

Шаблон для заточки цепи бензопилы
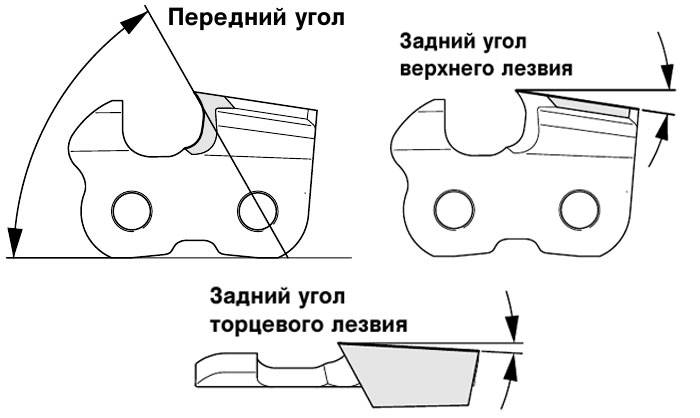
Приобретая бензопилу, целесообразно обзавестись и специальным шаблоном (см. рис. 3), при помощи которого можно легко установить оптимальные значения углов зуба. С его помощью контролируются значения задних углов верхнего и торцевого лезвий, а также передний угол кромки (он указывается в инструкции производителя, и может изменяться в пределах 65…80°).
Особенно важно применение шаблона для оценки значения заднего угла верхнего лезвия. Этот угол заточки цепи бензопилы определить иначе очень сложно, а между тем его необходимо выдерживать в довольно ограниченных пределах — от 50 до 60°. Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи
 Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Измерение угла заточки выполняют определением угла между верхней режущей кромкой и линией, перпендикулярной к направляющей цепи.
Угол заточки цепи бензопилы можно менять, в зависимости от того, какие работы будут производиться. С увеличением твёрдости древесины, его значение должно быть меньше. В целом считается оптимальным значением угла 10…12° – при продольном распиле, и 25…30° – при поперечном распиле.

Рисунок 3 – Внешний вид шаблона для затачивания зубьев бензопилы
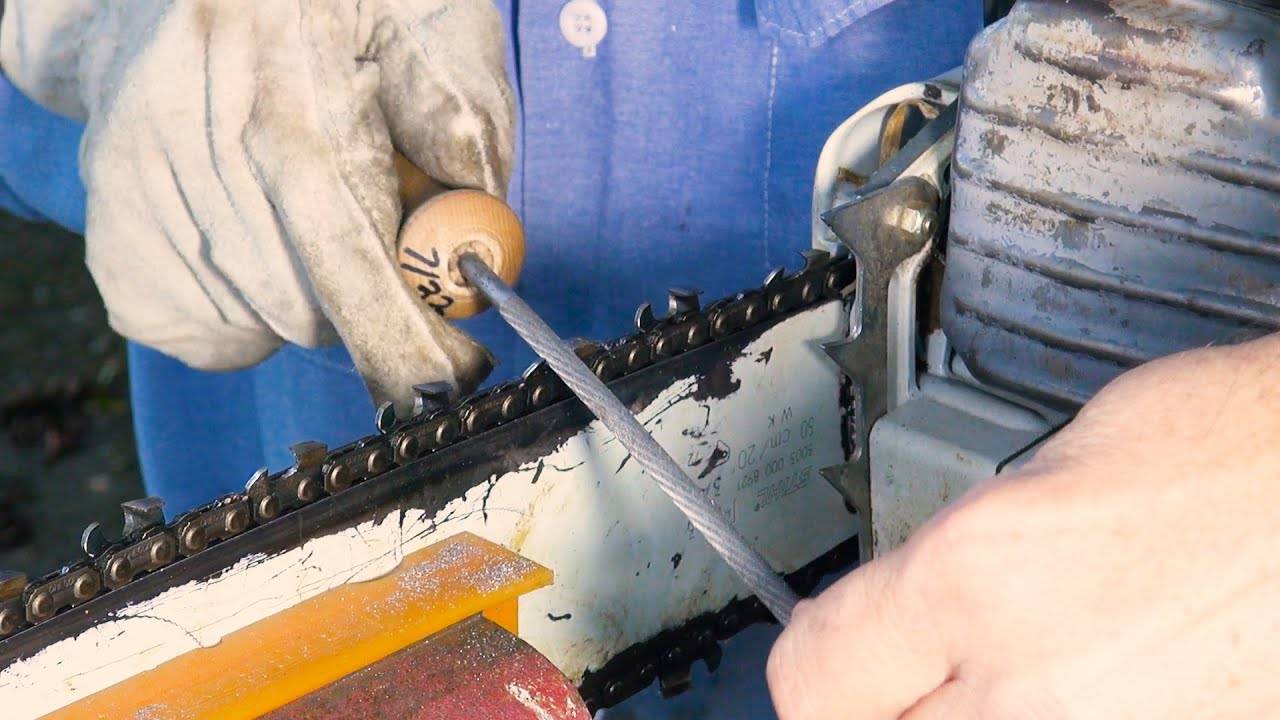
Заточку можно выполнять вручную, используя круглый напильник рабочим диаметром 4…5.5 мм, либо на станке
В первом случае крайне важно правильно располагать инструмент относительно затачиваемого зуба. Верхняя кромка рабочей части напильника располагается примерно на пятую часть выше верхней кромки зуба. Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба
Инструмент располагают перпендикулярно оси цепи, и под углом в 25…30° к верхней кромке зуба

Одного круглого напильника недостаточно. Для заточки ограничителя потребуется плоский напильник, а для очистки места проведения работ – крючок, снимающий образующиеся опилки. В продаже имеются также специальные державки, на которых проградуированы линии направления движения напильника относительно оси цепи. Как видно из рис. 4, державка может быть установлена на зуб сверху, и опираться на его верхнюю кромку. Поскольку высота державки адаптирована под определённый шаг цепи, то её следует выбирать применительно к бензопилам конкретных моделей и торговых марок.
