

Сварочные держатели своими руками
Сварочный держатель используется при осуществлении сварочных работ профессиональными сварщиками, любителями. Правильный подбор сварочного режима, учитывая совокупность всех требований к качественному выполнению сварных работ, является важным критерием.
Выбирая держатель для сварки, нужно учитывать в первую очередь:
- надежность фиксации им электродов любого диаметра;
- продолжительность эксплуатационного периода.
Наиболее подходящий вариант держака для выполнения сварочных работ необязательно искать в магазине, его вполне можно сделать самостоятельно в домашних условиях. Рассмотрим конструктивные особенности разных самодельных держателей.
Трезубец
Данный инструмент является классикой сварочной деятельности. Нет такого электросварщика, который бы хоть раз не воспользовался в процессе работ самодельной «вилкой» из трех арматурных кусков. Роль диэлектрической ручки чаще всего выполнял небольшой кусок шланга из резины или рукоятка руля от велосипеда. Редко использовалась обычная тряпичная изолента.
Особенности эксплуатации трезубца:
- конструкция инструмента довольно простая, но он не очень удобный и безопасный в процессе выполнения работ. Основной недостаток – проблемы с извлечением огарка;
- при использовании такого держателя электрод практически полностью расходуется – это, конечно же, всегда приветствовалось. Огарок в данном случае убирался плоскогубцами или молотком. Часто можно было наблюдать, как сварщик держатель оббивает об асфальт, таким образам выбивая огарок;
- один из недостатков данного инструмента – плохой контакт. Некачественный шов сварщики часто списывали на некачественные электроды, но на самом деле причиной этому служили окислы на арматуре, в результате которых были потери тока. При эксплуатации такого держателя электродов под рукой всегда нужно иметь напильник.
Более надежной конструкцией является пруток, приваренный к уголку из металла. Такое приспособление отличается хорошим контактом и надежно удерживает электрод. Недостаток аналогичный трезубцу – проблематично избавляться от остатка отработанного электрода.
Трезубец с пружиной
Это модернизированный вариант трезубца. Инструмент изготавливается из стали хорошего качества. Для достижения наиболее надежного контакта рекомендуется использовать нержавеющую сталь. Особенностью данной конструкции является то, что палец, расположенный по центру подпружинивает электрод – это намного облегчает замену отработанного электрода.
Цанговый фиксатор электродов резьбовой
Подобный самодельный держак для сварки изготавливается из любого подручного материала, на сам процесс довольно хлопотный. Сам инструмент достаточно надежный, удобный в эксплуатации. Главное в данном случае — обеспечить надежный контакт кабеля.
Цанговый фиксатор электродов зажимной
Это аналог предыдущего инструмента, только в данном случае вместо резьбового соединения применяется зажим на пружине. Основное преимущество изделия – легкость замены отработанных электродов. Стоит учитывать один нюанс: чем мощнее будет пружина, тем нужно будет больше прилагать усилий при замене. Но тогда возрастает надежность контакта, соответственно сила тока.
Виды сварочных держателей
Сварочные электродержатели классифицируются по конструкции и принципу захвата электрода. Почти все они имеют удобную рукоятку и механический фиксатор стержня.
Держатель-прищепка
Держатели этого типа используют пружинный или рычажный механизм зажима электрода. Поверхности контакта у них выполнены в виде зубчатых деталей, позволяющих быстро и прочно фиксировать стержень в любом удобном для сварщика положении. Большинство моделей имеет диэлектрическое наружное покрытие, повышающее безопасность для персонала и исключающее непреднамеренное искрение. Основным недостатком данной конструкции является недостаточная надежность захвата при ослаблении пружины и истирании контактов.

Вилка-трезубец
Такой электродержатель уже не встретить в специализированных магазинах, но сварщики старой школы продолжают его использовать. Удержание электрода здесь происходит за счет пружинящего действия трех стальных прутков, сваренных вместе в единую конструкцию, отдаленно напоминающую вилку. Это приспособление легко изготавливается вручную, но обладает рядом серьезных недостатков:
- наличием незащищенных поверхностей, находящихся под напряжением;
- сложностью извлечения огарка;
- низким удобством применения.

