

Чем отличаются клуппы
Еще одна немаловажная деталь: плашки изготовляют из дорогостоящей инструментальной стали. Однако требования по прочности предъявляются только к резцам, на которые оказывается основная нагрузка. В клуппе дорогие нефункциональные части попросту отсутствуют, что сказывается на его более дешевой цене. Именно по этой причине для домашнего использования рекомендуется этот инструмент.
В комплектацию клуппа обычно включается серия плашек для нарезания резьбы на трубах диаметром 50, 38, 32, 25, 20 и 15 мм. Для их обозначаются цифры от 1 до 4. Для всех прорезей инструмента также предусмотрено цифровое обозначение, совпадающее с резцами-плашками. Чтобы иметь возможность эффективно обрабатывать труднодоступные участки, кроме клуппа, рекомендуется также приобретение специальной оснастки.
Обычно такие инструменты имеют электрический или ручной привод, что порождает вопросы о более качественном нанесении резьбы на трубу. Покупать клуппы лучше всего в специализированных магазинах стационарного типа, или в интернете. Последний вариант удобен тем, что выбранный для домашней работы инструмент доставят прямо в квартиру.
Для профессиональных слесарных работ лучшим решением является приобретение для нарезания резьбы на трубе клуппов, имеющих электрический привод. Стоимость подобных аппаратов для нарезки резьбы на трубах весьма значительна, поэтому ими обычно оснащаются производственные цеха и специализированные бригады сантехников. Что касается разового нарезания резьбы, то более выгодным решением будет приобретение инструментального набора для нарезания трубной резьбы ручного типа. Благодаря простоте использования совладать с ним сможет любой домашний мастер.
Нарезка резьбы на трубе возле стены
Больше всего проблем возникает с нарезкой резьбы на трубе, которая находится возле стены. Это связано с расположением заготовки и недостаточным количеством свободного пространства. Именно поэтому распространенным вопросом можно назвать то, как нарезать резьбу на трубе.
В подобном случае обработка проводится при применении схожих инструментов. Однако, нарезать резьбу на трубе возле стены зачастую возможно только при частичной удалении стены. Среди других особенностей процедуры отметим следующие моменты:
- Если нужно нарезать резьбу на одной из секций трубопровода, то ее рекомендуется сначала демонтировать. В некоторых случаях это возможно.
- Для нарезки трубной резьбы также требуется довольно большое количество масло, которое облегчает ход приспособления. Однако, при горизонтальном расположении трубы оно начинает быстро стекать, что создает существенные проблемы с проведением рассматриваемого процесса.
- Делается резьба в несколько проходов, за счет чего обеспечивается высокое качество поверхности.
Нарезать резьбу на водопроводной трубе при ее горизонтальном положении достаточно сложно. Это связан с тем, что контролировать строгое расположение применяемого механизма параллельно оси довольно сложна, как и оказывать требуемую нагрузку.
Резьбонарезной набор для труб и правила его пользования
Существенно упростить задачу по нарезанию резьбы можно приобретя специальный набор для труб. Он идеально подходит для применения в домашних условиях. Примером можно назвать клупп – немного измененная плашка, которая применяется вместе с трещоткой и направляющей. В набор могут включаться различные приспособления:
- Монолитные представлены корпусом цилиндрической формы с внутренним отверстием. Для работы также в комплект включают специальный плашкодержатель.
- Раздвижные состоят из резцов, расстояние между которыми можно регулировать при необходимости. Применяется для нарезания резьбовой поверхности в несколько проходов, за счет чего повышается качество.
Лерка выбирается в зависимости от диаметра трубы и направления резьбы. Процесс нарезания характеризуется следующими особенностями:
- Специальный инструмент, называемый клуппом, устанавливается в трещотку.
- На режущую часть также наносится масло, которое упрощает ход рабочей части.
- На край обрабатываемой трубы устанавливается направляющая.
- Трещотка вращается вокруг оси, за счет чего происходит образование резьбы.
- Во время механической обработки масло время от времени добавляется.

Резьбонарезной набор для труб
Стоит учитывать тот момент, что приспособление после длительной эксплуатации может затупится. Именно поэтому нужно следить за состоянием режущей кромки.
