

Поджигание резака и нагревание металла
- убедиться в герметичности всех соединений (клапанов, манометров, шлангов, другой арматуры) – любая протечка газа может моментально вызвать пожар;
- проверить еще раз место работы на предмет отсутствия легковоспламеняющихся материалов, посторонних людей (особенно детей), животных;
- убедиться в готовности к работе;
- надеть защитные очки и перчатки.
Затем открывают на резаке клапан ацетилена, позволяя выйти кислороду, который находится в камере-смесителе. На это достаточно нескольких секунд. Потом закручивают вентиль, пока не станет слышно, что ацетилен еле выходит. Перед резаком располагают специальную зажигалку для него как показано на видео, чтобы ее внутренняя часть касалась мундштука. Затем надавливают на рычаг зажигалки. Когда производимые искры подожгут ацетилен, перед мундштуком должно образоваться маленькое пламя желтого цвета.
Подкручивая клапан подачи газа, увеличивают длину пламени примерно до 25 см. Факел должен начинаться у самого мундштука резака. Пламя будет отрываться от него или прыгать, когда ацетилена подается чересчур много.
Медленно открывают передний кислородный вентиль. При этом пламя должно поменять цвет с желтого на голубой – в этот момент будет обеспечена подача такого количества кислорода, которого достаточно для полного сжигания ацетилена. Подачу кислорода следует увеличивать, пока внутренний язычок голубого пламени не уменьшится и сожмется в направлении мундштука.
Кислородный клапан открывают еще больше – увеличивают размер факела, пока у внутреннего пламени длина не станет едва больше толщины разрезаемой стали (для листовой холоднокатаной толщиной 9,5 мм достаточно превышения длины пламени на 1,3 мм). Когда слышно «сопение» или кажется, что голубое пламя перистое и неустойчивое, то это означает слишком большую подачу кислорода. Ее снижают, пока все пламя не стабилизируется, а внутреннее – не примет форму четкого конуса.
Внутреннее пламя самым кончиком подносят к поверхности обрабатываемой стали. Ее греют до образования в месте соприкосновения лужицы расплавленного светящегося металла. Кончик пламени надо держать неподвижно на расстоянии примерно 10 мм от поверхности стали как показано на видео, чтобы все тепло концентрировалось на одном участке.
Резак вместо паяльника плавим олово и медь
Стандартный кислородный резак имеет не только максимальную, но и минимальную мощность горелки. Им можно разрезать стальной лист, уголок или двутавровую балку или приварить их друг к другу, но он непригоден для тонких работ или точечной сварки.
Кроме уже упомянутого сверхпортативного резака с размещенным в рукоятке резервуаром, которого хватает на несколько минут работы, существуют миниатюрные резаки, присоединяемые к стандартному цанговому баллону гибким шлангом.
В отличие от сверхпортативной версии, они обладают несколько меньшей мобильность, но существенно большим временем непрерывной работы.
Большая часть моделей мини-резаков имеет два режима работы:
- Широкий конус диаметром и длиной до 5 см. Применяется для плавки припоя, пайки оловянных и медных изделий.
- Короткий и узкий высокотемпературный факел. Его используют для точечной пайки мелких деталей и для пайки электро- и радиокомпонентов.

Микрогорелка
Для резки стальных листов и профиля он также не подходит, несмотря на высокую температуру факела — до 1300 °С. Сказывается малый напор и малая интенсивность пламени. Прибор весьма экономичный — расход газа составляет 12 г/час.
Использование станков
Чаще всего применяется для разрезания рельсы один из доступных, более востребованный и обеспечивающий ровный разрез метод – это использование рельсорезного станка. Этот способ не требует предварительной подготовки рельса, его обработки. Скорость производимых работ оптимально быстрая. Можно разрезать одну единицу около 20 см за минуту. Этот способ наиболее лучший для ровного среза, но, чтобы получить фигурный разрез, тогда следует обратиться к другим методикам, использования прочих инструментов.

Стоит рассмотреть основные преимущества применения известных моделей рельсорезных станков:
- Разрезание рельсы происходит достаточно быстро по сравнению с другими способами.
- Резание происходит экономично.
- Время резки 55–100 секунд.
- Точность прецизионного типа не отклоняется по вертикали, горизонтали больше чем на 1 мм.
- Безопасность работ для оператора благодаря закреплению станка на платформе, что способствует точности нарезки, правильному выбору траектории и угла.
- У такого оборудования имеется низкий уровень шума, невысокие вибрации, нет искр в зоне, где находится оператор системы.
- Рельс нарезается в один этап, при этом положение его не нужно менять.
- Применяются диски для резки рельс, которые обладают долговечностью, достаточно острые, удобные в использовании.
Основные методы резки металла газом
Копьевая резка — с помощью данной операции производится обработка нержавейки, чугуна и низкоуглеродистой стали больших диаметров. Суть резки заключается в том, что копье разогревается до температуры плавления и прижимается к разрезаемой заготовке. Метод распространен в области машиностроения и металлургии.Кислородно-флюсовая резка используется для работы с высоколегированными хромистыми и хромоникелевыми сплавами. Данный способ характеризуется тем, что в струю газа (кислорода) начинает вводится порошкообразный флюс, он служит дополнительным источником тепла.
Воздушно-дуговая резка основана на расплавлении металла посредством электрической дуги. При использовании данного метода газ подается вдоль всего электрода.
Резка пропаном выполняется при необходимости раскроя титана, низколегированных и низкоуглеродистых стальных сплавов. Оборудование данного типа не может раскроить металл толще 300 мм.