Минимально необходимый комплект для того, чтобы получить верный угол заточки цепи ручным способом, представлен на рис. 5.

Рисунок 5 – Комплект заточного инструмента и приспособлений
Сначала затачиваются зубья одного направления, а затем – другого. Начинают с лёгких нажатий инструмента в направлении от себя, постепенно увеличивая нагрузку. В ходе заточки круглый напильник периодически проворачивают вдоль своей оси.
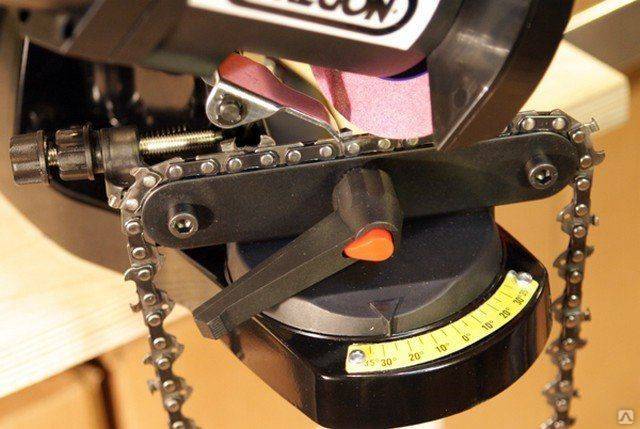
Механизированная заточка на станке Заточка на станке значительно более удобна, и не требует высокой квалификации исполнителя. Такие станки имеют электропривод, и оснащаются специальными заточными кругами. Для бытовой мастерской стоит приобретать компактные агрегаты, не занимающие много места при хранении, и пригодные для быстрого и качественного затачивания цепей бензопил от разных производителей
Такие агрегаты должны работать от стационарной электросети напряжением 220 В, обладать небольшим энергопотреблением (до 100 Вт) и лёгкостью своей установки на цепь
Выбирая станок, необходимо обращать внимание на следующие его технологические характеристики: Возможность обработки зубьев с различной толщиной верхней кромки и разным шагом цепи; Возможностью регулирования угла заточки, в пределах, указанных ранее; Наличие сменных шлифовальных дисков; Постоянным значением ширины реза. Конструкция станка проста, и включает в себя приводной электродвигатель, вал с посадочным местом для заточного диска, ручку с органами управления, приспособление для закрепления станка на цепь
Регулировка силы нажатия на затачиваемый элемент обеспечивается пружинным прижимом
Современные модели заточных станков снабжаются дифференцированным зажимом, которые предусматривает самоцентрирование изделия на станке. Для удобства проведения работ на корпусе зажима имеется измерительная шкала. Опционно станки могут снабжаться также миниатюрной электрической лампочкой, которая производит подсветку рабочей зоны, а также гидроусилителем, облегчающим заточку. Безопасность проведения работ обеспечивается откидным предохранительным щитком.
