

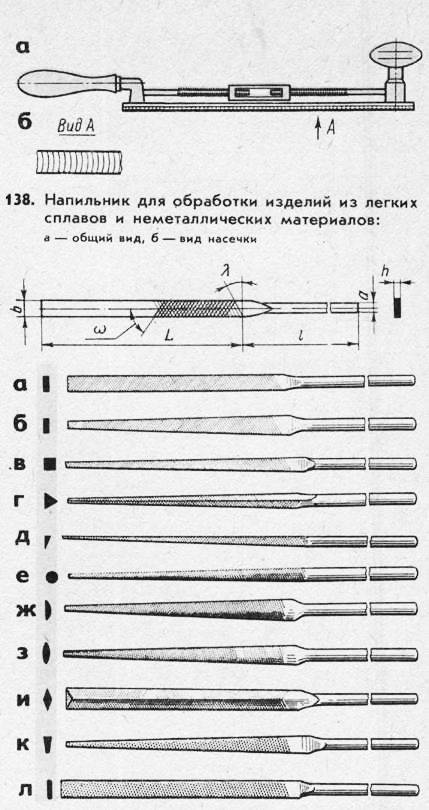
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
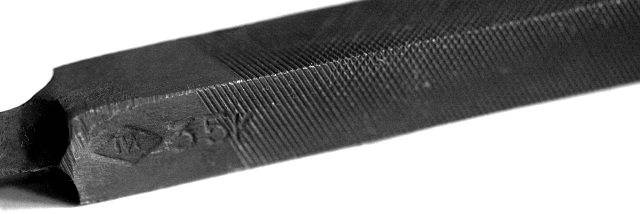
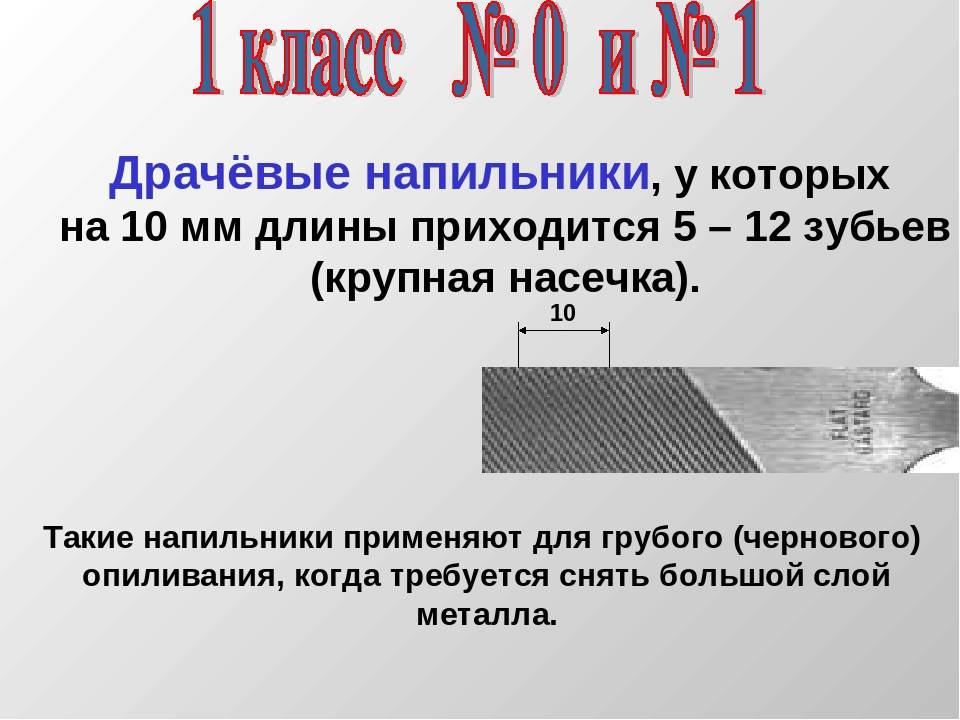
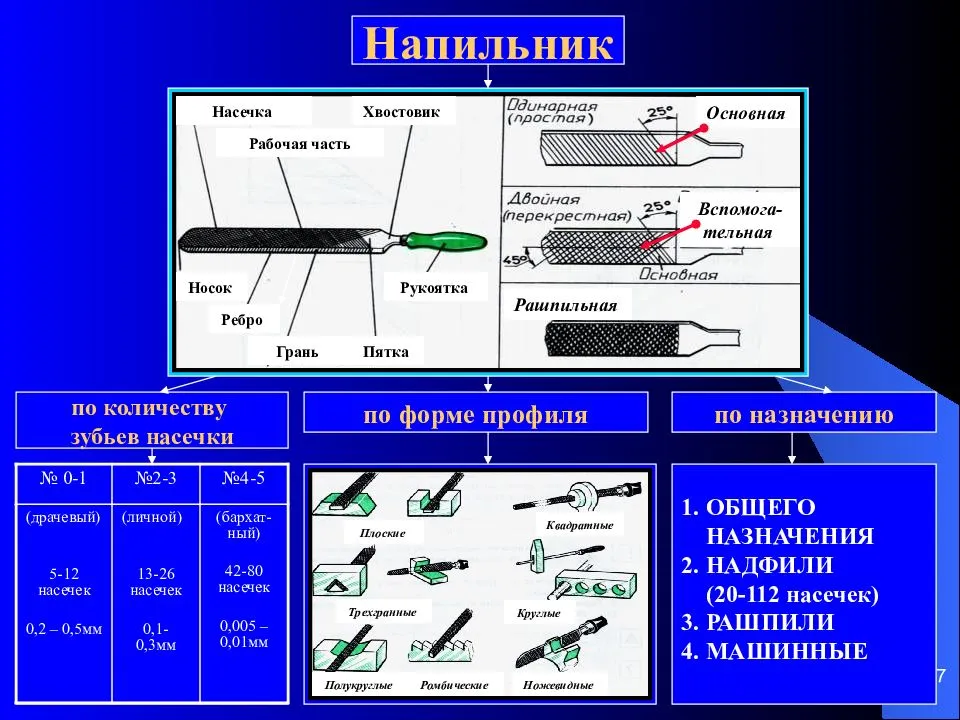
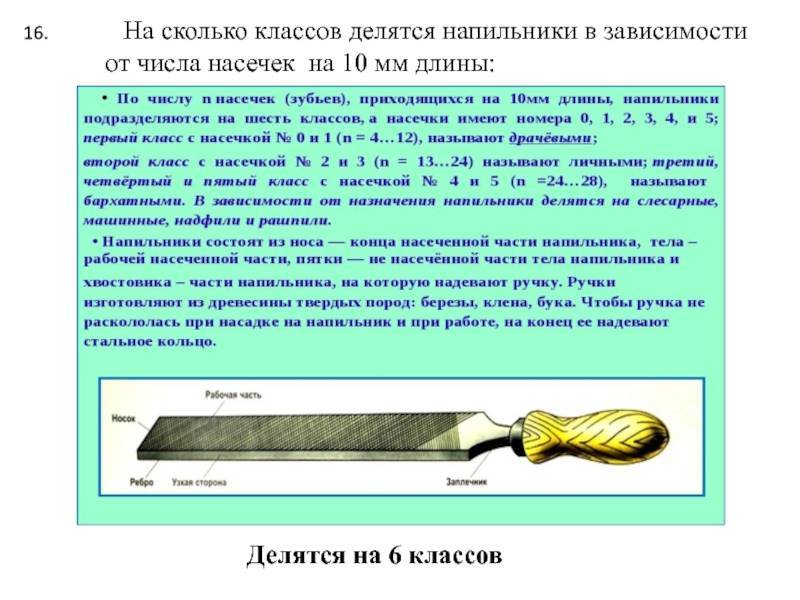
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
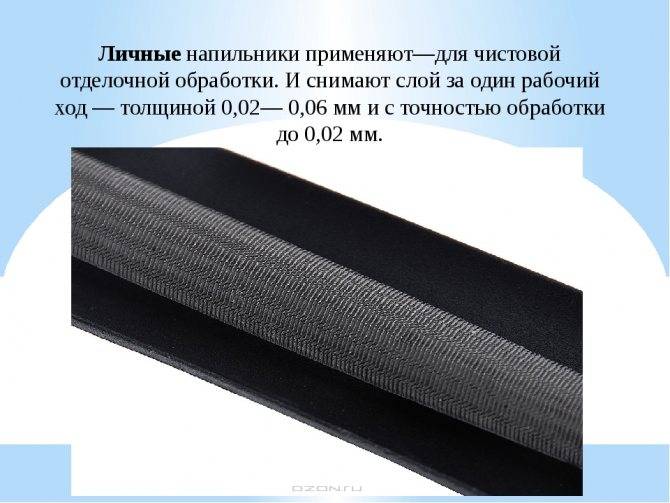
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
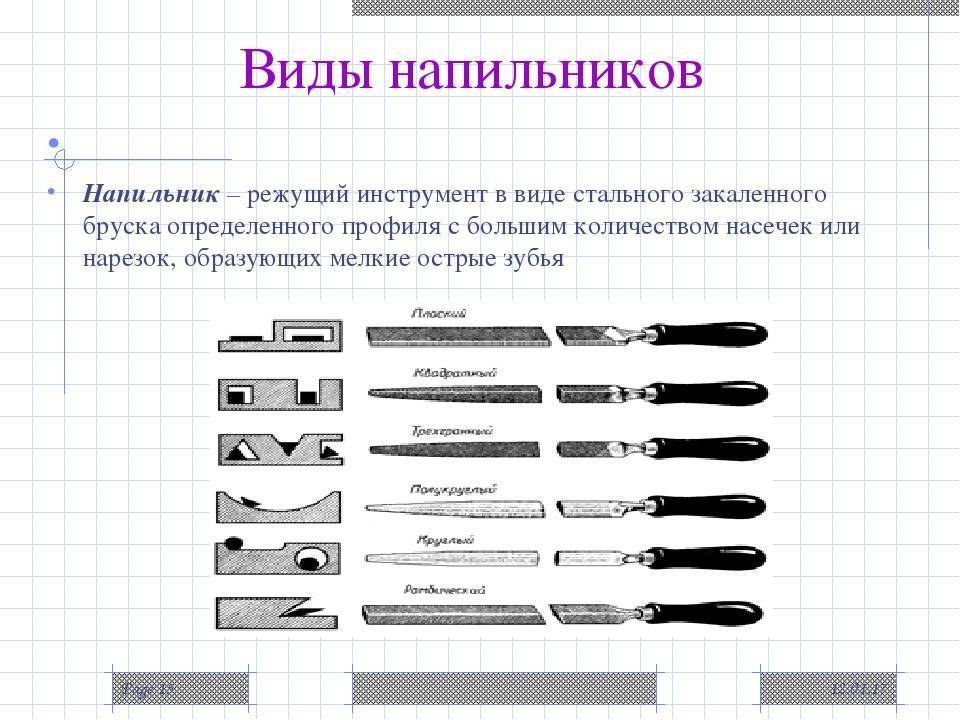