| Толщина материала, см | Пробивание, сек. | Ширина реза, см | Расход пропана, м3 | Расход кислорода, м3 |
| 0,4 | От 5 до 8 | 0,25 | 0,035 | 0,289 |
| 1,0 | От 8 до 13 | 0,3 | 0,041 | 0,415 |
| 2,0 | От 13 до 18 | 0,4 | 0,051 | 0,623 |
| 4,0 | От 22 до 28 | 0,45 | 0,071 | 1,037 |
| 6,0 | От 25 до 30 | 0,5 | 0,071 | 1,461 |
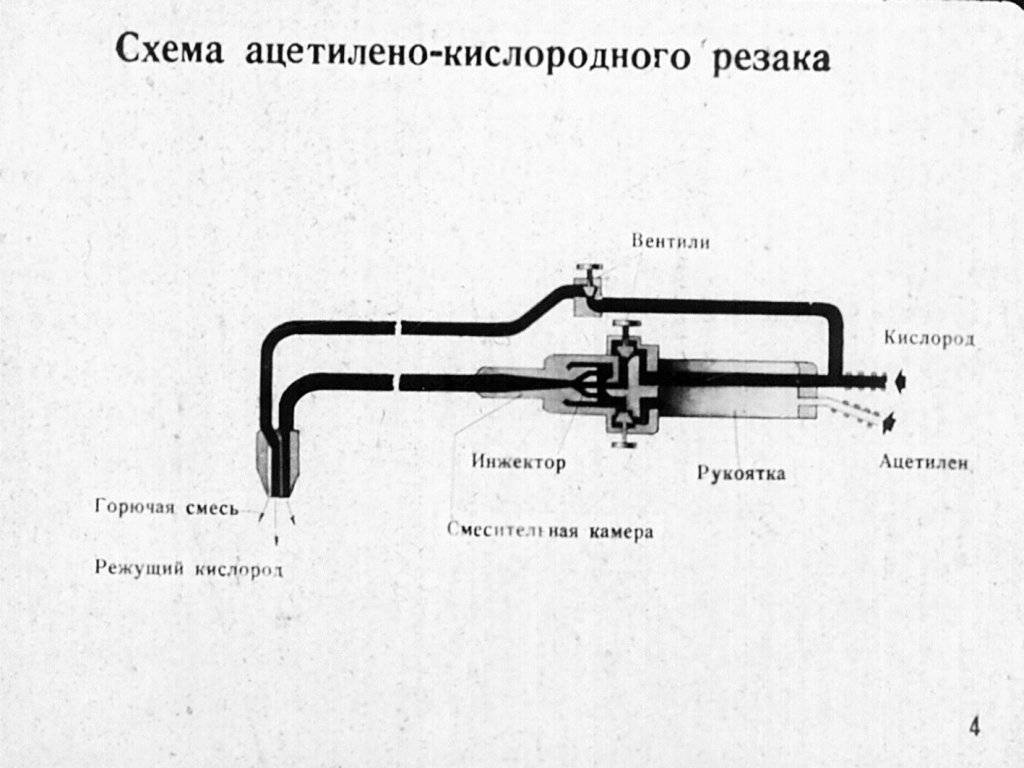
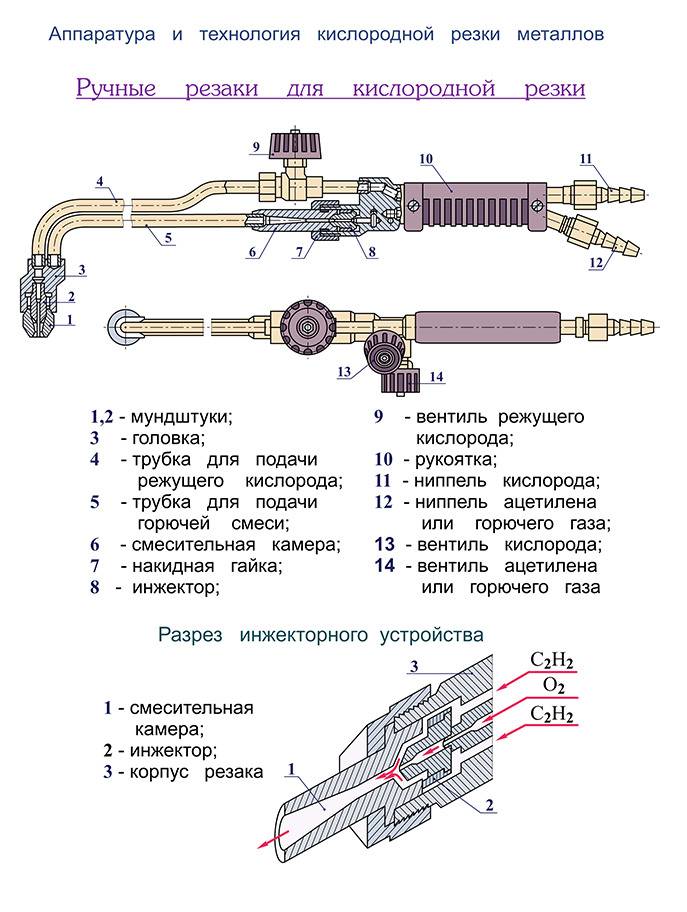
Принципиальная конструкция газового резака
Особенности конструкции резака.
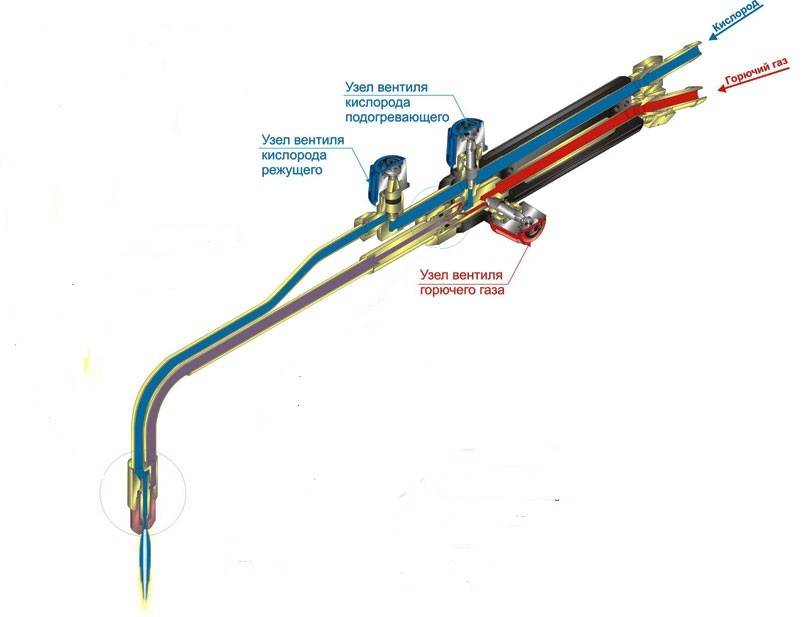
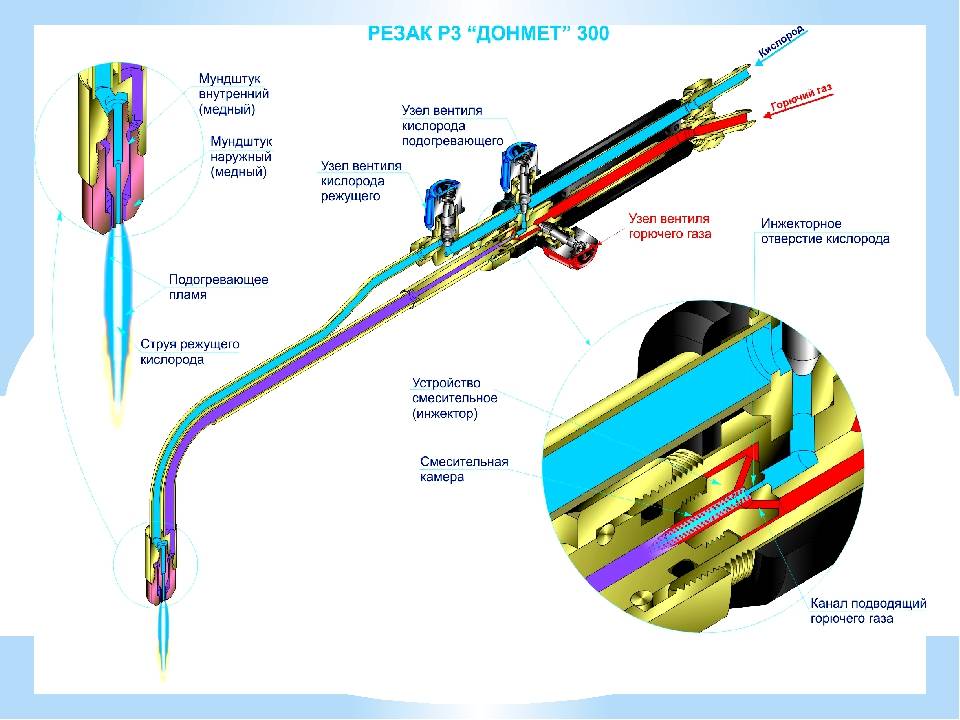
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения работы кислорода.