Конструкция пильной цепи
Концепция цепи для мотопилы, предложенная Джозефом Коксом оказалось настолько удачной, что не претерпела практически никаких конструктивных изменений. По большому счету усовершенствования коснулись лишь системы смазки инструмента, а также борьбы с обратной отдачей и вибрациями.
Любая пильная цепь состоит из звеньев трех типов:
- Режущие
Это наиболее сложная деталь цепной гарнитуры. Ее конструкция включает ограничитель глубины пропила и режущий элемент с контурным углом резки.
- Ведущие
Такие звенья еще называют хвостовиками. Через ведущую звездочку они передают вращение от двигателя пилы на цепь, обеспечивая ее стабильное положение на шине.









- Соединительные
Предназначены для соединения режущих и ведущих элементов.
Главными в цепной системе являются режущие звенья. Они бывают лево- и правосторонними, а их режущие грани выступают за плоскость шины, что обеспечивает свободный распил с минимальным сопротивлением резке. Цепные зубья (резцы) работают по принципу рубанка – чем дальше будет выдвинута верхняя режущая кромка, тем крупнее будет распил.
Резцы пильной цепи различаются на два основных типа:
- Чизель (англ.chisel – долото, резец)
Обладают высокой производительностью и обеспечивают хорошую скорость пиления. Конфигурация таких резцов обеспечивает меньшую площадь контакта с древесиной при распиле, благодаря чему снижается сопротивление последней. Недостатками цепных зубьев чизельного типа являются высокая чувствительность к абразивной среде, а также сложность и трудоемкость процесса заточки.
- Чиппер (англ. сhipper – рубить в щепу)
Серпообразный профиль чипперных резцов менее эффективен из-за увеличенной площади контакта при распиле. С другой стороны чипперы очень удобны в обслуживании, поскольку скругленный угол резца не так болезненно реагирует на погрешности при затачивании.
Варианты выполнения работы
Важно знать, как наточить цепь бензопилы в домашних условиях, чтобы не затягивать процесс работы с пиломатериалом и не сломать инструмент. Заточка цепи электропилы своими руками ничем не отличается от правки режущего элемента пилы с бензиновым двигателем
Можно выбрать один из доступных способов:
- Правка зубьев с использованием напильника — это самый распространённый и легкий способ, который позволяет произвести заточку непосредственно на месте проведения работ.
- Заострить зубья можно с помощью системы PowerSharp.
- С использованием специального заточного станка — такой метод используют сервисные центры, но им вполне можно воспользоваться и в домашних условиях.
- С помощью УШМ (болгарки). Таким способом вряд ли смогут воспользоваться неопытные пользователи, так как он редко применяется и требует определённых навыков.
Угол заточки бензопилы Штиль
Важно выдержать угол заточки заднего угла верхнего лезвия, сделать это можно только используя шаблон. Иными способами этого добиться крайне сложно, т
к. его значение колеблется в пределах от 50 до 60°. Угол передней кромки можно менять, в зависимости от того, какой тип распиловки вы будете производить. Чем тверже порода древесины, тем меньше угол, в противном случае кромка будет загибаться. Оптимальные значения угла 10…12° при продольной распиловке, и 25…30° при поперечном способе распила. От того, какой угол кромки используется в конкретном случае, зависит её производительность.