Цанговый держатель
Держатели с цанговым принципом зажима электрода имеют чуть более сложную конструкцию, которая нуждается в высокой точности изготовления деталей. Они нашли применение в горелках, используемых для аргонной дуговой сварки. У них узкая сфера использования и достаточно большая стоимость.

Безогарковый держак
Держатель такого вида состоит из рукоятки и контактного штыря. Электрод перед началом применения приваривается к его торцу, что позволяет практически полностью использовать металл стержня в процессе сварки. Приспособления подобной конструкции востребованы при работе с дорогим расходным материалом.
Винтовой держатель
Винтовой электрический держатель для сварочного инвертора пользуется высокой популярностью среди профессионалов. Он наиболее надежно фиксирует электроды любого сечения за счет резьбового способа прижатия. Изделия этой конструкции практически не имеют оголенных участков, а это благоприятно отражается на безопасности. Необходимость периодически крутить винт несколько увеличивает время закрепления стержней, что компенсируется прочностью контакта и удобством работы.

Кабель для подключения сварочника к сети
Кроме подключения электрода и массы к сварочному аппарату, нужен еще и кабель для подключения сварочника к питающей электросети. Независимо от того, какой тип аппарата, инвертор или трансформатор, сварочный ток достигает сотен ампер, а вот питающий ток гораздо ниже. Может достигать порядка 30-50 Ампер, в зависимости от мощности сварочника.
Поэтому для его питания не нужен настолько толстый кабель, как для электрододержателя. Его рассчитывают в зависимости от расстояния от точки подключения до электросети. Если у вас однофазный бытовой аппарат инверторного типа на 220, или двухфазный на 380В трансформатор – то подойдет медный проводник с сечением жил в 2,5-4 кв, мм. По количеству жил используют двухжильный кабель, если на объекте нет заземления и трёхжильный, если вы подключаетесь к заземленной розетке.
Для удобства, достаточно сетевого кабеля длиной 3-5 метров, а для переноски по территории объекта использовать переноску, сечение которой от 2,5 кв. мм, если длина переноски 10-20м. Для уверенной работы аппарата от более длинной переноски, например 40-60 метров, лучше взять кабель с сечением в 4 кв. мм.

Если вы собираетесь пользоваться длинной переноской, то лучше купить удлинитель с катушкой, тогда кабель не будет путаться под ногами и прослужит дольше. Однако в катушке он будет плохо охлаждаться, чтобы он не перегревался, лучше взять сечение с запасом.
Для промышленных трёхфазных аппаратов на 380В используют четырёхжильные медные кабеля сечением от 4-6 кв. мм, или алюминиевые – сечением от 16 кв. мм. Не забудьте проверить правильность подключения и направления вращения вентилятора охлаждения, если он присутствует.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.

Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.

Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.

Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.

Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.










Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками.
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец
Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Электрододержатель винтового типа обеспечивает надежное положение электрода в зажимном устройстве. Представляет собой закрытую конструкцию с изолированным корпусом. Недостаток – приходится тратить время на откручивание и закручивание фиксирующей головки для смены стержня при сварке. Постепенно крепление ослабевает, и стержень может выпасть. Еще один минус – только перпендикулярное положение.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.
Цанговый фиксатор
Цанговый электрододержатель появился относительно недавно. Менять электроды стало удобнее, теперь не нужно тратить силы. Конструкция легкая, эргономичная и компактная.
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.
Безогарковый
В безогарковом электрододержателе электрод полностью расходуется. Это возможно за счет того, что стержень не фиксируется зажимом, а приваривается к конструкции с изолированной поверхностью. В процессе сварки он полностью расплавляется, после чего берется новый.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
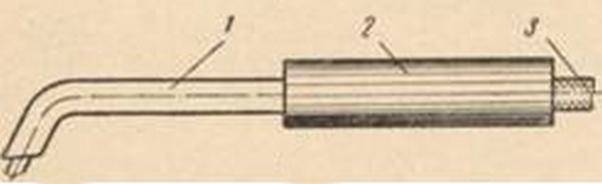
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.