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп
Как нарезать наружную резьбу. Нарезка резьбы на трубах и фитингах. Плашка. Клупп. 4.46/5 (89.23%) проало 13
Нарезается наружная резьба с помощью круглых или раздвижных плашек, а также винтовальных досок. Нарезка резьбы может производится как на станках, так и вручную.
Нарезание резьбы круглыми плашками (лерками).
Круглые плашки (лерки) представляют собой диск с нарезанным отверстием. Для отвода стружки и образования перьев с режущими кромками (рис. 1) в плашке делается несколько стружечных отверстий. Плашки (лерки) вставляются в леркодержатель и зажимаются винтами (рис. 2).
Рис. 1. Плашка круглая разрезная (лерка).
Рис. 2. Леркодержатель:
1 — рамка; 2 — ручка; 3 — зажимной винт.
Диаметр нарезаемого стержня берется несколько меньше наружного диаметра резьбы и запиливается конусообразно для захода лерки. Выбор стержней для нарезания метрической или дюймовой резьбы приводится в табл. 1:
Таблица 1. Диаметр стержней для болтов под резьбу.
| Метрическая резьба | Дюймовая резьба | ||
| Наружный диаметр в мм | Диаметр стержня в мм | Наружный диаметр в дюймах | Диаметр стержня в мм |
| 5 | 4,89 | 1/4 | 6,19 |
| 6 | 5,86 | 5/6 | 7,7 |
| 8 | 7,83 | 3/8 | 9,3 |
| 10 | 9,8 | 7/16 | 10,8 |
| 12 | 11,7 | 1/2 | 12,4 |
| 14 | 13,7 | 5/8 | 15,6 |
| 16 | 15,7 | 3/4 | 18,7 |
| 20 | 19,6 | 7/8 | 21,8 |
| 22 | 21,6 | 1 | 25 |
| 24 | 23,6 | 1 1/4 | 31,3 |
| 27 | 26,6 | 1 1/2 | 37,6 |
| 30 | 29,5 | 1 3/4 | 43,8 |
| 36 | 35,4 | 2 | 50 |
Раздвижные плашки (рис. 3, а) состоят из двух призматических половинок с нарезанным отверстием. В средней части отверстия плашки делают канавку, которая образует режущие кромки.
Рис. 3. Плашки раздвижные и сухарь:
а — плашка; б — сухарь.
Клупп для нарезки резьбы.
Для крепления плашек применяется клупп с прямоугольной или косой рамкой (рис. 4). Призматические выступы клуппа входят в пазы плашек, а с боку плашки прижимаются болтами.
Рис. 4. Клупп (косой)
1 — рамка; 2 — ручка; 3 — зажимной винт.
Чтобы избежать непосредственного нажима болта на плашки, между плашками и болтом устанавливается так называемый сухарь (см. рис. 3, б), имеющий форму плашки.
Технология нарезания резьбы плашкой.
Нарезание призматическими плашками несколько отличается от нарезания лерками. При нарезании плашками стержни не запиливаются на конус, а раздвигаются плашки.
Затем зажимаются на стержне, конец которого должен совпадать с верхней плоскостью плашек. Поворачивая клупп вправо и немного влево, производят нарезание резьбы.
Положение леркодержателя и клуппа устанавливается строго перпендикулярно к нарезаемому стержню, в противном случае резьба будет косой и односторонней.
Охлаждение и смазка при нарезании резьбы.
При нарезании резьбы метчиками и плашками необходимо применять смазку. В качестве смазки можно употреблять обычную эмульсию, растворяя одну часть эмульсии на сто шестьдесят частей воды. Кроме того, можно применять: для чугуна — сало и керосин; для стали и латуни — вареное и сурепное масло и лярд; для красной меди — лярд и скипидар; для алюминия — керосин.
Употреблять при нарезании резьбы машинные и минеральные масла не рекомендуется, так как они, увеличивая сопротивление нарезанию, не дают чистых отверстий и приводят к быстрому износу метчиков и плашек.
Винтовальные доски.
Для того, чтобы нарезать резьбу на винтах с диаметрами до 6 мм используют винтовальные доски. На винтовальных досках присутствует несколько нарезанных отверстий разных диаметров с канавками под стружку, по два на каждое отверстие.