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
 Номинальный расход газов.
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.





Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Поджигание резака и подготовка металла
Перед тем, как начать пользоваться приобретенным газовым резаком, необходимо:
- еще раз убедиться в том, что соединения используемой запорной арматуры герметичны и не повреждены;
- очистить рабочую зону в радиусе 4-5 метров от мусора и других способных с легкостью воспламениться материалов и предметов;
- надеть полный комплект спецодежды.
Далее следует открытием клапана ацетилена на резаке и спустить находящийся в камере-смесителе кислород. Затем регулировкой вентиля достигается еле слышный выход газа. Специальная зажигалка подносится к резаку и включается. Перед резаком должно возникнуть пламя небольших размеров и желтого цвета.
Следующий этап — запуск кислорода. Она осуществляется открытием соответствующего клапана до того момента, пока цвет пламени не станет из желтого голубым. Это означает, что количество кислорода достаточное, чтобы полностью сжигался поступающий ацетилен.
Для эффективной работы подача кислорода увеличивается до того момента, когда длина находящегося внутри языка голубого пламени не превысит толщину стали, которую требуется разрезать. Если при работе резака раздается характерное «сопение» или пламя неустойчивое, следует немного сократить объем подаваемого кислорода.
До того, как начать резать металл, его поверхность следует нагреть. С этой целью резак подносят к листу стали так, чтобы внутреннее пламя находилось от него на расстоянии приблизительно 1 см. Нагревание стали выполняется до момента, когда на ее поверхности появляется лужица расплавленного материала.
ПОСМОТРЕТЬ Газовый резак на AliExpress →
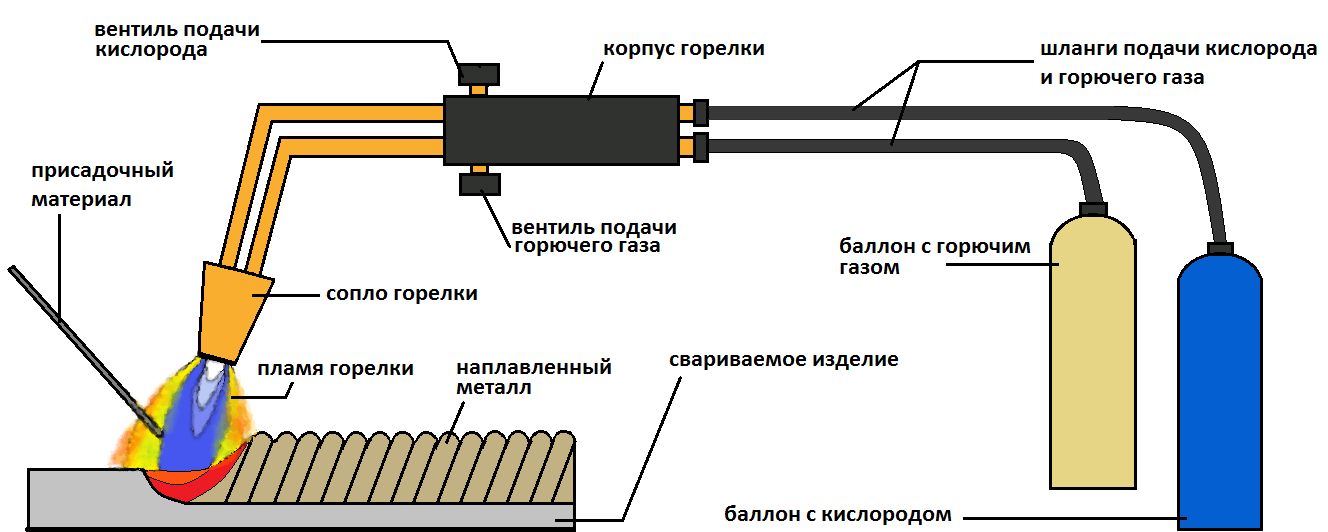
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после – вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
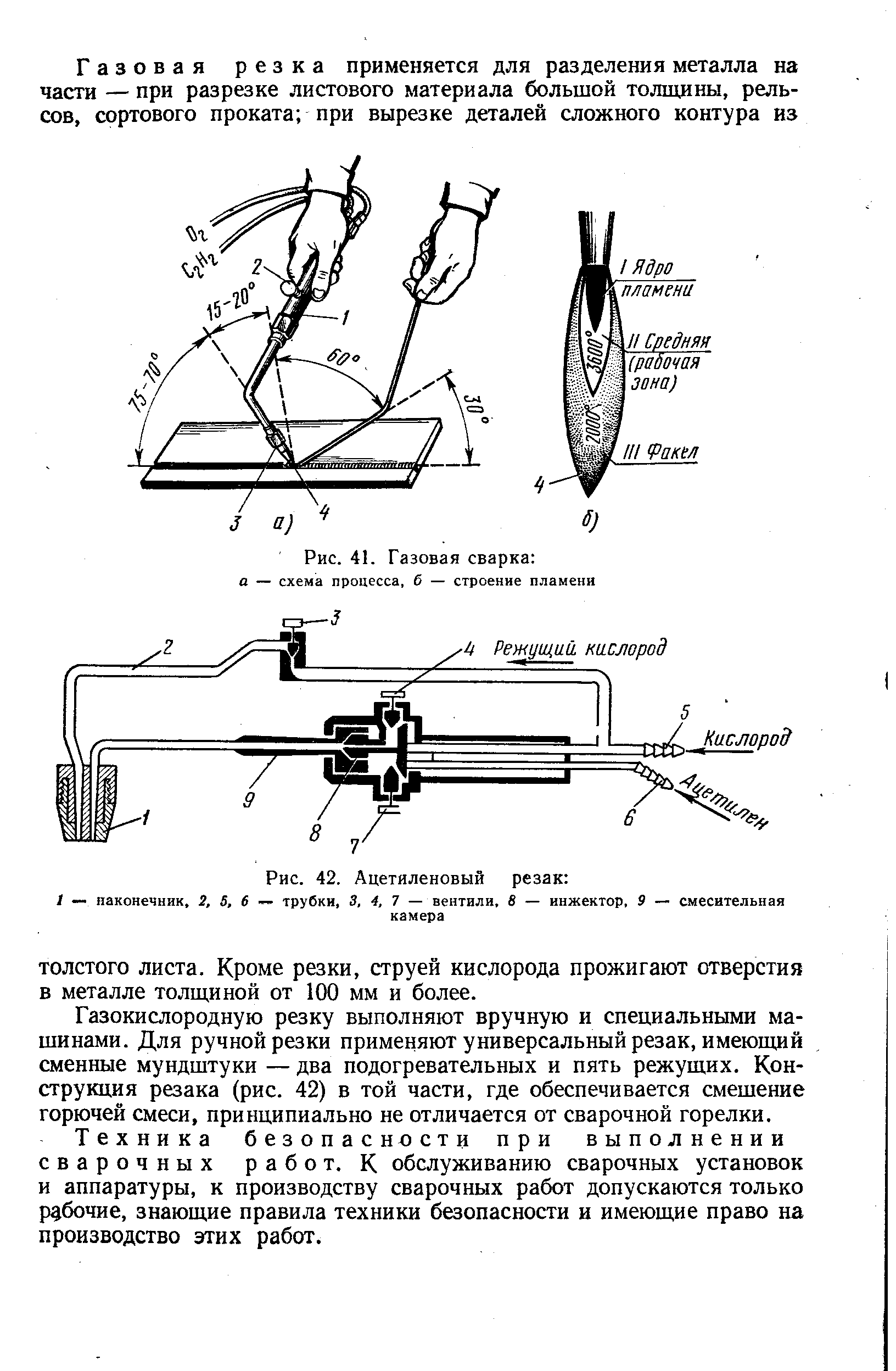
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
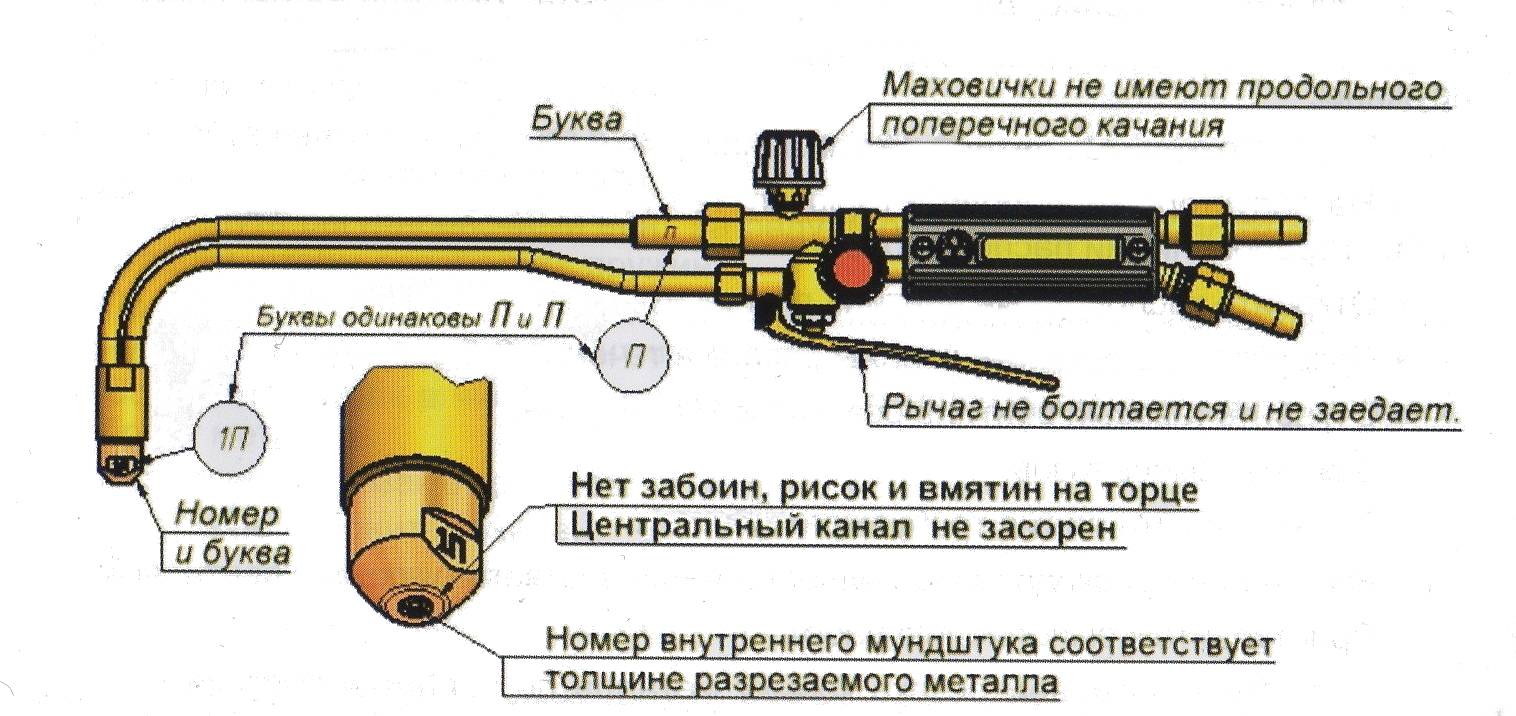
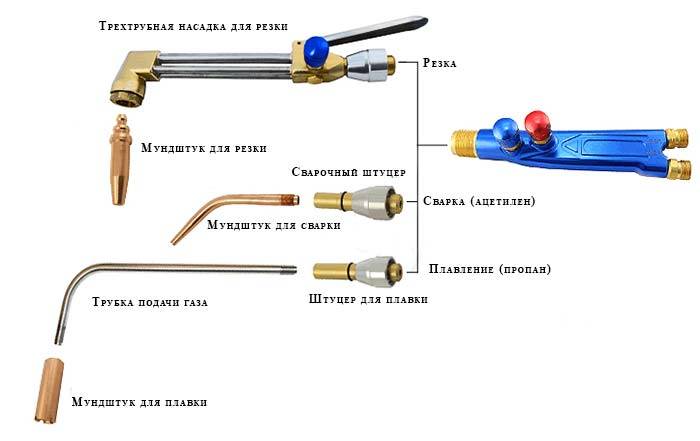
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла
Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними – от 1 до 5.
