

3.2 ВЫБОР ЭФФЕКТИВНОГО СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ
Так как задано единичное производство, то целесообразно использовать сортовой прокат – круглый пруток Ø82.
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием. В прокат перерабатывают до 80% всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности.
Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая) (рисунок 3.2). При продольной прокатке 1 заготовка 2 деформируется между гладкими или имеющими калибры валками 1, вращающимися в противоположные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке II валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими, вращаясь вокруг своей оси.
Рисунок 3.2 – Основные виды прокатки: 1 – продольная прокатка: а – в гладких валках б – в калибрах; 11 – поперечная прокатка; |
111 – поперечно-винтовая прокатка: а – в гладких валах б – в спиральных валках в – винтовая проката труб
Рисунок 3.3 – Кинематическая схема прокатного стана
Рисунок 3.4 – Классификация рабочих клетей: а – дуо; б – трио сортовые; в – трио листовые; г – кварто листовые; д – кварто для прокатки; е – шестивалковая; ж – двацативалковая; з – универсальная; и – колесопрокатная
При поперечно-винтовой (косой) прокатке III валки 1 вращаются в одном направлении, а оси их расположены под некоторым углом, благодаря чему заготовка 2 деформируется валками; при этом она не только вращается, но и перемещается поступательно вдоль своей оси.
Прокатным станом называется технологический комплекс последовательно расположенных машин и агрегатов, предназначенных для пластической деформации металла в валках (собственно прокатки), дальнейшей его обработки и отделки (правки, обрезки кромок, резки на мерные изделия и пр.) и транспортировки.
На практике прокатным станом часто называют оборудование, непосредственно связанное с деформацией прокатываемого металла в валках. На рисунке 3.3 представлена общая кинематическая схема такого стана. В рабочей клети 1 в подушках с подшипниками расположены валки 2, вращательное движение на которые передается от главного электродвигателя 7 через редуктор 6, муфты 5, шестеренную клеть 4 и шпиндели 3.
Различают листовые клети кварто, применяемые для прокатки толстых листов, полос и броневых плит, и клети кварто для прокатки рулонов. Последние применяются в станах холодной и горячей прокатки тонких листов, лент, полос, причем перед клетью может устанавливаться разматыватель рулонов, а сзади – моталка, создающая натяжение полосы.
В зависимости от назначения прокатные станы можно подразделять на следующие группы: заготовочные, рельсовые, толстолистовые, среднелистовые, тонколистовые, непрерывные листовые (широкополосные) и штрипсовые (производящие штрипсзаготовку для труб в виде полосы шириной до – 300 мм).
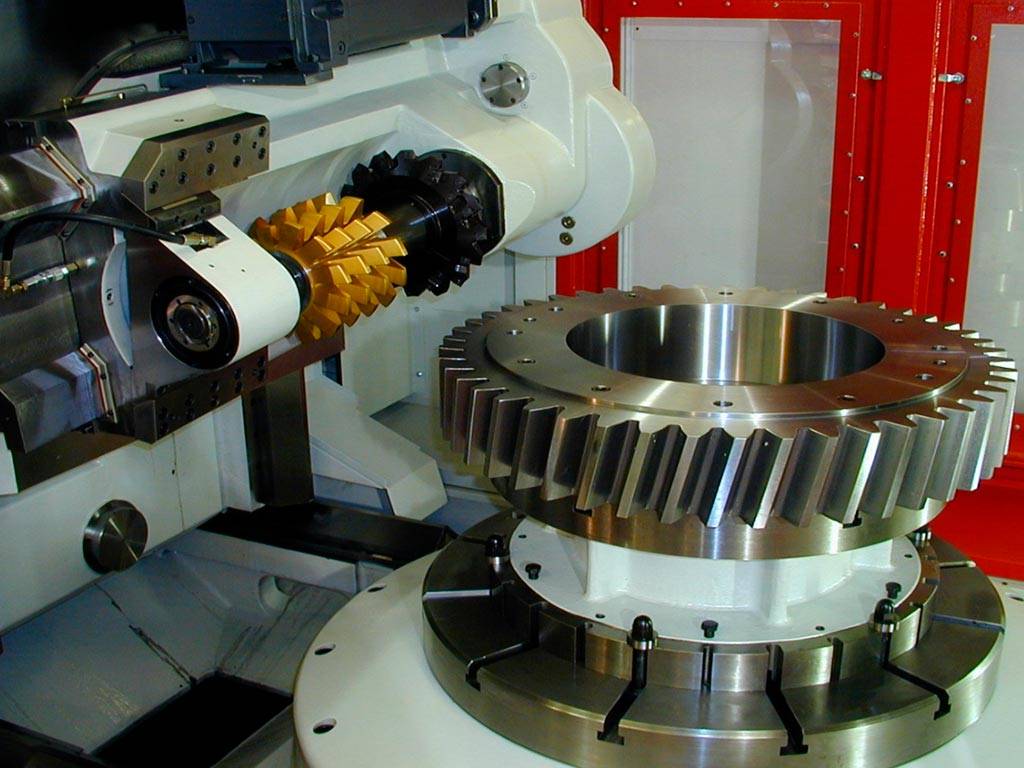
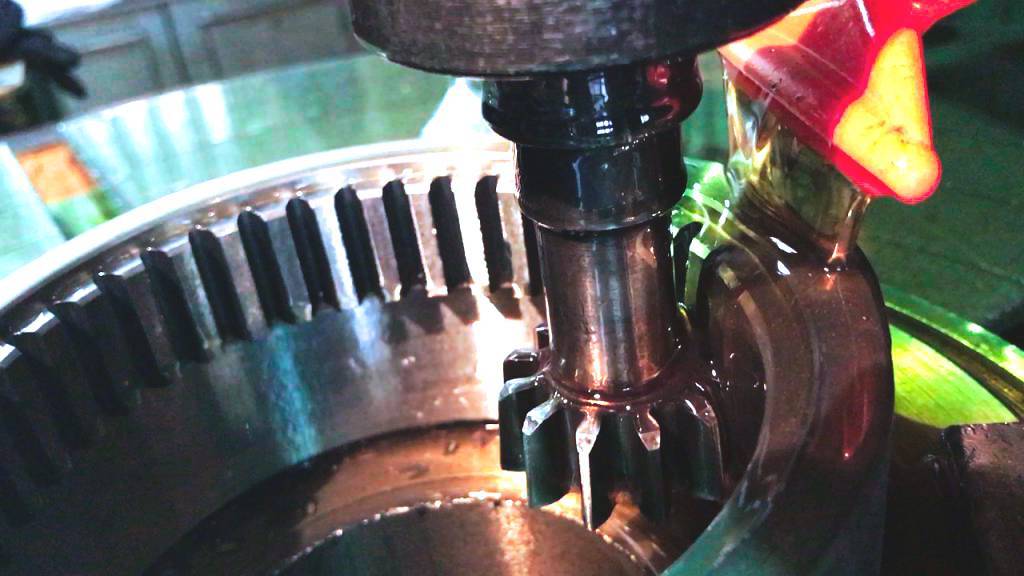
Изготовление конических зубчатых колес
Главными элементами конической передачи являются зубчатые колеса — ведущее и ведомое. Они изготавливаются, преимущественно, из стали на специализированных станках с использованием нескольких технологических процессов.