Сварка трехфазной дугой
Зажим массы
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.
Основные нюансы для правильного выбора
Технические характеристики
Очень важным моментом функциональности должно быть соответствие инструмента сварочной мощности аппарата. При выборе держателя с меньшим рабочим током возможен выход его из строя с дальнейшим разрушением. В обратной ситуации при выборе держателя с запасом могут возникнуть трудности в работе, излишняя физическая нагрузка и неудобство при работе. Поэтому обязательно нужно выбирать держак, который соответствует силовым показателям сварочного аппарата и диапазону электродов, которыми будет производиться сварка деталей.
Габаритные показатели

компактным и лёгким
Профессиональные мастера рекомендуют к выбору инструмент с массивным литым зажимом, который в отличие от наборных пластинчатых прищепок не подвержен сильному износу. Максимальной надёжностью отличается винтовой вид, у которого фиксация электрода происходит при помощи зажимного винта. Закрепляя его в одном положении, тем самым обеспечивается надёжный контакт.
Ценовая политика
Выбор различных держателей на рынке очень велик. Цены могут варьироваться от 100 до 10 тысяч рублей
Следует брать во внимание, что дешёвые модели конструктивно могут не отличаться от дорогих брендовых. Цену может оправдать только применение наиболее качественных материалов с правильной подгонкой и установкой деталей
Но даже при этом дорогая модель не рассчитана на длительное и активное применение в несколько рабочих смен мастерами.

Типы
Вилка-трезубец

Это самый простой тип сварочного электрододержателя, который легко изготовить самостоятельно. В магазине такой держак продаётся за копейки.
Однако, он имеет незащищенные части, и поэтому может быть опасным для сварщика.
Кроме того, трезубец неудобный в случаях, когда электрод надо зафиксировать как можно плотнее.
Резьбовая цанга

Дорогой вариант сварочного электрододержателя. Вы можете изготовить её из любого подручного материала, однако сам процесс не такой простой, как в случае вилки.
Такой электрододержатель можно «настроить» под толщину стержня.
Цанга крепко «возьмет» электрод, а вы сможете делать швы тщательно и ровно.
Зажим

Зажим — это улучшенный вариант цанги, который стоит намного дешевле неё. В нём используется пружинный механизм, поэтому сделать его вручную не получится.
Зато зажим плотно удержит электрод. Учтите, рельефность у всех зажимов разная, так что выбирать нужно тот, который подходит к вашим обычным стержням.
Несмотря на различия в принципах работы, функция всех держаков одна. Они помогают безопасно и удобно использовать сварочные электродные стержни.
Причем, они подходят для электродов из всех материалов и от любых производителей
Поэтому, когда вы выбираете сварочный электрододержатель, важно обращать внимание только на диаметр стержня, который вы будете применять
На что обратить внимание при выборе
Прежде всего следует учитывать, что у качественных держателей электродов для сварочных аппаратов токоведущие детали сделаны из меди. У подделок они из стали, покрытой тонким слоем меди, которая быстро выгорает. По внешнему виду они неотличимы от оригиналов, поэтому для проверки потребуется магнит.
Держак для сварки выбирают по следующим критериям с учетом особенностей работы:
Для продления срока службы держателя зажим регулярно очищают от грязи и окалины, чтобы не было подгорания из-за плохого контакта. Подвижные детали смазывают, аккуратно переносят, хранят в чистом месте. Не допускают расплавления электродов вплотную к зажиму.
Варианты самостоятельного изготовления
Самодельный держак собирается с учётом особенностей и достоинств известных фирменных конструкций. Вариантов изготовления любого из рассмотренных нами исполнений более чем достаточно, однако среди самостоятельных поделок ведущие позиции обычно занимает классический трезубец.
Этот вид приспособлений для сварки имеет очень простое устройство и может быть собран даже непрофессионалом.
Трезубец
Сварочные держаки такой конструкции по своей форме напоминают большую вилку, предварительно сваренную из рифленых заготовок арматуры заданного диаметра и длины.
В качестве защитного покрытия ручки изделия (изолятора) может быть использована рукоятка руля старого велосипеда или отрезок ненужного резинового шланга.
Однако многие пользователи чаще всего не останавливаются на простейшей конструкции, поскольку она довольно стара и недостаточно удобна в эксплуатации.
Объясняется это тем, что не всем исполнителям удаётся совместить два противоречивых требования к этому инструменту, предполагающих жёсткость крепления электрода и лёгкость его снятия. Помимо этого арматурные прутья достаточно быстро окисляются и перестают соответствовать предъявляемым к ним требованиям.









