

Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.
Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.

Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Краткая история развития и преимущества гальваники
Название «гальваника» происходит от имени учёного, который впервые применил её в деле. Итальянец Луиджи Гальвани создал устройство, ставшее родоначальником семейства аккумуляторов и прочих автономных источников питания, и создал теорию этой технологии, прорабатывая электрофизические процессы в физиологии.
Однако связывают активное начало гальваники с учёным Борисом Якоби – именно он начал реализовывать технологию в промышленных целях. К концу 1840-х гальванику начали применять для изготовления монет, некоторых деталей оборудования и произведений искусства.
Среди основных достоинств технологии ценятся следующие:
- оперативное и надёжное получение однородной плёнки для самой сложной геометрии детали;
- мощное сцепление покрытия с материалом основы, что сказывается на долговечности;
- сравнительно лёгкая регулируемость толщины образуемого слоя;
- технологическая простота и надёжность метода;
- значительная плотность металлического покрытия;
- доступность реактивов и относительная дешевизна организации.

При всём этом функциональные и эстетические возможности гальванических покрытий находятся на качественно высоком уровне. Из-за этого гальваника применяется в промышленности, приборостроении, присоздании ювелирных изделий, инструментов и даже в косметологии.
Помогла ли Вам наша статья ?
Да 77.42%
Нет 22.58%
Проголосовало: 31
Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
Виды гальванических покрытий
Процессы гальванического нанесения покрытия на металл отличаются своими особенностями в зависимости от применяемого материала. К видам гальванических покрытий относятся:
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
При проведении цинкования металлическая поверхность покрывается слоем цинка. Образующаяся гальваническая пара хорошо работает в агрессивной среде. Продолжительность эксплуатации такого изделия зависит от времени разрушения цинка. До этих пор расположенный внутри металл не будет подвергаться коррозии.
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.










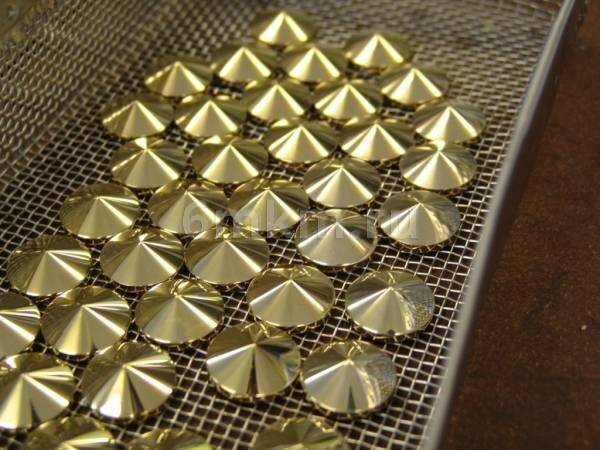
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для того чтобы создать однородное покрытие на материале, используется гальванический процесс, в котором применяется электрический ток. Предлагаем рассмотреть, что такое гальванические ванны, их принцип действия, конструкцию, а также мы предоставим чертеж для создания подобного устройства своими руками.
Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Главное отличие этих процессов – Вы не наносите покрытие поверх изделия, а производите его из самого металла изделия. Грубо говоря, на поверхности образуется защитная корочка. Поэтому после покрытия размеры изделия практически не увеличиваются (защитная пленка растет вовнутрь)
Еще важное отличие – полярность. Для обычных покрытий изделие цепляют на «-», а аноды на «+». Здесь же все наоборот
Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-»
Здесь же все наоборот. Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-».
Химическое оксидирование (Хим.окс) применятся для стальных или алюминиевых изделий. После покрытия на поверхности образуется очень тонкая защитная корочка. (2-3мкм).
Анодирование (Ан.окс) – для алюминия. В этом случае защитная корочка толще (20-40мкм).
Фосфатирование (Хим.фос) – для стальных изделий. На поверхности образуется пленка из соли железа (фосфаты, 20-40мкм).

