

Общие сведения
При точечной контактной сварке прочность соединения определяется размером и структурой сварной точки. Это, в свою очередь, зависит от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Производительность точечной сварки может достигать 600 соединений в 1 минуту. Применяется для соединения тончайших деталей (от 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности.
Частным случаем этого вида сварки является точечная конденсаторная сварка.
Это интересно: Что такое ММА сварка и каковы ее особенности? (видео)
Выбор
В процессе выбора подходящих электродов для точечной сварки следует обратить особое внимание на размеры и форму рабочего элемента изделия. Также следует учитывать характеристики обрабатываемого материала, его толщину, форму сварочных узлов и режим сварки
У инструмента для контактной сварки бывают разные рабочие поверхности:
- Плоская;
- Сферическая.
 Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Габариты рабочего элемента инструмента подбираются в соответствии с типом и толщиной обрабатываемых материалов. Результаты исследования, которое было проведено экспертами французской компании «ARO» показали, что рассчитать необходимый диаметр можно, воспользовавшись следующей формулой:
dэл = 3 мм + 2t, где «t» — толщина листов, которые подлежат сварке.
 Сложнее подсчитать необходимый диаметр инструмента при неодинаковой толщине листов, сварке материалов разного типа и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины, диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
Сложнее подсчитать необходимый диаметр инструмента при неодинаковой толщине листов, сварке материалов разного типа и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины, диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
При сварке комплекта элементов диаметр следует подбирать, руководствуясь толщиной внешних элементов. Для сварки материалов различного типа наименьшее проплавление имеет металлический сплав с минимальным удельным электросопротивлением. В таком случае следует применять приспособление, сделанное из материала повышенной теплопроводности.
Состав и свойства электродов
Самое важное свойство в разделении сварных расходников по типу сварки, для которого они пригодны. Необходимо рассматривать самые широко используемые из них
Для точечной сварки
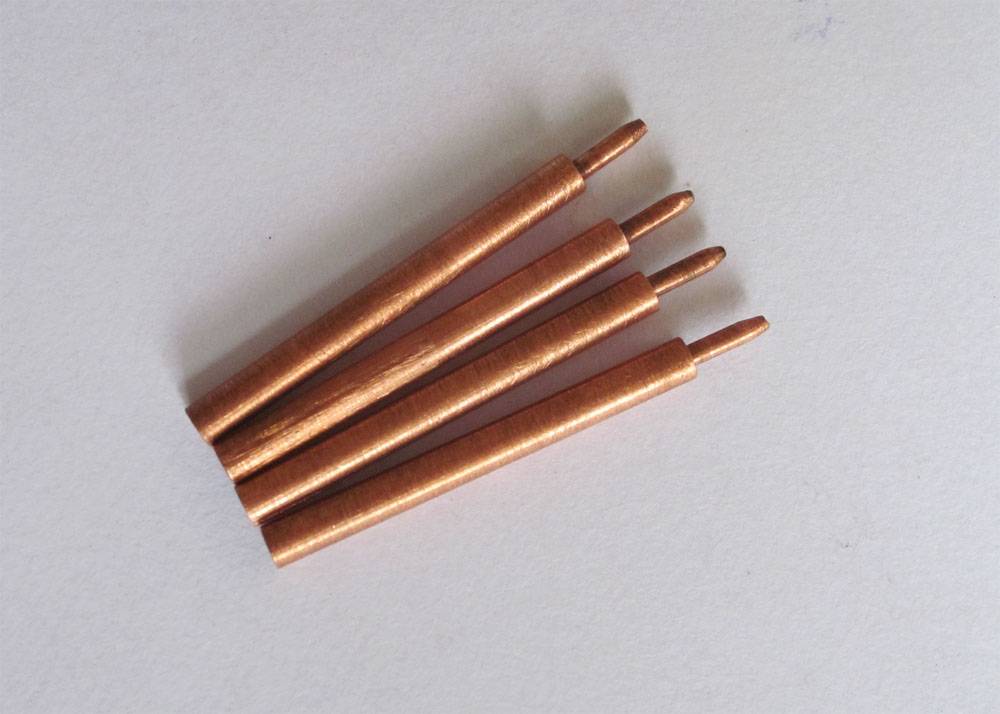
При таком способе соединения в качестве шва выступает точка размером с диаметром рабочей поверхности стержня. Чаще всего это металлический электрод с основой из меди, изготовленный в соответствии с ГОСТом-14111-90. Окружность его изменяется от 10 до 40 мм.