Классификация по типу конструкции
По типу конструкции резаки делятся на два основных типа:
- · инжекторного типа (двухтрубные);
- · безинжекторные (трехтрубные).
Инжекторные резаки
В инжекторных аппаратах подающийся кислородный поток разбивается на две струи. Одна из них отправляется в оголовок наконечника и под давлением уходит в сопло внутреннего мундштука. Вентиль для регулирования подачи газа установлен на корпусе.
Второй поток направляется в инжектор. В нем под давлением кислород перемещается в камеру-смеситель, в разреженныйучасток которой поступает эжекционный (горючий) газ. Скоростиобоих газов выравниваются, на выходе из смесителя формируется поток, скорость которого ниже скорости кислородной струи, но намного превышает скорость горючего газа.
Газовая смесь продвигается по расположенному внизу трубчатому каналу в оголовок, на выходе из сопла между наружным и внутренним мундштуками образуется нагревающий металл факел. Для каждого из каналов предусмотрены отдельные вентили, регулирующие интенсивность поступления газов в инжектор.
Безинжекторные резаки
Устройство безинжекторного резака несколько сложнее – воспламеняющийся газ и поток кислорода перемещаются к оголовку наконечника по различным трубам.
Камера для смешения в таких аппаратах отсутствует, разогревающая смесь формируется внутри головки. Благодаря этому эксплуатация безинжекторных резаков более безопасна, так как не создается никаких предпосылок для ухода горящей смеси в трубках и каналах устройства в обратном направлении – возникновения так называемого «обратного удара».
Кроме усложненной конструкции и большей стоимости, минусом безинжекторного резака считается необходимость в подаче горючего газа под высоким давлением, так как повышения скорости потока от эффекта эжекции не возникает.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
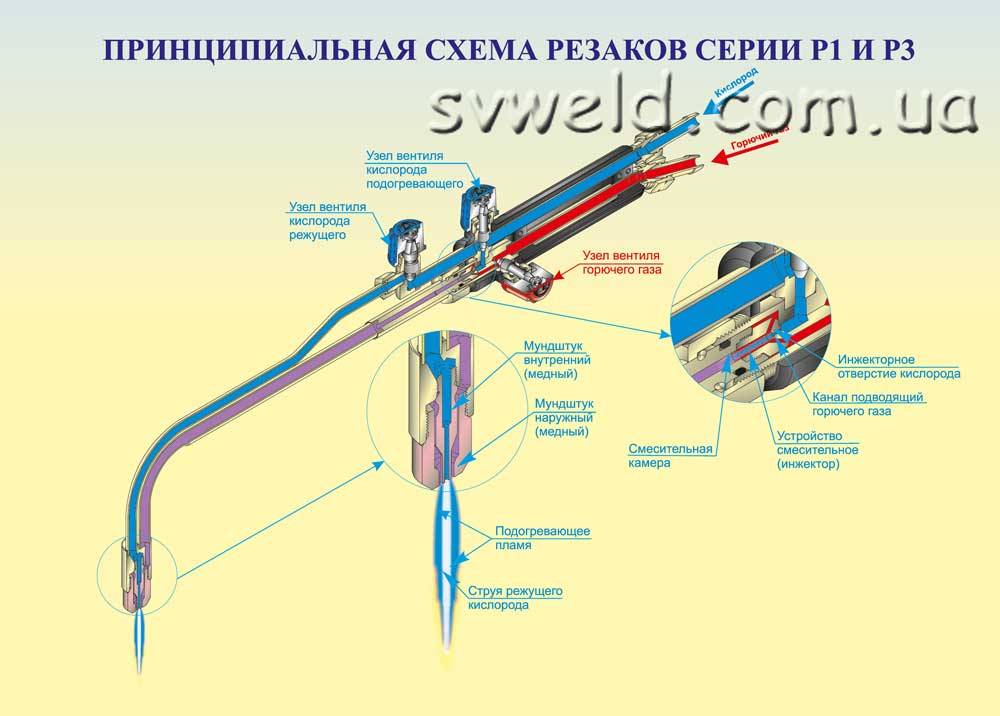
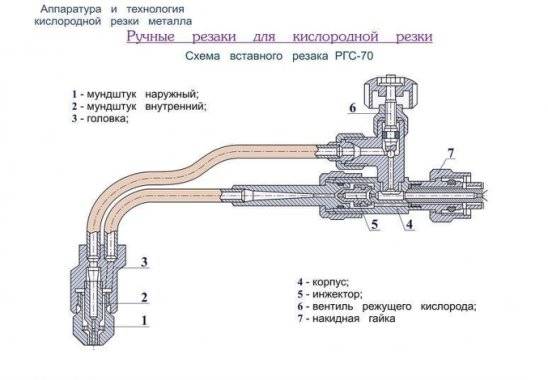
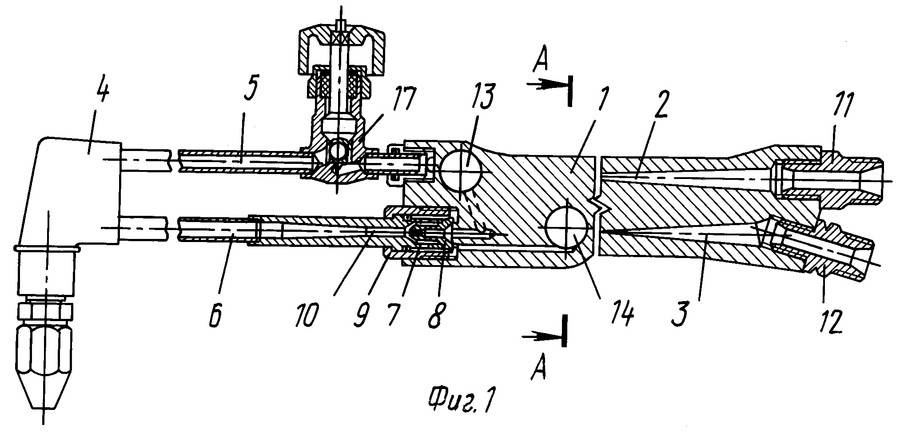
Устройство газового резака
Принцип действия заключается в сгорании металла обрабатываемой детали в струе химически чистого кислорода. Продукты окисления из зоны реза выдуваются этой же струёй.