Рисунок 2 – Анодирование

Рисунок 3 – Химическое оксидирование

Рисунок 4 – Химическое фосфатирование
Покрытия отличаются относительно низкой стоимостью. (особенно Хим.окс)
Приготовления электролита для гальванопластики
Содержание медного купороса в растворе – 150-180 г/л
Порошок медного купороса растворяют в горячей воде и, после охлаждения и фильтрации, в него осторожно, небольшими порциями вливают серную кислоту из расчета 30-35 г/л. Если содержание медного купороса в растворе превышено, сульфат меди начинает кристаллизоваться на стенках гальванической емкости и на аноде, в этом случае необходимо, провести анализ электролита (см. «Анализ и корректировка электролита меднения») и, по результатам, добавить воды или кислоты
«Анализ и корректировка электролита меднения») и, по результатам, добавить воды или кислоты.
Избыток серной кислоты в электролите может привести к тому, что осадки меди получатся хрупкие, непрочные. Недостаток кислоты вызывает осаждение рыхлого и пористого слоя.










Для повышения качества получаемых осадков меди, специалисты советуют добавить в электролит спирт в количестве 8-10 г/л. Спирт в небольшом количестве улучшает структуру покрытия, делает медь мелкокристаллической, более твердой и упругой.
На качество электролита и получаемого медного осадка может оказывать негативное влияние возможное наличие в растворе органических примесей. Для их устранения в подогретый раствор добавляют 2-3 г/л перманганата калия или такое-же количество измельченного активированного угля. После охлаждения до 18-20С и фильтрации раствор можно использовать.
При интенсивном использовании электролит необходимо фильтровать для удаления шлама – порошкообразной меди, графита и пыли. Шлам постепенно накапливается в растворе, оседает на дне и стенках емкости, мелкодисперсные частицы образуют взвесь, которая может загрязнять получаемые осадки меди. На количество шлама влияет качество меди, использованной при изготовлении анодов, а также повышенная плотность тока в процессе.
В статье Анализ и корректировка электролита меднения рассмотрены метод определения содержания медного купороса и серной кислоты в растворе электролита, а также приведен расчет количества компонентов.
Как это происходит?
Участники волшебного действия гальванического покрытия: основа-металл, постоянный ток и металлический электролит. Каков металл – таково и покрытие. Если пропускать ток (напряжение) через свинец, то и покрытие будет свинцовое, если нужна гальванопластика серебра, то и пластина, опущенная в электролит, должна быть серебряная.
Толщина гальванического покрытия драгоценными и полудрагоценными металлами составляет всего 2 микрона (1 мкм равен 0,001 мм), но делает изделие необычайно износостойким, к тому же улучшает его внешний вид. Электролитическая плёнка получается плотной, ровной, без наплывов, пузырьков и пустот, лишая ювелирное изделие хрупкости и придавая ему яркий, отражающий солнце свет, которым не прошедшие гальванизацию украшения не обладают. В частности, коэффициент отражения гальванопластического серебра равен 98%!
Электролит – водный раствор кислот или солей, в котором (под действием тока) молекулы солей и кислот распадаются на ионы. Положительные ионы водорода и металлов стремятся к катоду – электрод со знаком «минус», а отрицательные ионы кислотных остатков – к аноду со знаком «плюс».
Покрываемое изделие выступает в роли катода – принимающая сторона, основа, которой требуется покрытие, а в качестве анода-отдающего используют пластину того металла, чьё гальваническое покрытие хотят получить. Железом? – Пластина железа. Мерцающее холодным инеем родирование? – Пластина благородного родия. И для каждого случая обработка металла будет требовать индивидуального режима электролиза и своей толщины покрытия.
Общими для всех вариантов является так называемая ванна Якоби или гальваническая ванна – сосуд или ёмкость из кислотоустойчивого и не электропроводного материала (стекло, пластик) и источника постоянного тока (батарейка, аккумулятор, выпрямитель). К слову сказать, первую в мире батарейку изобрёл всё тот же «Яко бы Борис».
Но, обработка металла другим металлом – это не только увлекательное развлечение и не просто поверхностное блестящее покрытие. Дешевизна и простота выполнения метода, прочность покрытия нашли широкое распространение в машиностроении, авиастроении, радиотехнической, электронной и строительной промышленностях. Это всегда конечная, чистовая обработка.