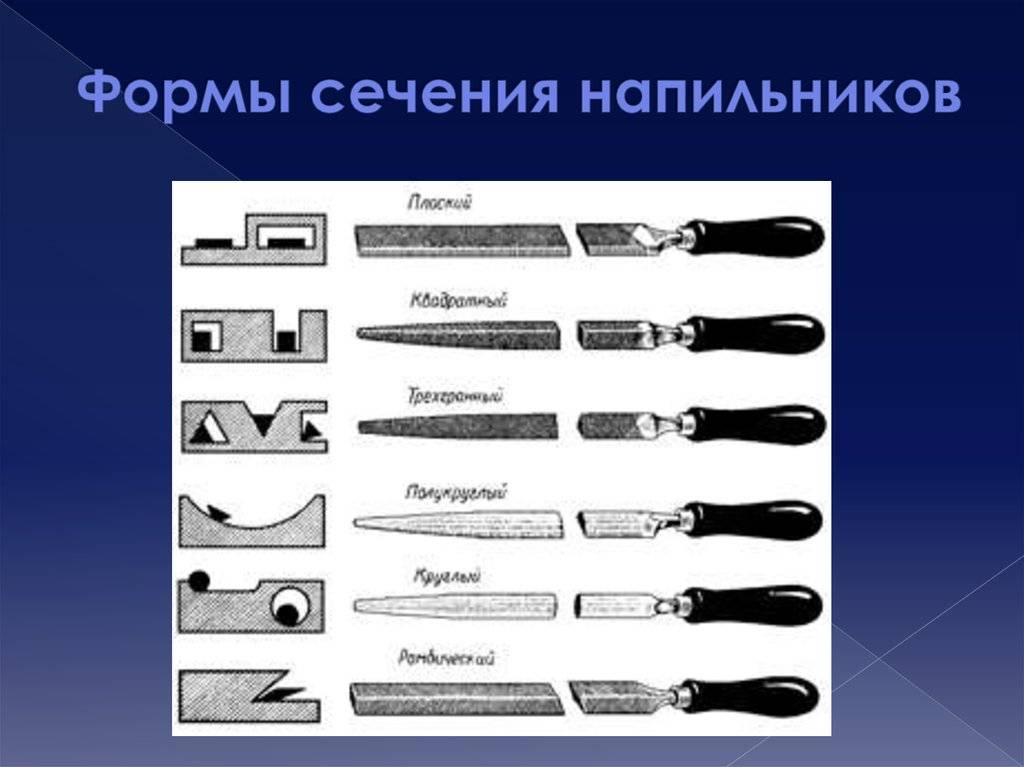
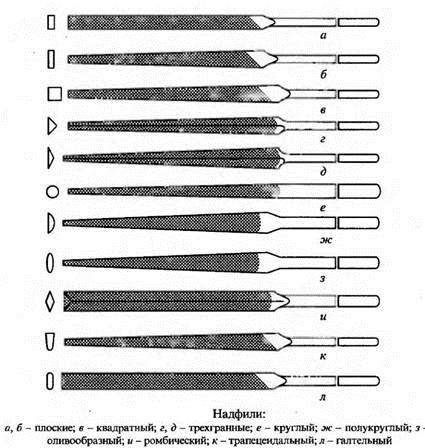
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

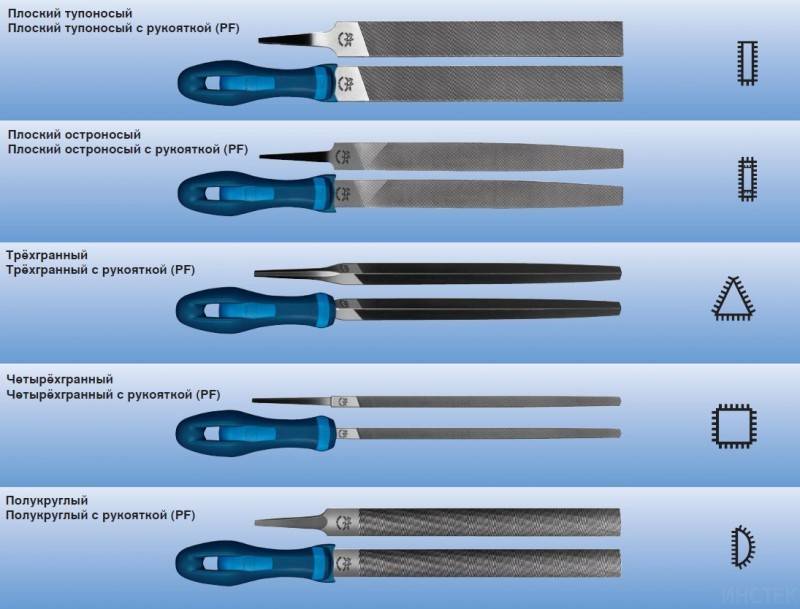
1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

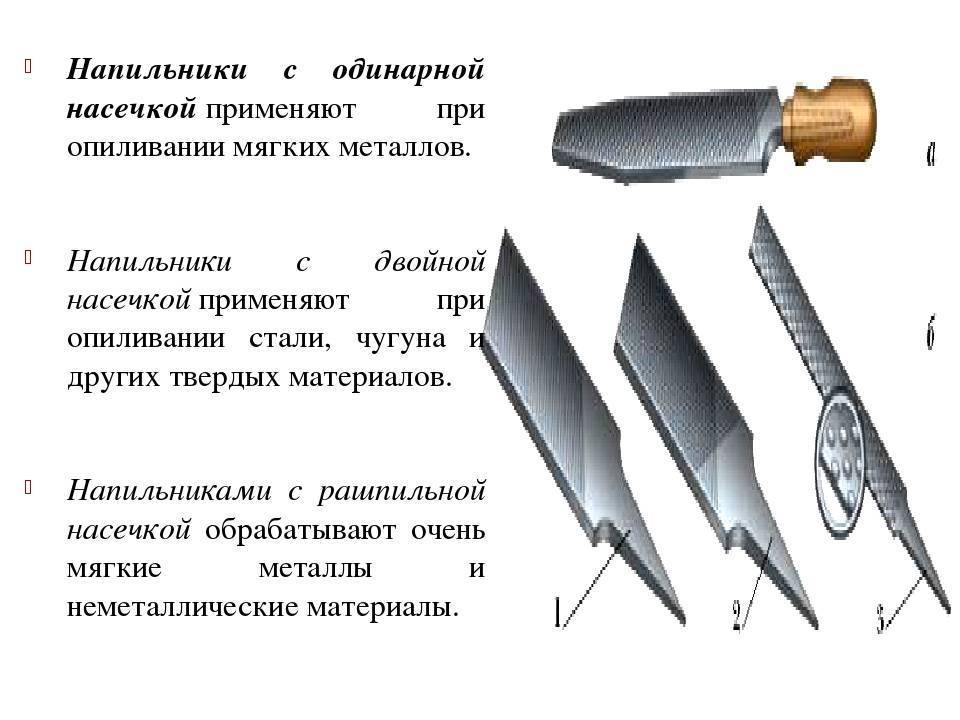
Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
Читать также: Условное обозначение гальванического элемента
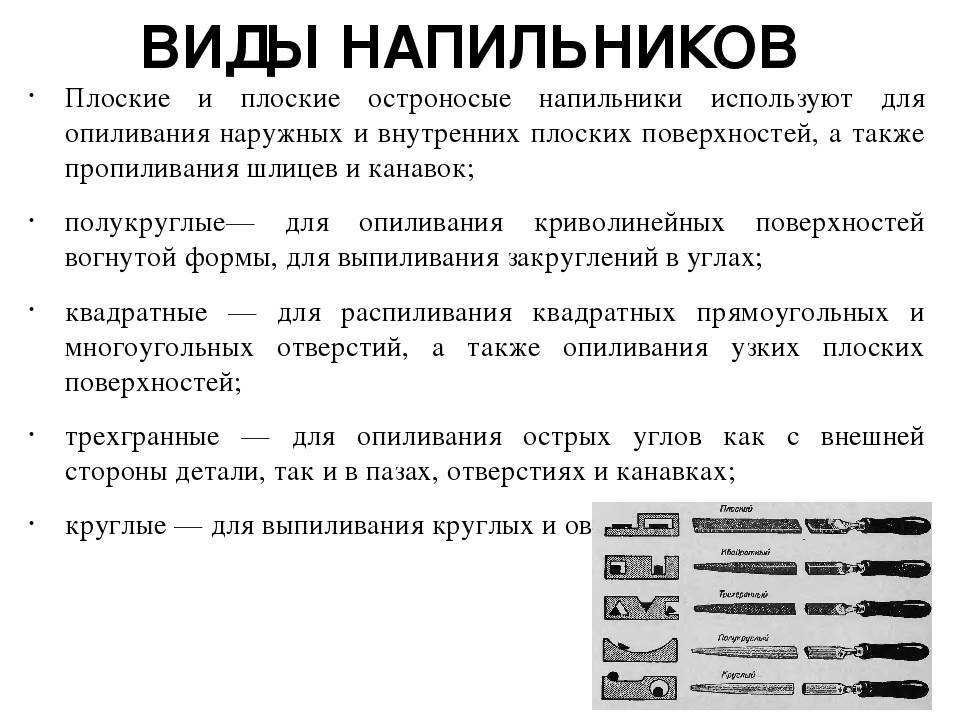
