

Эксплуатация и стоимость фрез по металлу
Что касается продолжительности полезной эксплуатации металлообрабатывающего инструмента, этот показатель во многом зависит от уровня плотности, твёрдости обрабатываемого вами материала. Именно поэтому не стоит приобретать фрезы по алюминию для обработки стали и наоборот
Не меньшее внимание уделяется качеству предложенного вам инструмента, целостности, ровности его поверхности и т. д. Ещё один фактор, на который стоит обращать особое внимание — это правильная настройка и скорость работы фрезерного станка
Не стоит стремиться повысить производительность этого оборудования за счёт превышения рекомендованных параметров обработки деталей
Ещё один фактор, на который стоит обращать особое внимание — это правильная настройка и скорость работы фрезерного станка. Не стоит стремиться повысить производительность этого оборудования за счёт превышения рекомендованных параметров обработки деталей. Каретка должна быть расположена перпендикулярно шпинделя
Этот элемент станочного оборудования, в свою очередь, не должен слишком часто биться об заготовку
Каретка должна быть расположена перпендикулярно шпинделя. Этот элемент станочного оборудования, в свою очередь, не должен слишком часто биться об заготовку.
При несоблюдении этих требований фрезы по металлу быстро тупятся, снижается уровень их прочности.
Представляет собой инструмент, предназначенный для резки заготовок из металла. Работа его осуществляется при помощи поступательно-вращательных движений. Непосредственно сама фреза является исходной частью вращения, которое соприкасается с поверхностью заготовки в процессе обработки. Для этого инструмента характерно наличие большого количества разновидностей рабочей поверхности. Самыми распространенными считаются торцевые, отрезные, шпоночные, дисковые, пазовые, концевые и угловые фрезы.
Как пользоваться?
При непосредственном способе деления:
- Червячная пара выводится из зацепления рукоятью управления.
- Освобождается фиксатор остановки лимба.
- Шпиндель поворачивается на угол, отсчитанный по нониусу лимба, и фиксируется.
При простом способе деления:
- Делительный диск фиксируется в одном положении.
- Установкой рукоятки фиксатора в отверстие на делительном диске,
- Устройство перемещается на расчётный угол.
Дифференциальный способ деления:
- Шпиндель выставляется в горизонтальное положение.
- Проверяется плавность поворота шестерней.
- Отключается стопор диска.
- Дальнейшие действия как в простом способе деления.
Использование фрезерных головок
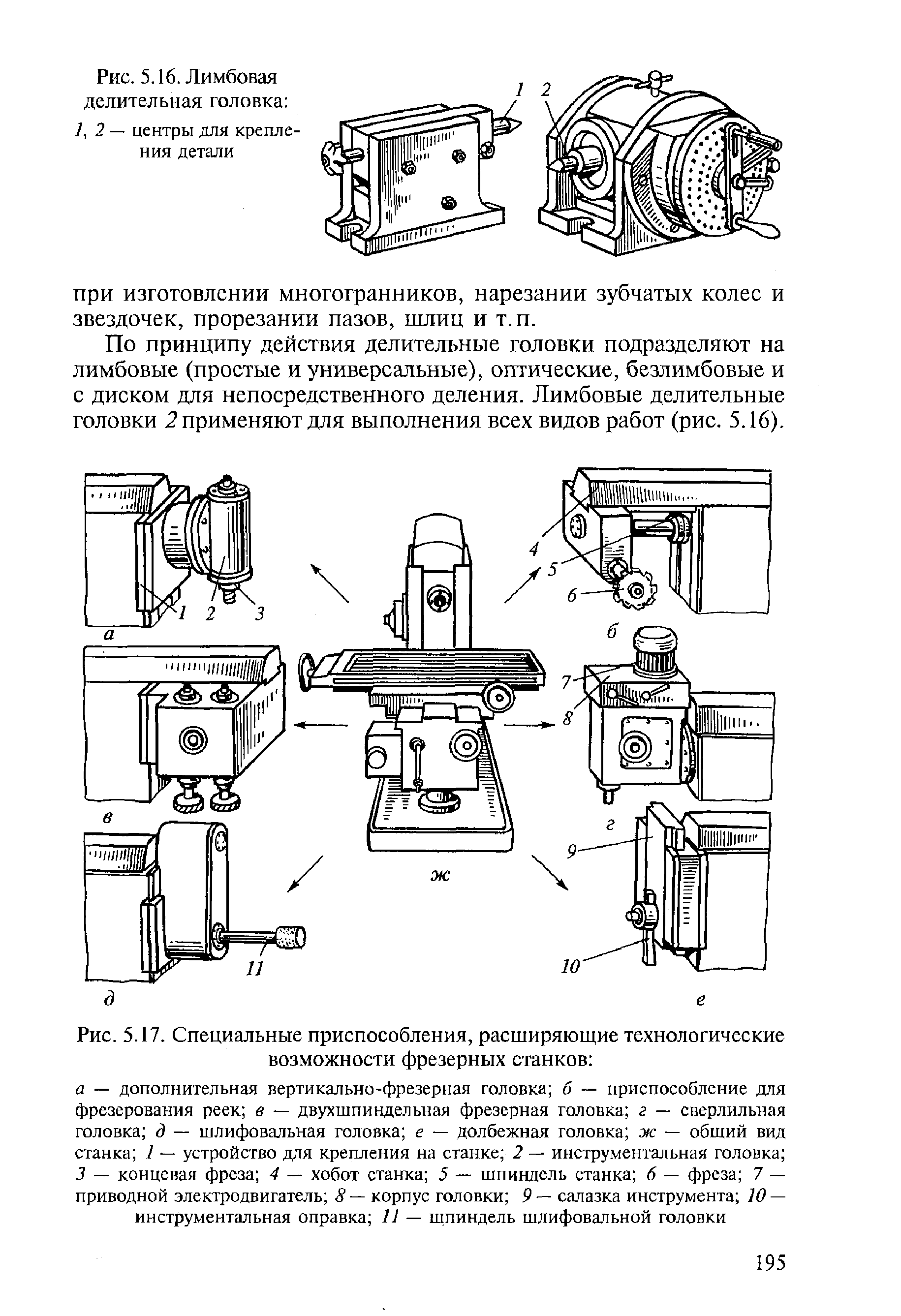
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Маркировка оптической головки
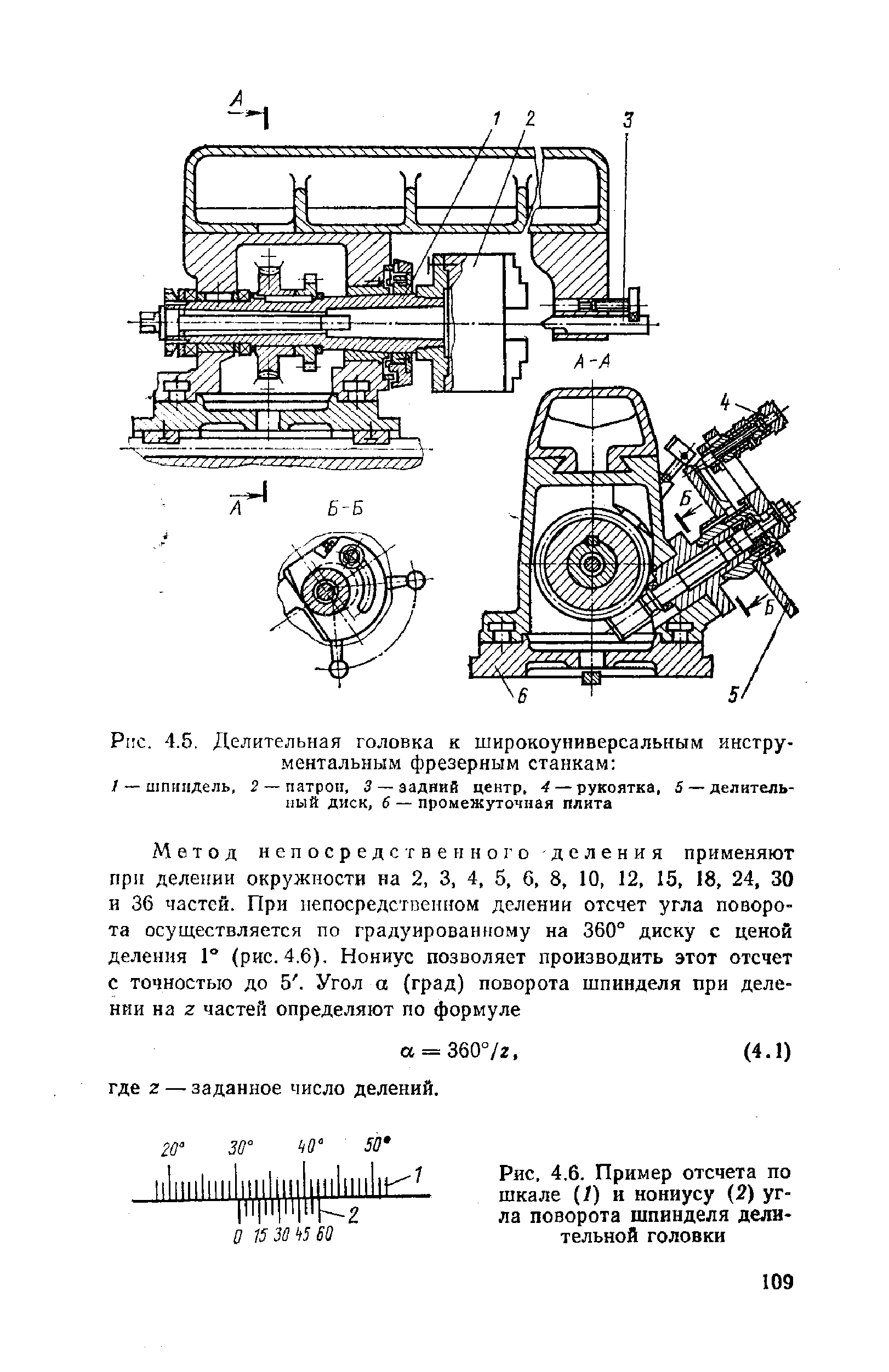
При применении фрезерного станка могут устанавливать также оптические делительные головки. Есть определенная формула, которая позволяет определить степень точности рассматриваемой оснастки. Популярной моделью можно назвать ОДГ-5. Расшифровка в данном случае выглядит следующим образом:
- ОДГ – аббревиатура названия устройства, которая расшифровывается как оптическая делительная головка.
- 5 – показатель д.ц., который указывается в секундах. Расчет этого показателя проводится при производстве рассматриваемой оснастки.
При производстве этой оснастки учитывается необходимость точного выдерживания размеров, так как даже незначительное отклонение может привести к большим расхождениям в размерах. Расчет проводится при использовании современных методов.
Последовательность настройки и применения
Выполняемые переходы зависят от типа приспособления и его характеристик, которые устанавливаются в зависимости от цены деления шкалы. В частности, для узлов седьмой/восьмой степени точности используются нормативные данные ГОСТ 1.758, а для узлов девятой степени точности – ГОСТ 1.643.
Основная настройка головки состоит в определении размеров сектора делительной окружности. Исходными данными для расчёта являются диаметр окружности и количество секторов, на которые её потребуется разделить. Настройка происходит в следующей последовательности:
- преобразовывают 360° полного диаметра окружности в необходимое количество делений на её секторах;
- определяют синус угла, получившегося в результате расчёта;
- поворачивают диск устройства на данный угол;
- зажимают корпус узла рукояткой или механизмом зажима и устанавливают рабочий инструмент.
