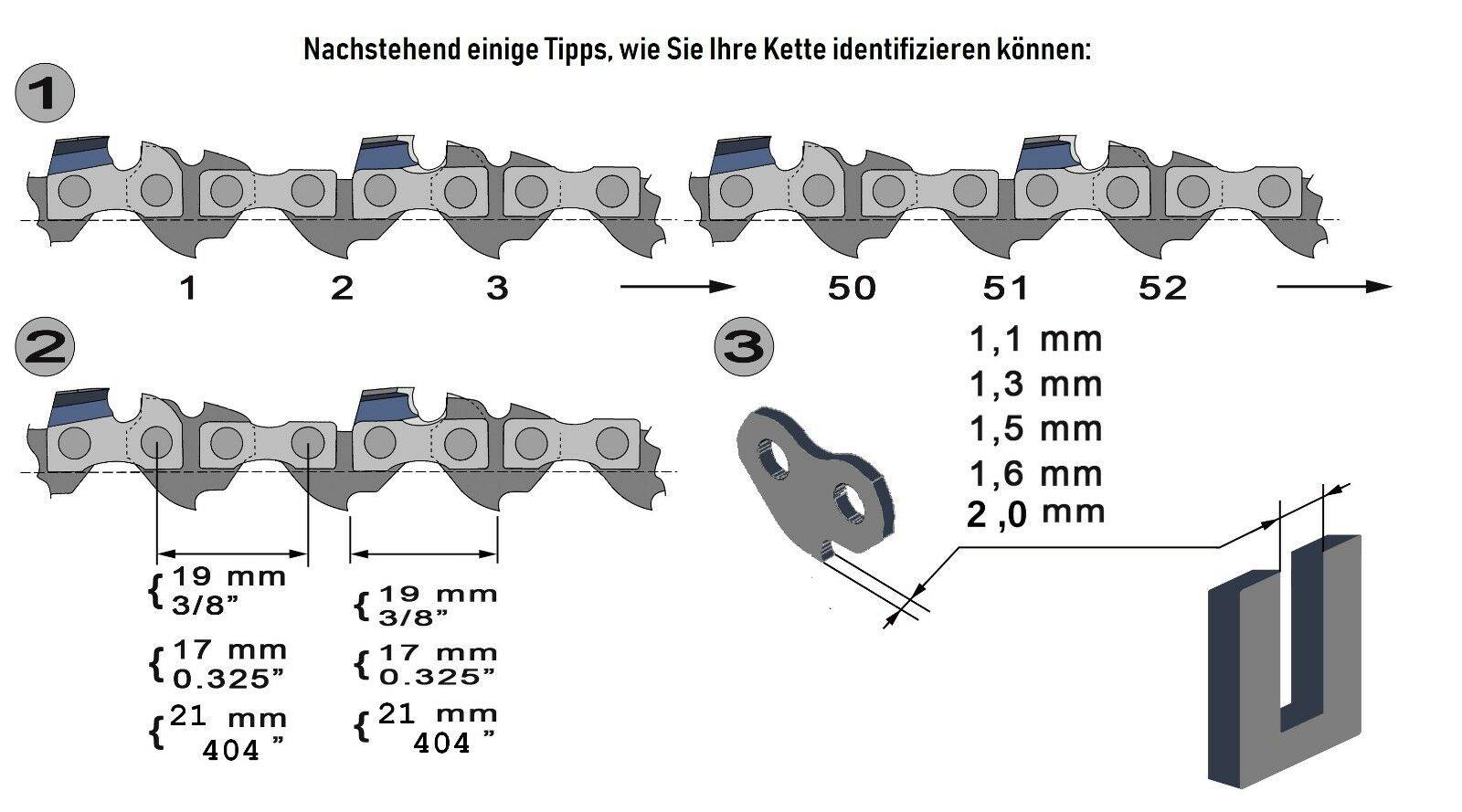
Многие пользователи не знают, как правильно посчитать количество звеньев цепи, хотя делается это достаточно просто. Считать лучше по хвостовикам. Для того чтобы не сбиться при подсчете, хвостовик с которого начинаете считать, нужно пометить. Сделать это можно маркером или приклеив на него бумажку.
Второй вариант подсчета — считать количество соединительных звеньев. Быстрее считать парно, для этого цепь нужно размотать, сложить пополам и разложить на ровной поверхности, например, на столе.