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.
4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
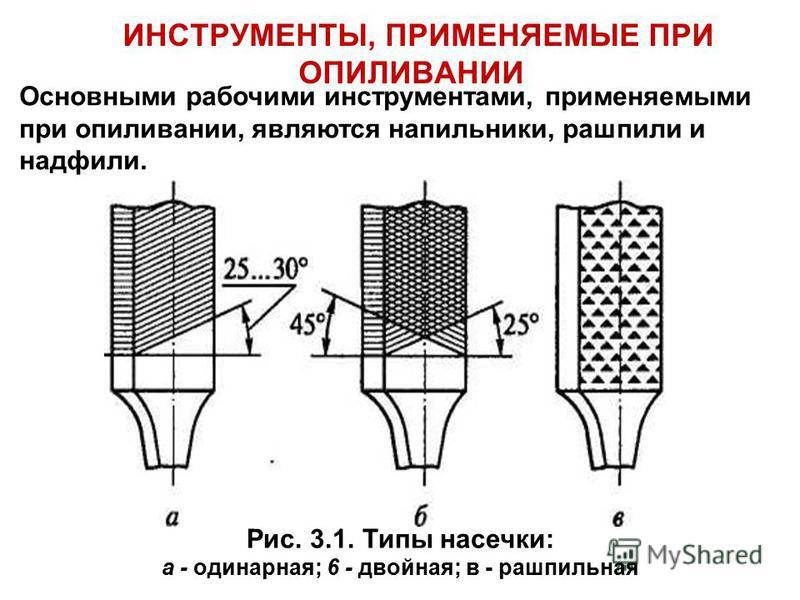
Виды и размер насечек
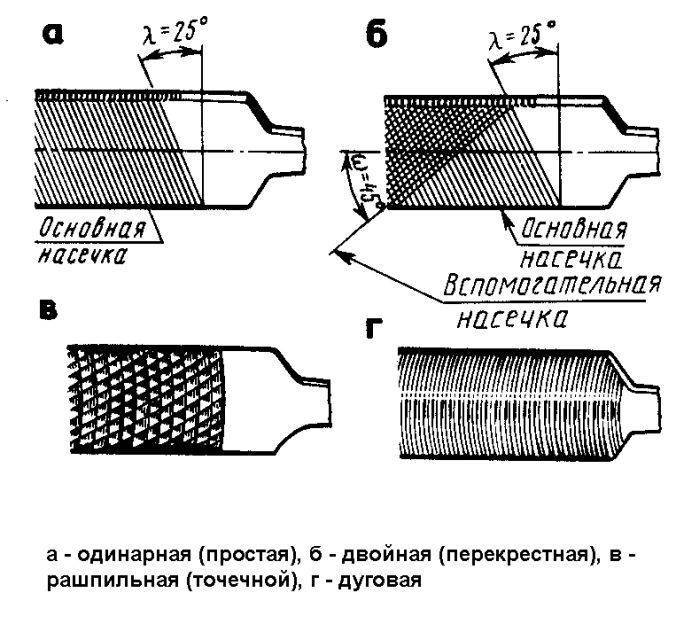
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом; — фрезерные станки; — шлифовальные станки со специальными кругами; — зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13; — У 10, 12, 13 А; — ШХ15 УА; — 13Х и их зарубежные аналоги.