Формула для расчёта требуемого угла деления обычно приводится в инструкции производителя делительной головки. Далее закрепляют деталь, подлежащую фрезерованию, на оправке станка, и, производя продольную подачу стола, выполняют требуемую операцию. Шаг подачи зависит от вида обработки: например, для формообразования зуба он равен расстоянию между впадинами смежных зубьев. С целью повышения производительности, после каждого цикла происходит ускоренный возврат стола с заготовкой в исходное положение. Фиксация по выбранному в измерительном диске отверстию выполняется при помощи пружин.
Назначение делительной головки
Делительная головка используется для поворота заготовки под определённым углом – для этих целей делительная головка снабжена специальным механизмом, неотъемлемой частью которого является высокоточная поворотная шкала.
Делительные головки применяются для фрезерования шестигранников, нарезания зубьев шестерёнчатых колёс, изготовления спиральных канавок и проведения подобных им операций резанья. Для осуществления сложных металлорежущих процессов, предусматривающих беспрерывное вращение заготовки, выполняется согласование вращения головки с продольной подачей суппорта.
УДГ-Д-250 Конструкция делительной головки
Делительная головка УДГ-Д-250 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
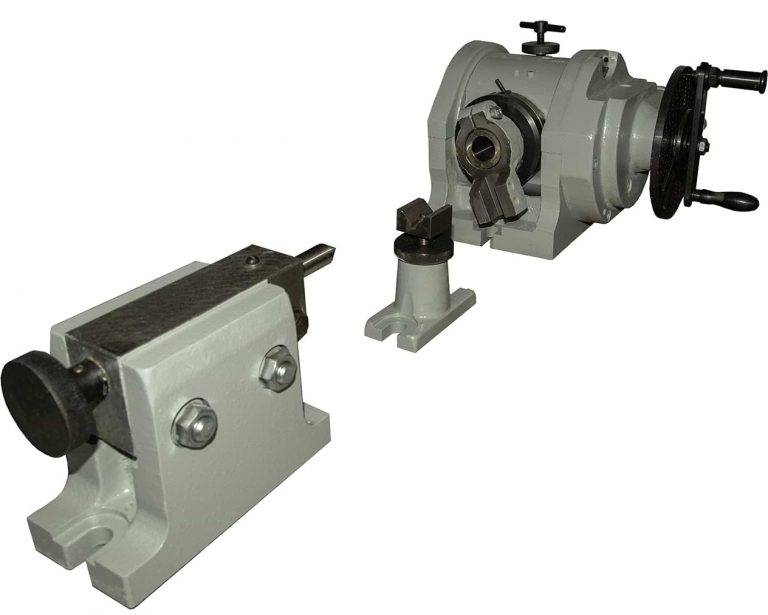
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.







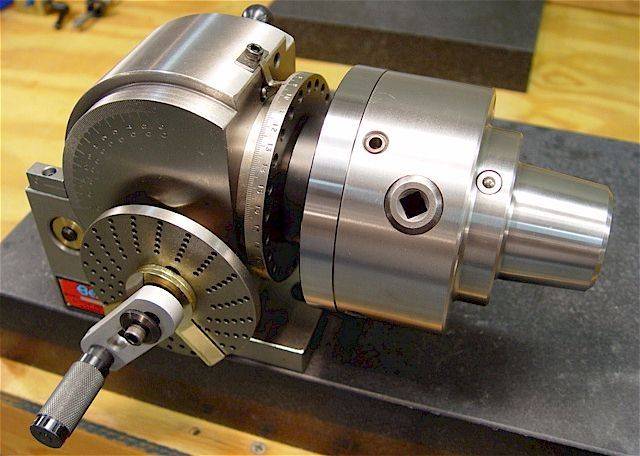
Универсальная делительная головка: особенности и виды
Универсальная делительная головка – разновидность делительных головок, которая подходит практически для всех зарубежных и отечественных установок для фрезерования.