Важно! При подсчете не критично ошибиться на одно звено в большую сторону. Если недосчитаться одного звена, то при выборе и покупке запасной цепи можно сделать ошибку и приобрести короткую цепь, установить которую на бензопилу будет невозможно
Маркировка цепей для бензопил
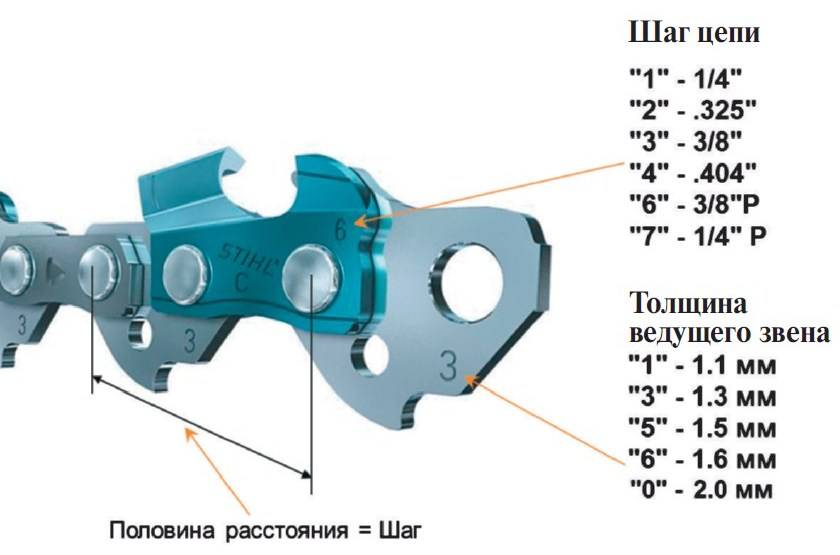
Базовая классификация цепей основывается на шаге, то есть расстоянии между зубьями или заклепками в линии резки. К наиболее популярным типоразмерам можно отнести гарнитуру с шагом на 0,325 и 0,404 дюйма, но на этом величины не ограничиваются
Принципиально важно учитывать и совместимость того или иного размера с шиной бензопилы. Бытовые простейшие модели техники, как правило, поддерживают лишь один определенный шаг установки, в то время как профессиональные агрегаты допускают возможность работы с несколькими типами цепи
Для понимания того, какая цепь лучше для бензопилы в конкретном исполнении, следует разобраться с особенностями каждого типоразмера:
- Цепь с маркировкой шага на 0,325. Минимальный формат, но, как уже говорилось, он является и одним из наиболее распространенных. Оптимальная мощность для работы с такой цепью – до 3 л. с. На практике с такой техникой можно осуществлять спил сучьев, резку тонких бревен и заготовку дров.
- Цепь с шагом на 0,375. Средний формат, подходящий для инструмента мощностью 4-6 л. с. Пограничный размер между бытовым и профессиональным. Такие цепи подходят для работы с пиломатериалами среднего размера.
- Цепь с шагом на 0,404. Данный размер применяется в основном на профессиональных бензиновых пилах большой мощности. Крупный шаг дает возможность работы на лесных хозяйствах, где производится валка деревьев.
Из чего состоит
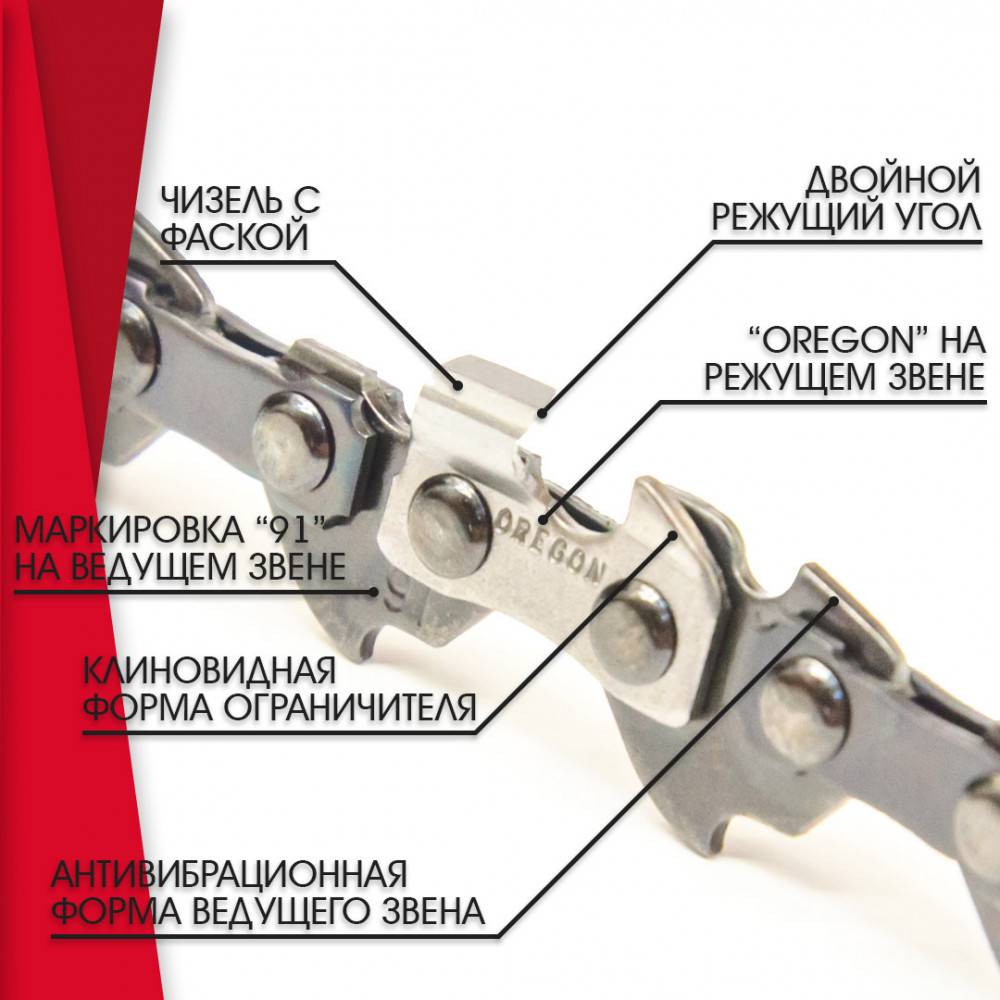
Современная пильная цепь сделана из звеньев трех типов:
Рабочие зубья делятся на левосторонние и правосторонние. Ведущие, их еще называют хвостовиками, устанавливаются между соединительными и рабочими с определенным шагом, который зависит от размеров звеньев. Соединительные, как понятно из названия, объединяют рабочие и ведущие звенья.