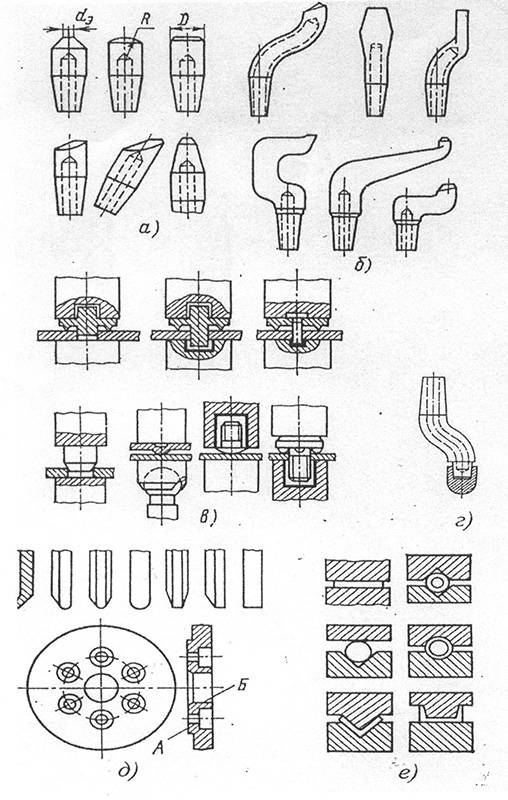
Для выполнения работ необходимо точно подобрать его размер и тип рабочей поверхности:
- цилиндрический;
- конический;
- сферический или со скошенным рабочим концом;
- с переходным цилиндрическим участком;
- сплошной или составной.
Это происходит при увеличении рабочей зоны более чем на 20% от первоначального габарита.
Преимуществами подобного вида сварки стали:
- простота выполнения;
- эстетика сварочного пятна;
- высокая производительность;
- использование инверторов в процессе работы.
Недостатком считается низкая герметичность шва.
Для ручной дуговой
В этом случае следует рассматривать характеристики обмазки, которая применяется для стабилизации дуги во время выполнения операции. Каждая из классификаций сварочных электродов здесь предусматривает каждую особенность как материала свариваемых деталей, так и свойства покрытия, позволяющего выполнить наиболее качественный шов.








Среди электродов для дуговой сварки выделяются самые популярные:
- Легированные, с химическими добавками для улучшения эксплуатационных характеристик. У подобного инструмента в маркировке имеется буква Т.
- Если в названии стержня есть литера У, то в процессе производства использованы металлы с повышенным содержанием углерода. Подобные соединения увеличивают механическую прочность соединения на разрыв до 600 МПа.
- Популярны электроды из конструкционной стали, помечаемые знаком Н. Они предназначены для напайки металлов для усиления специализированных эксплуатационных качеств соединения.
Другие виды
Для ручной и электродуговой сварки существуют не только электроды в виде отдельных стержней.
В зависимости от потребностей и условий работы в качестве расходников можно применять:
- Сварочную проволоку из медного, алюминиевого сырья. Она изготавливается в соответствии с ГОСТом 2246-70, который допускает 77 разновидностей сердечников – низкоуглеродистых, низко- и высоколегированных, цветных металлов. Толщина стержня составляет 0,3-12,0 мм в случае ручного применения, до 3 мм для полуавтоматов и 2,5 мм для автоматической сварки. Для наплавочных работ есть более толстые виды проволоки. Для прочности и чистоты шва, повышения устойчивости горения дуги и уменьшения разбрызгивания окалины рекомендуется использовать омедненные типы изделий.