Материалы и технологии
Ведущая шестерня должна иметь более высокую прочность, поэтому при изготовлении конических пар для зубчатых колес могут использоваться различные марки стали и разные методы химико-термической и термической обработки. Если для изготовления шестерни используется легированная сталь, она может быть подвергнута поверхностному уплотнению методами цианирования, цементации или азотирования. Зубчатые колеса из углеродистой стали подвергаются поверхностной закалке.
Расчеты и степени точности
В конической паре шестерен зубчатое колесо изначально характеризуется модулем (длина делительной окружности, приходящаяся на один зуб) и числом зубьев. Диаметры впадин и выступов определяют по таблице. Расчету подлежат параметры зуба (толщина, высота и длина) и его элементов — ножки и головки, а также делительный диаметр. Используется коэффициент ширины зубчатого венца, определяется угол наклона косых зубьев. В расчет также принимаются угол профиля, коэффициенты перекрытия и смещения, линии зацепления.
Для конических зубчатых колес приняты четыре степени точности из 12-ти существующих, каждая из которых определяется скоростью передаваемого вращения. Значения разрешенных круговых скоростей следующие:
- не более 3 м/с для девятой степени;
- от 3 до 7 м/с для восьмой степени;
- 7-10 м/с для седьмой;
- до 20 м/с до 6 степени включительно.
Методы изготовления
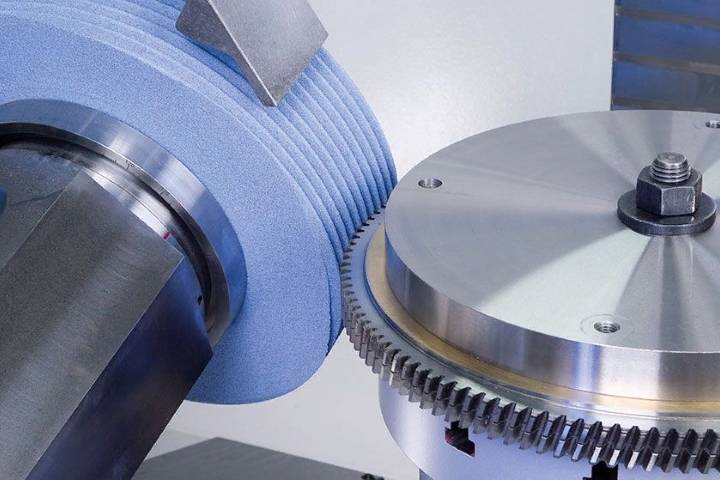
Операции фрезерования и прорезки зубьев не позволяют достичь требуемой точности, поэтому их обычно дополняют обкаткой. Обкатка представляет собой способ обработки зубчатого колеса, при котором припуск на его боковых поверхностях срезается режущими кромками инструмента непосредственно в процессе главного движения резания заготовки. После обкатки пара помещается на специальный стенд, где производится притирка конических зубчатых колес. И, наконец, финальным этапом является процесс закалки зубьев.
В настоящее время оснащение современных металлообрабатывающих предприятий позволяет изготавливать конические пары любых размеров, видов и технологических профилей. Качество готовой продукции проверяется как визуально, так и в лабораторных условиях с применением передовых методов диагностики и сканирования.
Изготовление шестерней
Зубчатые колёса изготавливают из таких металлов, как сталь и чугун, железо и бронза, а также используют специальные смешанные сплавы с добавлением ванадия, никеля и хрома. Существует несколько методов производства шестерней. Самый популярный из них – метод обката одним из таких инструментов: долбяком, гребенкой, червячной фрезой. Методом деления детали изготавливали в начала прошлого века. Он иногда применяется и сейчас, но считается не очень практичным, так как диски выходят не одинаковыми. С помощью зубонакатного металлоизделия можно изготовить шестерню методом накатывания: горячим и холодным. Сначала заготовку нагревают, а затем формируют круг и зубья и дорабатывают холодным обкатыванием до получения нужной идеальной формы. Конические шестерни изготавливают на станках режущим способом.