Приемы опиливания
Наибольшая производительность труда при опиливании обеспечивается при расположении верхней поверхности губок тисков на уровне локтя рабочего (рис. 6, а). Существенное влияние на производительность опиливания оказывает положение ног и корпуса рабочего при работе.



Наиболее удобное положение такое, при котором корпус слесаря составляет примерно 45° с линией, проходящей через губки тисков (рис. 6, б). Левая нога слесаря должна быть выдвинута вперед носком в сторону рабочего движения напильника на расстояние 150–200 мм от переднего края верстака и должна воспринимать почти весь вес тела. Правая нога должна быть отдалена от левой на 200–300 мм. Угол между средними линиями ступней должен составлять примерно 60– 70° и правая нога должна быть упором (рис. 6, в).
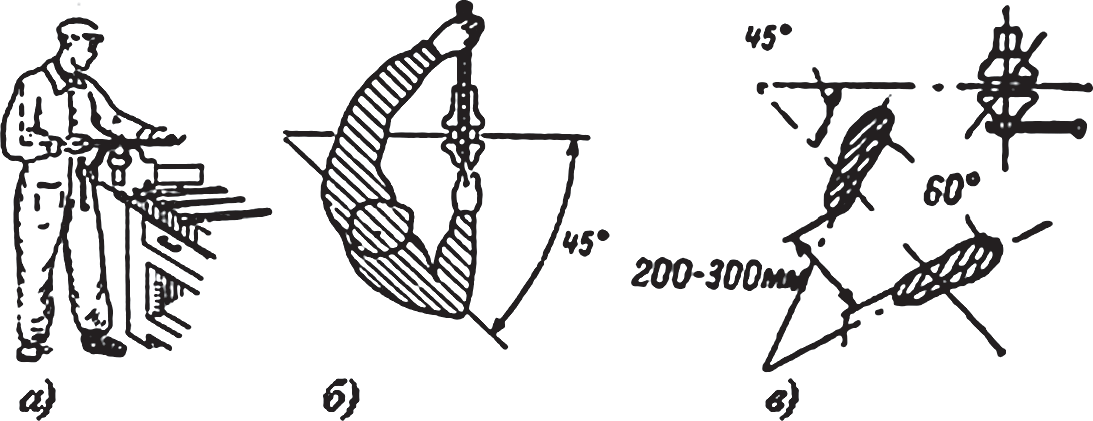
Рис. 6. Приемы опиливания
Для снятия напильником толстых слоев металла приходится нажимать на напильник с большей силой, и поэтому правую ногу отставляют от левой на 500–700 мм, так как в этом случае нагрузка на нее больше, чем в первом случае. При слабом нажиме на напильник, например при доводке или отделке поверхности детали, ноги ставят почти рядом.
Существенным является координация движений слесаря и усилий, прикладываемых к напильнику (рис. 7).
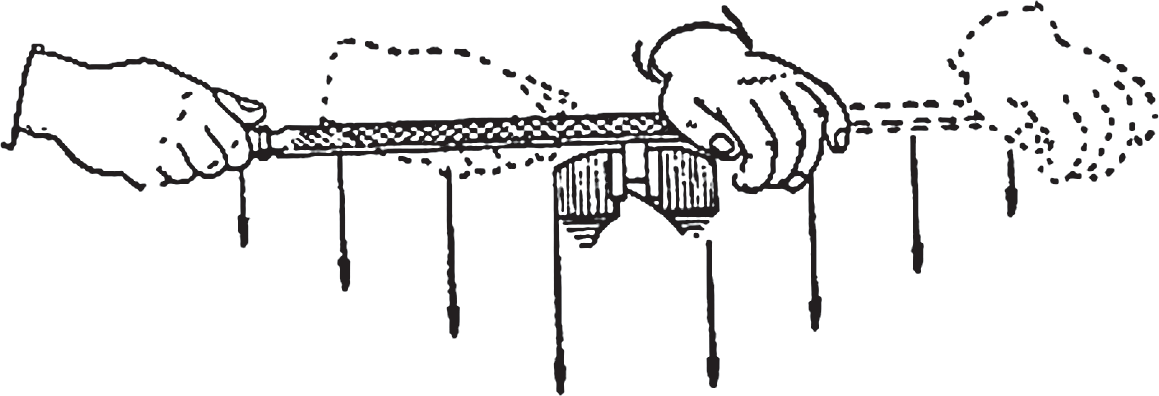
Рис. 7. Схема распределения усилий нажима рук при опиливании
Движение напильника должно быть строго горизонтальным, поэтому вертикальные усилия на рукоятку и нос напильника должны изменяться в зависимости от положения точки контакта напильника с деталью. При рабочем движении напильника усилие левой руки необходимо постепенно уменьшать. Регулируя усилие нажатия на напильник, добиваются получения ровной опиливаемой поверхности без завалов по краям. Прижимать напильник к детали необходимо только при рабочем ходе (от себя). Во время обратного хода напильник должен лишь скользить по поверхности. Чем грубее обработка, тем больше должно быть усилие при рабочем ходе.
Если плоскую поверхность опиливают особенно тщательно, ее проверяют «на краску». Окрашенные места опиливают, а затем поверхность снова проверяют по краске. Так продолжают до тех пор, пока не будет достигнута необходимая точность обработки поверхности.
Правильное положение рук при черновом опиливании показано на рис. 8. Темп движения напильника зависит от его величины и выполняемой работы. Опиливание идет быстрее, если темп движения взят небольшой, а стружку снимают большую.
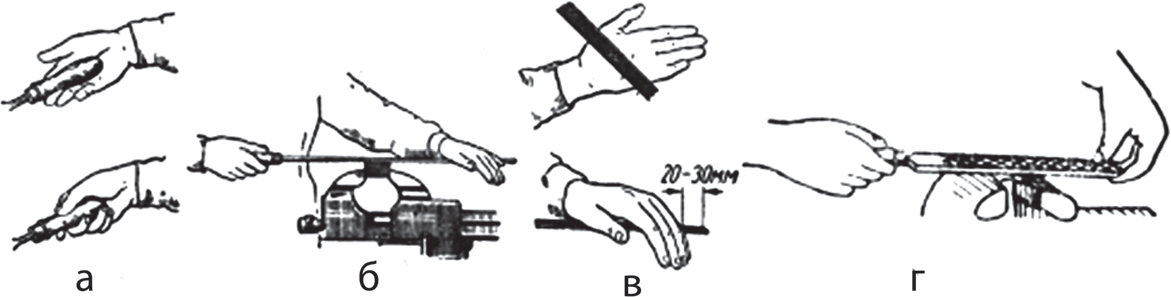
Рис. 8. Приемы работы напильником: а — положение ручки напильника в правой руке; б — выполнение опиливания; в — положение левой руки на напильнике; г — положение левой руки при чистовом опиливании
При чистовом опиливании вертикальное усилие нажатия на напильник должно быть значительно меньше, чем при черновом опиливании. В этом случае левой рукой нажимают на нос напильника не ладонью, а лишь большим пальцем (рис. 8, г). На поверхности заготовки напильник оставляет следы зубьев, которые называют штрихами или рисками. По равномерности штрихов определяют качество опиливания. Для уменьшения глубины штрихов и лучшего выравнивания плоскостей изменяют положение рук и периодически изменяют направление опиливания, в результате получается перекрестный штрих.
При опиливании металлов (особо вязких) между зубьями напильников набивается стружка, которая мешает дальнейшей работе и царапает поверхность обрабатываемой заготовки. Поэтому напильники периодически чистят щетками.