- Следующая разновидность материала для сварки – порошковая, флюсовая или самозащитная проволока. Ее используют в полуавтоматических аппаратах в виде металлической оболочки с наполнением из ферросплавов, минералов, химикатов, рудных пород. Этот компонент предназначен для защиты стыка из железа от окисления, легирования, раскисления соединения и стабилизации дуги. С помощью этой технологии появилась возможности отказаться от применения газовых баллонов.
Сварочное оборудование, работающее на переменном токе
Трансформаторы  являются одним из самых популярных видов оснащения для проведения сварочных работ. Сваривание осуществляется благодаря нескольким комплектующим, входящим в конструкцию аппарат:
являются одним из самых популярных видов оснащения для проведения сварочных работ. Сваривание осуществляется благодаря нескольким комплектующим, входящим в конструкцию аппарат:
- магнитопровод;
- первичная обмотка, выполненная из изолированного провода;
- вторичная обмотка, на которой чаще всего отсутствует изоляция;
- ходовой винт с резьбой служит для изменения положения обмоток, управления расстояния между ними и регулирования воздушным зазором;
- ходовая гайка винта;
- рукоять для вращения винта;
- корпус для защиты агрегата.
Модели трансформаторов могут иметь дополнительные элементы: вентиляция, ручки и колеса для удобства транспортировки. Также аппарат может быть оснащен техническими деталями, совершенствующими его работу.
На рынке представлено большое количество вариантов трансформаторов, различающихся по следующим параметрам:
- вес и габариты;
- величина выдаваемого напряжения холостого хода;
- сила электротока;
- возможность работы с электродами различных диаметров;
- количество потребляемого тока.
Сварочный генератор  представляет собой автономную установку. Данное оборудование используется для проведения сварочных работ в условиях отсутствия полноценного источника энергии.
представляет собой автономную установку. Данное оборудование используется для проведения сварочных работ в условиях отсутствия полноценного источника энергии.
Устройство (внутреннее оснащение) таких аппаратов включает следующие компоненты:
- преобразователь включает в себя двигатель переменного напряжения и электрогенерирующее устройство. Этот элемент делает возможным изменение параметров тока;
- сварочный агрегат состоит из приводного ДВС, электрогенератора переменного тока и конструкции, которая позволяет
- контролировать параметры тока;
- сварочный генератор бывает вентильным и коллекторным.
Конструкция (внешнее оснащение) состоит из нескольких деталей:
- индикатор, отображающий силу тока (1);
- прерыватель цепи (2);
- переключатели режимов (3 и 4);
- выход 230В 16А х 2 (5);
- регуляторы силы тока и форсажа дуги (6 и 7);
- клеммы для подключения сварочных кабелей (8).
Основные достоинства агрегатов данного типа:
- высокие технические характеристики;
- компактные размеры обеспечивают мобильность;
- удобное и недорогое оборудование;
- высокий уровень надежности и функциональности;
- небольшой уровень шума.
Данные сведения помогут определить какие лучше аппараты использовать для сварочных работ на переменном напряжении.