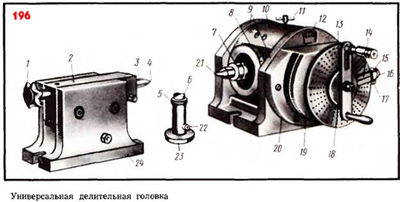
Как и упрощённые вариант, универсальные делительные головки состоят из корпуса (10), установленного на чугунное основание (20). Эти два элемента соединяются стяжными дугами (9) – составной частью основания головки. В корпусе также находится шпиндель, с правой стороны которого установлено коническое гнездо (7) с центром (21). С левой стороны – оправка, необходимая для сменных зубчатых колёс. Все универсальные делительные головки сконструированы по принципу червячной передачи, колесо которой находится в средней части шпинделя. Иными словами, вращение шпинделя осуществляется посредством червяка в эксцентричной втулке (15).
Принципиальное отличие от установок простой конструкции в наличии не только червячной передачи, но и шкалы с нониусом (12). С её помощью устанавливают угол поворота корпуса (10) от 7? до 10? вниз и от 0? до 100? вверх по своей оси. Универсальная делительная головка включает в себя сразу несколько делительных дисков, расположенных с разных сторон корпуса: диск для непосредственного деления (8) и основной делительный лимб (13). Первый имеет три круга с 24, 30 и 36 прорезями соответственно. У второго диска просверлены отверстия с обеих сторон. С одной стороны окружности могут иметь число прорезей от 24 до 43 и с другой от 46 до 66.
Если планируется работа с длинными заготовками, на стол устанавливают заднюю бабку, корпус (2) которой можно выравнивать по высоте. Если же требуется обработка длинных нежёстких деталей, на стол ставят домкратик (23), фиксирующийся в нужном положении с помощью болта (22).
Разновидности головок УДГ
Универсальная делительная головка подбирается по размеру оборудования для фрезерования. К примеру, для установок с шириной стола 400 мм используют делительную головку УДГ-Д320. При этом указанный индекс модели (Д320) – это самый большой возможный диаметр заготовки для деления.
Разные типы универсальных делительных головок позволяют осуществлять деление заготовок на количество частей до 400 без интервалов, а также на количество более 400 с интервалами. Кроме того, они позволяют значительно расширить функциональные возможности металлорежущего оборудования. Так, с их помощью можно создавать кромки и канавки практически любой сложности.
В настоящее время выпускаются универсальные делительные головки следующих типов (по ГОСТ 8615-69):
1. Д160 – необходима для проведения зубофрезерных, сверлильных и других работ.
2. Д200 – используется для всех типов работ, где необходим поворот детали на заданный угол. Выпускается в базовой или полной комплектации.
3. Д250 – разновидность делительных головок, устанавливаемая на фрезерные станки и чаще всего используемая для обработки деталей больших или средних размеров.
4. Д320 – самый известный вид делительных головок с наибольшим диаметром заготовки – 320 мм. Может идти в базовой или полной комплектации, причём в полной устройство дополняется набором зубчатых сменных колёс и двумя гитарами для них.
5. Д400 – устанавливается на всех группах металлорежущих установок. Делительный диск имеет число отверстий от 16 до 31 с одной стороны и от 33 до 54 с другой.
Краткая техническая характеристика универсальных делительных головок
| Вид делительной головки | УДГ 400 | УДГ 320 | УДГ 250 | УДГ 200 | УДГ 160 |
| Максимальный диаметр заготовки, мм | 400 | 320 | 250 | 200 | 160 |
| Передаточное отношение червячной пары | 1:40 | 1:40 | 1:40 | 1:40 | 1:40 |
| Число прорезей в делительном диске на внешней стороне | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 17, 19, 21, 23, 29, 30, 31 | 16, 19, 23, 30, 33, 39, 49 |
| На внутренней стороне | 33, 37, 39, 41, 43, 47, 49, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | 17, 21, 29, 31, 37, 41, 54 |
| Диаметр сменных колес | 32 x f9 | 32 x f9 | 20 x f9 | 20 x f9 | 20 x f9 |
| Диаметр шпинделя, мм | 38,2 | 38,2 | 26,5 | 20,2 | 14,9 |
| Цена деления лимба | 15? | 15? | 15? | 15? | 15? |
| Диаметр патрона, мм | 200 | 160 | 160 | 125 | 100 |
| Ширина шпонок, мм | 22 | 18 | 18 | 14 | 12 |
| Масса, кг | 108 | 102 | 54 | 51 | 36 |
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические
. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.






Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
Настройка делительной головки.
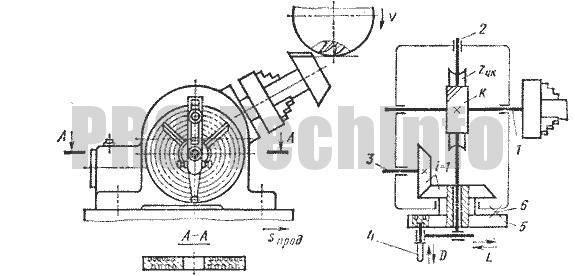
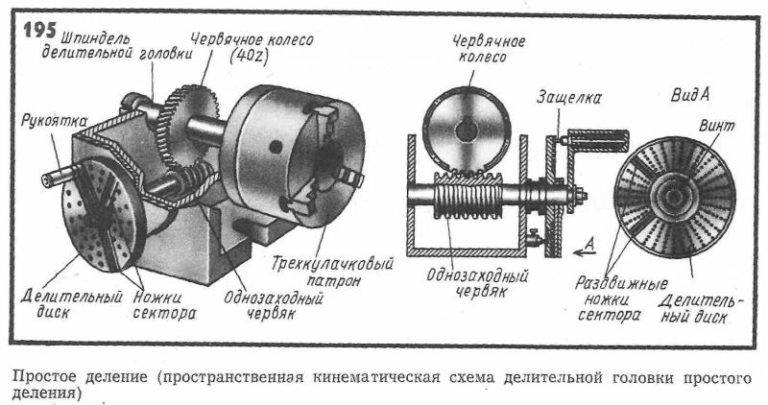
Рис.5. Настройка делительной головки на простое деление
Простое деление на универсальной делительной головке отличается от непосредственного тем, что передача между заготовкой и делительным диском осуществляется через червячную пару, т. е. червяк с заходами и червячное колесо с zЧК зубьями. Червячное колесо сидит на шпинделе 1 головки, а червяк — на валу 2 с рукояткой 4, имеющей два движения — D и L. Движение D позволяет соединять рукоятку с делительным лимбом (диском) 5, на обоих торцах которого по ряду концентрических окружностей равномерно располагается определенное число отверстий (делений).
Например, на одной стороне диска есть 16, 17, 19, 21, 23, 29, 30 и 31 отверстия, а на другой — 33, 37, 39, 41, 43, 47, 49 и 54 отверстия. В делительных головках червяк на валу 2 всегда однозаходный, т. е. k — 1, a zЧK= 40, 80 или 120. Отношение N = zЧK/k называют характеристикой делительной головки. Вал 3 используют в других случаях. Один оборот рукоятки вызовет поворот заготовки на k/zЧК= 1/N. При нарезании зубчатого колеса надо сделать проборотов рукоятки, т. е.nр = k/N = 1/z или пр= N/z.Характеристика головки N = const, a z = var, поэтому обычно np не является целым числом. Так, при N = 40, z = 15 получим nр =40/15 оборота. Настроив рукоятку движением L на окружность с 30 делениями, получим, что для поворота заготовки на 10/15 часть окружности требуется сделать два полных оборота и еще на 20/30 часть, т. е. на 20 делений (отверстий) окружности с 30-ю отверстиями. Головка позволяет при простом делении повернуть заготовку на множество значений 1/z, однако не на все, требующиеся в производстве.