Правка цепи напильником
Заточка цепей бензопил производится двумя видами напильников: круглым и плоским. Круглый напильник должен соответствовать диаметру закругления распиловочных зубьев конкретно взятой цепи. К примеру, для заточки бензопилы Штиль 180 своими руками понадобится напильник диаметром 4 мм. Для остальных цепей такого типа могут применяться напильники диаметром от 3,8 до 4,8 мм. Для цепей, которые используют на профессиональных пилах, применяют надфили диаметром от 5,2 до 5,5 мм. О станках для заточки цепей читайте здесь.
Для правильной правки цепи использования только круглого напильника недостаточно, потому что, кроме заточки зубьев, необходима корректировка ограничителя глубины пропила. Если упустить этот важный момент, то цепочка не сможет вгрызаться на нужную глубину в тело распиловочного материала, а это существенно снизит скорость проводимых работ и будет влиять на ресурс двигателя. Для этого типа заточки необходимо использовать плоский напильник.
В вовремя заточки, защищайте руки плотными перчатками, а глаза — очками.
Полезные советы
В работе пригодятся следующие рекомендации:
- Для начала установите инструмент на ровную и устойчивую поверхность — хорошо подойдёт стол или лавка. Если вы находитесь в условиях леса, то просто найдите широкую чурку или пенёк. Проверьте зубья по всей окружности на наличие сколов и прочих дефектов: может оказаться так, что некоторые зубья сломились.
- Приведите тормоз пилы в рабочее состояние — это действие заблокирует движение цепки по шине. Следите, чтобы режущий элемент вовремя заточки был натянутым. Рекомендуется поместить под шину подставку в виде полена или обычного куска ветки — так при надавливании она не будет проваливаться. Можно приобрести специальные струбцины для удержания шины в стационарном положении.
- В процессе заточки движения напильника осуществляются изнутри зуба к внешнему краю кромки, прокручивая напильник вокруг своей оси. При этом инструмент нужно двигать параллельно специальной метке, расположенной на цепи. Эта метка служит указателем правильного угла заточки режущей кромки. Для удобства самого процесса зуб, который вы обрабатываете, должен располагаться по центру шины.
- Все заточные работы необходимо проводить в защитной одежде и перчатках, т. к. режущая кромка зубьев очень острая, поэтому есть большая вероятность травмирования. Для равномерной заточки производители рекомендуют проводить одинаковое количество движений напильника для каждого зуба, на практике такую рекомендацию можно применить исключительно к зубьям, которые не имеют повреждений.
- Для более лёгкой заточки напильник можно применять в паре со специальной державкой, на которой нанесена разметка допустимых углов. С помощью таких меток зубья можно заточить не только для поперечного, но и для продольного распила древесины. Использование державки также будет полезно людям, которые в отличие от профессионалов не имеют должного опыта в этом деле.
Как наточить режущую оснастку при помощи болгарки и шуруповерта
В сети имеются ролики, где показан процесс заточки бензопильных цепей при помощи такого инструмента, как углошлифовальная машинка или по-простому болгарка. Принцип процедуры аналогичен с действиями при использовании станка. Однако сложность его лишь в том, что мастеру необходимо самостоятельно выбирать угол заточки, и при этом контролировать инструмент, удерживая его в руках. Сделать это достаточно сложно, и еще труднее, выполнить процедуру с получением качественного угла заточки. Именно поэтому прибегать к реализации процесса таким способом не рекомендуется, ведь недостатков у него достаточно много:
- сложность — что связано с удержанием инструмента в руках и одновременным контролем угла заточки;
- высокая вероятность испортить оснастку, так как при неправильно заточенных зубьях, цепь будет резать с меньшей эффективностью, или вовсе не будет пилить;
- увеличение скорости затупления зубьев — диск на заточном станке вращается с меньшей скоростью, чем круг на болгарке. При непродолжительном контакте с кромкой, металл успевает значительно нагреваться до высоких температур, что приводит к его закалке и отпуску, и поэтому не исключается вероятность того, что заточенная в таких условиях цепь, будет быстрее затупляться (это приведет к ускоренному ее износу).