Нарезание резьбы плашками выполняется так же, как и нарезание метчиками. Стержень прочно зажимается в тиски, смазывается маслом, а затем на стержень надевается клупп с плашками, зажимается винтом и вращается на полный оборот в одну сторону и на пол-оборота в другую. Если стержень толще требуемого, его необходимо опилить напильником.
Резьба у болтов измеряется кольцевыми резьбовыми калибрами или резьбомером.
Нарезка резьбы на трубах и фитингах.
Трубы и фитинги (соединительные части для труб) нарезаются специальным инструментом с применением приспособлений.
Клупп для нарезки резьбы на трубах.
На трубах резьба нарезается особым клуппом (рис. 5). Клупп для нарезания труб по устройству отличается от обычных клуппов. В прорези его обоймы входят четыре стальных гребенки.










Повертыванием верхней ручки их можно сближать или раздвигать. Поэтому одним клуппом можно нарезать трубы различных диаметров. Кроме того, клупп имеет направляющие, которые регулируются нижней ручкой.
Направляющие обеспечивают правильное положение клуппа на трубе при нарезке.
Рис. 5. Клупп для нарезки труб.
Трубы при нарезке закрепляются специальным трубным прижимом. Прижим состоит из станины, в который помещаются сухари с вырезами для труб различных диаметров.
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Как резать?
Когда все инструменты готовы, можно производить нарезку резьбы на трубе, например, системы отопления. Следует отметить, что каких-то особых навыков для выполнения этого вида работ иметь необязательно – все можно сделать своими руками.
Трубу перед нарезкой необходимо обследовать на предмет старой краски, наличие коррозии и налета, а затем обработать, тщательно очистив поверхность с помощью специальных средств и инструментов, например, шлифовальной машинкой. С торца трубу нужно предварительно обработать, сняв фаску, для лучшего захода резьбы. Если срез выполняется с помощью трубореза, тогда края среза будут ровными, без засечек. Если это делать с помощью ножовки или угловой шлифовальной машины, то необходимо зачистить их до металла напильником – это значительно улучшит стыковку. До и после нарезки резьбы необходимо смазывать резцы и поверхность трубы специальной жидкостью.
Плашки нужного калибра вставляются в рамку клуппа с помощью зажимных винтов. Затем клупп надевается на подготовленную поверхность трубы и производится пара стартовых витков по направлению нарезки. Резьбу производят только после такого закрепления.
После этого регулируется переключатель трещотки, и начинается вращение по часовой стрелке вправо (по направлению резьбы). Особых усилий применять не нужно. Чтобы стружки хорошо удалялись, нужно работать, применяя следующий диапазон вращения: два оборота вперед, пол-оборота – назад. Во избежание перекоса нужно строго соблюдать правильное положение плашки относительно трубы.
Завершив работу, следует подготовить резьбу перед монтажом герметиком, фум-лентой или льняной нитью.
Популярные модели трубных клуппов
На рынке представлен широкий ряд недорогих клуппов преимущественно китайского производства, встречается отечественные и намного более дорогие бренды от европейских производителей, США.
Обычно инструмент для нарезания резьбы на трубах реализуется в наборах, элементы которого помещены чемодан для транспортировки, стандартная комплектация — несколько насадок и трещотка со съемными ручками, баллон фирменного масла. Наиболее часто в продаже можно встретить комплекты и отдельные клуппы следующих марок:
ЗУБР — российский бренд с производством в Китае, фирма выпускает как отдельные резьбонарезные лерки, так и комплекты. В продаже реализуются наборы серии Эксперт с лерками в количестве 3, 4, и 5 штук со средними ценами соответственно 3000, 4000 и 4500 рублей. Резьбонарезные головки покрыты порошковой краской красного цвета, в торговой сети их стоимость от 600 до 900 руб.
Резцы по утверждению производителя отличаются улучшенной геометрией и сделаны из типовой стали марки 9ХС, основной тип выполняемой резьбы — трубная коническая. Стандартные размеры и соответствующее число клуппов — 1/4″ или 3/8″, 1/2″, 3/4″, 1″, 1 1/4″, на изделия дается гарантия 1 год.
