

1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
Часто используемые сплавы бронзы
- Бронза бериллиевая БрБ2 Она характеризуется хорошими пружинными свойствами, термостойкостью, коррозионной стойкостью и сохраняет свои первоначальные свойства при минимальных температурах.
- Бронза алюминиевая БрАЖ9-3Л Её основными свойствами являются плотность, низкий удельный вес, устойчивость к химически активным веществам и отрицательное воздействие атмосферных явлений.
- Кремневая бронза БрКМц3-1 Коррозионно-стойкая, пригодна для сварки, жаропрочная, высокое сопротивление сжатию
- Свинцовая бронза БрОС10-10 Значительные плюсы — низкий коэффициент трения, устойчивость к тепловым и ударным нагрузкам.
- Оловянная бронза БрО19 Высоко-оловянная бронза используется для арматуры и фасонных отливок ответственного назначения.
Литьё из бронзы: процесс
Литьё бронзы в домашних условиях осуществляется в несколько этапов:
- Разработка эскиза.
- Изготовление отливочной модели.
- Расплавление металла.
- Заливка формы.
- Выбивка готовой продукции.
- Обрубка дефектов.
 Подготовкой эскиза обычно занимаются профессиональные художники, но если планируется выливать простые по форме изделия, то эту функцию можно выполнить самостоятельно. По нарисованному эскизу из плотной древесины, слоновой кости или пластика изготавливается модель будущего бронзового шедевра. Затем нужно будет подготовить форму для литья. В домашних условиях чаще всего применяются неразборные формы из гипса. Такую форму несложно изготовить самостоятельно, а после затвердения и остывания металла, достаточно твёрдым инструментом аккуратно разбить гипсовое изделие, чтобы на свет появилась новая бронзовая вещь. В продаже также имеется формовочная смесь для литья бронзы, с помощью которой можно отлить форму любой конфигурации.
Подготовкой эскиза обычно занимаются профессиональные художники, но если планируется выливать простые по форме изделия, то эту функцию можно выполнить самостоятельно. По нарисованному эскизу из плотной древесины, слоновой кости или пластика изготавливается модель будущего бронзового шедевра. Затем нужно будет подготовить форму для литья. В домашних условиях чаще всего применяются неразборные формы из гипса. Такую форму несложно изготовить самостоятельно, а после затвердения и остывания металла, достаточно твёрдым инструментом аккуратно разбить гипсовое изделие, чтобы на свет появилась новая бронзовая вещь. В продаже также имеется формовочная смесь для литья бронзы, с помощью которой можно отлить форму любой конфигурации.
Расплавление металла самая простая процедура, но на этом этапе нужно правильно рассчитать количество меди и олова для получения сплава с оптимальными характеристиками. Когда металл полностью расплавится осуществляется его заливка в заранее подготовленные формы для литья бронзы. В домашних условиях данная процедура выполняется с использованием специальной большой ложки или ковша. После полного остывания заготовки, если форма была изготовлена из гипса, то её необходимо аккуратно разбить. При использовании металлические формы для отливки изделия, то осуществляется выбивка бронзовой заготовки.
При выливании бронзовых изделий не избежать различных наростов и наплывов из металла, поэтому, когда заготовка будет извлечена необходимо обрубить наплывы металла в местах соприкосновения половинок формы и точки залива расплавленного металла в форму. Для получения изделий с минимальными припусками на дополнительную механическую обработку, рекомендуется осуществлять центробежное литьё бронзы. Для реализации этого способа изготовления бронзовых изделий потребуется приобрести машину для центробежного литья. Такое оборудование не стоит дёшево, но результат от применения такой технологии, стоит того, чтобы потратить значительную сумму денег.
Приведённая выше технология литья бронзы применяется в домашних условиях. Для организации крупного предприятия с автоматизацией многих производственных процессов потребуется приобретение специального оборудования.
Методы бронзового литья
Литье считается одним из старинных методом обработки металлов. Исторические достопримечательности и памятники античной культуры – яркие примеры литейного дела. Известно, что археологи, проводя раскопки на территории Египта и Вавилона, нашли доказательства того, что еще 5000 лет до нашей эры существовали мастера, которые знали толк в литье.
Процесс создания бронзовых фигур представляет собой целое творчество, включающее в себя определенные методы. Бронзовое литье начинается с подготовительных работ.
Для начала необходимо выбрать эскиз, который и будет основой для изготовления скульптуры (бронзовое литье, выполняющееся по специальной технологии, позволяет дать готовой фигуре ряд преимуществ). Над созданием эксклюзивного проекта можете поработать самостоятельно или же обратиться к опытным дизайнерам и художникам, которые подскажут, как правильно изготовить эскиз.
По предоставленному эскизу осуществляется отлив модели будущей фигуры. Для этого процесса применяется пластик, а также гипс и деревянные детали.
Следующий этап – производство формы для литья, куда помещается жидкий первичный материал.
После того как фигура высыхает и застывает, следует обработка специальными приспособлениями для выведения идеальной скульптуры. На этом этапе определяется, бронзовая скульптура должна блестеть или с матовым оттенком. Далее фигура отшлифовывается для ликвидации ненужных кусков.
Литье бронзовых фигур на современном оборудовании нашего предприятия гарантирует созданным скульптурам качество и долговечность. Среди преимуществ:
Стильный и впечатляющий внешний вид, который обеспечивается за счет применения различных смесей. Благодаря разному составу примесей можно достичь разной цветовой гаммы изделия – от благородных матовых темных цветов до блестящего золота. Нередко встречаются скульптуры бронзового литья желто-красных окрасок.
Прочность и надежность бронзовой скульптуры гарантируется техническими характеристиками металла: он устойчив к перепадам температур и влагоустойчив. Также на бронзу не оказывают негативного влияния прямые солнечные лучи.
Техника бронзового литья предусматривает четкое соблюдение этапов процесса, так как от этого зависит качество и внешний вид будущего изделия.
Возможно ли литье бронзы в домашних условиях
Для того чтобы выполнять литье изделий из бронзы в домашних условиях, требуется создать для этого все необходимые условия. Наиболее важными из таких условий является хорошая вентиляция в рабочем помещении, а также использование средств, обеспечивающих пожарную безопасность. Если вы собираетесь изготавливать из бронзы изделия небольшого размера, для этого будет достаточно площади небольшого помещения, если же в ваших планах изготовление габаритных отливок, то вам потребуется просторное помещение (например, гараж). Обязательное требование к таким помещениям – пол из негорючего материала.
Чтобы расплавить такой материал, как бронза, вам потребуется муфельная печь. Желательно, чтобы это устройство было оснащено регулятором температуры нагрева. Если же такой печи нет в вашем распоряжении, то для плавления бронзы в домашних условиях подойдет обычный горн.