Два основных вида, которые сейчас можно встретить в продаже: чипперные и чиззельные цепи. Разделение основано на индивидуальных параметрах и форме рабочего зуба.
Чипперные — более универсальные.
Они могут применяться, как обычными пользователями для работы в быту, так и профессионалами для продольного пиления. Наиболее часто профессионалы используют пильные цепи такого вида на бензопилах, работающих в пилорамах типа LOGOSOL
Они, при условии соблюдения необходимого угла заточки (10 0 ), способны быстро пилить вдоль волокон, что в пилораме самое важное, при этом их работоспособность и высокая производительность сохраняется длительное время. При необходимости цепи такого вида, как и остальные, можно затачивать, применяя для этого напильник или заточной станок
Чиззельные – показывают большую производительность при поперечном резе.
Используются профессионалами при валке и раскряжевке. Углы атаки такой цепи агрессивные, она легко врезается и быстро режет, но только поперек волокон. Скорость реза вдоль, даже при условии правильной заточки, у такой гарнитуры меньше.
Ниже представлено видео о видах цепей и критериях выбора для бензопилы. В нем подробно рассказывается об основных параметра гарнитуры. Показывается, как выглядят звенья разных типов и размеров
Большое внимание уделяется шагу и ширине
Специальные
Отдельным видом цепей для бензопил являются твердосплавные, специального назначения. К таким относятся цепи для резки бетона, газобетона или аварийно-спасательных работ. Конструкция зуба в такой гарнитуре включает в себя победитовую напайку, которая и позволяет пилить бетон, тонкий металл, арматуру, стекло.







Верхняя часть хвостовика
