

Прайс лист на плазменную резку металла
| S mm | СТАЛЬ ЧЕРНАЯ (рублей за п/метр) | НЕРЖАВЕЮЩАЯ СТАЛЬ (рублей за п/метр) |
| До 1 мм | 20 руб. | 60 руб. |
| До 2 мм | 25 руб. | 70 руб. |
| До 3 мм | 30 руб. | 75 руб. |
| До 4 мм | 35 руб. | 80 руб. |
| До 5 мм | 40 руб. | 95 руб. |
| До 6 мм | 45 руб. | 100 руб. |
| До 8 мм | 50 руб. | 110 руб. |
| До 10 мм | 60 руб. | 130 руб. |
| До 12 мм | 70 руб. | 160 руб. |
| До 14 мм | 80 руб. | 230 руб. |
| До 16 мм | 90 руб. | 240 руб. |
| До 18 мм | 100 руб. | 250 руб. |
| До 20 мм | 110 руб. | 330 руб. |
| До 22 мм | 120 руб. | 420 руб. |
| До 25 мм | 200 руб. | 480 руб. |
| До 30 мм | 250 руб. | 570 руб. |
| До 32 мм | 300 руб. | 650 руб. |
| До 38 мм | 400 руб. | 780 руб. |
| До 40 мм | 450 руб. | 850 руб. |
| До 50 мм | 550 руб. | 1000 руб. |
| До 58 мм | 650 руб. | – |
| До 60 мм | 700 руб. | – |
- Стоимость дана в рублях с учётом НДС за один погонный метр;
- В случае отсутствия технической документации к заказу согласованная цена может увеличиться на 10% и выше в зависимости от сложности проекта;
- Работы выполняются с помощью систем CAD/CAM;
- Данные цены не являются окончательными; точная цена рассчитывается отдельно по каждому заказу в зависимости от сложности, объемов, номенклатуры;
- Возможна доставка готовых изделий нашим автотранспортом;
- По согласованию возможна резка из наших материалов;
- Минимальная стоимость заказа – 3 000 рублей;
- Срок выполнения заказа от 1-го дня.
Один из наиболее современных и высокоэффективных методов обработки металла – это плазменная резка, которая значительно выигрывает по сравнению с традиционными способами обработки металла. Она более точная и эффективная, дает возможность быстро и качественно осуществлять резку металлов любого типа, как обычную, так и фигурную.
Плазменная технология
Фигурная плазменная резка листового металла дает возможность обрабатывать плазмой материал толщиной до 10 см.
Различные покрытия, ржавчина, загрязнения не снижают качество резки. Принцип работы следующий: в сопло плазмотрона подается газ под давлением.
Резка осуществляется за счет струи плазмы. Основой метода является воздушно-плазменная дуга постоянного тока прямого действия.
В процессе резки плазмой металл раскаляется до 30000°.
К достоинствам плазменной резки можно отнести:
По сравнению с резкой лазером, плазменная технология более производительная, менее затратная, имеет больший диапазон обрабатываемых материалов. Плазмой можно резать металл толщиной до 150 мм.
Видео:
К недостаткам плазменной резки можно отнести большую ширину резки, которая способна увеличиваться пропорционально силе тока плазменной дуги, а также конусность кромки, которая образуется из-за формы плазменной струи.
Плазменная резка является самой востребованной для вырезания фигур, так как сочетает в себе основные критерии по соотношению цена-качество.
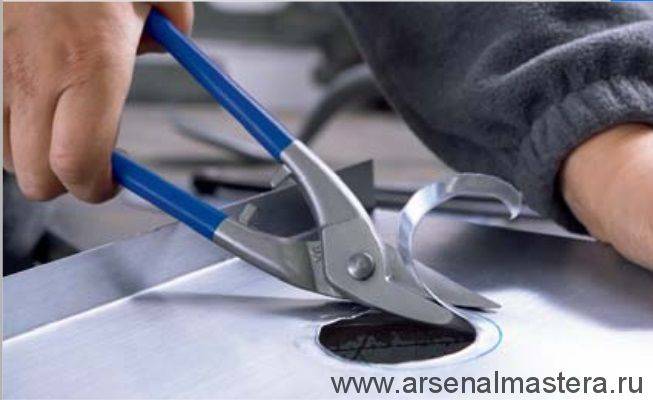
Как болгаркой резать лист металла
Одним из самых быстрых способов раскроить оцинкованный лист считается резка болгаркой. Среди недостатков такой обработки — рваные края, которые придется дополнительно зачищать и выравнивать. Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Обратите внимание, при использовании такого электроинструмента приобретите специальный диск, который не повредит защитного покрытия на листе оцинковки. После резки профнастила края нужно зачистить и покрыть специальной краской
Таким оборудованием можно воспользоваться, если вы строите сарай из профлиста или делаете козырек. В таком случае вам не придется приобретать специальный и дорогостоящий инструмент.
Правила при работе с болгаркой:
- выбирайте диски с твердосплавными зубьями;
- работайте на низких оборотах;
- места среза обработайте специальным антикоррозийным покрытием.
Гидроабразивная резка металла
Способ, при котором на материал воздействуют подаваемой на большой скорости и под высоким давлением струёй жидкости (воды), содержащей частички абразива (песка). Среди достоинств технологии:
- Точность и качество реза.
- Отсутствие тепловых нагрузок на обрабатываемый материал.
- Малое количество отходов.
- Отсутствие вредных веществ, выбрасываемых в атмосферу.
- Возможность изготовления деталей сложной конфигурации.
К недостаткам метода принято относить:
- Ограниченный ресурс режущей головки, быстро разрушающейся под воздействием абразива.
- Вероятность образования очагов коррозии на деталях.
- Снижение скорости раскроя при обработке листового материала малой толщины.
Тем не менее, данная технология – хороший выбор для предприятий, где режут металл в закрытых помещениях.
Преимущества и недостатки
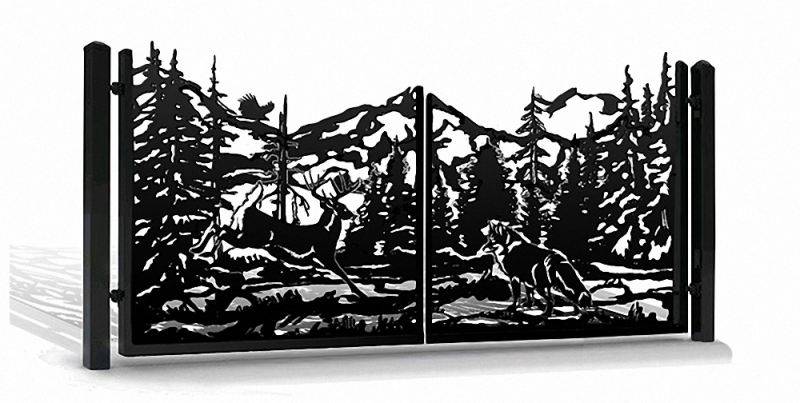
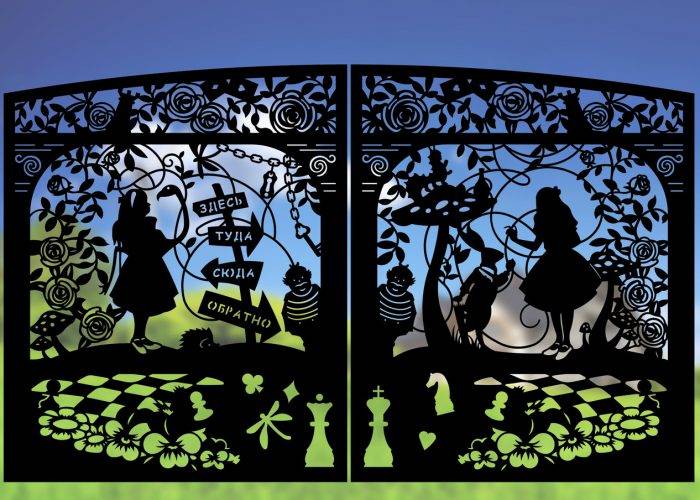
Художественная резка широко используется для создания красивых и прочных вещей, украшающих дом и двор. Она имеет свои достоинства и недостатки. Технологией фигурной обработки украшают:
- заборы;
- ворота и калитки;
- решетки на окна;
- ограждения каминов;
- стойки под перила;
- флюгера;
- декоративные элементы фасадов;
- мебель.