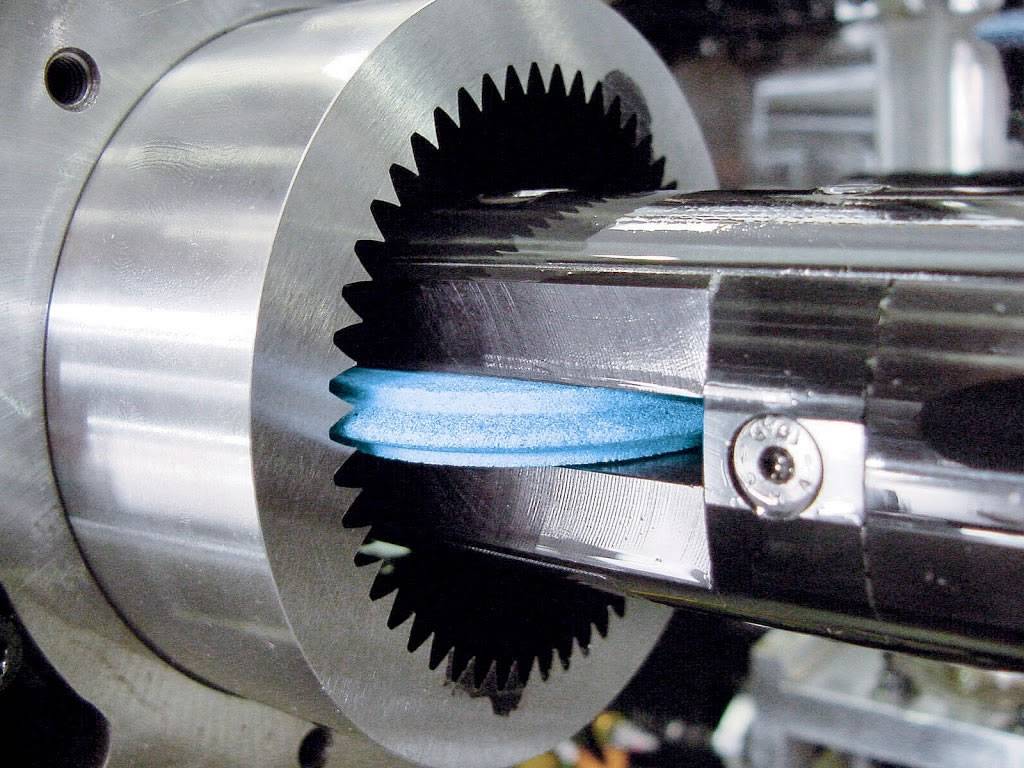
Нарезка зуба на мелкомодульных шестернях

Изготовление прямозубых шестерен
Цилиндрические прямозубые зубчатые колеса - наиболее распространенная разновидность зубчатых колес, характеризующаяся взаимозаменяе-мостью, простотой изготовления шестерен, а значит и невысокой стоимостью зубчатых колес.
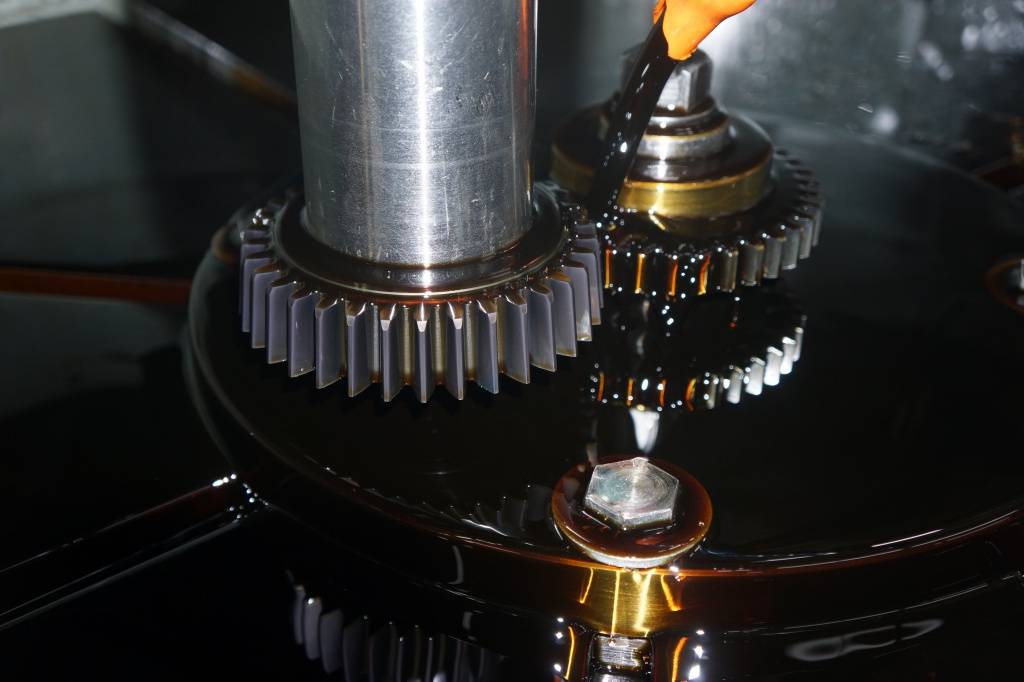
Изготовление косозубых шестерен
Косозубые зубчатые колеса характеризуются одновременным нахождением в зацеплении большего количества зубьев = большей площадью контакта, большей плавностью хода = меньшим шумом и в целом большей нагрузочной способностью
Изготовление шестерен с внутренним зубом
Применение зубчатых колес с внутренним венцом позволяет минимизировать массогабаритные характеристики механизмов, обеспечить высокие передаточные отношения при скромных габаритах редуктора, облегчает компоновку агрегатов машин.
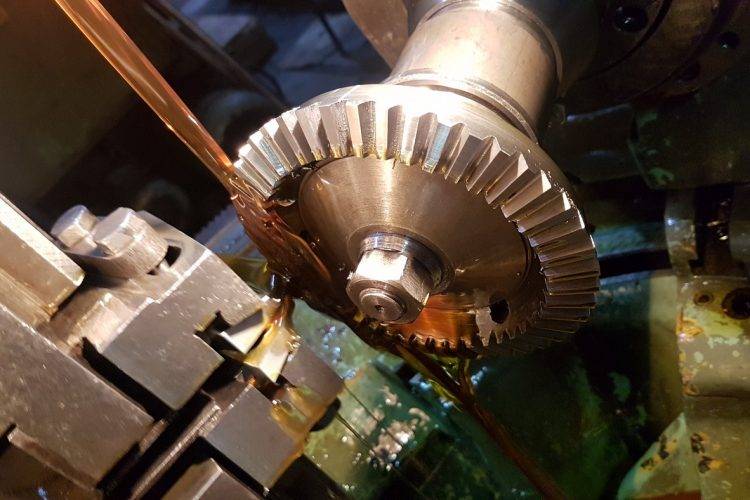
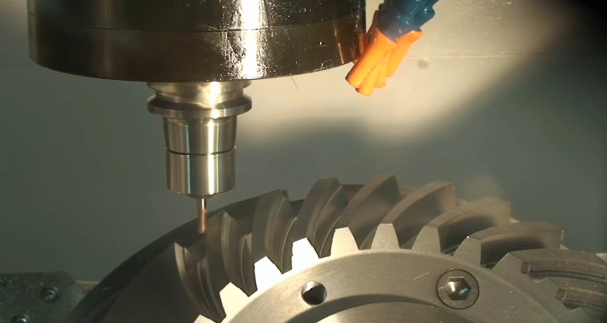
Изготовление конических шестерен
Когда оси вращения ведомого и ведущего вала не параллельны, а пересекаются, используются конические зубчатые колеса. Вращение в конических передачах может передаваться под разными углами. Но самый распространенный угол - 90°.