Ее конструкция влияет на безопасность. Профессионалы имеют большой опыт, они соблюдают все правила техники безопасности, и в их работе крайне важна производительность. Поэтому конструкция «профессиональной» цепи обычно не имеет продолжения хвостовика вверх, что обеспечивает быстрое и агрессивное пиление (например, цепь Husqvarna X-Cut С85). У обычного пользователя такого опыта нет. Чтобы не создавать эффекта мгновенного отскока, особенно при касании вращающейся цепи о древесину носом шины, верхнюю часть хвостовика делают в виде «трамплина». Это значительно минимизирует отскок. Данный параметр зашифрован в обозначении новых цепей Husqvarna как символ «G» (в пильных цепях Husqvarna X-Cut SP21G, S93G, SP33G).
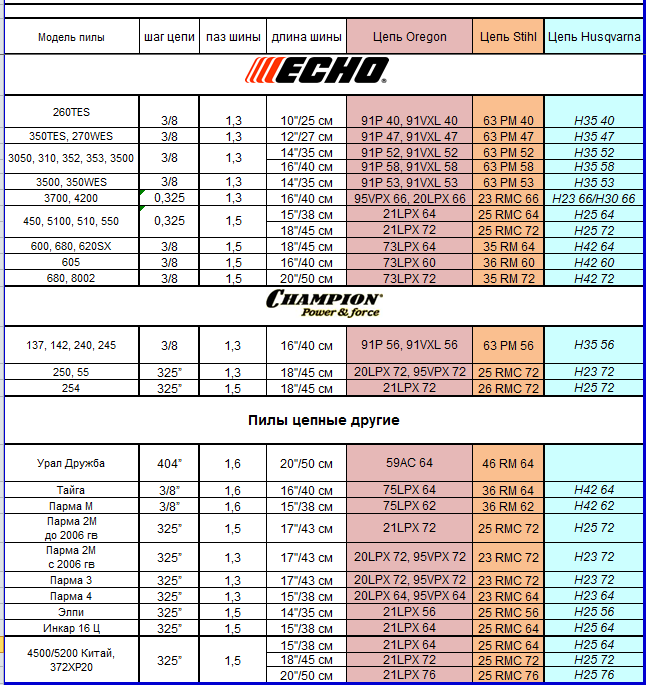
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
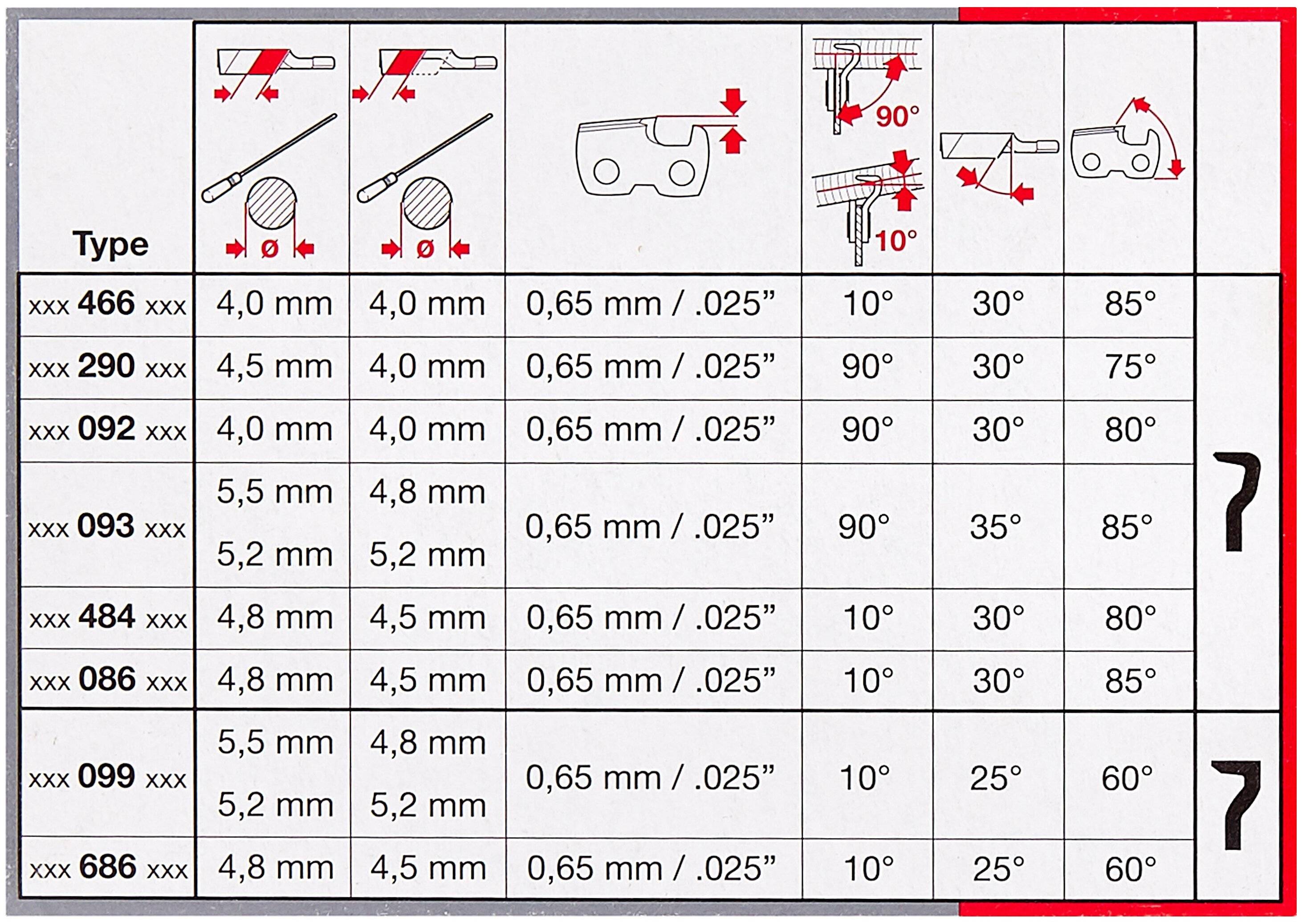
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
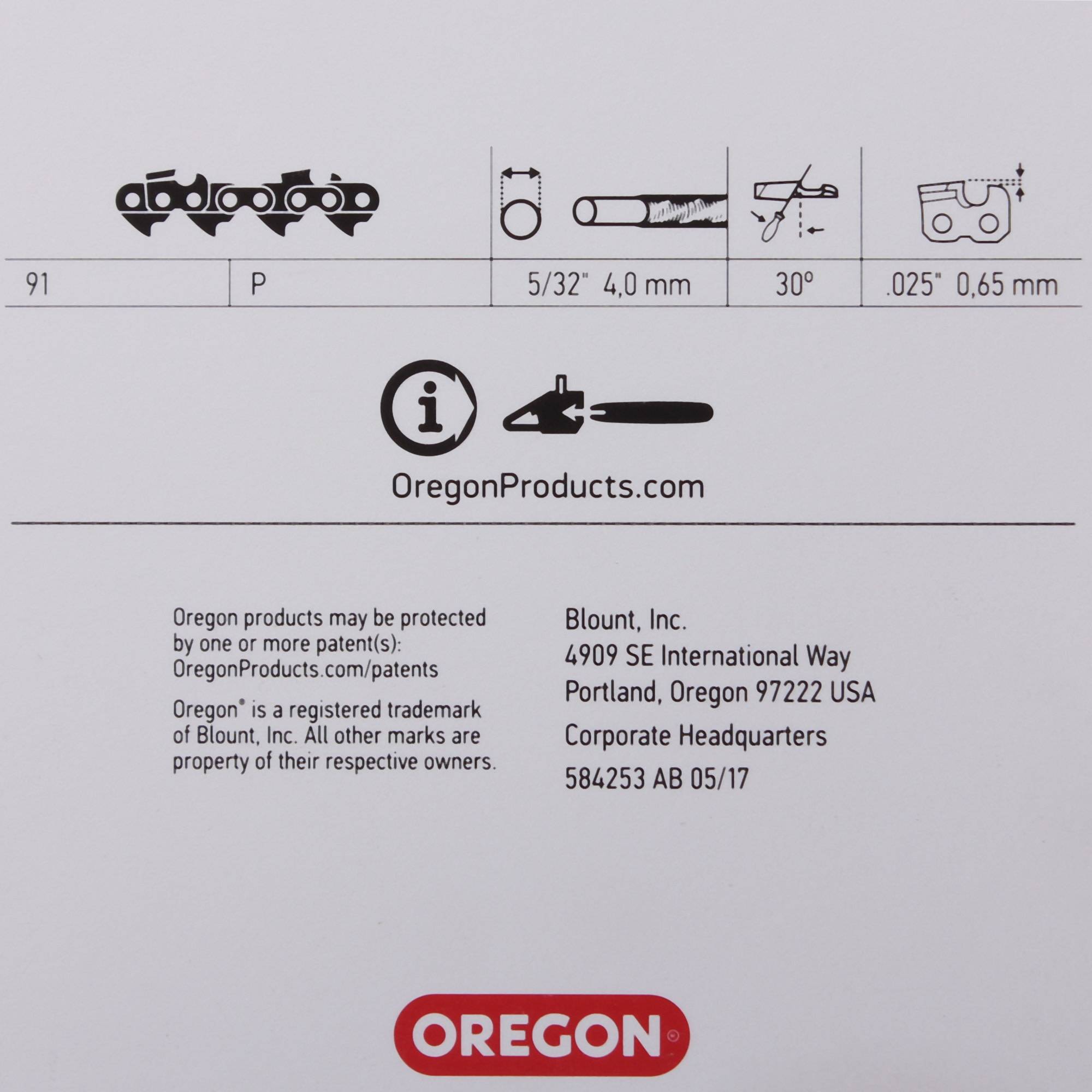
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Как устроена цепь для бензопилы с твердосплавными зубьями
Внешне отличить бензопильную цепь с напайками из победита от обычной или классической можно по соответствующим зубьям, к которым закреплены твердосплавные элементы способом медной пайки (медно-никелевой или медно-латунной). Использование именно таких веществ для присоединения твердосплавных сегментов неслучайно, ведь они характеризуются такими положительными качествами, как:
- хорошая текучесть;
- высокий уровень адгезии;
- устойчивость к повышенным температурам вплоть до 300 градусов.
Соединительные звенья и заклепки используются из обычной инструментальной стали. Твердый сплав состоит из таких материалов, как карбид вольфрама и кобальт. Причем количество первого вещества составляет 90%, а второго всего 10%. Ведь кобальт представляет собой связующий элемент, а вольфрам — твердый материал с устойчивостью к повышенным температурам. Соединение элементов происходит в порошкообразной форме, которые после смешивания, проходят процесс спекания, и в итоге получаются пластины.