Металлический декор сочетает в себе брутальность черного металла и нежность ажура. Ограды получаются прочные, пропускают свет.
Лист обрабатывается холодным точечным воздействием. Это гарантирует отсутствие деформации. Полотно остается плоским, если только не производится гибка.
К недостаткам относится высокая стоимость работы и оборудования, большой расход электроэнергии. Станок плазменной резки не поставишь в маленькой мастерской. Его не покупают ради красивого забора или декора окон.
Особенности декоративной резки металла
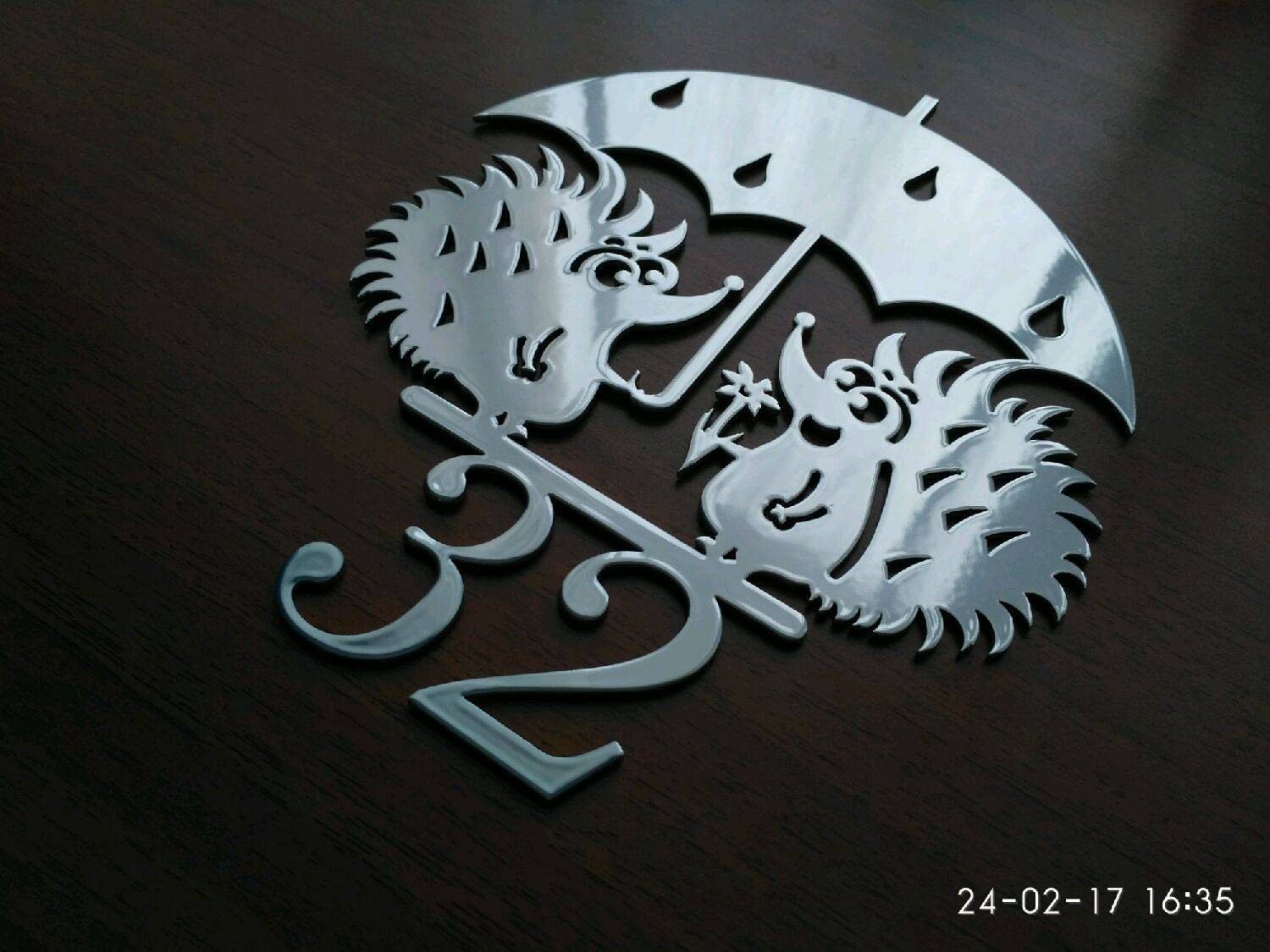
Чем тоньше металлический лист и ниже температура его плавления, тем больше угроза того, что задержав режущую дугу на доли секунды дольше на одном месте, элемент может получиться не чётким. Для создания картин с мелкими, близко расположенными друг к другу элементами, методом плазменной резки, лучше создавать на режущих плазмой станках с ЧПУ.
Плазменная резка может проводиться на металлах разной толщины. Некоторые устройства для плазменной резки дают температуру нагрева пламени до 30000 °C, а глубина их реза достигает 20 см. Фигурная резка при таких показателях оборудования может использоваться не только для создания трафаретных скульптур, но и для выпуклых. Целесообразнее и экономически выгоднее толстые листы металла резать кислородом, а не плазменной горелкой, несмотря на довольно большую скорость резки.
Резка плазменной дугой отличается высокой скоростью, регулируемым нагревом пламени. Фигурная резка производится струёй плазмы, а не твёрдым режущим предметом, что даёт срезы без зазубрин. Для некоторых видов сплавов сильный нагрев сказывается разрушением структуры металла. Для фигурной резки это недопустимо. Благодаря тому, что при обработке плазменным резаком происходит нагрев очень тонкого участка, а охлаждение происходит быстро, структура металла не меняется.
Плазменная технология
Фигурная плазменная резка листового металла дает возможность обрабатывать плазмой материал толщиной до 10 см.
Различные покрытия, ржавчина, загрязнения не снижают качество резки. Принцип работы следующий: в сопло плазмотрона подается газ под давлением.
Резка осуществляется за счет струи плазмы. Основой метода является воздушно-плазменная дуга постоянного тока прямого действия.
В процессе резки плазмой металл раскаляется до 30000°.
К достоинствам плазменной резки можно отнести:
По сравнению с резкой лазером, плазменная технология более производительная, менее затратная, имеет больший диапазон обрабатываемых материалов. Плазмой можно резать металл толщиной до 150 мм.