Изготовление шестерен с круговым зубом
Конические зубчатые колеса с круговым зубом обладают по сравнению с прямозубыми шестернями бȯльшей нагрузочной способностью, плавностью хода и бесшумностью работы.
Изготовление червячных пар
Червячные пары состоят из червяка и червячного колеса. Они позволяют достичь высоких передаточных отношений в одной паре и, как следствие, компактности редукторов, характеризуются плавностью и бесшумностью работы.
Изготовление зубчатых реек
Зубчатые рейки используются в реечных передачах, когда необходимо преобразование вращательного движения в поступательное и наоборот. Реечные передачи просты, надежны и обладают высоким КПД.
Изготовление звездочек
Цепные передачи дают возможность передачи движения при значительных межосевых расстояниях, передачи вращения нескольким ведомым звездочкам, передачи больших мощностей при отсутствии проскальзывания.
Изготовление шлицов на валах и во втулках
Применение шлицевых соединений вместо шпоночных обеспечивает меньшее число необходимых деталей, значительно бȯльшую нагрузочную способность шлицевого соединения; возможность легкого осевого перемещения пары.

Изготовление шестерней на заказ
Производство шестерней на заказ возможно по собственным чертежам заказчика, с указанием желаемой формы, модуля, количества зубцов и степени точности. После изучения предоставленной чертёжной и проектной документации, производится подготовка заготовок и настройка оборудования. После непосредственного процесса изготовления зубчатых колёс, они испытываются и сертифицируются.







Возможно изготовление шестерни по образцу новой или бывшей в употреблении детали. И это не только мелко, средне или крупносерийное производство шестерней, но и выпуск единичной продукции, например, для замены отработанных зубчатых колёс в механизме на производстве.
Стоимость процесса производства шестерней рассчитывается индивидуально для каждого заказчика и зависит от количества и вида необходимых деталей, используемого металла и сложности работ. Современное оборудование с ЧПУ даёт возможность воспроизвести типовую модель или сделать уникальное изделие. Оно имеет высокую точность производственного процесса, в следствие исключения «человеческого фактора», минимизирует брак и издержки.
Изготовление шестерён и зубчатых колёс
Не каждую шестерёнку можно купить в магазине Минска, но можно изготовить на металлообрабатывающем производстве. Изготовим металлические шестерни, зубчатые колёса по вашему чертежу, на заказ, возможно по образцу или фотографии. Выточка валов на токарном станке с нарезанием переходных зубьев шестерни для металлорежущих, деревообрабатывающих станков, для элементов управления станков: станины, направляющих, передней бабки и др. Нарезание шлицов, зубьев шестерен на зубофрезерных станках в нашем цеху. Латуневые, бронзовые, легированые, стальные шестерни с последующей термической обработкой.
- Червячные шестерни
- Гипоидная шестерня ( дифференциал, ведомая и ведущая)
- Цилиндрические
- Канонические
- Косозубые
- Круговые
- С прямым зубом
- С круговым зубом
- Круговые конические шестерни
- Зубчатые колеса
- Разрезные шестерни
- Модульные шестерни
- Нарезка шлицев на валах
- Промежуточные валы редуктора, рулевого управления, к автомобилям ВАЗ НИВА, КАМАЗ, МТЗ, МАЗ и другим транспортным средствам. Нужно уточнять.
2.1.1 ИСХОДНЫЕ МАТЕРИАЛЫ ДЛЯ ДОМЕННОГО ПРОИЗВОДСТВА И ИХ ПОДГОТОВКА К ПЛАВКЕ
Исходными материалами для доменного производства является руда, флюсы, топливо и огнеупоры.
Железная руда состоит из железосодержащих минералов и пустой породы, в состав которой входят оксиды кремния (кремнезем) SiО2, алюминия (глинозем) А12О3, кальция СаО и магния MgO. Качество руды определяется многими критериями, но, прежде всего, содержанием в ней железа, легкостью восстановления железа из оксидов, составом пустой породы и концентрацией вредных примесей, таких, как фосфор, мышьяк и др.
Для производства чугуна используют следующие руды. Магнитный железняк (магнетит) представляет собой смесь двух оксидов железа – FeO и Fе203, содержит до 70% железа. Его название связано с наличием магнитного оксида FeO. Руда имеет темный цвет, прочная и плотная, а после измельчения легко обогащается методом магнитной сепарации.
Красный железняк (гематит) содержит до 60% железа в виде оксида Fе203. Он менее плотен, чем магнетит, легко измельчается и восстанавливается.
Бурый железняк (гетит) представляет собой водный оксид железа Fе20З. Н20 и содержит еще меньше железа (до 50%). Это относительно рыхлая, легко восстанавливаемая порода. Шпатовый железняк (сидерит) содержит до 40% Fe в виде карбоната FеСО3
Флюсы – это специально вводимые в доменную печь материалы, снижающие температуру плавления пустой породы и ошлаковывающие золу кокса. Различают основные и кислые флюсы. К первым относится известняк СаСО3 и доломит СаСО3. МgСО3, дающие при разложении оксиды щелочной группы СаО и MgO. Ко вторым относится кремнезем SiО2 – кислотный оксид. Выбор зависит от состава пустой породы. Если пустая порода имеет песчано-глинистый характер (смесь SiО2 и А12О3), то в качестве флюсов применяют известняк или доломит, а если в ней превалируют известковые породы, то флюсом служит песок, что в практике встречается довольно редко.
Основным видом топлива в доменном производстве служит кокс, но в отдельных случаях в дополнение к коксу используют природный газ или пылевидный каменный уголь, которые подают вместе с воздухом, необходимым для горения топлива. Кокс получают путем нагрева до 1000 – 1200 С без доступа воздуха в коксовых батареях особых сортов коксующихся углей. Перед коксованием уголь измельчается в дробилках до частиц размером 2 – 3 мм и обогащается. В процессе выдержки при высоких температурах в течение 15 – 20 часов происходит удаление летучих веществ и спекание угля в пористую массу, которую выгружают из батарей на транспортеры и гасят водой или инертным газом. Для доменного процесса используются куски кокса размером 25 – 200 мм и пористостью около 50%. С ростом пористости растет поверхность контакта топлива с кислородом, в результате чего активизируются процессы горения и повышается температура в рабочем пространстве печи. Кокс должен содержать не менее 80% углерода и возможно меньшее количество серы (2%), золы (12%), влаги (5%) и летучих веществ (1 – 2%).