Характеристика:
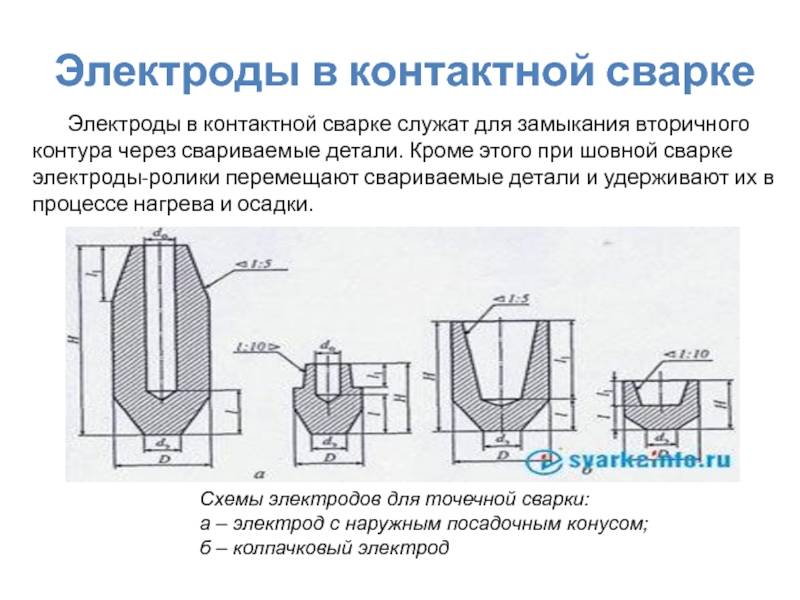
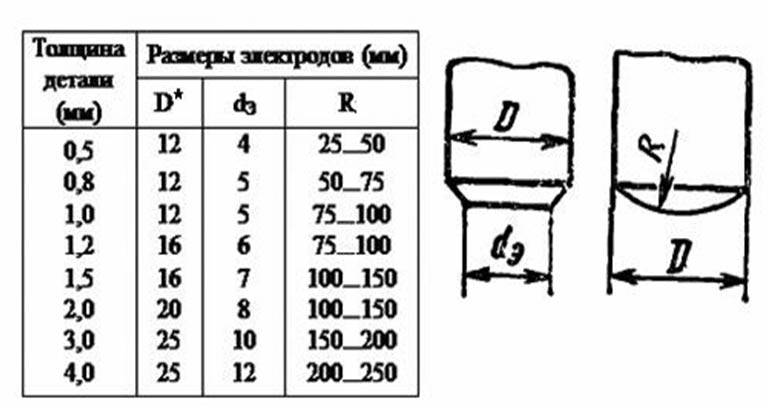
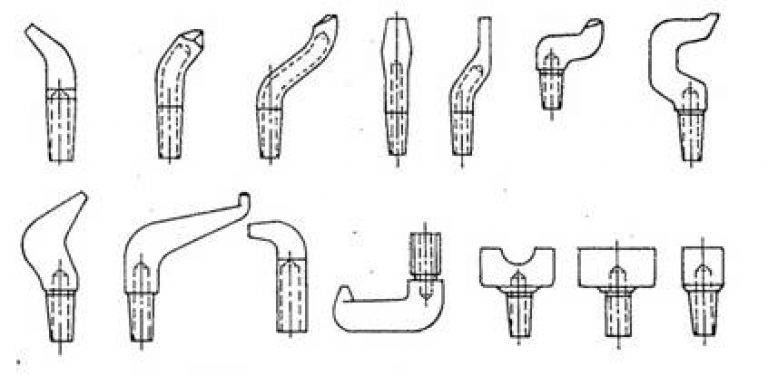
- Наибольшее распространение в практике получили электроды, имеющие в рабочей части форму усеченного конуса и плоскую контактную поверхность.
- Применяются также электроды, контактная рабочая поверхность представляет сферу с радиусом 50—300 мм. Типы электродов показаны на рис.
- Более простые в изготовлении и эксплуатации электроды первого вида имеют тот недостаток, что оставляют после сварки относительно глубокий отпечаток.
Электроды со сферической рабочей поверхностью для контактной сварки, в данном случае точечной, дают углубление меньшей глубины и более мягких очертаний, что связано с резким увеличением поверхности контактирования при вдавливании электродов в деталь и возрастанием их охлаждающего действия.