Твердосплавный сегмент наносится на режущую кромку и верхнюю часть режущего элемента. Он представляет собой тонкую пластину, которая при контакте с твердыми породами дерева и прочими материалами не подвергается износу и притуплению зубьев. Победитовая цепь, как и обычная, состоит из следующих элементов:
- Режущие звенья с острыми зубьями, на которых нанесены твердосплавные сегменты.
- Ведущие — их еще называют клыками или хвостовиками. Эта часть скользит по пазу шины, обеспечивая ее перемещение в процессе распиловочных работ.
- Соединительные элементы.
Отличить победитовую цепь можно по характерному цвету режущих зубьев, которые имеют золотистый оттенок. Кроме того, гарнитура отличается высокими эксплуатационными характеристиками, а именно, увеличенным сроком службы и повышенной стоимостью в сравнении с обычными устройствами.
Интересно! Победит отличается повышенной дороговизной, поэтому его используют только для изготовления верхней части зуба, а не все звено. Это сделано не только с целью снижения стоимости гарнитуры, но и по причине того, что попросту не целесообразно изготавливать режущие звенья полностью из твердосплавных материалов.
Толщина ведущего звена (хвостика)
Данный параметр является вторым по важности при выборе пильного элемента. Следует знать, что на разных марках бензопил шина будет отличаться по ширине
Ведущие звенья также предназначаются только под определенный тип шин.
Ведущие звенья бывают следующих размеров.
- 0,043” или 1,1 мм. Это самое маленькое ведущее звено. Устанавливается обычно в миниатюрных цепях, которые предназначены для “слабеньких”, бытовых агрегатов, не предназначенных для больших нагрузок.