Видео:
К недостаткам плазменной резки можно отнести большую ширину резки, которая способна увеличиваться пропорционально силе тока плазменной дуги, а также конусность кромки, которая образуется из-за формы плазменной струи.
ВАЖНО ЗНАТЬ: Режимы и особенности токарной обработки металла
Плазменная резка является самой востребованной для вырезания фигур, так как сочетает в себе основные критерии по соотношению цена-качество.
Виды художественной резки металла
Фигурная резка металла выполняется одним из четырех основных способов, в основе которых лежат следующие технологии:
- лазерная;
- плазменная;
- гидроабразивная;
- гильотинная.
Каждая из технологий имеет достоинства и недостатки. Наиболее современными и потому прогрессивными и широко используемыми считаются первые две.
Лазерная резка
При лазерной резке по металлу для обработки и раскроя материала используется мощный лазер. Чаще данная технология используется в промышленных масштабах, где лазерный луч управляется специальной компьютерной программой. В результате узконаправленного воздействия происходит быстрое нагревание, плавление, а затем испарение или выдувание материала на участке, подвергаемом резке. При этом технология позволяет получать узкий рез с крайне малой зоной воздействия на обрабатываемую поверхность.
Лазерная резка имеет ряд преимуществ:
- относительно невысокий уровень затрат (по сравнению с большинством альтернативных технологий, за исключением плазменной резки) при обработке твердых сплавов;
- возможность работы с хрупкими сплавами, которые легко деформируются;
- безопасность технологических процессов (при использовании исправного оборудования);
- отсутствие или крайне малая деформация материала, которая достигается за счет узконаправленной обработки;
- возможность создания самых разнообразных и сложных контуров;
- отсутствие необходимости последующей отделки или обработки поверхности.
Благодаря особенностям технологии, с использованием лазерной резки можно выполнять рисунки любой сложности, не требующие при этом дополнительной обработки, так как кромки и края сразу получаются гладкие и ровные.
К недостаткам лазерной резки относится невозможность работы с алюминием и его сплавами с нержавеющей сталью. Это вызвано отражающими свойствами материала. Он может быть обработан только с использованием особо мощного лазерного оборудования.
Художественная лазерная резка металла является качественным способом создать узор с наименьшими затратами материала и времени.
Плазменная резка
- образуется электрическая дуга (между соплом и электродом или между металлом и электродом), зажигание которой происходит за счет импульса или короткого замыкания;
- из сопла подается газ, находящийся под давлением;
- под действием электрической дуги он превращается в плазменную струю, температура которой достигает 30 тыс. градусов, а скорость — 1,5 тыс. м/с.
При помощи фигурной плазменной резки возможна обработка листа толщиной до 10 см, а при использовании некоторых промышленных станков — до 20 см.
Плазменная резка металла обладает следующими достоинствами:
- возможность создания рисунков и фигур любой сложности;
- качественный, чистый и гладкий разрез;
- возможность обработки всех видов металлов;
- скорость и производительность используемого оборудования;
- отсутствие деформации материала;
- безопасность технологических процессов (если используемое оборудование исправно).
Художественная плазменная резка может применяться к материалам с ржавчиной или загрязнением, что не приводит к ухудшению качества обработки. По сравнению с резкой при помощи лазерного оборудования, плазменное обладает большей производительностью и диапазоном материалов, которые возможно обработать.
К недостаткам данного способа резки относятся:
- образуемый на кромке конус, вызванный особенностью технологии;
- несколько большая, по сравнению с резкой лазером, ширина реза.
Техника резьбы по дереву
Резьба по дереву относится к сложной, но очень интересной технике декорирования изделий, известной с давних времен. Начало работы, как правило, заключается в создании заготовки, а проще говоря, колоды или болванки. Далее выполняют черновую обработку поверхности, в ходе которой ее выравнивают и избавляются от всевозможных дефектов. Затем наступает очередь художественной работы, которую мастер осуществляет при помощи резцов для резьбы по дереву. Технически такой процесс выглядит как выборка части древесины, что позволяет придать заготовке рельеф и объем. Данный этап можно назвать основным, ведь именно от него зависит то, каким будет конечный вид изделия. Финишная обработка декоративного предмета состоит в шлифовке древесины и ее пропитке антисептиками и лакокрасочными изделиями.