Огнеупоры служат для сооружения рабочего пространства доменных и других плавильных печей. Они должны обладать термостойкостью, механической прочностью и химической стойкостью по отношению к шлакам. По химическому составу огнеупоры разделяют на кислые, состоящие из кварцитов (динас), основные (доломит, магнезит) и нейтральные (углеродосодержащие). Они поставляются в виде кирпичей, фасонных блоков и крошки. Состав применяемого огнеупора оказывает определяющее влияние на тип флюса, вводимого при плавке
Так, например, при применении кислого огнеупора применять в качестве флюса известняк следует крайне осторожно, так как избыток щелочного оксида в шлаке приведет к быстрому разрушению кислотного оксида огнеупорной кладки
Наибольшее распространение нашли так называемые шамотные огнеупорные материалы, обладающие слабокислыми свойствами и состоящие из смеси кремнезема и глинозема.
Изготовление шестерен и зубчатых колес в Самаре
Изготовление зубчатых колес – сложный многооперационный процесс, требующий применения специального оборудования. Специфика выполнения операций подразумевает комплексный подход, ведь все этапы, из которых состоит изготовление зубчатых колес, тесно взаимосвязаны, начиная с проектирования и заканчивая техническим контролем готового изделия. Именно от качества выполнения отдельных операций зависит надежная и безопасная работа зубчатого колеса и срок его эксплуатации. Только в заводских условиях возможно точное соблюдение всех параметров производственного процесса.
В соответствии с конструктивными особенностями зубчатые колеса могут быть:
- коническими:
- венцовыми;
- со ступицей;
- с валиком;
- цилиндрическими:
- одновенцовыми;
- многовенцовыми.
Цилиндрические зубчатые колеса изготавливаются:
- с косыми зубьями;
- с прямыми зубьями;
- с шевронными зубьями.
Для плавного и надежного зацепления зубчатое колесо должно иметь не менее 6 зубьев – шестерня. В обиходе это название закрепилось для всех зубчатых колес.
Изготовление шестерен осуществляется из:
- углеродистых сталей;
- хромистых сталей;
- легированных сталей (для высоконагруженных шестерен);
- некоторых марок чугуна.
Производство зубчатых колес начинается с формирования заготовки. Форма, размер будущего колеса и материал изготовления определяют метод его изготовления. Наиболее экономными и менее затратными являются холодная и горячая штамповка, горячая высадка, литье, горячая накатка, вырубка, порошковая металлургия.
Следующий этап изготовления шестерен – нарезка зубьев на заготовке обкаткой или копированием. Ввиду низкой производительности и погрешностей при нарезке методом копирования, в крупносерийном производстве предпочтение отдается методу обкатки. Нарезка обкаткой может выполняться долбяком, червячной фрезой, зубчатыми валками, резцом на зубострогальных, зубодолбежных и универсально-фрезерных станках. Технические характеристики станков позволяют нарезать внутренние и наружные зубья колес, прямые и косые зубья с открытым и закрытым венцом, зубчатые рейки.
При изготовлении шестерен крупных и средних размеров нарезка зубьев производится после запрессовки заготовки вместе с валом. После нарезки зубьев выполняется притирка поверхности на зубопритирочных станках и закалка ТВЧ или в специальных закалочных печах и шлифовка.
Зубошлифование и зубохонингование – операции финишной обработки в производстве шестерен, предназначенные для формирования окончательного вида поверхности изделий. При необходимости на зубчатых колесах нарезают шпоночные канавки или шлицы. Точная нарезка, шлифование и притирка конических зубьев колес, наиболее сложного и трудоемкого процесса, выполняется на специальном оборудовании с ЧПУ.
Для контроля соответствия параметров шестерен применяются специальные приборы: кромочные и оптические штангензубомеры. Из-за высоких требований к качеству изделий производство зубчатых колес может осуществляться с цементацией их рабочих поверхностей. Благодаря цементации достигается необходимая степень упрочнения изделий и регулируется степень их деформации.
Российские предприятия, представленные в каталоге, оснащены современным высококлассным оборудованием известных зарубежных марок, которое позволяет предлагать качественное изготовление шестерен в Самаре любых партий. Автоматизация производства способствует повышению производительности и снижению себестоимости изделий. Изготовление зубчатых колес осуществляется в соответствии с ГОСТами и ОСТами. Производство шестерен может выполняться по чертежам или образцам заказчика.
Удобная система поиска на сайте позволит быстро и без особых усилий найти предприятие, предлагающее профессиональное изготовление зубчатых колес в Самаре.
Способы изготовления зубчатых колес
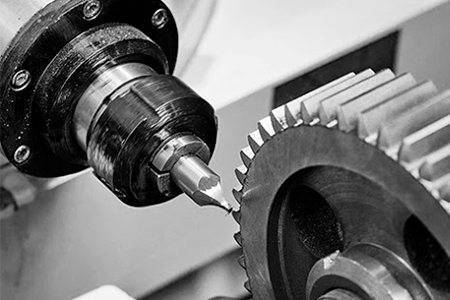
В сфере производства сменных зубчатых колес очень важно выбрать наиболее эффективный и точный метод обработки и инструмент для зубчатых колес. Тщательная подготовка к стадии закалки дает относительно простую операцию точения твердой детали с последующей жесткой обработкой шестерен. При точении твердых деталей важна хорошая чистовая обработка поверхности
При точении твердых деталей важна хорошая чистовая обработка поверхности
Тщательная подготовка к стадии закалки дает относительно простую операцию точения твердой детали с последующей жесткой обработкой шестерен. При точении твердых деталей важна хорошая чистовая обработка поверхности.
Процесс обработки зубчатых колес существенно изменится из-за электронной мобильности, новой конструкции трансмиссии и необходимости быть одновременно гибким и производительным
Основное внимание будет уделено обычным традиционным зубчатым станкам, и вместо этого нормой станет многозадачная обработка зубчатых деталей
Традиционный метод изготовления большого объема зубчатых колес, а именно фрезерование зубчатых колес, требует станков и инструментов, специфичных для производства зубчатых колес и во многих случаях даже для размера самого зубчатого колеса.