Самодельный горн с вентилятором от старой вытяжки
Кроме печи, которая позволит расплавить металл, для литья изделий из бронзы потребуются:
- тигель – стальной или чугунный сосуд с носиком (для плавления и разливки металла по формам);
- щипцы, при помощи которых тигель извлекается из печи;
- крюк;
- литейная форма, в которую заливается расплавленный металл;
- древесный уголь, используемый в качестве топлива (если для плавления металла применяется горн).

Тигель для плавки несложно сделать из обрезка толстостенной стальной трубы
Процедура литья изделий из бронзы проходит следующим образом.
Металл, который необходимо расплавить, измельчают и помещают в тигель.
Тигель устанавливают в печь и разогревают ее до необходимой температуры.
После того как металл полностью расплавился в тигле, его оставляют в печи еще 4–5 минут для прогрева. Такой прогрев необходим для того, чтобы металл приобрел максимальную текучесть и хорошо заполнял все углубления в литейной форме.
Тигель с расплавленным металлом, используя крюк и щипцы, извлекают из печи.
Жидкий металл через специальное литниковое отверстие заливают в форму
При этом важно следить за тем, чтобы струя заливаемого сплава была тонкой и не прерывалась.

Заливка бронзового расплава должна проводится быстро и аккуратно
Форму для литья необходимо предварительно подготовить, что заключается в ее прокаливании в печи. Для осуществления такой процедуры печь прогревают до температуры 550–600°, и только после этого в нее помещают литейную форму. Затем температуру в печи увеличивают до 900° и выдерживают форму под ее воздействием на протяжении 2–4 часов.
Чем большими габаритами обладает литейная форма, тем дольше ее необходимо выдерживать в раскаленной печи. После того как литейная форма полностью прокалена, ее надо извлечь из печи и охладить до температуры 500°, только после этого можно использовать ее для литья.
Более подробно познакомиться с правилами литья бронзы и применяемым для этих целей оборудованием позволяет видео данного процесса.