Именно по этой причине многие любители и профессионалы выбирают улучшенный вариант сварочной конструкции и дорабатывают трезубец, оснащая его дополнительной пружиной.
Такой держак выглядит как та же вилка, зубцы которой располагаются практически в одной плоскости. Рабочий электрод закрепляется между крайними зубьями, а центральный зуб дополнительно фиксирует его с одновременным подпружиниванием.
Для изготовления сварочного оборудования в таком исполнении пользователю придётся запастись заготовками из особо прочных металлов, таких, например, как высоколегированная нержавеющая сталь.
Только они способны обеспечить надёжный контакт трезубца с электродом и удобство замены последнего. В качестве защитного диэлектрического покрытия ручки, а может применяться резиновая трубка подходящего диаметра.
Резьбовая и зажимная цанга
Сварочный держак, устроенный по принципу резьбовой цанги, в принципе может изготавливаться из любого подручного металла, обеспечивая при этом надежный контакт с рабочим стержнем и простоту его обновления.
Единственный недостаток этой конструкции – это сложность её изготовления своими руками. Именно поэтому перед началом сварочных работ необходимо внимательно ознакомиться со всеми деталями и нюансами его устройства.
С целью модернизации этого варианта исполнения самодельного сварочного держателя электродов, специалистами разработан его улучшенный образец – так называемая «зажимная» цанга. В этой модели вместо используемого ранее резьбового крепления устанавливается особый пружинный механизм из латуни или меди.
Достоинства такой доработанной конструкции вполне очевидны, поскольку в этом случае надежность крепления стержня электрода резко возрастает, а его смена заметно упрощается.
Следует отметить, что каждый сварщик-любитель вправе самостоятельно решать вопрос о том, приобрести ли подходящий держатель в магазине или сделать его самостоятельно.
Второй из вариантов выбора требуемого инструмента более предпочтителен в случае желания сэкономить или же сделать его как говорится «под себя».
Самостоятельное изготовление держателя электродов
Своими руками из подручных средств проще всего изготовить держатель в форме трезубца. Для этого используется стальная проволока круглого или переменного сечения диаметром порядка 8 мм. От нее отрезают три куска длиной около 20-25 см. Два из них слегка изгибают и сваривают между собой нижними концами так, чтобы куски располагались в одной плоскости, а их верхние концы образовывали крайние зубья вилки.
Третий кусок делают чуть короче остальных. Ему также придают легкий изгиб, ориентируя его в плоскости, перпендикулярной первым двум заготовкам.
Для надежного и плотного соединения сварочного кабеля с полученной конструкцией его конец оголяют на 6-8 сантиметров и плотно обматывают стальной проволокой малого диаметра. Получившийся наконечник приваривают к длинным нижним концам крайних прутков держателя. Рукоятку делают из куска резинового шланга, эластичной пластмассовой трубки или диэлектрической оболочки провода нужного диаметра, натягивая его с тыльной стороны. Наглядно процесс изготовления продемонстрирован в следующем видео
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.