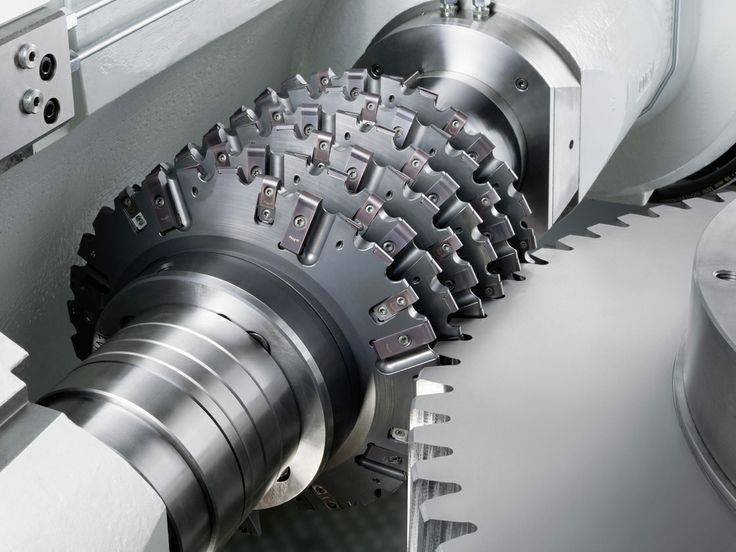
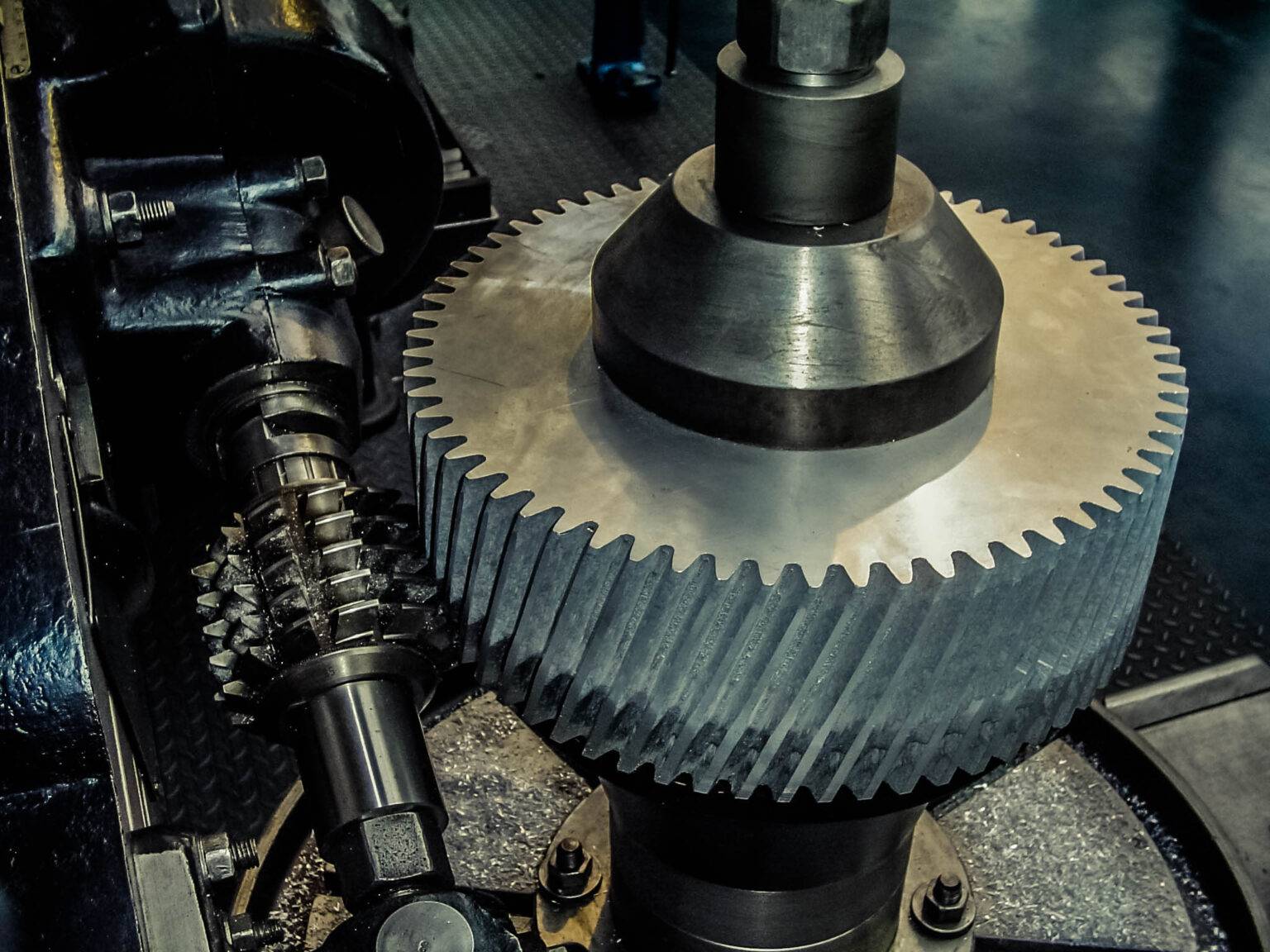
Зубофрезерные работы — это процесс изготовления зубчатых колес, при котором зубья зубчатых колес образуются посредством серии надрезов с помощью косозубого режущего инструмента. Фреза и заготовка шестерни вращаются без остановки, пока не будут срезаны все зубья. Зубофрезерование возможно только для внешних шестерен.






Преимущества:
- Сниженная общая стоимость зубчатого колеса по сравнению с инструментами из быстрорежущей стали.
- Высокая скорость резания.
- Увеличенный срок службы инструмента.
- Никаких дополнительных затрат.
Нарезание
Во время производственного процесса зубчатое колесо нарезается. Это процесс механической обработки для создания зубчатого колеса. Методы нарезания зубчатых колес включают: протяжку, зубофрезеровку, фрезерование, формовку и шлифование.
Протяжка в основном используется для изготовления шлицевых или очень больших шестерен. Следующий этап – зубофрезерование. Для этого используется специальное оборудование, называемое фрезерным станком. Этот процесс позволяет производить множество типов зубчатых колес, включая прямозубые, шлицевые, червячные и косозубые.