Рабочую поверхность личного напильника с целью предупреждения царапания покрывают мелом. Мел заполняет пространство между зубьями напильника, и стружка не попадает во впадины между насечками.
Опиливание поверхности обычно заканчивают ее отделкой. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, которой обертывают напильник, и абразивными брусками. При этом направление движения напильника может быть поперечным, продольным или круговым штрихами (рис. 9).
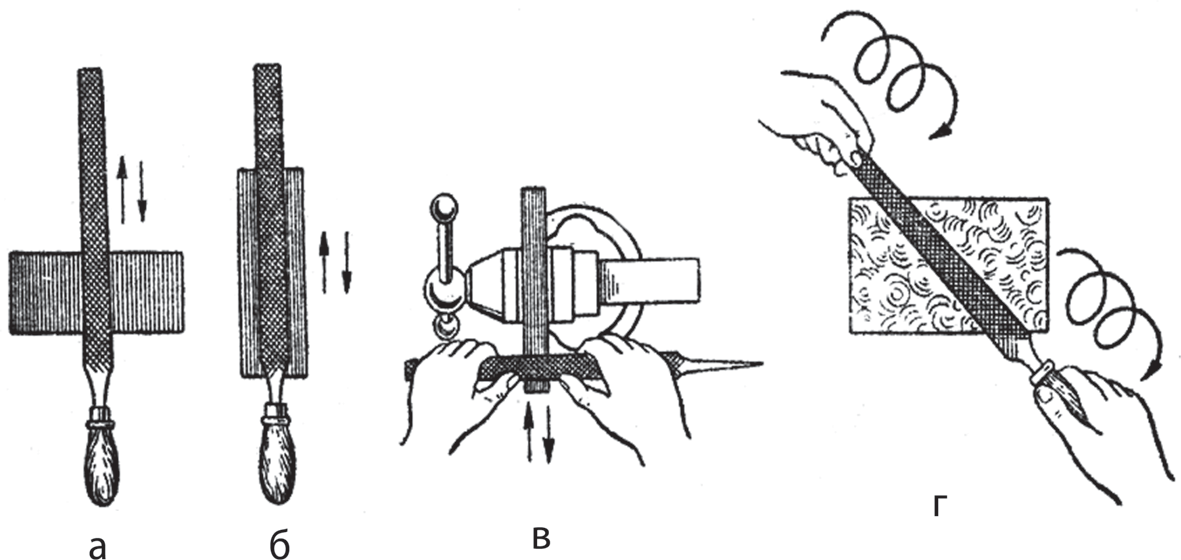
Рис. 9. Отделка поверхности напильником: а — поперечным штрихом; б и в — продольным штрихом; г — круговым штрихом
Чтобы получить гладкую и чистую поверхность, насечку напильника необходимо во время работы чаще прочищать и натирать мелом (при опиливании алюминия — стеарином).
После отделки поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом (рис. 10). В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку натирают стеарином.
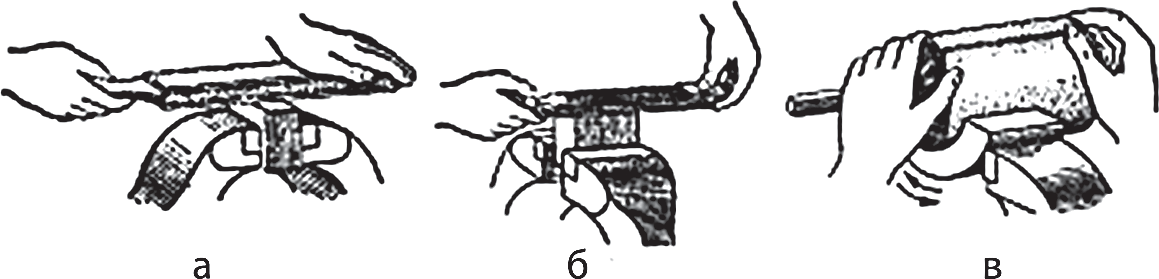
Рис. 10. Отделка опиленных поверхностей: а – деревянным бруском с наклеенной наждачной бумагой; б – абразивной бумажной шкуркой, натянутой на напильник; в — вогнутой поверхности абразивной шкуркой
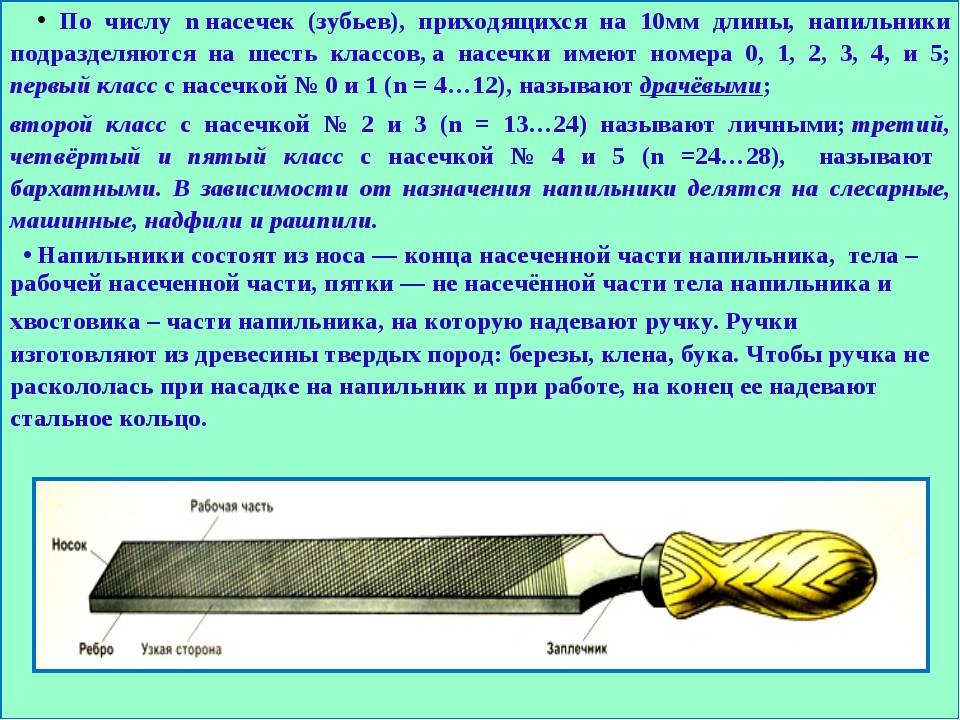
Напильник — что это за инструмент и его конструктивные составляющие
Для обработки металлических и деревянных заготовок используются разные инструменты. Главное предназначение напильников — стачивание верхнего слоя с металлических и деревянных заготовок. С конструкцией этого приспособления знакомы даже дети, так как инструмент представляет собой металлический многолезвийный брус разной формы с рукояткой. Для изготовления бруска используется сталь специальных марок — ШХ15 и У10А. Это стали, состоящие из 1,1-1,25% углерода, то есть с низким его содержанием. Наружная поверхность металлической части имеет насечки, посредством которых осуществляется шлифование поверхности.