СИБРТЕХ — российский бренд с производственными площадями в Китае, в продаже имеются отдельные головки стального цвета стандартных размеров и трещотки. Клупп трубный СИБРТЕХ отличается невысокой стоимостью (лерки можно купить за 350 — 600 руб., трещотки за 850 руб.), в основном рассчитаны на нарезку самоуплотняющейся BSPT-резьбы и намного реже цилиндрической BSPP.
Поставка отдельными деталями удобна для использования в домашнем хозяйстве — можно купить трещотку и подходящие к нему одну или две головки, что по стоимости будет намного дешевле полного комплекта в кейсе.

Рис. 10 Стоимость клуппных плашек 2021 г
FIT — торговая марка известного китайского производителя разнообразного инструмента, фирма выпускает недорогие клуппные наборы в кейсах и без в количестве от 3 до 5 насадок размерами в дюймах 3/8″-1/2″-3/4″-1″-1 1/4″. Элементы выполнены из инструментальной стали, товар отличается наиболее низкой стоимостью — набор из 5 лерок можно приобрести за 3000 руб.
Помимо указанной марки, на рынке также часто встречаются изделия китайского производства с аналогичными физическими параметрами, качеством изготовления и ценами довольно известных в народе торговых марок Matrix, Sparta, Sturm.
Hongli — марка товара китайской компании, поставляющей на отечественный рынок высококачественный инструмент. Клуппный набор для нарезания резьбы включает в себя резьбонарезные головки размерами 1/2″ -3 /4″ — 1″ — 1 1/4″ — 1 1/2″ — 2″, его средняя стоимость 19000 руб.
Hongli является поставщиком на российский рынок качественного резьбонарезного электроинструмента серии SQ30, стоимость которого в кейсе с четырьмя головками чуть больше 25000 руб.
Virax — бренд принадлежит французской компании, являющейся ведущим мировым производителем электроинструмента. Ручной набор клуппов с четырьмя головками размеров 1/2″ — 3/4″ — 1″ — 1 1/4 ′′ в кейсе предназначен для нарезания правой конической BSPT-резьбы, такой клупп трубный можно приобрести в среднем за 14000 руб.
Virax также является известным поставщиком резьбонарезного клуппного электроинструмента стоимостью от 55000 до 75000 руб., в стандартный комплект которого входят соответственно 4 – 6 лерок.
REMS — торговая марка немецкого концерна, одного из ведущих производителей инструмента, на отечественном рынке он, пожалуй, является самым дорогим и качественным.
Ручные клупп трубный REMS серии Eva характерного желтого цвета позволяют наносить на трубы коническую резьбу стандартных размеров от 3/8″ до 2″, а также болтовую от 1/4″ до 1″. Рукоятка с храповым механизмом выполнена из закаленной стали с защитным пластиковым покрытием, оснащена резиновой накладкой для предотвращения соскальзывания рук. Набор из 7 плашек в металлическом чемодане можно приобрести по минимальной цене в 22000 руб.
Помимо ручного резьбонарезного инструмента, REMS поставляет на рынок широкий ряд аналогичного электроинструмента серии Амиго довольно высокой стоимости для кармана даже профессионалов. Цена комплекта с электрическим приводом начинается от 70000 руб. и может доходить до 150000 руб.
На рынке также представлен высококачественный резьбонарезной инструмент с электрическим приводом от таких известных производителей, как Ridgid (США), Rothenberger (Германия).