Для выполнения ручной работы данного типа могут применяться режущие приборы с различной конфигурацией лезвия. От их качества не меньше, нежели от мастерства столяра, зависит чистота орнамента на древесине, поэтому необходимо следить за тем, чтобы лезвие стамески было прочным, острым и не имело зазубрин. Если бывалые мастера смогут с закрытыми глазами определить тип и качество столярных ножей, то выбор резцов по дереву для начинающих может стать сложной задачей. Тем, кто еще не до конца знаком с особенностями выбора и изготовления резцов, мы предлагаем подробнее ознакомиться с их основными разновидностями и способом применения. Также вы сможете узнать, как сделать резцы по дереву самостоятельно, задав им необходимые размеры и форму.
Как резать листовой металл

- Инструменты для резки листов металла
- Как болгаркой резать лист металла
- Ножовка по металлу
- Электролобзик
- Циркулярная пила
- Чем и как изготовить отверстие в листе металла?
Резка листового металла своими руками. Как ровно отрезать лист металла подручными материалами. Вырезаем круг и другие фигуры.
Листовой металл — распространенный строительный материал, который используется для изготовления заборов, водоотливов и козырьков. Часто в продаже можно найти уже готовые изделия из оцинкованной стали, такие как коньки или трубы для отвода дождевой воды с крыши. Но как быть, если изделие нестандартного размера и необходима резка листового металла своими руками?
Оборудование для художественной резки
Лазерная резка
Станки для обработки металлов лазером достаточно дороги. Их выпускает множество зарубежных компаний, самыми известные из которых: Trumpf (Германия), ESAB (Швеция), MultiCam (США), Mazak (Япония), Bystronic (Швейцария) и т.д. Несмотря на то, что технология используется два десятка лет, приобрести новое оборудование перечисленных компаний могут позволить себе только относительно крупные промышленные производства.
Тем не менее, необходимо учитывать, что на рынке широко представлено предложение оборудования данной категории, уже бывшее в употреблении, но находящееся в рабочем состоянии. Даже в таком виде, оно практически всегда превосходит многочисленные аналоги китайского производства, которые даже новые не отличаются ни качеством обработки, ни надежностью при эксплуатации.
Плазменная резка
- инвенторная плазморезка. Компактная, отличается экономным расходованием энергии, но боле требовательная к стабильности напряжения;
- транформаторная плазморезка. Более надежная, но требующая значительного расхода энергии, имеет большие размеры.