Для обеспечения этого процесса, газовый резак по металлу имеет следующую конструкцию:
- ствол;
- наконечник.
Пояснение к рисунку. Ствол состоит из следующих узлов:
- рукоятка с ниппелями для присоединения кислородного и газового рукавов;
- корпус с регулировочными газовым и кислородным вентилями. В его состав, также, входят:
- инжектор;
- смесительная камера;
- трубки подачи кислорода и горючего газа.
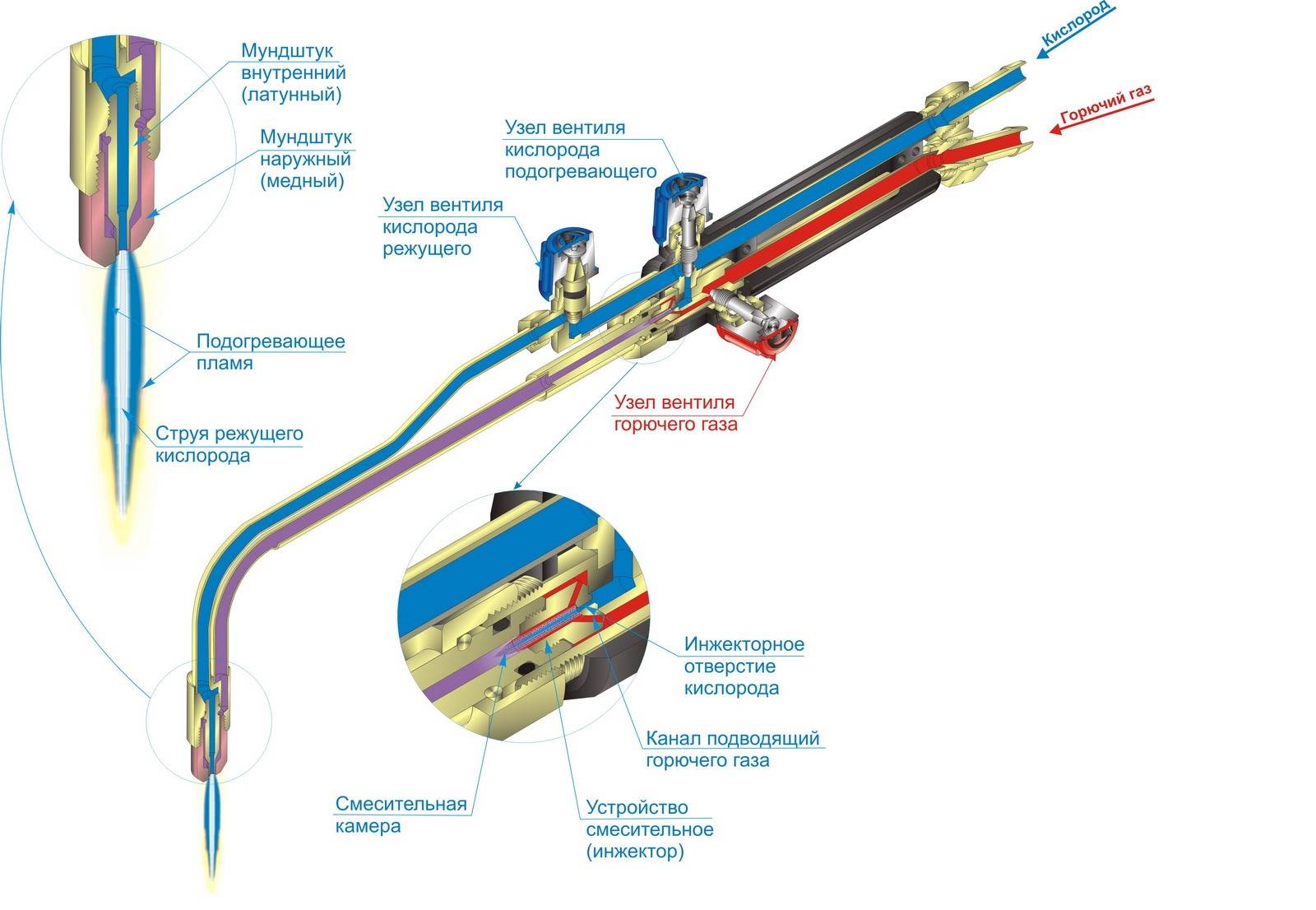
Ствол присоединяется к корпусу накидной гайкой. Конструкция наконечника приведена на рисунке.