Использование болгарки для восстановления качества заточки зубьев — это далеко не самый лучший вариант. И прибегать к его реализации не рекомендуется вовсе. Как это делают мастера в домашних условиях, можно посмотреть на видео.
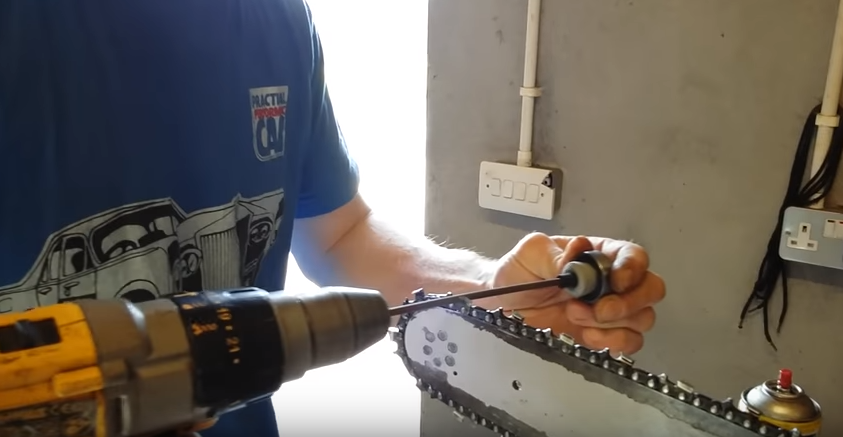
Как альтернатива использованию болгарки для заточки бензопильной оснастки, применяется шуруповерт.. Принцип его реализации заключается в выполнении следующих действий:
- В патроне инструмента (шуруповерта) зажать круглый напильник.
- Выполнять движения напильником, как в случае с ручным способом, только дополнительно осуществлять его вращение от шуруповерта.
- Проводить вращающийся напильник несколько раз, увеличивая силу прижатия при движении от себя, и ослабляя, возвращая его в исходное положение.
Такой способ нельзя назвать эффективным, так как и речи не может быть о соблюдении угла заточки. У него есть только одно преимущество — на реализацию затрачивается вдвое меньше времени. Он подходит при необходимости быстрого выполнения процедуры. Ниже на видео показано, как производится заточка цепи на бензопиле при помощи шуруповерта.
На основании представленных инструкций каждый пильщик может сделать для себя соответствующие выводы о рациональности каждого способа. Опираясь на описание, вы всегда можете поддерживать состояние вашего инструмента в должном состоянии.









Какие ошибки допускают новички
Есть несколько характерных ошибок, которые допускают начинающими точильщики.
Чтобы их избежать, следует придерживаться несколько правил:
- для каждого затачиваемого зубца следует делать одинаковое число движений инструментом;
- всегда прикладывайте максимально одинаковое усилие, чтобы не допустить неравномерную заточку;
- если цепь сильно затупилась, то использовать напильник уже бессмысленно;
- для сильно изношенных инструментов единственным вариантом будет электрический станок;
- угол заточки выбирается исходя из того, в каком направлении бензопила будет распиливать материал.
Эти знания помогут не допускать ненужных ошибок, а также своими силами поддерживать бензопилу в оптимальном рабочем состоянии.
Вы когда-то точили сами бензопилу? Что для этого использовали? Насколько качественным получился результат?
Ждём ваших ответов и историй из личного опыта.
Подпишитесь, оставьте комментарий, задайте вопрос и расскажите о нас друзьям!
Заточка цепи станком
При сильном износе цепи, когда режущие зубья очень сильно отклонились от своей изначальной формы, произвести заточку просто напильником будет сложновато. Поэтому в такой ситуации лучше воспользоваться станком, который может быть ручным или электрическим.