При выборе оборудования для плазменной резки металла учитывают следующие критерии:
- мощность;
- производительность работы;
- материал, из которого выполнена горелка;
- внешний вид и дизайн агрегата.
Оборудование для плазменной резки крайне широко представлено на современном рынке, поэтому каждый желающий без труда найдет модель, подходящую именно ему.
Методы изготовления металлических изделий
Для того чтобы сделать какую-нибудь фантастическую композицию, необходимо будет применить один из методов изготовления. В этом случае человек сам решает, что тут лучше подойдёт (или же отталкивается от того, что он сам умеет).

И прежде чем броситься искать подробные инструкции для поделок из металла следует выбрать нужное направление, в котором мужчина преуспеет.

Какие технологии изготовления доступны на сегодняшний момент. Это конечно:
Литьё. Для того чтобы применить этот метод изготовления необходимо купить специальную форму, в которой будет храниться жидкий сплав нужный для получения металлической конструкции.








Ковка. Один из древнейших методов изготовления металлических изделий. Для этого понадобится хороший молоток и пресс, при помощи которых можно изменять форму горячего металла.

Штамповка. Очень простой способ получения вещей при помощи специальной техники.


Гнутьё. Этот метод чем-то похож на ковку, но в его основании лежит подход склёпывания и сваривания отдельных деталей, которые потом собираются в единое изделие.

Филигрань. Использование различных видов проволоки для изготовления поделки.

Дифовка. Применение тонких металлических листьев, которые при помощи молотка приобретает необходимую форму.
И так как металл как материал поддаётся хорошей обработке, то из него можно сделать оригинальные карнизы с венецианскими узорами; скамейки, украшенные героями художественных фильмов или мультфильмов; мебель ручной работы и.т.д.