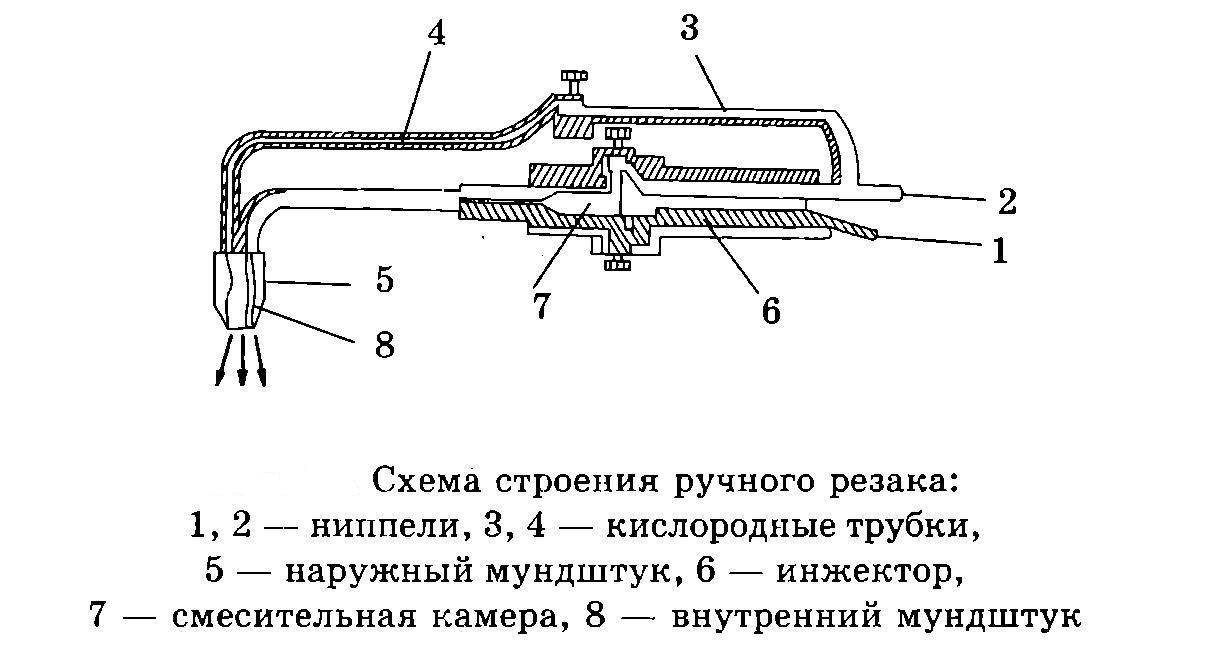
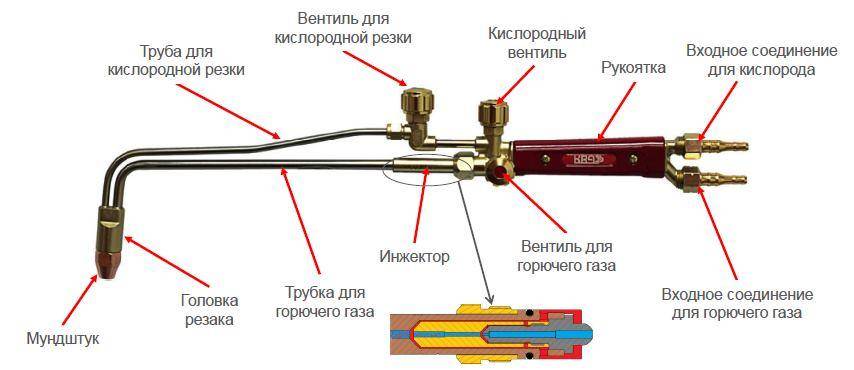
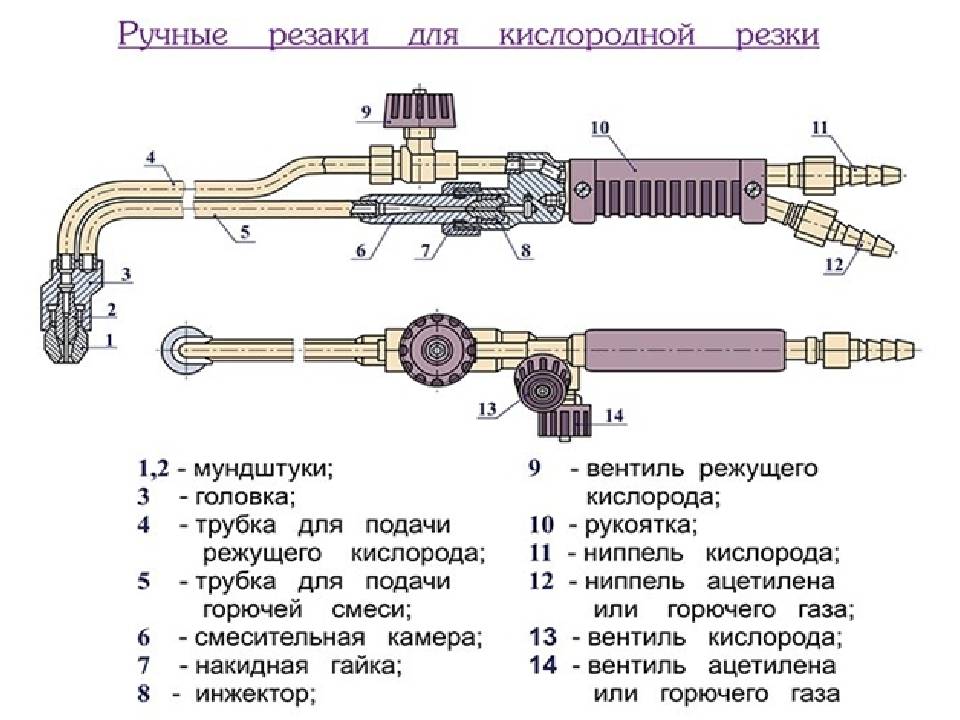

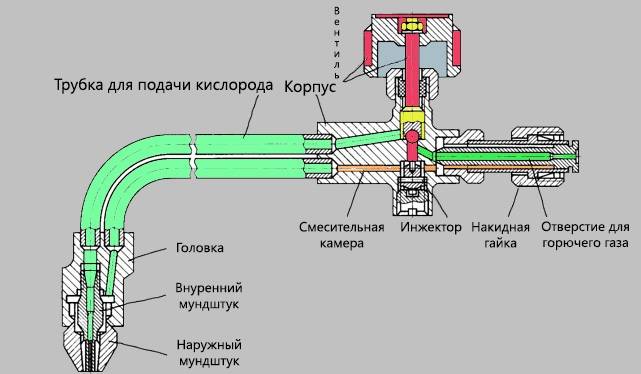
Он состоит из внутреннего (латунного) и внешнего (медного) мундштуков.
Конструкция смесительной камеры интуитивно понятна из рисунка.
Газовая горелка: резак кислородный
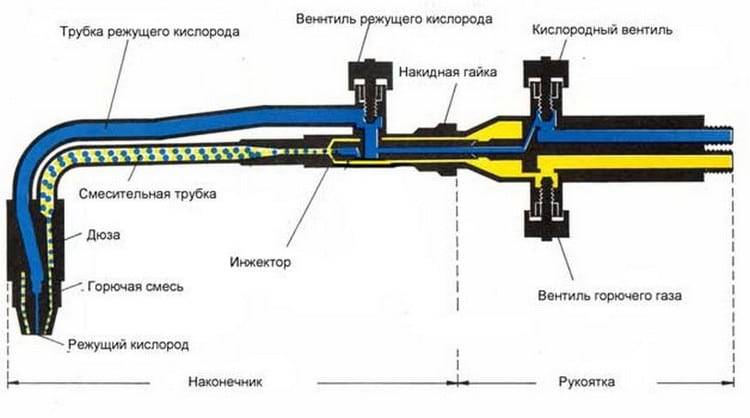
Из баллона с редуктором через шланг с ниппелями кислород поступает в резак. В его корпусе он разветвляется по двум каналам:
- одна часть газа проходит через вентиль и попадает в инжектор. Из него она выходит с большой скоростью и, создавая разрежение, подсасывает горючий газ. В результате, в смесительной камере образуется горючая смесь. Она, проходя через зазор между внутренним и наружным мундштуками, сгорает и образует подогревающее пламя;
- вторая часть кислорода поступает через вентиль в трубку режущего газа. Выйдя через центральный канал внутреннего мундштука, она образует режущую струю.