На электрическом станке производить заточку наиболее благоприятно, так как он имеет ряд преимуществ:
- Цепь всегда жестко стоит под нужным углом
- Заточить все зубья можно так, чтобы они были абсолютно одинаковыми
- Заточка не требует особых физических усилий от затачивающего
К минусам можно отнести разве что его относительно высокую цену по сравнению с ручными приспособлениями и станками. Однако она все равно не такая уж и высокая – за пару тысяч рублей можно спокойно купить подходящий для домашней эксплуатации станок.

Как точить цепь на электрическом станке, можно будет прочитать в инструкции к этому станку. Если говорить общими словами, то процесс выглядит так:
- сначала нужно визуально на цепи найти самый изношенный режущий зуб
- затем цепь устанавливается в специальную канавку на поворотном основании станка так, чтобы найденный самый изношенный зуб находился под заточным диском, и само основание нужно повернуть таким образом, чтобы зуб стоял к диску под требуемым вам углом, определить который поможет имеющаяся шкала в нижней части поворотного основания
- затем специальный упор подводится к задней части этого зуба, при этом положение этого упора относительно заточного диска можно менять, вращая соответствующий барашек, и в итоге нужно его установить так, чтобы диск мог сточить с зуба ровно столько, чтобы полностью его заточить, но при этом не мог сточить слишком много
- теперь нужно зажать цепь в канавке, чтобы она сидела в ней жестко, для чего поворачивается специальная ручка сбоку на канавке
- далее, вращая уже другой барашек, нужно установить максимальную глубину погружения диска, чтобы не испортить основание цепи при заточке
- теперь можно собственно начинать точить зуб — опускаем вращающийся диск на зуб, но не резко, а потихоньку, прикасаясь к нему и затем отводя диск от него, и так несколько раз, стараясь не перегреть металл зуба, пока диск не дойдет до основания
- после заточки первого зуба, разжимаем канавку, двигаем под упор следующий зуб, смотрящий в ту же сторону (то есть, например, если первый зуб был правый, то и следующий тоже должен быть правый), точим его и так далее со всеми зубьями этой стороны, а после заточки всех зубьев одной стороны, нужно повернуть основание в противоположную сторону и заточить зубья другой стороны.
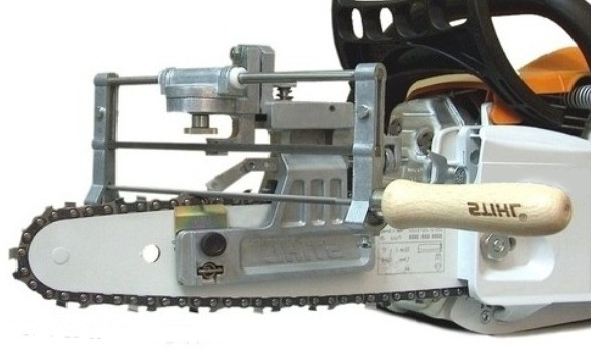
Ручные станки похожи на лучковые пилы. Только вместо пильного полотна здесь стоит напильник. Одни из таких станков ставятся прямо на шину с цепью без съема ее с бензопилы. Другие же ставятся стационарно, и цепь на них крепится примерно также как на электростанок. Процесс заточки будет напоминать заточку с обычным шаблоном под напильник, однако с ручным станком можно наточить все зубья так, чтобы они были полностью одинаковыми.
Станочная заточка цепей бензопил
Прежде чем приобретать станок для заточки цепи, необходимо разобраться, как выбрать станок для заточки цепей бензопил, потому что цена на отдельные модели довольно высокая, а покупка дорогостоящего агрегата вслепую явно не оправдывает себя.
Для заточки используют три типа станочных агрегатов:
- Мини-станки и приспособления малого класса, рассчитанные на очень небольшую производительность;
- Легкие настольные системы;
- Стационарные заточные станки.
Все три категории позволяют избавиться от эффекта «играющего» напильника и выполнить заточку с приемлемым качеством, но все же существуют определенные нюансы в использовании станков и приспособлений.