- 0,05” или 1,3 мм. Хотя разница с предыдущим примером незначительная, режущий элемент рассчитан на более ощутимые нагрузки. Цепи со звеном 1,3 мм наиболее распространены среди владельцев бытовых и полупрофессиональных бензопил, имеют небольшой вес и достаточно надежны.
- 0,058” или 1,5 мм. Данный тип пил имеет не меньшую популярность, чем предыдущий, но используется уже не только в полупрофессиональном инструменте, но и в аппаратах класса профи.
- 0,063” или 1,6 мм. Цепи с такой толщиной хвостика являются более прочными и ставятся только на инструмент для профессионалов.
- 0,08” или 2 мм. Этот размер является завершающим среди типов ведущих звеньев. Цепь рассчитана на длительную работу и серьезные нагрузки. Не сложно догадаться, что элемент используется только на высокопрофессиональных бензопилах, обладающих высокой мощностью.
В итоге, чем больше толщина ведущего звена, тем прочнее и качественнее цепь, и тем большие нагрузки она сможет выдерживать. Но, выбирая режущий элемент, необходимо сверяться с инструкцией к аппарату, где указывается, какого размера шину допускается на нем устанавливать.
Маркировка цепей для бензопил
Базовая классификация цепей основывается на шаге, то есть расстоянии между зубьями или заклепками в линии резки. К наиболее популярным типоразмерам можно отнести гарнитуру с шагом на 0,325 и 0,404 дюйма, но на этом величины не ограничиваются
Принципиально важно учитывать и совместимость того или иного размера с шиной бензопилы. Бытовые простейшие модели техники, как правило, поддерживают лишь один определенный шаг установки, в то время как профессиональные агрегаты допускают возможность работы с несколькими типами цепи. Для понимания того, какая цепь лучше для бензопилы в конкретном исполнении, следует разобраться с особенностями каждого типоразмера:
Для понимания того, какая цепь лучше для бензопилы в конкретном исполнении, следует разобраться с особенностями каждого типоразмера:
- Цепь с маркировкой шага на 0,325. Минимальный формат, но, как уже говорилось, он является и одним из наиболее распространенных. Оптимальная мощность для работы с такой цепью – до 3 л. с. На практике с такой техникой можно осуществлять спил сучьев, резку тонких бревен и заготовку дров.
- Цепь с шагом на 0,375. Средний формат, подходящий для инструмента мощностью 4-6 л. с. Пограничный размер между бытовым и профессиональным. Такие цепи подходят для работы с пиломатериалами среднего размера.
- Цепь с шагом на 0,404. Данный размер применяется в основном на профессиональных бензиновых пилах большой мощности. Крупный шаг дает возможность работы на лесных хозяйствах, где производится валка деревьев.
Подготовительные работы
В пакетном варианте изготовления ножа из цепи, изделие подойдёт от различных механизмов: мотоцикла, автомобиля, велосипеда или бензопилы. Определившись со способом изготовления, необходимо подготовить инструмент и материалы:
- наковальня, два молота – большой и малый;
- печь или горн;
- тиски, УШМ с дисками различного назначения;
- тетраборная кислота (бура);
- гидравлический пресс;
- шлифовальный станок;
- сварочный аппарат, стальная цепь;
- пластина высокоуглеродистой стали;
- моторное масло и ёмкость с водой;
- дрель, деревянный брусок, эпоксидный клей;
- малярный скотч, наждачка разного зерна;
- пропитка для рукояти из натуральных масел.

Нож из цепи. Инструменты и материалы носят профессиональный характер. С самого начала озвучивалось – работа для опытных мастеров. Начинающим, не следует пробовать этот материал. Экспериментировать необходимо начинать с простых заготовок.







Инструкция по изготовлению ножа из цепи
Отличительной чертой процесса пакетной ковки, является работа с несколькими пластинами металла. Имея всё необходимое, нужно приступить к первичной проковке клинка:
- Отрезным кругом на УШМ, разрезаем цепь на несколько одинаковых по длине кусков. Сложив их в единую форму, при помощи сварки, «прихватываем» для получения цельной заготовки.
- К получившемуся прямоугольнику приваривается пруток, для удобства удержания. Разогрев печь, укладываем заготовку в неё и греем до 1100-1200 °С.
- Металл, достигнув ярко-красного оттенка, вынимаем и обильно посыпаем бурой. Это позволит надёжнее скрепить куски цепи между собой и избавиться от пустот в звеньях. Отправляем в печь для дальнейшего разогрева.
- Вынимаем в очередной раз, посыпаем бурой и быстро перемещаемся к прессу. При его помощи постепенно сжимаем заготовку со всех сторон. Следим за температурой, деталь остыла – опять в печь. Процесс, проделанный прессом, поможет избавиться от пустот в заготовке и сварить её кузнечной сваркой в монолит.
- Убедившись в достаточном сваривании, большим молотом расплющиваем заготовку в одну пластину. Остужаем изделие на воздухе, отрезаем с помощью УШМ пруток. И этим же инструментом располовиниваем пластину.