Таким образом, для получения качественного реза необходимо:
- применять сопло и мундштук «правильного» (соответствующего марке и толщине обрабатываемого материала) размера;
- давление газа должно соответствовать толщине обрабатываемого материала;
- необходимы постоянный уход и чистка каналов сопла. Эту чистку рекомендуется производить медными прутками.
Портативные газовые резаки
В последнее время можно увидеть предложения по продаже портативных газовых резаков, которые представляют собой насадку к небольшому цанговому баллону с газом.
Но хоть их позиционируют как резаки, по сути это горелки. Температура факела большинства из них не превышает 1300C. Хотя есть «профессиональные» цанговые портативные резаки с температурой факела 2000—2500C (например, Kovea KT-2610 при работе с газовой смесью MAPP US), а это уже близко к температуре разогревающего пламени кислородно-пропанового резака — 2700—2800C.
Но в любом случае для создания условий «горения» стали нет главного режущего компонента — струи кислорода, благодаря которому и происходит окисление металла.
Портативными резаками можно резать легкоплавкие металлы и сплавы: олово, алюминий, латунь, бронзу, медь. Но и для них речь идет не о резке, а о плавке. Поэтому их чаще используют, чтобы запаять или сварить небольшие детали из цветных металлов (например, при ремонте кондиционеров и холодильников), а резать можно ручным электрическим инструментом.
Это интересно: Типы газовых шлангов и их преимущества
Сбор и регулировка оборудования
Сборка приобретенного оборудования выполняется в следующей последовательности:
- штуцер предварительно проверяется на дефекты. При их наличии поверхность обрабатывается обычным напильником. В противном случае редуктор, установленный на штуцер с дефектом, может «травить», то есть понемногу пропускать газ;
- затем производится установка редукторов: синего — на кислородный баллон, красного — на пропановый. При этом следует убедиться в исправном состоянии прокладок из резины, а также отсутствии на вентилях следов жира или масла;
- шланги в соответствии с направлением резьбы (левосторонней или правосторонней) устанавливаются на редукторы и резак при помощи хомутов, находящихся в комплекте поставки оборудования. Перед их монтажом следует убедиться в отсутствии повреждений на их поверхности;
- клапаны обратного удара монтируются на соответствующие штуцеры резака.
Читать также: Зажим винтовой для троса
После сборки оборудования его необходимо настроить, проверив при этом исправность. Порядок действий при этом следующий:
- подача ацетилена проверяется открытием соответствующего вентиля на 1 поворот кисти руки. При этом давление не должно превысить уровень в 1 атмосферу. Оптимальное давление, которые рекомендуется устанавливать при помощи регулирующего клапана — 0,34-0,54 атмосферы;
- после этого следует продуть шланг открытием клапана на резаке до звука выходящего под давлением газа;
- аналогичным образом осуществляется настройка давления кислорода. Для него рекомендуемый уровень составляет 1,7-2,7 атмосфер;
- после этого производится продувка шланга последовательным открытием заднего, а затем переднего из двух вентилей, регулирующих количество подаваемого кислорода.
Все необходимые инструкции по сборке и настраиванию оборудования содержаться в комплекте поставки. Их требуется внимательно изучить и соблюдать при работе с резаком, которой достаточно просто научиться.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии
Здесь важно не ошибиться с углом наклона
Читать также: Как ставить заклепки на металл
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.


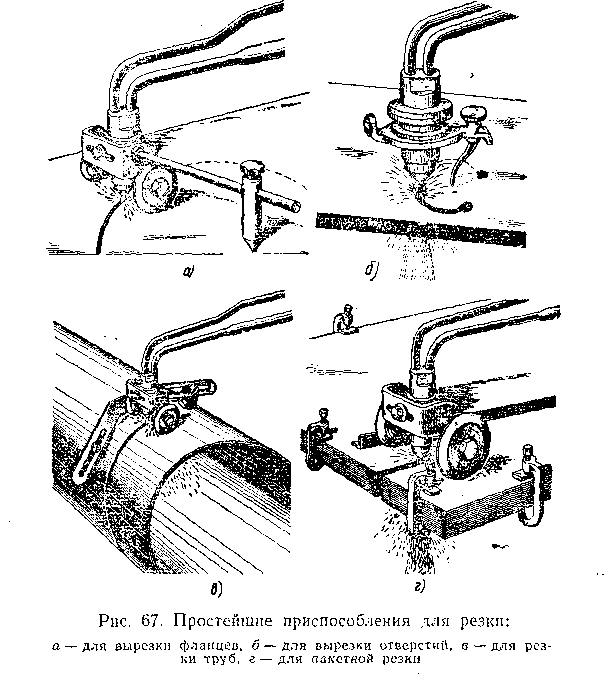
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
Портативные переносные резаки с кислородным и пропановым баллонами
Кислородный газовый резак по металлу с 40-литровыми баллонами на тяжелой тележке существенно ограничивает мобильность газорезчика. Тяжелых шлангов хватает, чтобы дотянуться до каждой точки небольшой мастерской, а при работе на открытых площадках газосварщик больше катет тележку, чем работает. Из положения помогает выйти портативный переносной пропановый резак. Он укомплектован кроткими легкими шлангами, пятилитровым баллоном для кислорода и позволяет подключать двух-, трех- или пятилитровые баллоны с пропаном. Для переноски служит пластиковый контейнер-чемодан или прорезиненная сумка, усиленная металлическими уголками и полосами.
Аппарат легко помещается на заднее сиденье автомобиля и широко используется для надомного ремонта кондиционеров, холодильников и систем отопления и водоснабжения. Весьма удобен такой газовый резак и для домашней мастерской.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
 Таблица резки металлов газовым резаком.
Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п
Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
 Схема резки металла резаком.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.