Другой процесс зубонарезания — это фрезерование, которое является не только одним из начальных процессов, но и одной из самых важных методик. Здесь используется фрезерный станок и фасонная фреза, которая пропускается через заготовку зубчатого колеса, чтобы сформировать зазор между зубьями. Одним из основных преимуществ зубофрезерования является то, что с его помощью можно изготавливать зубчатые колеса практически любого типа.
Наконец, есть процесс чистовой обработки и шлифования, когда нарезанное зубчатое колесо завершается притиркой, стружкой, полировкой, хонингованием или шлифованием.
Точное нарезание позволяет производить высококачественные зубчатые колеса для сельскохозяйственной, автомобильной, производственной и других отраслей.
Накатывание
Это способ создания зубьев колеса пластическим деформированием, который проводится с помощью специального инструмента при взаимном обкатывании его с заготовкой.

2.12 Зубчатые конические передачи
Конические передачи предназначены для передачи вращательного движения между валами, оси которых пересекаются под некоторым углом. Наибольшее распространение получили ортогональные передачи с углом пересечения осей 90 град.
У конического зубчатого колеса (ЗК) образующей поверхностью является конус.
По направлению зубьев конические ЗК бывают:
1 – прямозубые;
2 – косозубые;
3 – с круговыми зубьями.
Передаточное отношение конической ЗП:
где d 1 , d 2 — половины углов при делительных конусах;
, — диаметры делительных окружностей в среднем сечении.
При расчетах на прочность конические колеса заменяют на эквивалентные цилиндрические прямозубые колеса с делительным диаметром и числом зубьев:
, .
Шевронные цилиндрические передачи. Шевронное колесо представляет собой сдвоенное косозубое колесо, выполненное как одно целое см. рис. 1, в. Вследствие разного направления зубьев на полушевронах осевые силы Fa2 взаимно уравновешиваются на колесе и на подшипники не передаются рис. 16. Это обстоятельство позволяет принимать у шевронных колес угол наклона зуба в 25 40, что повышает прочность зубьев и плавность передачи.
Шевронные зубчатые колеса изготовляют с дорожкой в середине колеса для выхода режущего инструмента червячной фрезы на рис. 16 или без дорожки нарезаются долбяком или гребенкой со специальной заточкой, см. рис. 1, в. Шевронные колеса без дорожки нарезают на специальных малопроизводительных и дорогих станках, поэтому их применяют реже, чем колеса с дорожкой.
Ширина дорожки а 10 15 m. Шевронный зуб требует строго определенного осевого положения шестерни относительно колеса, поэтому пары монтируют в подшипниках, допускающих осевую игру вала. Недостатком шевронных колес является большая стоимость их изготовления. Применяются в мощных быстроходных закрытых передачах. Геометрический и прочностной расчет шевронной передачи аналогичны расчетам косозубой передачи. Для шевронной передачи коэффициент ширины обода колеса ша 0,40,8. При строгой параллельности зубьев и осей О2О2 и O1O1 прямые зубья входят в зацепление по всей длине В рис. 17, а Если колесо шириной В, имеющее прямые зубья, разрезать нa ряд тонких колес 1, 2, 3, 4, 5 рис. 17, б и каждое из них повернуть на оси относительно предыдущего на некоторый угол, чтобы зуб сместился на дугу s, то получится колесо со ступенчатым зубом. При вращении колес в зацепление последовательно удут входить участки 1 1, 2 2, 3 3 и т. д. В такой же последовательности они будут и выходить из зацепления.
Взяв бесконечно большое число бесконечно тонких колес, получим косой винтовой зуб, наклоненный к оси вращения под углом в рис. 17, в. Косые зубья работают более плавно по сравнению с прямыми зубьями, так как одновременно в зацеплении находится большее число зубьев при той же ширине колес В. Существенным недостатком косозубых колес является наличие осевого усилия Рос, стремящегося сдвинуть колеса вдоль оси вала. Из рис. 17, в видно, что чем больше будет угол в, тем больше будет и осевое усилие Рос при одном и том же окружном усилии Р0кр. На рис. 17, в показано направление давления зуба шестерни на зуб колеса. Для исключения осевой нагрузки на опоры на валу устанавливают два косозубых колеса с наклоном зубьев в противоположные стороны.
При этом следует иметь в виду, что при неточной продольной установке колес на валу может оказаться, что будет соприкасаться только одна пара зубьев из двух сопряженных пар колес, например левая, как показано на рис. 18 как правило, один из валов делают самоустанавливающимся относительно другого.
Осевая сила Рос стремится сдвинуть влево вал вместе с закрепленным на нем колесом. Для распределения окружного усилия Рокр поровну на оба колеса необходимо предусмотреть продольный так называемый монтажный зазор е между опооой и бортиком вала. После сдвига шестерни и вала влево под действием силы Рос давление на обе половины колеса и шестерни распределяется поровну. 1.8
Конец работы —
Эта тема принадлежит разделу:
Зубчатые косозубые передачи
Параметрам шестерни приписывают индекс 1, параметрам колеса индекс 2. Зубчатые передачи самый распространенный вид механических передач, так как… Достоинства. 1. Высокая надежность работы в широком диапазоне нагрузок и… Классификация.
Если Вам нужно дополнительный материал на эту тему, или Вы не нашли то, что искали, рекомендуем воспользоваться поиском по нашей базе работ:
Подготовка чертежей
Процесс изготовления начинается с непосредственной подготовки чертежа. В этом случае производство существенно упрощается, существенно повышается точность получаемого изделия. При разработке чертежа указывается следующая информация:
- Диаметр посадочного отверстия. Для шестерен изготавливаются соответствующие валы, которые имеют определенный посадочный диаметр. Этот показатель стандартизирован, выбирается в зависимости от размеров изделия и величины предаваемого усилия.
- Размеры шпонки. Шпоночное отверстие может быть самым различным, размеры выбираются в зависимости от того, какие будут оказываться нагрузки. Стоит учитывать тот момент, что размеры шпонок стандартизированы.
- Модуль. Этот параметр считается наиболее важным, так как ошибочный модуль может снизить эксплуатационные характеристики механизма.
- Наружный и внутренний диаметр, определяющие размер зуба. Стоит учитывать, что этот элемент изделия характеризуется достаточно большим количеством особенностей.