- Промеж получившихся половинок прокладываем углеродистую сталь, просыпав слои бурой. Аккуратно «прихватываем» сваркой, пруток возвращаем на место. Помещаем в печь, и греем до ярко-красного оттенка. Вынув пластины, проковываем большим молотом. Пластины должны свариться между собой ковочным методом.

Ножи из цепи бензопилы.
Толщина составляющих звена (хвостов)
На этот элемент бензопилы падает основная часть нагрузки. Для измерения толщины соединяющих элементов цепи, входящих в шину, используют штангенциркуль.

Перечислим стандартные показатели:
- 1,1-1,3 мм — чаще встречаются в изделиях для нечастого домашнего применения и щадящего режима работы. Такая толщина хвостиков подходит для небольших нагрузок.
- 1,5 мм — самый распространенный вариант, встречающийся в бытовых пилах, но неподходящий для трудных задач.
- 1,6-2,0 мм — вариант для сложной работы. Такая ширина хвостиков встречается у профессиональных пил, элементы которых выполнены из особой стали.
Таблицы размеров пильных цепей и шин для бензопил по моделям
Это определяющий параметр, и в зависимости от его значения все существующие цепи подразделяются на пять групп с шагом 1/4’’, 0,325’’, 3/8’’, 0,404’’ и 3/4’’.Шаг 1/4’’ (6,35 мм) свойственен небольшим цепям, устанавливаемым на маломощные одноручные пилы.
Цепи с шагами 0,325’’ (8,25 мм) и 3/8’’ (9,3 мм) — наиболее распространенные варианты. Более 80% производимых по всему миру пил комплектуются именно ими.
Шаги 0,404’’ (10,26 мм) и 3/4’’ (19,05 мм) отличают цепи с более крупными звеньями и повышенной производительностью. В течение нескольких десятилетий ими комплектовали пилы российского производства, но сейчас устанавливают лишь на мощные валочные пилы и харвестерное оборудование.
Чем больше шаг цепи, тем крупнее составляющие ее звенья и тем выше ее производительность, но шире пропил. Для преодоления возрастающего сопротивления резанию требуется более мощная пила. У цепей с маленьким шагом другие преимущества — большее число зубьев на единицу длины, плавное движение в пропиле и, соответственно, сниженная вибрация, более чистый рез.
Толщина ведущего звена. Во время работы цепь скользит в пазу шины, и это скольжение должно быть плавным, без зацепов и в то же время без лишней «болтанки». Толщина хвостовика и толщина паза должны строго соответствовать друг другу, что повышает надежность посадки цепи и исключает вероятность ее «соскока». Все предусмотрено пять стандартных размеров:
- 1,1 мм (0,043’’) для маломощных пил
- 1,3 мм (0,050’’) бытовые и полупрофессиональные цепи,
- 1,5 мм (0,058’’) мощные и производительные пилы,
- 1,6 мм (0,063’’) и 2,0 мм (0,080’’) высокопрофессиональные пилы.
Назначение использования накладывает свои требования к используемым цепям. Например, при необходимости распиловки твердой и загрязненной древесины или при сносе и строительстве сооружений — лучше использовать специальные твердосплавные цепи Picco Duro или Rapid Duro, имеющие твердосплавные зубья или накладки, дающие им непревзойденную прочность и долговечность использования. Некоторые работы просто невозможно выполнить без их помощи.
Так же известно, что для продольной распиловки древесины (вдоль волокон) желательно использовать специальные цепи. Основное различие между цепями продольного и поперечного типа — это углы атаки режущих звеньев. Для цепей поперечного пиления они составляют 25–35 градусов. У цепей для продольного пиления (например цепи Stihl Picco Micro X) углы более острые — от 5 до 15 градусов.
Использование цепей несообразно их назначения приводит либо к пониженной производительности, либо к повышенной «агрессивности», сильной вибрации и дополнительной нагрузке на двигатель бензопилы.
Дополнительными характеристиками цепи являются высота профиля и глубина резанья.
Высота профиля.
Цепи бывают высоко- и низкопрофильными в зависимости от высоты режущей кромки над плоскостью направляющей шины. Высокопрофильные цепи, обычно, используют в профессиональных целях для получения максимальной производительности пиления. Низкопрофильные цепи устанавливают на бензопилы бытового и любительского класса, т.к. благодаря увеличенной площади опоры режущих звеньев и сниженной толщине срезаемой стружки они более безопасны.
Глубина резания — это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая толщину стружки. Чаще всего встречаются образцы с зазорами в 0,025 дюйма (или 0,635 мм) и 0,030 дюйма (или 0,762 мм), реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Особенности конструкции цепей профессионального уровня
Предлагаемый ассортимент можно разделить на цепи с чизельной и чипперной конфигурацией режущих звеньев. В первом случае звено в разрезе имеет схожесть с цифрой 7. Такой профиль обеспечивает повышенную производительность распиловочных работ повышенной сложности.
Существенный недостаток чизельной «семерки» — сложность ручной заточки, поскольку даже незначительное отклонение от заданного угла, основные преимущества семерочного профиля аннулируются.