Особенности работы с бронзой в домашних условиях
При литье бронзы в домашних условиях заранее подготавливается помещение с соблюдением техники противопожарной безопасности. Требуется наличие вентиляции.
Для этого используются индукционные или дуговые печи. Также в качестве источника разогрева можно использовать газовую горелку или паяльную лампу. Если устанавливается глиняная печь, то подготавливается горн, уголь и щипцы.
Этапы художественного литья из бронзы

Литая статуэтка из бронзы Перед началом процесса литья бронзовых изделий производится изготовление литейной формы. Состоит оно из следующих этапов:
- Разрабатываются чертежи на основе сформированной модели.
- По чертежам, изготавливается литейная форма. Для этого используется кварцевый песок или глина. Состоит она из 2 половинок. Внутри формируется полость, в которую будет вестись заливка расплавленных сплавов. Формы бывают одноразовые и многоразовые.
- Для устранения риска разрушения литейной конструкции снаружи формируется опока. Туда устанавливается форма после заливки сплава.
Изготовление восковой модели для литья из бронзы в домашних условиях. Часть 1
Изготовление восковой модели для литья из бронзы в домашних условиях. Часть 2
После изъятия из формы готовую отливку необходимо доработать. Убрать литники и отливы. Дальнейшей обработкой скульптуры занимаются с целью придания ей декоративности. Вынутая из формы заготовка имеет множество внешних дефектов, которые устраняются с помощь шлифовальной машинки.
Изготовление восковой модели для литья из бронзы в домашних условиях. Часть 3
Последняя операция — чеканка. Расплавленный металл не всегда заполняет все углы полости формы, поэтому часто статуэтка имеет незаконченный вид. С помощью чеканки все эти дефекты устраняются.
Изготовление восковой модели для литья из бронзы в домашних условиях. Часть 4
Тонкости технологии
Перед тем, как залить металл в форму, он разогревается до расплавленного состояния.
Важным этапом является полнота заполнения сплавом литейной формы. В противном случае образуются дефекты:
- раковины;
- пригары;
- недоливы;
- спаи.
Не всегда расплавленный металл заполняет карманы формы, поэтому полученный рисунок изделия до его доводки имеет нечеткие очертания.
Профессия: Художественное литье бронзы. Арт-Бронза
Общие характеристики металла
Литье металла: процесс, способы, методы Бронза не относится к однородным металлам, а представляет собой сплав на основе меди, усиленный легирующими добавками алюминия, бериллия, свинца, кремния, олова. На основе количества и типа дополнительных компонентов, кроме латуни, бронзовый сплав приобретает определенную расцветку, ряд химических и физических характеристик.
Бронзу относят к особо прочным и стойким сплавам, температура ее плавления составляет 900–1100 градусов. С учетом базовых показателей материала, его применяют на производстве, а также для получения художественного литья благодаря обилию полезных свойств:
- высокой прочности, износостойкости;
- исключительно низкому уровню коррозии;
- простоте обработки, паростойкости;
- способности проводить ток и тепло;
- устойчивости к внешним повреждениям.
С точки зрения химического состава, бронза может быть двух вариантов – безоловянные и оловянные сплавы. Сочетание олова с медью наделяет конечный материал крепостью, но понижает температуру плавления и теплопроводность. В качестве примера бронзово-оловянного сплава можно назвать колокольную бронзу, но изделия из нее приобретают повышенную хрупкость.