Легкие ручные станки для заточки цепей бензопил
Приспособления для затачивания зубьев цепи на первый взгляд мало чем отличаются от ручного точения напильником. Основу мини-станка составляет струбцина и два винтовых регулятора. Приспособление устанавливается непосредственно на шину, и с помощью винтов выставляются значения переднего и бокового углов заточки. Остается только вставить заточной напильник в направляющую люнету и поочередно заточить зубья.
Для цепей с крючковыми зубьями выпускается специальное приспособление, позволяющее выполнить заточку с помощью секторного абразивного бруска, уложенного внутри пластикового корпуса.
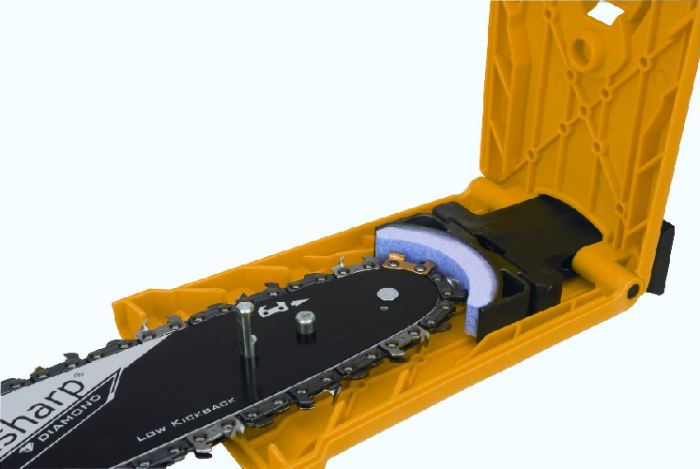
В крючковых цепях для бензопил, в отличие от обычной схемы, режущая кромка расположена горизонтально на верхней плоскости или спинке зуба. Такие кромки можно затачивать с помощью насадки или обычным плоским надфилем. Чтобы выполнить заточку с помощью насадки, достаточно просто одеть корпус на шину, захлопнуть, закрыть его на защелку, запустить бензопилу и нажать боковой рычаг на торце.
Настольные и стационарные заточные системы
Среди наиболее продаваемых станков можно назвать продукцию трех ведущих производителей оборудования для бензопил – «Oregon», «Sadko» и «Makita».
Из оборудования компании «Oregon» можно посоветовать профессиональную модель 519789. Мощная станина и высокий подъем абразивного диска позволяют выполнять работы любой сложности. Вес агрегата -6 кг, потребляемая мощность электродвигателя составляет 214 Вт. Диапазон заточки переднего угла – от 0-40 о , бокового 0-10 о . Станок рассчитан на большую нагрузку, поэтому даже после затачивания нескольких сотен цепей точность позиционирования останется неизменной.

Более простая и дешевая модель станка «Sadko SCS-85 PRO» позволяет затачивать большинство размеров цепей бензиновых пил с передним углом до 30 о . Вес агрегата составляет всего 2,5кг. В отличие от предыдущей модели, это скорее компактная, чем профессиональная модель, но в своем классе «Sadko» не уступает продукции других компаний.

Обе модели оснащены автоматическим устройством центрирования цепи при зажиме его в тиски.
На что следует обратить внимание при выборе станка
Во-первых , станина станка должна обязательно изготавливаться из металла. Процесс заточки даже малых поверхностей зуба связан с приложением нагрузки и возникновением вибраций. Металл хорошо справляется с гашением колебаний, пластиковые детали со временем деформируются, и точность заточки падает.









Во-вторых , наиболее нагруженный узел — шарнир поворота заточной консоли, тоже должен быть металлическим. Большинство отечественных и китайских фирм для удешевления используют пластиковые шарниры достаточно большой ширины. На практике модели, изготовленные даже из ударопрочного и износостойкого пластика, не позволяют добиться необходимого качества заточки.
В- третьих , диапазоны устанавливаемых углов затачивания должны быть как у модели 519789. Мировой лидер в производстве шин и цепей к бензиновым пилам выбрал параметры 0-40 о не просто так, а чтобы увеличить точность хода настроечного винта. Большинство дешевых станков ограничивают величину заточки переднего угла 30 о и меньше. Это значит, что нормально заточить цепь можно будет только после 3-4 переточки с помощью напильника или на других приспособлениях, когда размеры кромки будут выработаны на 15-20%.