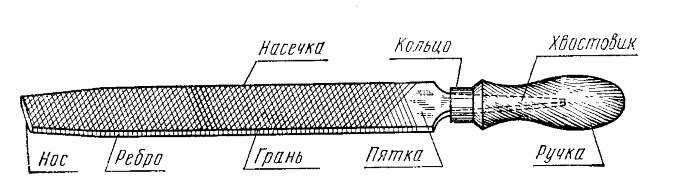
Главными конструктивными элементами приспособления являются:
- Стальной брус — может иметь прямоугольную, круглую, треугольную форму, на наружной поверхности которого наносятся насечки. Эти насечки представляют собой режущие грани, которыми выполняются действия по стачиванию слоя металла. Насечки образуют рифленую поверхность (многолезвийную часть), позволяющая получить высокую точность при обработке деталей
- Рукоятка — служит для управления инструментом. Для ее производства применяется древесина или пластик (очень редко встречаются металлические ручки). Современные напильники оснащаются рукоятками из фибергласса. Рукоятка крепится с металлическим брусом через хвостовик конусообразной формы. Если рукоятка выходит из строя, то ее можно заменить, что является одним из важнейших достоинств напильников

Если взглянуть на фото инструмента, то кроме основных конструктивных деталей, он состоит из множества вспомогательных элементов:
- Грани — насечки на рабочем основании инструмента. Именно они делают из отрезка металла напильник, применяющийся для выполнения целого ряда разных функций
- Ребра — боковые стороны металлического основания, на которых также присутствуют насечки. При помощи этих насечек можно выполнять отпиливание заготовок
- Носок — торец или передняя часть прибора. Она имеет тупую форму зауженного типа
- Пятка — тыльная часть, на которой отсутствуют насечки. Пятка соединяет полотно с хвостовиком
- Хвостовик — зауженная конусообразная часть, посредством которой к металлической части крепится рукоятка
Простейшая конструкция инструмента позволяет использовать его для решения следующих задач:
- Уменьшение граней различных деталей и заготовок, что выполняется с целью подгона их до необходимых размеров
- Удаление загрязнений и ржавчины с поверхности деталей и заготовок
- Заточка разных инструментов и оборудования
- Шлифовка деталей до соответствующих показателей шероховатости
- Отрезка заготовок — можно использовать в качестве режущего инструмента
- Выполнение фасок, шлицев, радиусов и канавок
Есть один секрет, который поможет каждому мастеру, когда необходимо получить отверстие нужного диаметра. Если под рукой нет сверла нужного диаметра, то получить соответствующий размер отверстия поможет круглый напильник. Для этого нужно просверлить предварительно отверстие такого диаметра, какое имеется в распоряжении сверло. После этого при помощи напильника осуществляется увеличение диаметра до нужного размера.
Изготовление напильников выполняется с соблюдением соответствующих требований. Эти требования предусматриваются ГОСТом 1465-80. Главное требование, предусматриваемое ГОСТом — это обеспечение высокой твердости металлического основания инструмента. Для достижения высоких прочностных параметров, металлическое основание подвергается термической обработке без отпуска. При этом достигается твердость инструмента, соответствующая значениям не менее 54-58 HRC.
Это интересно! Пилочка для ногтей — это ближайший родственник столярного напильника. Инструменты предназначены для выполнения схожих действий, но при этом выполняется обработка разных видов материалов.
Назначение и виды напильников
- Плоский. Им хорошо зачищать ровные части заготовок.
- Инструмент с квадратным сечением. Они удобны для подгонки деталей с внутренними квадратными или многогранными отверстиями.
- Полукруглый. Подойдёт для шлифовки вогнутых поверхностей с большим диаметром.
- Круглый. Они помогут расширить отверстие малого радиуса, а при необходимости придать ему другую форму, например, сделать овал или эллипс.
- Трехгранные помощники мастера служат для работы с деталями, имеющими острые углы, до 60°.
- Есть напильники с ромбической формой. Угол между рабочими плоскостями такого инструмента меньше, чем у треугольных «коллег по цеху». Их используют для обработки деталей внутри острых углов. Например, для заточки ножовки с мелким зубом.
Преимущества напильника
 Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Он прост в применении и дешёв в приобретении. Если использовать электроинструмент, например, для заточки, такой прибор будет сложен в использовании.
Станок для заточки инструмента, обеспечит точные углы и высокое качество исполнения работы, но стоит больших денег.
Приобретение такого станка для редкого использования не практично. Напильником можно обрабатывать детали в труднодоступных местах. Например, отверстия различной сложности.
Наружные поверхности с множеством углов и изгибов. Его работоспособность не зависит от наличия электроэнергии. Напильник относительно безопасен. Не разбрасывает стружки, не мечет искры, не имеет опасных вращающихся элементов.




Напильник, в отличие от электрического инструмента, снимает небольшой слой. Поэтому им испортить заготовку сложнее. Если требуется точная подгонка двух деталей надо использовать напильник с мелким зубом. Ещё одна классификация напильников – по плотности насечек.
 При шлифовке металлических или деревянных деталей не всегда есть возможность прибегнуть к помощи наждака или шлифовальной машинки. В таких случаях не избежать обращения к такому инструменту, как напильник. Это приспособление вместе с молотком и пассатижами является оснащением скорой неотложной помощи во многих домашних делах. От его хорошего состояния и правильного применения зависит немалая часть успешного выполнения работы.
При шлифовке металлических или деревянных деталей не всегда есть возможность прибегнуть к помощи наждака или шлифовальной машинки. В таких случаях не избежать обращения к такому инструменту, как напильник. Это приспособление вместе с молотком и пассатижами является оснащением скорой неотложной помощи во многих домашних делах. От его хорошего состояния и правильного применения зависит немалая часть успешного выполнения работы.
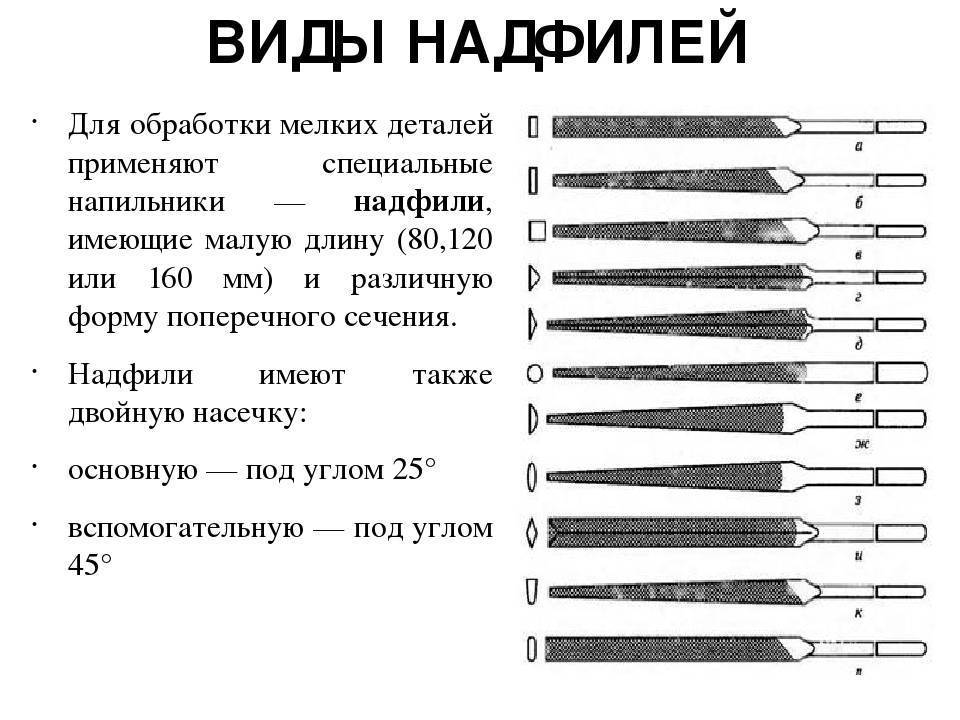
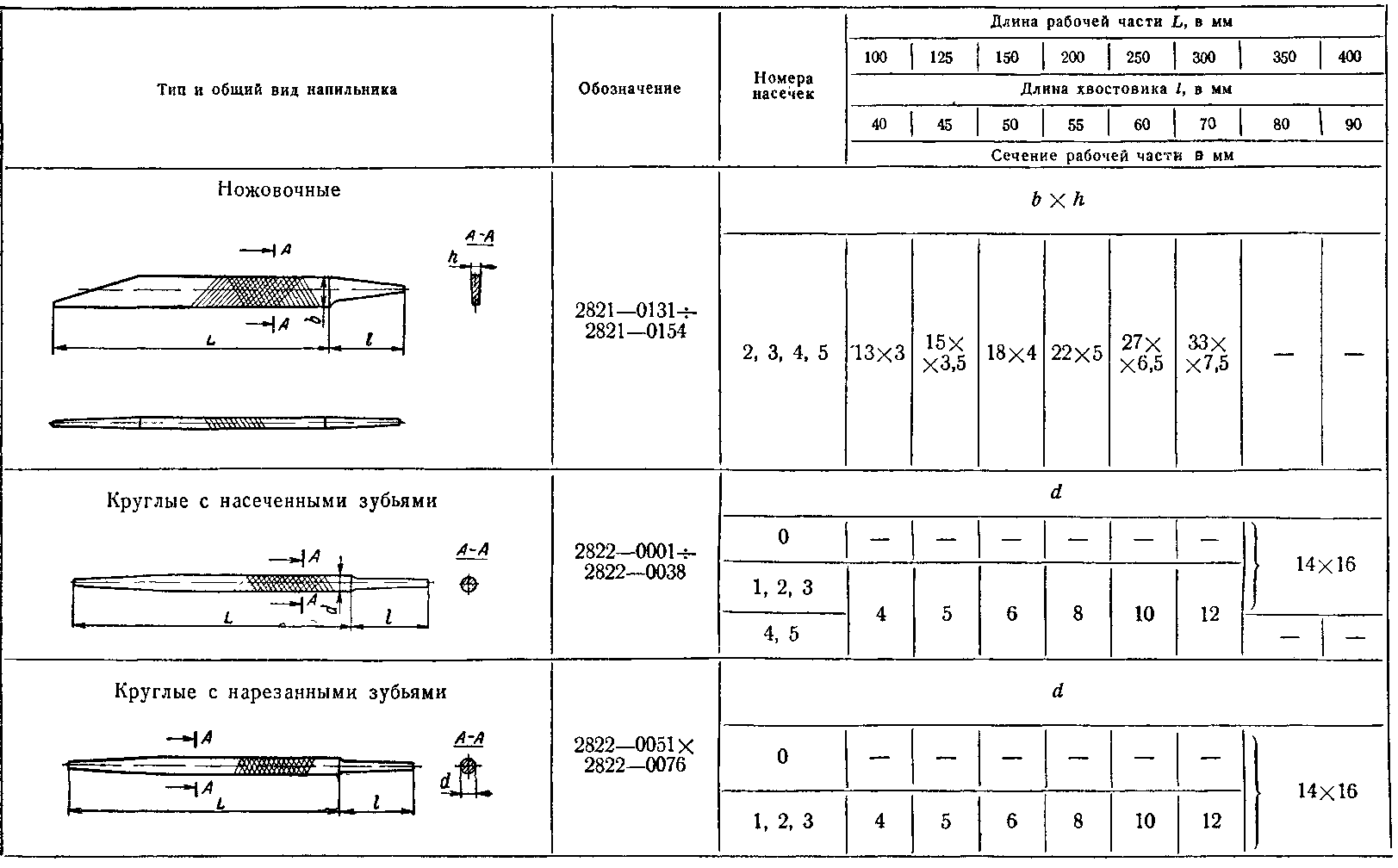
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.
Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Подробности читайте в статье «Надфиль. Назначение, характеристики, виды и выбор».
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики. В числе значимых параметров – качество зубьев. В числе значимых параметров – качество зубьев
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек; — Форму рабочего тела; — Длину; — Особенности рукояти или хвостовика.
Читать также: Поперечный упор для циркулярки своими руками
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.
Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
1. Столярно-слесарного назначения – от 64 до 66 HRc;
2. Заточного типа – от 65 до 67 HRc;
3. Рашпили – от 53 до 56 HRc.
Действительное качество проверяется только в процессе использования.
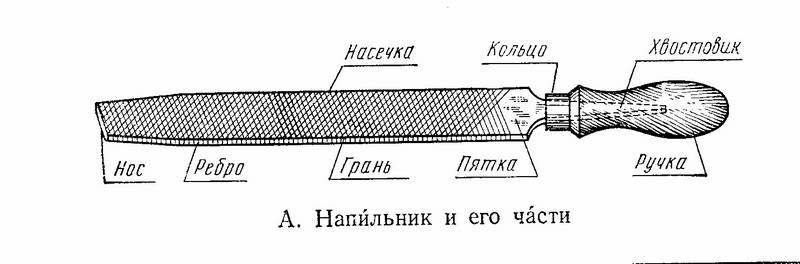
Устройство инструмента
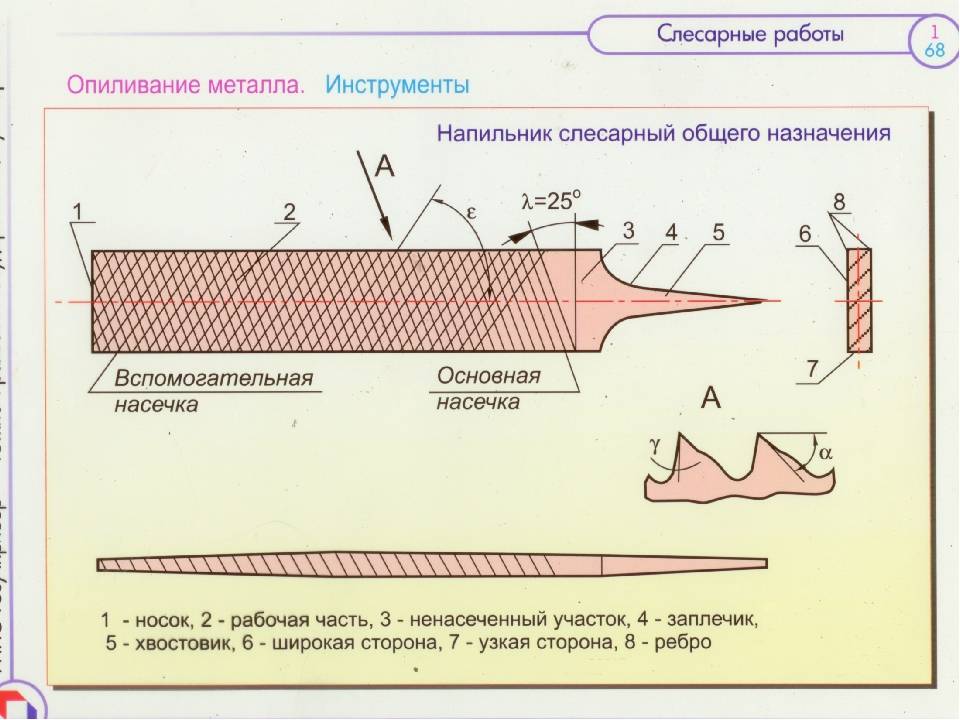
Слесарный напильник, состоящий всего из двух частей – главный помощник слесаря. Он чрезвычайно прост по конструкции. Устройство инструмента можно представить в виде двух частей: первая, иногда называемая «лезвием», выполняет основную работу, и хвостовик, на который крепится ручка, выточенная из дерева или пластика. В рабочей части выделяют:
- передний торец – носок;
- боковую грань – ребро;
- рабочую зону – грань;
- участок грани без насечки – пятка.
Основная часть переходит в узкий, конической формы, хвостовик, на который насаживается деревянная рукоятка. Чтобы она при насаживании не раскололась, на неё плотно надето металлическое кольцо. В итоге можно сказать, что инструмент состоит из рабочего тела и ручки.



![§ 38. классификация напильников [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/9/6/8/9688fb01897e14a4fd0fac49e125f0c8.jpeg)


Кроме ручных напильников, существуют механизированные. Рабочая поверхность у них изготовлена в виде кольца абразивной ленты, а привод либо электрический, либо пневматический. Причём, аккумуляторные электронапильники абсолютно автономны, с ними можно работать в любых труднодоступных местах.