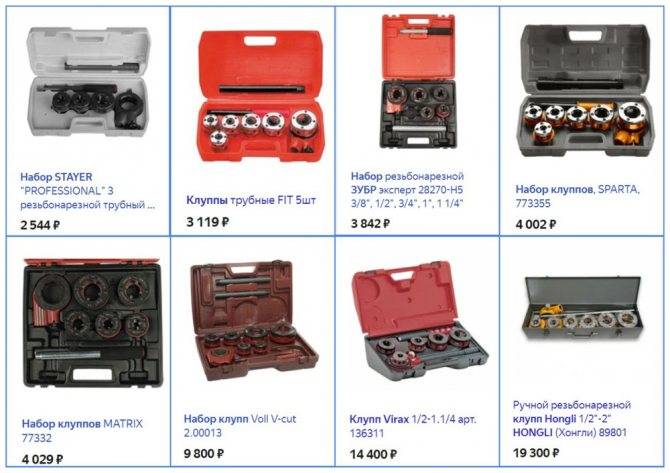
Рис. 11 Цены на популярные наборы клуппов 2021 г
Способы нарезки резьбы на водопроводной трубе
Способы нарезки делятся на два типа: ручной и автоматический. В первом случае потребуется комплект резьбонарезных устройств. Для нарезки наружной резьбы применяются плашки клуппы, для внутренней – метчики. Размеры инструментов определяют по справочным таблицам. Автоматическая нарезка происходит на станках или электроинструментом. Метод отличается точностью и подходит для труб любого диаметра. На станках выполняется фрезерование и накатка резьбы.
Нарезание плашкой
Выбор типа инструмента зависит от требований к качеству. Лучший результат достигается при использовании цельной плашки, которая обладает высокой жесткостью. Недостаток устройства – быстрый износ. Подпружиненные плашки (с разрезом в одном из осевых отверстий) позволяют менять диаметр резьбы в пределах 0,3 мм. Их жесткость снижена, резцы служат дольше, но чистота нитей теряется.
Подготовленная труба зажимается в тиски. Плашка помещается в держатель и фиксируется винтами. На обрабатываемый участок и резцы наносится смазка. Инструмент надевается на трубу под прямым углом. Вращение происходит плавно, по часовой стрелке. После изготовления нескольких витков удаляется стружка и возобновляется смазка. Для качественной нарезки после черновой плашки используется чистовая. Готовая резьба очищается ветошью.
Использование клуппа
Нарезка резьбы клуппом
Использование трубного клуппа удобнее, чем плашки. Инструмент стоит дороже, но для выполнения большого объема работы лучше выбрать его. Клупп дает чистый виток, раздвижная конструкция позволяет регулировать диаметр резьбы. Установка направляющих уменьшает риск появления перекосов, облегчает процесс нарезания. Если в конструкцию входит трещотка, около плашки располагают храповое колесо. При его повороте перемещается головка инструмента. Трещотка незаменима в стесненных условиях работы.









Труба зажимается в тиски, оставляется небольшой участок. Короткая выступающая часть не позволит металлу прогнуться от приложенных усилий. Труба и резцы смазываются машинным маслом. Выступающая часть вставляется в направляющую клуппа. Нарезка происходит короткими вращательными движениями. Периодически осуществляется поворот назад для отрезания стружки. В процессе работы добавляется смазка
При нарезании резьбы на водопроводных трубах важно следить за количеством витков
Работа метчиком
Внутренняя резьба выполняется метчиком. Его диаметр должен быть чуть больше, чем трубы. При работе рекомендуется пользоваться комплектом из двух-трех деталей. Они выполняют черновую и чистовую нарезку. Первый инструмент проводит основную работу, удаляя до 70% стружки. У чистового метчика небольшая заборная часть и полный профиль нарезки. Инструменты различают по канавкам на хвостовике:
- одна – черной;
- две – средний;
- три – чистовой.
Внутренняя часть трубы требует очищения и смазки. Метчик вставляется вертикально, хвостовик закрепляется в воротке. Вращение ведется по часовой стрелке. При работе с мягким металлом инструмент периодически выворачивают и вычищают стружку. Обязательно применяется смазка. После окончания работы проводится проверка качества резьбы.
Каких нужно придерживаться правил при нарезке резьбы
Процесс нанесения резьбы на любой трубе необходимо проводить в строгом соответствии с определенными правилами. Если не придерживаться их, то велика вероятность браковки и порчи исходного материала. К основным требованиям можно отнести в данном случае следующее:
- Работы должны производиться исключительно на идеально исправном оборудовании!