Виды электродов для сварки металлов и сплавов по различным характеристикам
Каждый сварщик обязан чётко знать отличительные черты различных видов электродов. Чтобы эти знания были максимально систематизированными и понятными, мы собрали героев нашего обзора в отдельные группы по различным показателям. Именно эти критерии позволят выбрать наиболее оптимальный вариант.
 Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Какие электроды изображены на фото: покрытые графитовые или непокрытые вольфрамовые? Прочтите статью, и вы с лёгкостью ответите на вопрос ФОТО: stalenergo-96.com
Классификация по типу плавления
По этому признаку принято деление на два характерных вида – плавящиеся и неплавящиеся.
К первым относится изделия, которые в процессе сварки превращаются в расплавленный металл, а после отвердевания становятся единым целым с обеими кромками, выступая своеобразным «клеем».
 Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Плавящиеся электроды не требуют закупки проволоки, позволяя осуществлять сварку одной рукой ФОТО: polytestsystem.com
Представители неплавящегося типа, наоборот, имеют сопротивляемость высоким температурам и износу. Их основная цель – стабилизировать дугу. Для наплавки придётся использовать специальную сварочную проволоку.
 В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
В качестве материала для неплавящегося электрода чаще всего применяют вольфрам либо уголь ФОТО: azmen.a-idea.ru
Классификация по виду покрытия
Не менее значимым и показательным критерием является тип защитного покрытия на сердечнике. Превалирующее большинство производителей предпочитает использовать следующие варианты в своих продуктах:
- основное покрытие (горячая смесь из углекислого магния, кальцита и щепотки флюорита), отлично подходящее к работе с углеродистыми и нержавеющими сталями любого уровня сложности и нагрузки;
- рутиловая обмазка, состоящая из двуокиси титана. Это решение идеально для новичков, поскольку не создаёт большого количества искр и предотвращает разбрызгивание проволоки;
- целлюлозная «оболочка», наоборот, характеризуется образованием массы брызг, но при этом позволяет надёжно «запечатывать» самые требовательные и сложные швы, не боясь в некоторых ситуациях даже чугуна;
- кислые покрытия (в составе присутствует оксид марганца либо железа) лучше использовать только на крупных предприятиях или специальных комплексах ввиду высокой токсичности. Тем не менее, они позволяют достигнуть максимальной скорости при сварке.
 Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru
Особенно хорошо рутиловые компоненты помогают при создании тонких декоративных швов ФОТО: stroychik.ru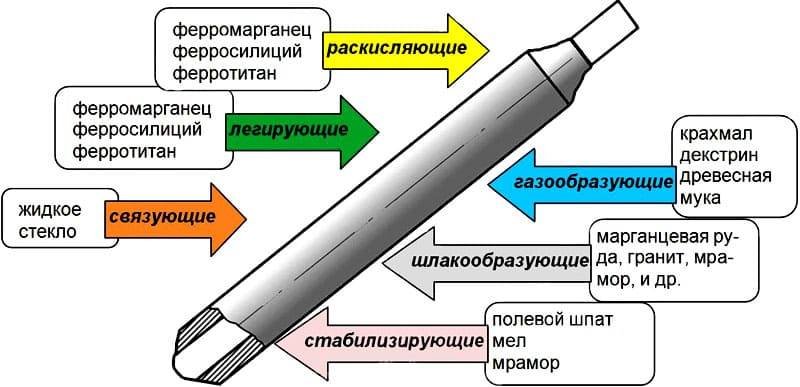 Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info
Производители могут предлагать и смешанные покрытия, применение которых актуально при сложных комплексных процедурах (например, под водой) ФОТО: elektrodi.info









Классификация по диаметру электрода
Диаметр сварочного стержня также имеет значение. Измеряется он исключительно в миллиметрах и зависит от толщины стали. Вот наиболее распространённые значения, встречающиеся на сегодняшний день:
| Толщина металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-11 | 12-15 | 15-20 |
| Оптимальный диаметр электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и выше |
 Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Для бытового использования достаточно электродов диаметром 2 или 3 мм, более мощные образцы применяются в промышленности ФОТО: vseinstrumenti.ru/
Классификация по положению в пространстве
Наконец, производители и сварщики классифицируют героев нашего обзора по их расположению в процессе сварки. Данный критерий разделяет всю продукцию на пять положений: горизонтальное, вертикальное, нижнее, потолочное либо универсальное. Какое из них выбрать – каждый, в соответствии с поставленными задачами, решает сам.
 Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Отметим, что универсальный вид продукции имеет наиболее солидную стоимость – за удобство приходится платить хорошие деньги ФОТО: extxe.com
Когда были созданы неплавящиеся электроды
Идея применения неплавящихся угольных электродов для сварки металлов была впервые выдвинута российским изобретателем Н. Н. Бенардосом в 1882 г. Поскольку работы велись без подачи инертного газа в зону расплава (несмотря на появление первых патентов в 1890 г.), то качество соединения, насыщенного частицами углерода, было низким. По этой причине в начале XX столетия распространение получили плавящиеся электроды с покрытием, которое защищало сварной шов.
В 1920 г. появляются первые установки, позволяющие вести работы неплавящимся инструментом в среде защитного газа (технология ТИГ).
Применяемое оборудование
Аппарат точечной сварки различается, прежде всего, потребляемой при работе мощностью. Он может быть в виде машины с большими габаритами и высоким уровнем производительности, но потреблять при этом большую мощность.
Также есть устройства, имеющие вид небольшого переносного аппарата, который можно использовать для проведения разовых сварочных работ в быту.
Существующие сварочные аппараты отличаются характером тока в процессе выполнения сварного соединения. Он зависит от принципа устройства и схемы электрической замкнутой цепи.
Сварочное оборудование для точечной сварки производят в виде:
- машин, которые осуществляют сварное соединение на переменном токе;
- аппаратов, использующих токи низкой частоты;
- машин, проводящих сварку в режиме конденсатора;
- машин, использующих для сварки постоянный ток.
Устройство для точечной сварки МТР-16053
Наибольшее применение имеет точечный сварочный аппарат, который осуществляет процесс сварки на переменном токе. В таких машинах напряжение для работы получают путем преобразования сетевого напряжения 220 или 380 вольт с использованием трансформатора, время работы которого регулируется специальным модулем, управляющим контроллером и другими приборами, включенными в схему.
Устройство МТК-2002ЭК
Конденсаторный режим сварочных работ состоит в постепенном накоплении электроэнергии конденсатором во время его зарядки. Затем осуществляется быстрый расход этой электроэнергии при генерации большого импульса тока. Это дает возможность проводить процесс очень быстро и расходовать при этом меньшую электроэнергию и мощность. Импульсный расход электроэнергии дает максимально сконцентрированное тепло за короткий промежуток времени, что создает минимальную термическую зону соединения деталей. Примером конденсаторной машины является аппарат точечной сварки МТК-2002ЭК.
К машинам, работающим на постоянном токе, относится устройство МТВР-19053. Оно имеет особую конструкцию хоботов и вставленных в них электродов. Это дает возможность выполнять сварное соединение различных по форме и размеру деталей.
Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.







Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Практический опыт определения
Опытные сварщики способны самостоятельно без какой-либо литературы или вспомогательных таблиц определить оптимальные значения силы тока и размера стержня для выполнения того или иного вида работы. Для этого им достаточно знать характеристики соединяемых металлов и размеры. Для новичков существуют справочные материалы, как, например, таблица для работы инвертором.
Выбор силы тока при сварке электродом
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
С помощью такого справочника несложно определить настройки оборудования и толщину расходника, которые потребуются для работы с металлом определенной толщины. Помимо табличных данных нужно учитывать и рекомендации производителя электродов, а также возможности сварочного оборудования. Существуют формулы, позволяющие более точно определить значения.