Кроме того, немаловажным фактором является мощность привода станка. Чем быстрее выполняется процесс затачивания кромки зуба, тем меньше риск самоотпускания закалки металла. При правильной настройке станка процесс должен занимать не более секунды на зуб.
Отдельно следует упомянуть размеры нониусов или шкал, по которым выставляются углы заточки зуба. Деления и размерность шкалы должны позволять читать величину угла не менее чем в половину градуса.

Этапы работ при ручной заточке в домашних условиях
Наточить цепи в домашних условиях можно, используя специальный круглый напильник с державкой. Для этого соблюдают следующие этапы проведения операции:
- Шину с цепью фиксируют при помощи тисков таким образом, чтобы ее верхняя линия находилась в горизонтальном положении.
- Берут за точку отсчета наиболее короткий зуб и отмечают его маркером или нитроэмалью.
- Тело напильника круглого заводят под главную режущую кромку, прижимая его к углу по всей линии и одновременно придавливая державку к поверхности зуба. Благодаря державке круглый напильник автоматически примет нужное положение, выступая по отношению верхней плоскости зуба бензопилы.
- Уверенными ровными движениями от себя, не меняя угла подачи, два или три раза проводят напильником по скошенной поверхности верхней режущей кромки.
- Вращают напильник по своей оси, чтобы не произошла выработка абразивной поверхности, и повторяют операцию так до тех пор, пока зуб не заострится.
- После этого при помощи шаблона для заточки цепи проверяют высоту ограничителя и, если нужно, стачивают его плоским напильником.
- Далее через один зуб повторяют весь цикл операций, пока не дойдут до первоначально отмеченного зуба.
- Переворачивают шину противоположной стороной и затачивают через один все остальные зубья бензопилы.
Виды напильников и советы по выбору
Как уже стало понятным, подбирать напильник для заточки зубьев цепи бензопилы нужно круглого диаметра и плоский. Многие производители моторизованного инструмента этой специфики для удобства потребителей попутно выпускают заточные наборы, где такие напильники уже присутствуют в комплекте
Но здесь тоже важно не ошибиться: для конкретной цепи нужен напильник подходящего диаметра. Величина его определяется исходя из шага зубьев цепи
Следуя правилам, прежде чем выбрать напильники для заточки цепи бензопилы, по маркировке цепи определяют ее точный шаг. Далее придерживаются рекомендаций:
| Величина шага | Диаметр напильника, мм |
| 0,25 | 2х2 |
| 0,325 | 2х2,4 |
| 0,375 | 2х2,6 |
| 0,404 | 2х2,75 |
Бывают пильные цепи, где уместно применять круглые напильники с диаметром поперечного сечения, равным 2х1.6 миллиметра.
Правила заточки
Однотипные участки каждого звена должны подвергаться равномерной обработке. В противном случае, если на каком-то одном участке будет излишняя выборка металла, то в конечном итоге это приводит к дисбалансу, неравномерности хода и рывкам в ходе работы бензопилы. Нагрузка на механизм в разы увеличивается, что в свою очередь грозит разрывом цепи.
Поэтому проводить операцию под необходимым углом заточки цепи бензопилы штиль 180 (как впрочем, и любого другого инструмента) следует с особой осторожностью, избегая чрезмерного усилия. Сама процедура производится последовательно, то есть начинать нужно с одной стороны, потом заканчивать с другой
В некоторых случаях можно наблюдать, что какая-то одна режущая кромка (или несколько) сточилась сильнее. Так бывает, когда цепь на своем пути наскочила на сучок, что встречается при распиле твердых пород древесины. Тогда необходимо определить какой из зубов сточился больше всех и по нему равнять все остальные звенья.
После того, как заточка будет завершена, следует продуть цепь воздухом от компрессора либо насоса, а потом поместить ее в емкость с моторным маслом на короткое время. Обычно мало кто так делает, но для цепи это будет полезно.