Что значит чистовая обработка в промышленности? Это значит, что после гальваники изделия для этих сфер промышленности приобретают такие качества, как повышенная твёрдость, увеличение сопротивляемости к износу, стойкость к коррозии, механическая и электрохимическая защита при различных условиях эксплуатации + равномерный по толщине блестящий слой на любой конфигурации деталей, не требующий никаких дополнительных действий. Вот что такое чистовая гальваническая обработка.
Гальваническое хромирование детали своими руками
Хромирование металла в домашних условиях методом гальванизации, в отличие от имитирующих хром технологий, вместе с декоративным эффектом дает защитное покрытие. Таким образом рационально хромировать детали, эксплуатирующиеся в жестких условиях — диски, бамперы.
Промышленная установка для хромирования своими руками (химическим способом) стоит порядка 150-200 тысяч рублей, тогда как гальваническое хромирование в домашних условиях, выполняемое с применением подручных средств, не сопровождается существенными материальными затратами.
Для хромирования в домашних условиях нужно:
- Пластмассовая либо полипропиленовая ванна;
- Калорифер, посредством которого нагревается состав электролита (требуется устройство с кислотостойким покрытием, приобрести которое можно в специализированных магазинах);
- Химический термометр, работающий в диапазоне температур 0-100 градусов;
- Источник постоянного тока (выпрямитель), поддерживающий силу тока до 60 А и напряжение в 13 В;
- Медный прут, проволока для подвески.
Оборудование для хромирования своими руками обойдется вам в 400-500 долларов, большая часть из которых уйдет на покупку выпрямителя.
Размер емкости под электролит выбирается исходя из размеров обрабатываемой детали: хромирование дисков в домашних условиях выполняется в ваннах объемом 150-200 л., мелкие детали — накладки на панель приборов, дверные ручки можно покрывать в пластиковом ведре.
Также вам потребуются реагенты для хромирования своими руками:
- Вода с низким содержанием соли (рекомендуем использовать техническую дистиллированную воду);
- Раствор хромового ангидрида (концентрация 230-240 г/литр);
- Раствор серной кислоты (концентрация 2.3-2.4 г/л);
- Соляная кислота;
- Растворитель (чистый ацетон либо № 646);
- Листовой свинец.
Гальваническое хромирование в домашних условиях
Чтобы сделать хромирование своими руками первоначально нужно приготовить электролит — на один литр дистиллированной воды добавляется 400 грамм хромового ангидрида и 4 грамма серной кислоты. Сначала в ванну выливается вода, далее в ней разбавляется ангидрид и подмешивается серная кислота (добавляется тонкой струей). Смесь готовится в объеме, достаточном для полного перекрытия размещенной в ванне детали.
Хромирование выполняется в следующей последовательности:
- Обрабатываемая деталь полируется с целью устранения царапин и потертостей (после хромирования на поверхности видны даже малейшие дефекты), очищается и обезжиривается ацетоном;
- Деталь выдерживается в растворе дистиллированной воды и соляной кислоты (10:1) в течении 10-15 минут, происходит процесс ее «активации»;
- После выдержки деталь изымается, промывается в дистиллированной воде и с помощью подвески из проволоки либо крюка опускается в емкость с предварительно нагретым до температуры 45 градусов электролитом;
- К подвеске, удерживающую деталь, подключается провод «-» выпрямителя. В ванну опускается листовой свинец, закрепленный на медном прутке. К прутку подключается повод «+»;
- Подается напряжение от выпрямителя и деталь выдерживается в электролите в течении 30-40 минут при постоянной температуре 45 градусов.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
После извлечения хромированный элемент промывается дистиллированной водой, высохшая поверхность полируется до появления стойкого блеска.
Применение
Как правило, гальваника используется для декоративной отделки металлов в ювелирном деле и декоративно-металлургической отрасли. Самые популярные металлы для покрытия: палладий, золото, серебро, родий, рутений.
Существует и другие гальванические процессы, в которых используются неплавящиеся аноды, такие как свинец или углерод. В этих методах применяются ионы металла, после золочения их нужно постоянно обновлять, т.к. золото быстро разъедается солями. Чаще всего подобные технологии используются для ювелирного производства, оцинковки деталей механизмов, хромирования, обезжиривания и никелирования.
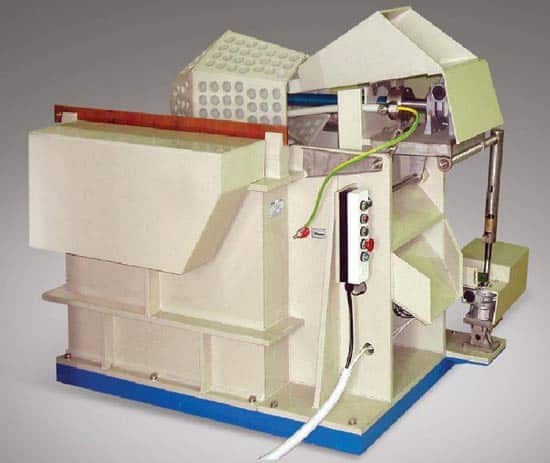 Фото – Колокольная гальваническая ванна
Фото – Колокольная гальваническая ванна
Используемые материалы и оборудование
Для всех видов гальванизации металла применяется однотипное гальваническое оборудование. Емкость, куда погружаются изделия из металла, называется ванной. Различие наблюдается только в разновидности электролита.










Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | – | – |
| Цианистый калий | – | – | 70 | 100 |
| Углекислый натрий | 10 | 10 | – | – |
| Углекислый калий | – | – | 10 | 25 |
| Гипосульфит натрия | – | – | 0,4 | 0,5 |
| Аммиак водный, мл/л | – | – | 1-2 | 2 |
| Едкий калий | – | – | – | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Гальванический метод
Гальванический метод нанесения покрытий применяется в следующих отраслях деятельности:
- Обработка изделий от коррозии;
- Покрытие деталей и узлов сложных станков, оборудования;
- Обработка бижутерии и ювелирных украшений;
- Обеспечение паяемости и смачиваемости поверхности деталей;
- Придание антиокислительных и декоративных свойств поверхности (в основном, драгоценные покрытия).
Если в сфере машиностроения, автомобилестроения, производства металлоконструкций требуются большие промышленные гальванические ванны, то при производстве и гальванике ювелирных украшений и контактных групп используют компактное оборудование.
Ювелирные предприятия составляют число постоянных клиентов нашей организации. Производство украшений из драгоценных металлов и ювелирных сплавов периодически требует нанесения защитного или декоративного слоя гальваники на поверхность. Например, бижутерные сплавы, покрытые слоем настоящего золота в несколько раз вырастают в цене, при этом себестоимость украшений сравнительно невысока. Этим часто пользуются владельцы громких имен, выпуская коллекции бижутерии в золотом или родиевом покрытии при том что цена покрытых сережек часто сравнима с ценой на серьги сделанные из чистого золота.
Требования к электролитам и результату обработки на ювелирном предприятии очень высоки: необходимо выдерживать класс поверхности, оттенок нанесенного металла, толщину его нанесения. Обычно в ювелирных, а также декоративных целях толщина нанесения не превышает 2 микрометров, поэтому перечисленные требования выполнимы.
В сфере нанесения декоративных покрытий на ювелирные украшения, ООО «6 микрон» сотрудничает с заводами из Московской области, Санкт-Петербурга, Костромы, Калининградской области, а также других субъектов Российской Федерации.
Для нашей организации обширная область деятельности – нанесение гальваники на сувениры, подарки, предметы обихода. Подарить сувенир, покрытый золотом или серебром, сделать гальванику старинных часов, восстановить ее на антикварной посуде – все это наши ежедневные услуги. Например, в подарок строителю делают золотую каску, а хоккеисту – золотую шайбу. Список идей тут ограничивается только человеческой фантазией. Любую вещь можно обработать гальваническим золотом — получить оригинальный сувенир или памятный подарок. Золочение выполняется только золотом пробы 999. Гальваника единственный способ нанесения настоящего золота или серебра.
Также, клиенты обращаются к нам с целью получения красивого химически стойкого покрытия сантехники – смесителей, кнопок, рычагов, вентилей.
Последние 5 лет гальванику также часто применяют для золочения украшений из настоящих древесных листиков, цветов, веточек. В недавнее время эта идея стала популярна и запросы на такую работу поступают все чаще.