Для электродов диаметром 4-6 мм применяется формула I = (20 + 6d) d, где
I – сила тока в амперах (А);
D – диаметр электрода в миллиметрах (мм).
Для вычисления силы тока при сваривании металлов электродом до трех миллиметров применяется иная формула: I = 30 d. Если речь идет о расходных материалах толщиной 3-4 мм, то следует воспользоваться такой формулой: I = 40 d. Расчетданных после первых пробных свариваний проверяется и корректируются. Как правило силу тока требуется уменьшить примерно на 10-15%.
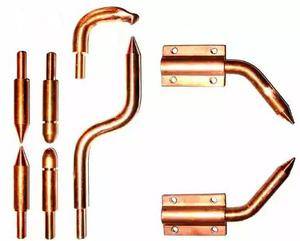
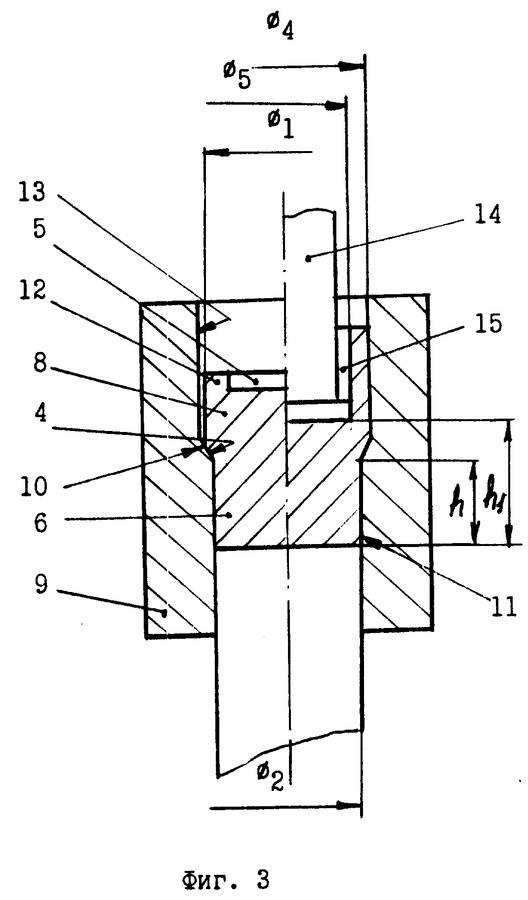
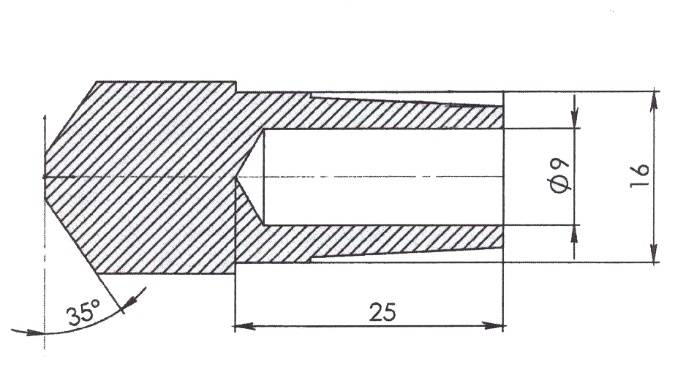
Конструкция электродов
Электроды для контактной точечной сварки конструктивно состоят из рабочей части, средней части, имеющей форму цилиндра, и посадочной части. Рабочая часть у разных видов электродов может быть плоской или иметь сферическую поверхность. Диаметр окружности плоской рабочей поверхности или радиус сферы следует выбирать в зависимости от толщины соединяемых деталей и от материала электрода. Угол конуса рабочей части электрода, как правило, составляет 30 градусов.

От средней части зависит прочность электрода. Диаметр этой части, и ее длина выбирается производителями из размерного ряда, установленного нормативными документами в соответствие с тем, какое значение имеет наибольшее усилие сжатия. Диаметр электрода должен быть в два раза больше, чем суммарная толщина соединяемых деталей.