Фигурная резка
Основное различие в процедуре ломки. Отламывают ненужные участки частями, разделив их на участки с более-менее равными долями по степени кривизны или углам наклона к прямой. Для облегчения ломки вручную проводят стеклорезом дополнительные линии от максимумов и минимумов кривой к внешнему краю. Окружности или овалы просто разбивают на ряд сегментов.
- Сначала потренируйтесь на ненужных кусках зеркала.
- Если линии кроя прямые, например, для квадратного зеркала, положите его на ровную поверхность, чтобы разрез совсем немного выходил за край стола. Надавите на полотно, держите его одной рукой, с другой стороны давите вниз на свободный край. Так у вас получится чистый разлом.
- Если фигура потребовала незначительного обреза, то используйте резак со стальным кольцом.
- Если нужно отделить полотно по волнистым разрезам, переверните зеркало, положите его на пенопласт, картон либо на любую другую пружинящую поверхность, надавите на линии указательным пальцем, тогда надрез должен расколоться.
Когда зеркало отделено, можно вставить его в раму или зашлифовать край мелкозернистой бумагой. Так вы избежите случайных порезов.
У всех в доме есть зеркала, которые выполняют важнейшую функцию — отражение. Хочется смотреться в красиво обрамлённое зеркало, размер которого, можно скорректировать самому, и в дальнейшем, создавать свои формы зеркал.
Что бы добиться нужного результата, достаточно выполнять простые правила:
- Для устойчивости и правильного положения стеклореза, к концам линейки или полосы крепим кусочки резины (можно использовать обычный ластик)
- В алмазный стеклорез вставляем кристаллик, острым углом к поверхности. Роликовый стеклорез смачиваем скипидаром или керосином. Если у вас масляный стеклорез — ничего делать не нужно.
- Делаем метки на зеркале. Затем, прикладываем линейку к поверхности, и ровным, спокойным движением проводим линию, перпендикулярно зеркалу, ослабляя это движение на самом краю. Сильно давить не нужно, если вы заметите белую тонкую и ровную линию — значит, всё сделано правильно. При резке алмазным стеклорезом, линия будет чуть видна. Скрипа, или толстых линий быть не должно. Чем тоньше зеркало — тем острее должен быть угол заточки выбираемого ролика.
- Смещаем зеркало к краю стола, придавливая его одной рукой, а другой — надавливаем резким, но не очень сильным движением вниз. Отколотая часть должна отпасть, но если этого не произошло, то пользуемся плоскогубцами, предварительно обмотав края изолентой, или проходимся от верха вниз молотком, аккуратно постукивая по всей линии.
- Обрабатываем край герметиком, или прозрачным лаком для ногтей.
Если что-то пошло не так — пробуйте сделать разрез рядом, отступив пару миллиметров. Кусочков стекла и крошки так же не должно быть. А при резке должен слышится характерный треск.
Итак, готовим поверхность, делаем лекало, и все необходимые разметки на зеркале. Особенностью данного процесса является то, что стекло нужно отламывать небольшими частями, предварительно разрезав их на ровные участки по степени кривизны.
Предлагаем ознакомиться Как быстро и качественно почистить и помыть ковер Ванишем?
После того, как вы вырежете нужную фигуру, обязательно пройдитесь по краю наждачной бумагой.
Резка металла плазменным резаком или плазморезом
О возможностях плазмотрона хорошо рассказано в видео. Просмотрев ролик вы обязательно захотите иметь в хозяйстве такое чудесное оборудование, даже несмотря на его большую цену.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Резка металла происходит под действием энергии плазмы. Получается это следующим образом. Когда нажимают кнопку розжига, подается ток от источника и внутри плазмотрона образуется дежурная сварочная дуга. Через нее проходит сжатый воздух, ионизируется, и плазмой вырывается через сопло с высокой скоростью. Плазма имеет температуру свыше 10 тыс. градусов и скорость в два раза больше скорости звука. Этой энергии достаточно, чтобы металл расплавился и даже испарился.
Оператор подносит плазморез к месту, где необходимо выполнить разрез и металл начинает плавиться. Скорость ручного перемещения должна обеспечивать разрез металла. Параметрами резки есть сила тока и давление воздуха. Подробности о том, как получается плазма и устроен резак хорошо показано в видео.
При неправильно подобранных параметрах на кромке может образоваться окалина. После окончания резки сразу не отключают подачу сжатого воздуха. Он подается некоторое время для охлаждения металла.
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;









В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами.
Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.

Ручная самодельная гильотина
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость.
Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