Классификация инструментов по форме
Перед непосредственным проведением работы необходимо правильно провести выбор самого оптимального инструмента. На данное время встречаются следующие разновидности формы:
- Плоские встречаются намного чаще остальных. Их главное предназначение состоит в опиливании наружных и внутренних плоскостей всевозможных изделий. Рабочая часть в данном случае предоставлена плоским металлическим листом, который с двоих сторон имеет насечки. При этом в большинстве случаев на торцевых поверхностях также наносятся насечки.
- Полукруглые формы также часто используются для работы с самыми разными изделиями, а еще получения изогнутых плоскостей. Есть при этом тыльная сторона, которая сделана в плоской форме. Полукруглая форма используется для выпиливания углов с острыми концами, критерий которых составляет 60 градусов.
- В наборы часто включается изделие с круглой формой. Они применимы на случай, когда полукруглый драчевый напильник не может использоваться по тем или другим причинам.
- Есть в продаже драчевые напильники с прямоугольной формой. Такой вариант выполнения самый удобный в использовании в случае работы с узкими плоскостями, которые нельзя обработать при использовании обычного варианта выполнения.
- Треугольные применяются для получения углов с острыми концами. При этом обрабатывается внутренняя и наружная поверхность.
- Ромбическая форма применяется для опиливания зубьев, которые считаются поверхностью для работы звездочек и шестерен. Используются они очень нечасто, так как шестерни и звездочки служат частью очень непростых механизмов.
Аналогичная классификация должна предусматриваться при подборе подходящего драчевого напильника. Вышеприведенная информация указывает на то, что от формы в большинстве случаев зависит область использования.
Чем отличается рашпиль от напильника? — Станки, сварка, металлообработка
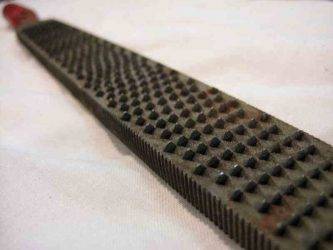
Очень часто для черновой обработки изделий применяются специальные инструменты. Классическим набором мастера можно назвать сочетание напильников и рашпиля, оба варианта характеризуются своими определенным особенностями. В большинстве случаев обозначенные инструменты используются для работы с деревом или металлом, а снятие металла может проводится в несколько заходов.
Рашпилем называют одну из разновидностей напильника, который имеет достаточно крупные насечки. Область применения заключается в предварительной обработке материалов (пластмассы, древесины, а также мягкого металла и кожи).
Чистовой инструмент в подобных случаях применяться не может, так как созданные углубления забиваются с высокой скоростью и скорость обработки достаточна мала. Рассмотрим особенности этого инструмента подробнее.
Рашпиль по дереву
Несмотря на достижения в науке и технике, дерево считается одним из самых распространенных материалов на сегодняшний день. Его обработка может проводится при применении самых различных инструментов, в том числе рашпиль. При рассмотрении того, что такое рашпиль отметим следующие моменты:
- Самый распространенный вариант исполнения имеет плоскую рабочую часть с тупым носом. Она применяется для снятия материала с плоских и других поверхностей.
- Насечка выполнена в крупном виде. За счет этого обеспечивается образование крупной стружки, которую довольно просто удалить с поверхности. Перед каждым зубом есть специальная канавка, за счет которой упрощается процесс удаления стружки.
- Инструмент делиться на основную рабочую часть и рукоятки. В некоторых случаях рукоятка может сниматься, при изготовлении применяются самые различные материалы.
В целом можно сказать, что напильник рашпиль предназначен для грубой работы. После его применения также требуется проведение доводки и других подобных операций. Степень шероховатости обрабатываемой поверхности весьма велика.
Виды рашпилей
Выделяют довольно большое количество различных видов подобного инструмента. Классификация проводится по различным признакам, наиболее важным можно назвать вид рабочей части:
- Плоские рашпили встречаются намного чаще других вариантов исполнения, как правило, включены в стандартные наборы. Подобная рабочая поверхность может применяться для отделки плоских поверхностей, наконечник может быть зауженным или прямым.
- Встречается и рашпиль полукруглый. В большинстве случаев инструмент с подобной поверхностью используется для обработки полукруглых заготовок. Степень закругления основной части изделия может существенно отличаться.
- Для работы с изделиями, которые обладают необычной формой, часто применяются варианты исполнения с треугольным или другим сложным сечением. Особая форма позволяет проводить снятие материала с углов и других сложных геометрий.
Секреты ухода за напильниками
Как и за другим ручным инструментом, за драчевым напильником следует своевременно ухаживать, за счет чего существенно продлевается эксплуатационный срок. Несмотря на применение металла, драчевый напильник весьма хрупкий. Основными рекомендациями можно назвать следующее:
- Не допускается совершение ударов по металлическим предметам. Это правило должно соблюдаться на момент проведения работы и хранения. Чаще всего повреждения допускаются на момент сваливания всех инструментов в один ящик. Идеальным выбором можно назвать использование специального ящика с различными гнездами, которые и предназначены для хранения отдельных инструментов.
- Специалисты запрещают класть драчевый напильник на металлическую поверхность. Это связано с тем, что в подобном случае можно лишиться части зубьев. Если работы проводятся часто, то нужно заблаговременно подготовить специальную деревянную подставку. Подобный материал более мягкий и подходит для подобного применения.
- Изделие должно храниться вдали от высокой влажности. Это связано с тем, что влага становится причиной появления коррозии, из-за которой существенно снижается эксплуатационный срок.
- Нельзя допускать контакт изделия с любыми смазочными материалами. Некоторые проводят смазку поверхности для исключения вероятности появления коррозии, однако это серьезная ошибка. Снятие металла с поверхности осуществляется за счет трения, а смазка снижает эффективность.
- Не рекомендуется проводить работу, связанную со снятием окалины напильником. Это связано с тем, что особые свойства металла становятся причиной быстрого затупления канавок. Если иного инструмента под рукой нет, то рекомендуется выбирать старый драчерный напильник.
- Существенно увеличить эксплуатационный срок рассматриваемого изделия можно за счет его первого применения при обработке мягких материалов. Только после этого приступают к работе с твердыми сплавами. Кроме этого, нельзя использовать драчевый напильник для работы с материалам, для которого он не предназначен.
- Если инструмент приобретается для обработки мягких сплавов, то рекомендуется рабочую поверхность покрыть мелом. За счет этого исключается вероятность залипания стружки. Подобная проблема зачастую становится причиной существенного снижения эффективности проводимой обработки. Если не предпринять никаких действий перед непосредственным выполнением работы, то после провести очистку от стружки будет весьма затруднительно, особенно в случае работы с мягкими сплавами.
- Часто встречается ситуация, когда поверхность драчевого напильника покрыта большим количеством масла. Решить подобную проблему можно за счет очистки поверхности древесным углом.
https://youtube.com/watch?v=-rWxWfg12Uc
Соблюдение относительно небольшого количества рекомендаций позволяет существенно продлить срок службы драчевого напильника. Стоит учитывать, что даже незначительный дефект может существенно снизить эксплуатационный срок.
Общее описание и назначение напильника
Назначением инструмента является доработка детали до окончательного вида. С его помощью вручную выполняется множество различных производственных операций:
- Затачивание всевозможных инструментов – пилы для дерева и металла с различным профилем зуба, ножей, циклёвок, дыроколов, пробойников.
- Начальная обработка изделий из металла, дерева и пластика.
- Удаление заусенцев после грубой опиловки, шлифование плоскости.
- Корректировка формы предмета, формовка отверстий.
- Выполнение на изделии элементов сложной конфигурации, таких как канавки, пазы, шлицы, овалы.
- Отрезание части детали.
- Подгон размеров по чертежу.