Бронзы без олова
К материалам без содержания олова относят следующие виды:
- особо стойкая свинцовая с широким спектром антифрикционных свойств, тугоплавкая;
- бериллиевая – самая прочная и пластичная после закаливания;
- кремниецинковая с высоким показателем текучести при расплавлении;
- алюминиевая – стойкая к агрессии химических элементов, окружающей среды.
В составе многокомпонентного сплава без присутствия олова содержится 2,5 % легирующих элементов, значительно улучшающих набор полезных качеств бронзового металла. Наличие железных примесей способствует улучшению структуры и прочностных характеристик сплава. Для маркирования бронзы применяют сочетание букв «Бр», после которых следует первые буквы названия добавки (алюминий, бериллий, свинец и т.д.) и процент ее содержания в сплаве.
Температура плавления
Сведения о температурах плавления и литья отдельных видов бронзы приведены в таблице ниже:
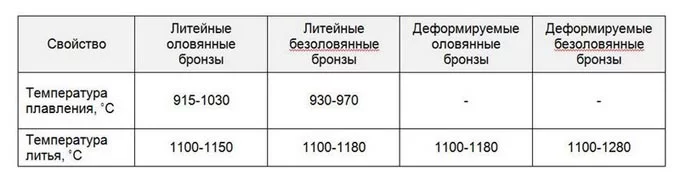
По технологическим характеристикам бронзы бывают двух типов:
- деформируемый вид, отлично выдерживающий механическую обработку, используют для штамповки, изготовления проволоки, производства листов;
- литейную разновидность стойкую к высоким температурам, используют для отливки изделий больших габаритов с особо сложной конфигурацией.
Изготовление отливок высокого качества
Можно получить изделия более высокого качества, чем при литье в землю. Для этого применяют литье по выплавляемым моделям.
Оснастку изготавливают из гипса. Она одноразовая, разрушаемая. Чтобы сделать форму, нужна модель изделия из воска, парафина или другого легкоплавкого материала. Этот материал должен быть легче воды
Далее будет сказано, почему это важно
Изготавливают восковую модель также литьем в гипсовую оснастку. Модели сложной конфигурации делают из нескольких частей. А гипсовую оснастку для модели делают по оригиналу изделия либо его модели аналогично оснастке из песка. Получается цепочка: оригинал изделия – гипсовая форма для восковой модели – модель – гипсовая форма для металла – готовое изделие.
Когда оснастка для изделия готова, восковую модель из нее выплавляют, погружая форму в горячую воду или просто нагревая. Расплавившийся воск вытекает из полости через то же отверстие, куда потом зальют металл. Именно поэтому материал модели должен быть легче воды – чтобы при выплавке в воде он поднимался на поверхность.
Ознакомиться с процессом можно по инструкции в приведенном видео.
Виды бронзовых сплавов и различия в температуре их плавления
Основу такого сплава, как бронза, составляет медь, а в качестве легирующих добавок выступают олово, алюминий, кремний, свинец и бериллий. В бронзе любой марки в небольших количествах содержатся и такие элементы, как фосфор, цинк и др. Кроме бронзы, современная промышленность производит и другие сплавы на основе меди – мельхиор, копель, константан и нейзильбер (основным легирующим элементом в них является никель), латунь (сплав меди с цинком).
Каждая из марок бронзы, температура плавления которых входит в интервал 930–1140°, обозначается своей маркировкой. В зависимости от своего химического состава все бронзовые сплавы делятся на:
- оловянные;
- безоловянные.
Соединять медь и олово, чтобы получить бронзу, человек научился еще с древнейших времен. Олово, которое добавляется в такой сплав, делает его тверже, если сравнивать его с чистой медью, а также снижает температуру его плавления. Одним из ярких примеров такого сплава является колокольная бронза, из которой издавна методом литья изготавливались колокола. Она содержит 80% меди и 20% олова. Самым значимым недостатком бронз данного типа, обусловленным содержанием олова, является повышенная хрупкость изделий из них.
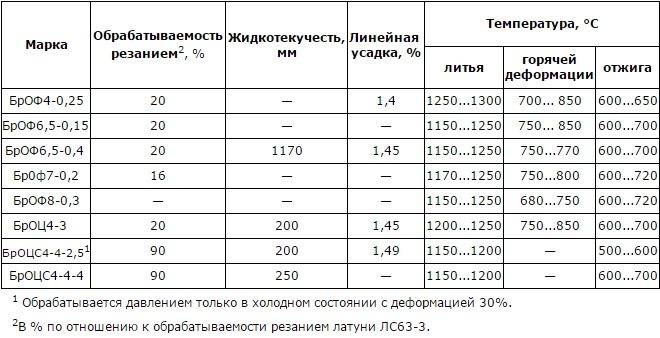
Температура обработки и технические свойства оловянных бронз
Безоловянные бронзы, как следует из их названия, не содержат в своем составе олова. Сплавы данного типа представлены на современном рынке одной из следующих категорий бронз:
- бериллиевые – самые прочные, по многим параметрам превосходящие высококачественные стали;
- кремне-цинковые, отличающиеся особенной стойкостью к истиранию (большим достоинством бронз этой категории является и то, что в расплавленном состоянии они обладают повышенной текучестью);
- сплавы с добавлением свинца, которые отличаются повышенной устойчивостью к коррозии;
- изготовленные на основе меди и алюминия, отличительными характеристиками которых являются повышенная устойчивость к коррозии и хорошие антифрикционные свойства.
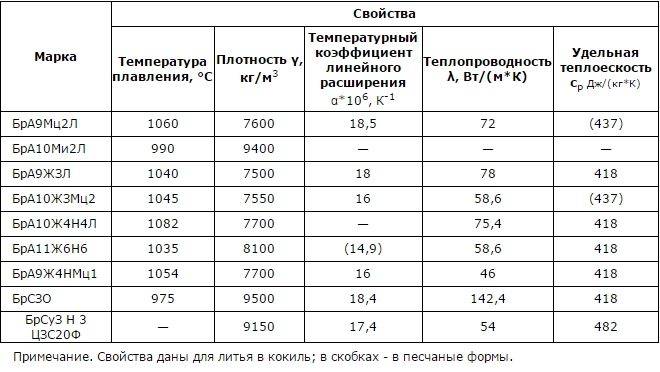
Температура плавления и другие физические свойства литейных безоловянных бронз
Хотя бронзы с добавлением олова отличаются высокой хрупкостью, как уже говорилось выше, они и сегодня являются наиболее распространенными. Для маркировки бронз любых марок вне зависимости от их химического состава используются буквы «Бр», после которых перечисляются обозначения добавок, а также их процентное содержание. В качестве примера можно расшифровать обозначение бронзы марки Бр ОЦСН3-7-5-1. В данной бронзе, которая относится к оловянному типу, содержится 2,5–4% олова, 6–9,5% цинка, 3–6% свинца, 0,5–2% никеля. В химический состав любой бронзы, как было сказано выше, могут входить и другие элементы, которые обозначаются следующими буквами:










- А – алюминий;
- Б – бериллий;
- Ж – железо;
- К – кремний;
- Мц – марганец;
- Ф – фосфор.
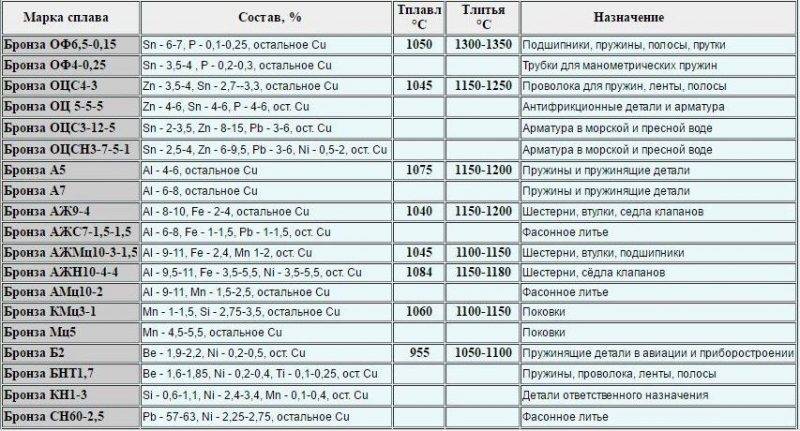
Химический состав и назначение распространенных марок бронз (нажмите для увеличения)
Если говорить о наиболее распространенных марках бронзы, то к ним следует отнести:
- сплавы литейного типа БрО5, БрО19, БрОЦ8-4, БрОЦ10-2, БрОФ10-1;
- ковкий бронзовый сплав БрОС5-25.
Для такой технологической операции, как литье, особенно выполняемое в домашних условиях, большое значение имеет температура, при которой можно расплавить металл. Бронзы, содержащие олово, плавятся при меньшей температуре – 900–950°, а те из них, в составе которых данного металла нет, – при температуре 950–1080°.
Бронзовые литейные сплавы при нагреве до температуры плавления имеют большую вязкость, если сравнивать их с латунью. Именно поэтому, чтобы выполнить качественное литье из таких сплавов, их необходимо перегревать. Значимым преимуществом использования литейных бронз является то, что усадка изделий из них очень незначительна. Это позволяет изготавливать из таких сплавов фасонные отливки.