- Инструмент для нарезки должен быть исправным и остро отточенным;
- Саму трубу перед работой необходимо тщательно очистить от ржавчины, загрязнений иного рода, а также от краски. При этом трубу нужно очищать до голого металла как можно тщательнее;
С помощью специально предназначенного инструмента на торце трубы снимается фаска. Впрочем, это сделать можно и при помощи болгарки или напильника, но для этого потребуется соответствующий навык;
- Во время самого процесса нарезки нужно постоянно следить за тем, чтобы резцы и поверхность трубы находились в смазанном состоянии. Применять для этого можно как обычную смазку, так и специальную жидкость. Ее наносить нужно как минимум два раза – перед началом работ и во время выполнения нарезки.
Следование этим правилам дает высокую вероятность того, что все будет проделано на высоком уровне качества.
Нарезание резьбы на стальных трубах
Одним из наиболее распространенных способов соединения труб является резьбовое соединение на фитингах. Существует два вида соединения: муфтой, угольником, тройником, крестовиной; подвижной муфтой с полным смещением ее заподлицо с концом трубы («сгон»).
Для нарезания трубной резьбы вручную применяют клупп с тремя комплектами раздвижных плашек.
Один из комплектов предназначен для труб диаметром 1/2″ — 3/4″, второй 1″ — 1 1/4″ и третий 1 1/2″ — 2″. При работе клуппом приходится прилагать большое усилие, поэтому нарезание резьбы на трубах диаметром более 1 1/2″ выполняют два человека.
Нарезание резьбы на трубах выполняют в следующей последовательности.
1. Стальную трубу проверяют по диаметру (см. табл. 5) и надежно зажимают в прижиме, не допуская ее смятия. Выдвинутый над прижимом конец трубы должен составлять 150—200 мм.
2. Нарезаемый конец трубы очищают стальной щеткой и ветошью от грязи, Окалины и коррозии, заусенцы снимают напильником.
3. Проверяют и готовят клупп к работе, т. е. очищают все час клуппа от пыли и грязи, а все трущиеся части его смазывают машинным маслом.
4. Подбирают необходимые плашки под размер резьбы, очищают; их от пыли и грязи, проверяют остроту режущих кромок и неправность резьбовых ниток.
5. Плашки устанавливают в клупп, поворачивая рукояткой диск-планшайбу до упора. Места установки плашек в корпусе клуппа должны быть полностью открыты. Плашки поочередно вставляют в клупп, закрепляя их поворотом диска в противоположную сторону.
Правильность установки плашек проверяют, перемещая рукоятки диска в ту или другую сторону. При этом плашки должны одновременно сближаться к центру или расходиться от него без приложения больших усилий. Точность установки плашки на нужный размер проверяют по делениям на корпусе клуппа. Положение диска и плашек закрепляется установкой «защелки» в шлицевую прорезь на диске. Прием нарезания резьбы показан на рис. 194.
6. Нарезаемый конец трубы и плашки смазывают вареным маслом.
7. Клупп устанавливают на конец трубы и, вращая червячный винт, три направляющие плашки доводят до соприкосновения с цилиндрической поверхностью трубы, обеспечивая устойчивое положение клуппа на трубе.
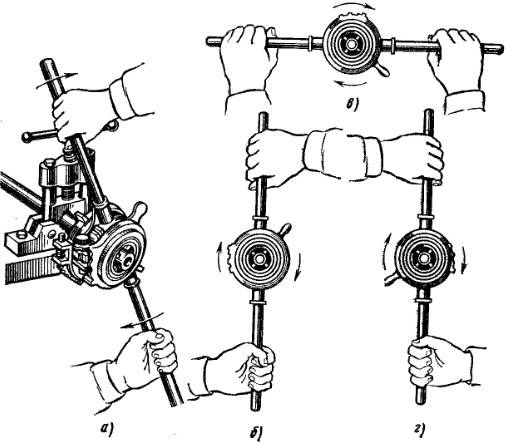
Рис. 194. Нарезание трубной резьбы клуппом:
а — общий вид; б — первый поворот; в — второй поворот; э — третий поворот
8. Клупп налаживают для первого прохода резьбы так, чтобы заборная часть резьбовых плашек была размещена от края трубы на две-три нитки резьбы. Затем, вращая винт, перемещающий защелку, а вместе с ней и диск, сжимают резьбовые плашки таким образом, чтобы они врезались в поверхность трубы примерно на 0,3 — 0,5 мм.
9. Клупп вращают в четыре приема (за каждый прием необходимо описать угол не более 90°, см. рис. 194).