- Угол расположения зуба относительно оси вращения. Выделяют шестерни с прямым и косым расположением зуба.
Изготовление шестерен любых размеров возможно только при применении специальных станков, которые предназначены для решения поставленной задачи.
Технологические задачи при производстве рассматриваемого изделия могут существенно отличаться. Важными моментами можно назвать следующее:
- Точность размеров. Наиболее точными размерами обладает отверстие, которое выступает в качестве посадочного для вала. В большинстве случаев его изготавливают по 7-му квалитету в случае, если к изделию не предъявляются больше требования.
- Точность формы. В большинстве случаев при изготовлении шестерен особые требования к точности формы не предъявляются. Однако, посадочное отверстие должно быть расположено в центральной части изделия, так как даже несущественно смещение может привести к отсутствию возможности использования изделия.
- Точность взаимного расположения. Больше всего требований предъявляется к тому, каким образом зубья и другие конструктивные элементы расположены относительно друг друга. При нарушении геометрической формы есть вероятность появления эффекта биения и других проблем при эксплуатации изделия.
- Твердость рабочей поверхности. Основные требования связаны с твердостью рабочей поверхности. Шестерни постоянно находятся в контакте, сила трения может стать причиной быстрого износа поверхности. Для получения требуемого показателя твердости проводится термическая обработка. Рекомендуемый показатель составляет HRC 45…60 при глубине цементации 1-2 мм. Как показывают проведенные исследования, твердость незакаленной поверхности составляет HB 180-270.
- Выбор подходящего материала также имеет значение. В зависимости от области применения изделия они могут изготавливаться из углеродистых, легированных сталей и пластмассы, в некоторых случаях чугуна. Легированные в сравнении с углеродистыми характеризуются большей прокаливаемостью, а также меньшей склонностью к деформации. Применяемые материал должен характеризоваться однородной структурой, за счет чего существенно повышается прочность после проведения термической обработки. При изготовлении высокоточных изделий проводится чередование механической и термической обработки.
Все основные параметры определяются на момент создания технологической карты. Самостоятельно создать карту достаточно сложно, так как для этого нужно обладать соответствующими навыками и знаниями.








Зубчатые колеса из пластмассы.
Пластмассы применяют в быстроходных малонагруженных передачах. Пластмассовые зубчатые колеса изготовляют главным образом из древеснослоистых пластиков (ДСП), текстолита и полиамидов (нейлона и капрона).
Достоинства пластмассовых зубчатых колес по сравнению с металлическими зубчатыми колесами — это способность амортизировать удары при передаче переменных нагрузок и гасить механические вибрации и тем самым обеспечивать бесшумность работы передачи; более низкий износ зубьев.
Шестерни из текстолита и ДСП.
Шестерни из текстолита и ДСП применяют обычно в паре с металлическими колесами в тех случаях, когда требуется уменьшить динамические нагрузки и шум, а также когда трудно или невозможно добиться точного выполнения или установки деталей передачи. Такие зубчатые колеса широко применяют в передачах небольшой мощности от электродвигателей к различным станкам и в других установках, подшипники валов которых располагаются в отдельных корпусах. Чтобы не повредить зубья пластмассовой шестерни кромками зубьев металлического колеса, ширина колеса должна быть больше ширины сопрягаемой пластмассовой шестерни.
Зубчатые колеса из полиамидов.
Зубчатые колеса из полиамидов широко применяют в приборах и небольших силовых установках. Износ полиамидных зубьев незначительный, и полиамидные зубчатые колеса могут работать без смазки. Так как полиамиды химически устойчивы, то полиамидные зубчатые колеса применяют при работе в агрессивной среде, например в шестеренчатых насосах для перекачки химически активных жидкостей.
В некоторых случаях, когда рабочие поверхности зубьев металлических зубчатых колес подвергаются сильному износу, их покрывают тонким слоем (0,05…0,5 мм) нейлона. Покрытие осуществляется погружением зубьев, нагретых до температуры плавления нейлона, в порошкообразный нейлон. При этом на поверхности металлических зубьев образуется ровный, тонкий и прочно соединенный с металлом слой нейлона, не требующий какой-либо последующей обработки. В этом случае комбинируют антифрикционные и износостойкие свойства нейлонового покрытия зубьев с высокой прочностью на изгиб металлических зубчатых колес.
Ошибки при проектировании зубчатых колёс[ | код]
Зуб, подрезанный у основания
Подрезание зуба | код
Согласно свойствам эвольвентного зацепления, прямолинейная часть исходного производящего контура зубчатой рейки и эвольвентная часть профиля зуба нарезаемого колеса касаются только на линии станочного зацепления. За пределами этой линии исходный производящий контур пересекает эвольвентный профиль зуба колеса, что приводит к подрезанию зуба у основания, а впадина между зубьями нарезаемого колеса получается более широкой. Подрезание уменьшает эвольвентную часть профиля зуба (что приводит к сокращению продолжительности зацепления каждой пары зубьев проектируемой передачи) и ослабляет зуб в его опасном сечении. Поэтому подрезание недопустимо. Чтобы подрезания не происходило, на конструкцию колеса накладываются геометрические ограничения, из которых определяется минимальное число зубьев, при котором они не будут подрезаны. Для стандартного инструмента это число равняется 17. Также подрезания можно избежать, применив способ изготовления зубчатых колёс, отличный от способа обкатки. Однако и в этом случае условия минимального числа зубьев нужно обязательно соблюдать, иначе впадины между зубьями меньшего колеса получатся столь тесными, что зубьям большего колеса изготовленной передачи будет недостаточно места для их движения и передача заклинится.
Подрезание зуба
Заострение зуба
Для уменьшения габаритных размеров зубчатых передач колёса следует проектировать с малым числом зубьев. Поэтому при числе зубьев меньше 17, чтобы не происходило подрезания, колёса должны быть изготовлены со смещением инструмента — увеличением расстояния между инструментом и заготовкой (корригированные зубчатые колеса).
Заострение зуба | код
Компьютерная модель зубчатой передачи (см. нанотехнологии)
При увеличении смещения инструмента толщина зуба будет уменьшаться. Это приводит к заострению зубьев. Опасность заострения особенно велика у колёс с малым числом зубьев (менее 17). Для предотвращения скалывания вершины заострённого зуба смещение инструмента ограничивают сверху.