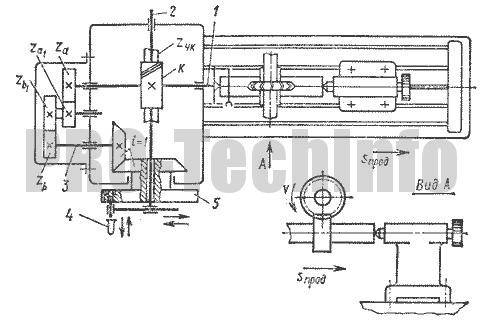
Рис.6. Настройка делительной головки на дифференциальное деление
Дифференциальная настройка головки проводится при выключенном стопоре 6, ограничивающем подвижность лимба 5. Здесь вращение рукоятки 4 также передается (через червячную передачу) шпинделю 1, но одновременно будет вращаться и лимб 5 делительной головки.
Настройка головки заключается в определении числа оборотов рукоятки (как и при простом делении) и от ношения зубьев колес гитары iГ. Число оборотов рукоятки находят из известного соотношения, заменяя “неудобное” число зубьев близким к нему приближенным — znp. В рассмотренном выше примере было N = 40; допустим, z = 53. Ясно, что сделать поворот на 40/53 по имеющимся дискам нельзя. Примем znр = 50; тогда nр=N/zпр=40/50. Если воспользоваться окружностью с 30 отверстиями, то рукоятку нужно будет провернуть на 40/50=24/30 часть окружности, т. е. на 24 деления (отверстия).
Следовательно, при каждом приеме деления на шпинделе будет возникать погрешность
dшп=(1/z -1/zпр),
а на рукоятке
dр=dшпzчк/k.
Можно компенсировать эту ошибку дополнительным поворотом лимба, не удерживаемого стопором. Эта компенсация должна произойти за период поворота на 1/z часть окружности, следовательно,
1/z*iг*i=(1/z-1/zпр)N,
тогда iг=N(zпр-z)/zпр
В нашем примере iг=40(50-53)/50=-120/50.
По этой дроби подбираются зубья колес za, za1, zb, zb1, а знак показывает направление дополнительного поворота лимба — в противоположную сторону от основного np, уменьшая абсолютный поворот заготовки.
Нарезание винтовых канавок, косозубых колес и т. п. с шагом Р возможно с применением универсальной делительной головки. Настройка здесь заключается в получении поворота заготовок, согласованного с продольной подачей. С этой целью вращение ходового винта продольной подачи стола фрезерного станка используют для вращения шпинделя 1 делительной головки путем соединения валика 3 набором сменных колес, имеющих отношение чисел зубьев ib=zczd1/(zc1zd) с ходовым винтом, имеющим шаг Рпрод продольной подачи. За один оборот заготовки стол должен перемещаться на величину
1 об. заг zчкiib=P/Pпрод об. винта;
iв=P/(PпродN)=zczd1/(zc1zd),
где Р — шаг винтовой линии;
Рпрод — шаг ходового винта.
Маркировка универсальной головки
Для определения основных параметров рассматриваемого устройства проводится его обозначение по установленным параметрам. Примером можно назвать модель УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
- УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
- Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
- Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вышеприведенную информацию следует учитывать при рассмотрении УДГ. Существует определенная таблица, по которой можно провести выбор наиболее подходящей модели.
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.







Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.
Особенности конструкции
Делительная головка, которая создается для фрезерного станка – станочное приспособление горизонтального типа, которое может использоваться также и на координатно-расточных станков. Предназначение этого устройства заключается в периодическом повороте заготовки. При этом можно выделить нижеприведенные моменты:
- поворот может выполнятся на равный или неравный угол. Этот показатель устанавливается с высокой точностью;
- используется делительная головка для нарезания зубьев, впадин между зубьями, фрезерования многогранников, канавок и других элементов;
- использовать этот элемент можно для того, чтобы существенно увеличить возможности фрезерного станка. Без специального инструмента нельзя провести деление с высокой точностью;
- крепление заготовок проводится в патроне. Если длина заготовки достаточно большая, то крепление проводится при использовании задней бабки. Следует учитывать необходимость правильного позиционирования заготовки с малой вероятностью отклонения от начальной базы.
Это устройство используется на протяжении последних нескольких лет.