Чипперные звенья имеют серпообразную форму. Увеличенная площадь контакта с распиливаемой древесиной создает дополнительные нагрузки на двигатель. В положительном плане — конструкции чипперных цепей ценится за стабильность работы при высоком уровне загрязнения и менее строгие требования к точности доводки режущих кромок.
Зачем нужна смазка цепи бензопилы
Смазка трущихся частей механизмов создает в зазоре плёнку, предохраняющую от соприкосновения поверхностей. Именно такая защита цепи позволяет:
- затрачивать меньшие усилия на перемещение механизма;
- уменьшить абразивный износ соприкасающихся частей;
- предотвратить нагревание при распиле, дымление при трении;
- предотвращает засмоление пильной гарнитуры.
Современные пилы оборудованы непрерывной принудительной системой смазки. Ещё встречаются бензопилы, где смазка периодически подаётся из бачка, насос включается от привода кнопкой, установленной на ручке.
Масло для цепи бензопилы подбирается специального состава. Оно должно:
- сохранять текучесть при минусовых температурах;
- иметь специальные присадки, препятствующие замасливанию зубьев;
- предохранять от засмоления пильного полотна.
Такими качествами обладают специальные масла, разработанные и производимые и другими ведущими производителями. Подходят масла М6 и М8. Поступление смазки на цепь в процессе работы проверяется работой над чистым листом бумаги на холостом ходу. Масло должно оставить характерный след в виде полосы. Отсутствие смазки проявит себя нагреванием и дымлением в районе пильного узла.
Чем плотнее древесина, тем больше усилий требуется для распила. Автоматическая подача предусматривает расход в зависимости от нагрузки на цепь. В дальнейшем масло смешивается с опилками и впитывается ими.
Если используем бензопилу известной марки зарубежного производителя, необходимо воспользоваться рекомендованным маслом. От того, какое использовать масло для цепи бензопилы зависит длительность межремонтного периода всего оборудования. Меньшая нагрузка на пильный узел создаст лучшие условия для работы двигателя.
Как исключить риски покупки цепного фальсификата?
На отечественном рынке присутствует небольшой, но стабильный ассортимент поддельных деталей для бензопил и комплектующих материалов азиатского, в большинстве своем китайского производства.
При всем желании соответствовать качеству европейского уровня, технические и эксплуатационные свойства китайских копий далеки от совершенства, поскольку вырабатывают свой ресурс где-то на 50-70%.
Этот недостаток в определенной степени компенсируется более низкой стоимостью. С другой стороны, практика показывает, что продолжительную и беспроблемную работу бензопильной техники гарантирует только фирменная продукция.





Приобретение детали в лицензированном или фирменном магазине поможет избежать рисков покупки оформленной под брендовое изделие китайской подделки.
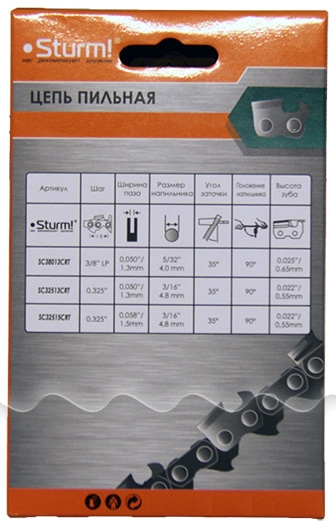
Параметры пильной цепи
Цепи для бензопил принято разделять по следующим параметрам:
- Шаг или расстояние между соседними тремя заклепками.
- Ширина посадочного звена.
- Количество звеньев.
- Вид режущих зубьев.
Параметры гарнитуры сочетают в себе различные комбинации, от чего зависят конечные результаты, качество и скорость реза.
Например, гарнитура может иметь такие параметры: шаг 3/8, длину 52 звена, ширину паза 1,3 мм, вид режущего зуба чиппер. Опытный специалист, оценив данные, скажет, что она предназначена для продольного реза и имеет средние показатели производительности и отдачи. Цепи такого типа могут устанавливаться на бензопилы бытового назначения, т.к. они более универсальные.
Давайте разберемся, почему он делает такие выводы.
И последнее, что дает основание отнести гарнитуру к среднему классу производительности, это ширина посадочного паза. В основном встречается три варианта ширины, это: 1,1 мм, 1,3 и 1,5.
Ширина паза прямо пропорциональна ширине пропила и зависит от размеров зуба. Чем ширина паза больше, тем шире рез и наоборот. Цепи с минимальным показателем ширины отличаются низкой отдачей и скоростью реза. В основном, такие устанавливаются на бензиновых высоторезах и цепных пилах малой мощности.
Гарнитура с посадочным 1,3 мм может устанавливаться как на бытовых, так и на полупрофессиональных и профессиональных бензопилах, шаг цепи при этом может быть разный.
Ширина 1,5 мм ранее применялась только на цепях для профессионального использования. В последнее время, в связи с тем, что рынок заполонили мощные и доступные бензопилы китайского производства, такие цепи стали использоваться и на них.
Ширина 1,6 мм и 2 мм. применяется исключительно на профессиональных и промышленных пилах.