Заливка формы литейной бронзой
Это интересно: Процесс плавления серебра в домашних условиях: разъясняем обстоятельно
Технология литья
- Куски сырья кладут в тигель и нагревают в печи до нужной температуры (на 50-100˚ Цельсия выше температуры заливки) и выдерживают 4-5 минут. Перегрев нежелателен, так как некоторые компоненты сплава могут гореть при высоких температурах. До заливки расплав несколько раз перемешивают палочкой. Плавку ведут под слоем флюса. Он изолирует металл от воздуха и не дает окисляться.
- Тигель с жидким металлом вынимают из печи с помощью крюка и щипцов. Обязательно ложкой снимают шлак с поверхности расплава.
- Тонкой непрерывной струей аккуратно заливают материал в полость оснастки через специальное отверстие (литник).
- Когда металл остыл, затвердевшее изделие вынимают. Иногда плавильную форму размыкают и деталь выбивают оттуда либо разрушают оснастку, если она одноразовая.
Если деталь сложная по геометрии или очень маленькая, расплав может выдавливать не весь воздух из полости, и на детали возникают дефекты. В этом случае используют центробежное литье. Оснастку устанавливают во вращающуюся центрифугу. Под действием центробежной силы жидкий металл равномерно распределяется по полости формы. Привод центрифуги бывает ручной или электрический.

Подготовка формы
Перед работой форму прогревают. Печь греют до 500-600˚С, помещают туда оснастку и повышают температуру в печи до 900˚С. Прокаливают в течение 2-5 часов. Время зависит от размера формы. Затем ее достают и остужают до 500-600˚С. После этого можно лить металл.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Многофункциональная шлифовальная машина
Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Литье бронзы известно многие сотни лет. С помощью этого технологического процесса изготавливаются декоративные элементы, ограждения, светильники и скульптуры. В состав бронзы входят разные компоненты, которые влияют на характеристики сплава. Существует различные виды изготовления отливок из бронзы, которые подразумевают разные технологические процессы.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
История технологии
По мнению историков, возраст, который имеет бронзовое литье, составляет 12 тысяч лет. Изначально при помощи такой технологии из бронзы изготавливались украшения и простейшие орудия труда. С течением времени данная технология совершенствовалась, и сегодня она представляет собой метод, при помощи которого создают множество уникальных изделий из данного сплава.
Современный уровень развития литья из бронзы позволяет получать из данного сплава меди различные предметы не только в производственных, но и в домашних условиях. Благодаря изобретению бронзы, а также развитию технологий ее обработки, основной из которых является литье, мы и сегодня можем наслаждаться видом произведений искусства, которые были созданы мастерами еще в Средние века и в античные времена.
Старинный бронзовый набор письменных принадлежностей
Наибольшую популярность бронзовое литье, а также литье латуни – еще одного сплава, основу которого составляет медь, приобрело в эпоху классицизма и европейского барокко. Именно в те времена люди научились использовать эти материалы для того, чтобы создавать уникальные интерьерные элементы и декор.
Такие сплавы, созданные на основе меди, и сегодня активно применяются при изготовлении:
- предметов, служащих для оформления интерьера;
- ворот и заборов, выполняющих не только декоративную, но и защитную функцию;
- скульптурных композиций и сувенирной продукции;
- барельефов и элементов оформления осветительных приборов – люстр и бра;
- элементов лестничных конструкций и входных групп.
Литьё из бронзы для изготовления рукоятей ножей
Основные характеристики бронзовых сплавов
Бронза — это собирательное название сплавов меди с различными легирующими добавками. Таких добавок может быть использовано очень много:
 Классификация бронзовых сплавов
Классификация бронзовых сплавов
- Олово.
- Алюминий.
- Свинец.
- Бериллий.
- Кремний.
Все виды бронзы имеют в составе небольшое количество цинка, свинца или фосфора. При этом сплавы меди с цинком (как полноценным компонентом) к бронзам не относятся и классифицируются как латунь. Отдельной группой являются сплавы меди и никеля (константан, мельхиор, копель, нейзильбер).
Бронзы подразделяются на:
 Сплавы меди — характеристика
Сплавы меди — характеристика
- оловянные. Представляют собой сплавы меди и олова в том или ином соотношении;
- безоловянные. Вместо олова присутствуют другие материалы (бериллий, алюминий и т. д.).
Оловянные виды являются наиболее распространенными. Широко известная колокольная бронза (80% меди и 20% олова). Недостатком оловянной бронзы является хрупкость.