Для плотной установки в электродержатель посадочная часть имеет небольшую конусность. Это является предотвращением протечки охлаждающей воды. Уклон зависит от диаметра электрода, так же, как и длина посадочной части.
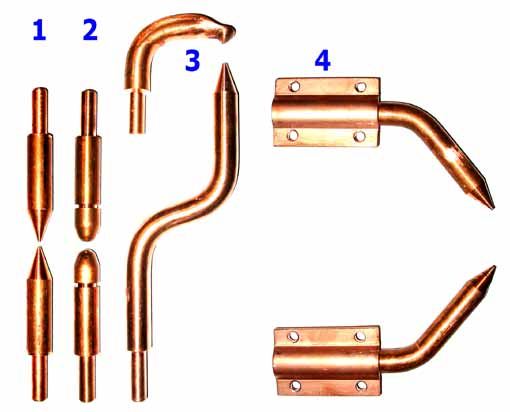
Однако, прямолинейная форма иногда не позволяет осуществлять контактную сварку в труднодоступных местах, а также в том случае, если изделие имеет сложную конструкцию. Поэтому производителями изготавливаются электроды контактной сварки различной формы. Такая искривленная конфигурация позволит осуществлять сварку в глубине конструкции. Это позволяет сделать грамотный выбор для конкретного вида предстоящей работы.
Технология контактной сварки
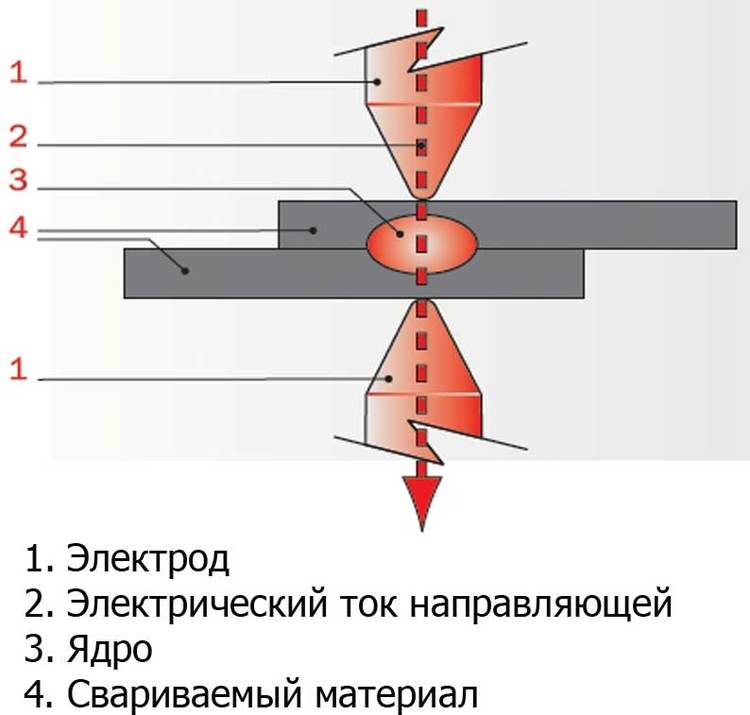
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.








Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.




Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Итоги
Применение контактной сварки из инвертора своими руками позволяет соединять металлы и сплавы разных марок с помощью высокой температуры электрического тока, провоцирующей пластическую деформацию зоны контакта деталей при их сжатии.
Технология контактной сварки имеет широкую область применения: активно применяется в быту и промышленных масштабах при изготовлении больших партий однотипных изделий из металла.
Важно соблюдать технологию, нанести на схему обозначение контактной сварки, применить рекомендуемые производителем электроды, правильно выбрать режимы работы агрегата, тогда сварные швы приобретут высокое качество и долговечность