Вращение выполняют до тех пор, пока не будет выполнен первый проход на заданную длииу нарезания резьбы. Длину нарезанной части проверяют измерительной линейкой, она равна сумме длины конца трубы, вышедшей из клуппа, и ширины плашки.
10. После выполнения одного прохода обратным вращением клуппа плашки подводят к концу трубы и устанавливают в первоначальное положение.
11. Вторично сжимают плашки винтом так, чтобы они врезались в стенку трубы, и вращают до конца нарезки.
12. После выполнения второго прохода обратным движением плашки приводят в первоначальное положение, затем продолжают выполнять последующие проходы.
Качество нарезаемой резьбы зависит от числа проходов, поэтому для получения полной и хорошей резьбы надо выполнять следующее число проходов: при диаметре труб до 1″ — два прохода, а свыше 1″— три прохода.
Перед каждым повторным проходом поверхности резьбы детали и плашек необходимо очищать от стружек и вновь смазывать вареным маслом.
13. После нарезания резьбы освобождают защелку, рукояткой планшайбы раздвигают плашки и свободно снимают клупп с конца трубы. По окончании работы из клуппа вынимают плашки, тщательно протирают и смазывают все его части маслом.
Качество нарезания резьбы проверяют, навертывая муфту по всей длине нарезки.
Муфта по резьбе должна навертываться свободно вручную или с помощью трубного ключа при небольшом усилии.
Список источников
- trubypro.ru
- teplosniks.ru
- trubyinfo.ru
- trubaspec.com
- stankiexpert.ru
- sovet-ingenera.com
- kachestvolife.club
- santehskript.ru
- tepka.ru
Самостоятельное нарезание резьбы
Как нарезать трубную резьбу своими силами?
Самостоятельное нарезание резьбы начинается рядом подготовительных мер:
- Отрезание куска трубы по размеру. При замене поврежденного участка трубопровода первым делом данный участок нужно аккуратно вырезать в строго перпендикулярном к стенке направлении. Если это условие не будет соблюдено.
- Чистка участка под резьбу. С того места, где будет нарезаться трубная резьба, нужно полностью снять всю краску и коррозию: если это не сделать, работа может быть явно затруднена.
- Снятие фаски. Чтобы работа шла легче, с концов трубы нужно убрать фаску.
Технология и приемы нарезания резьбы вручную
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис. 10, а)
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом









После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза). При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
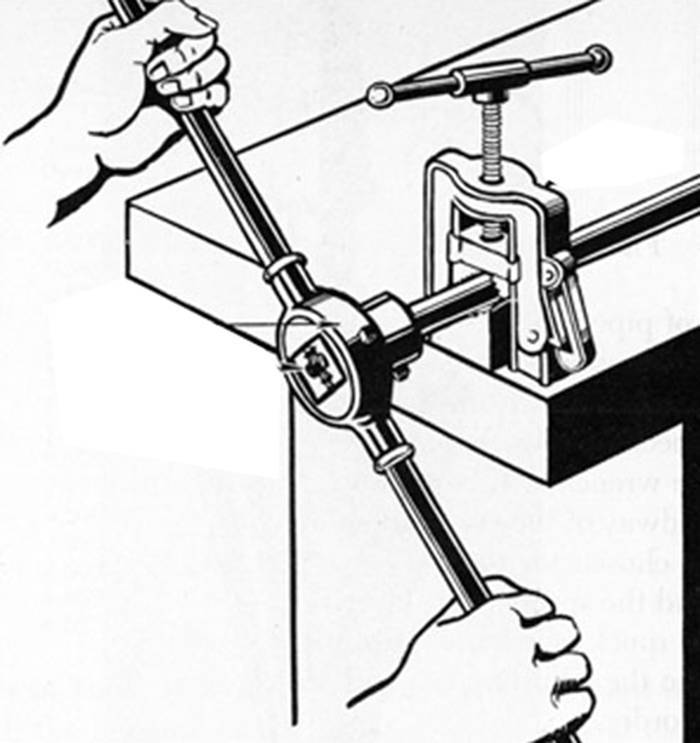
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 9 187