Безоловянные составы имеют массу специфических качеств, успешно используемых для выполнения различных задач.
Распространенными видами безоловянной бронзы являются:
- Бериллиевая бронза. Имеет высокую прочность, превосходящую высококачественную сталь.
- Кремниецинковая. Устойчива к трению, обладает высокой текучестью в расплавленном состоянии, чему способствует добавление кремния.
- Свинцовая. Демонстрирует высокую стойкость к коррозии.
- Алюминиевая. Обладает устойчивостью к коррозии, имеет высокие фрикционные способности.
 Легирующие добавки сплавов в бронзе
Легирующие добавки сплавов в бронзе
3 Заливка, выбивка и обрубка литейных форм
После того, как будет осуществлена формовка, приступают к подготовке расплава, который требуется для заливки формы. Его получают в дуговой, тигельной либо пламенной печи (видео).
Как только металл полностью расплавляется в печи, форму можно сразу же заполнять. Данная процедура длится буквально пару минут, но для операции отливки и результатов литья она имеет важнейшее значение. Если процесс выполняется с нарушением технологии, в заливке могут образоваться шлаковые раковины, спаи, пригары, серьезные недоливы. Заполнение форм в небольших мастерских и в бытовых условиях производится при помощи специальных “ложек” – ручных металлических ковшей.
После охлаждения отливки до заданной температуры (она может варьироваться) следует процедура выбивки. Выполняют ее молотком и клещами, просто-напросто разрушая форму (если применяется одноразовая форма). На литейных заводах чаще применяются многоразовые формы, разбивать которые не нужно.

Новости
Раздел содержит предметы в виде зверушек и с разным функциональным назначением для сувениров, подарков и розыгрышей. Мало кто знает, зачем на полу латунный жук, как разбить небьющуюся свинью-копилку и зачем горный козел стоит на столе рядом с орехами.
| Прочитано:0 раз | Нет Подробностей |
В новом разделе представлены подсвечники и канделябры для оформления каминных порталов, гостиных, старинной мебели и интерьера в стиле эпохи Ренессанса, барокко, рококо, ампир. Канделябры хорошо подойдут для оформления праздничных столов в романтичном стиле и званых обедов.
| Прочитано:0 раз | Нет Подробностей |
В новом разделе представлены вентиляционные решетки для воздуховодов и напольных каналов, а так же деревянные модели для отливки из латуни новых видов решеток для вентиляции.
| Прочитано:0 раз | Нет Подробностей |
В новом разделе представлены варианты барельефов на стену, памятных литых барельефов на памятники, гербы различных организаций и предприятий.
| Прочитано:0 раз | Нет Подробностей |
В новом разделе представлены варианты светильников на стену, бра в антикварном стиле, с различными способами оформления ламп и плафонов.
| Прочитано:0 раз | Нет Подробностей |
2 Можно ли плавить и отливать бронзу в домашних условиях?
Совсем в домашних условиях отливать бронзу не получится. Обращение с жидким раскаленным до 1000 оC и выше металлом требует определенных условий. Для литья мелких изделий (кольца, другие украшения и подобное) потребуется как минимум отдельная комната с хорошей вентиляцией и всеми мерами пожарной безопасности. Для плавки бронзы при изготовлении крупных деталей необходима мастерская или хотя бы гараж с земляным или бетонным полом. Хорошая вентиляция подразумевается.

Для плавки используют муфельную печь (желательно с регулятором температуры) и/или горн (для крупного литья). Понадобятся также:
- тигель – стальная или чугунная емкость, в которой плавят металл, с носиком для переливания расплавленного материала;
- щипцы;
- крюк;
- готовая литейная форма для будущего изделия;
- древесный уголь, а лучше кокс – для топки горна.
Бронзу кусками помещают в тигель, который затем устанавливают в печи или горне. После расплавления выдерживают металл в печи еще 4–5 минут для его максимального прогрева, что будет способствовать наиболее качественному заполнению бронзой формы, особенно в тонких местах. Затем тигель извлекают из горна крюком. Расплавленный сплав заливают в форму через литниковое отверстие. Струя металла должна быть тонкой, чтобы не вызвать размывание формы, но непрерывной.

Перед заливкой сплава форму требуется прокалить в горне или печи. Последнюю сначала разогревают до 550–600 оC, затем в нее помещают форму и увеличивают температуру до 900 оC. При такой температуре длительность прокаливания составляет 2–4 часа (в зависимости от массивности формы). По завершении прокаливания форму извлекают из печи и охлаждают до 500 оC.





