

Настройка газового резака
Приступая к работе, следует произвести сборку оборудования и проверку его работоспособности в соответствии с «Инструкцией по эксплуатации». Только после этого можно приступать к процессу обработки металла.
- продувать кислородом рукав для пропана;
- менять рукава между собой.
Если вы не имеете доступа к «Инструкции», то действуйте в следующей последовательности. Перед сборкой необходимо произвести внешний осмотр узлов и деталей:
- проверьте состояние всех резиновых прокладок. При наличии малейших дефектов, они подлежат замене;
- внимательно осмотрите кислородный вентиль. На его поверхности не допускаются малейшие следы масла или жира – их наличие может привести к взрыву;
- внимательно осмотрите штуцера. Штуцер с горючим газом должен иметь клапан обратного удара. Дефекты на штуцерах следует аккуратно править «бархатным» напильником. Если этого не сделать, то резиновая прокладка редуктора будет «травить» со всеми вытекающими последствиями.
После осмотра следует установить редукторы:
- синий — на баллон с кислородом;
- красный — на баллон с пропаном.
Если резак с инжекцией, то следует проверить её работоспособность:
- проверка производится до подключения рукава горючего газа;
- кислородный рукав подсоединяется к соответствующему штуцеру;
- открыть вентиль кислородного редуктора;
- открыть на резаке вентили кислорода и горючего газа;
- прислонить палец к штуцеру горючего газа. Если всё работает, то его должно «засасывать». В этом случае не будет обратного удара.
Читать также: Динамометрический ключ таблица усилий
Далее, устанавливается шланг с пропаном и подключается газ. Соотношение пропана и кислорода устанавливается: 1:10. Например, если давление кислорода 5 атм., то пропана нужно задавать 0.5 атм.
Открывать и прекращать подачу газа необходимо в следующей последовательности:
- открыть на 0,5 оборота каждый вентили кислорода и горючего газа (последовательность менять нельзя). Поджечь смесь;
- поднести факел к металлу и добавлять кислород до появления «коронки»;
- по окончании работы: первым прекращается подача горючего газа, затем – кислорода (последовательность менять нельзя).
Виды кислородно-флюсовой резки
Технологией кислородно-флюсовой резки производят обработку металлов напором газового пламени, смешанного со струёй кислорода, которая выполняет функцию «режущего пламени». Таким способом резку прочных металлов можно делать и вручную, и как механически. Для автоматической кислородно-флюсовой резки используют газорезательные устройства, в которые устанавливают резаки. Аппаратами мастер может делать поверхностную резку или разделительную. При ручном раскрое используют специальные держатели, в которых также под напором подаётся газ и кислород. И ручным, и машинным способами можно обработать высокопрочные металлы толщиной до двухсот миллиметров на большой скорости (около 300-700 мм/мин).
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать. В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
2 Как устроен и как функционирует резак?
Суть операции обработки металлических листов и изделий при помощи автогена состоит в том, что металл сгорает в кислороде (в химически чистой струе этого элемента), а затем кислородный поток путем выдува осуществляет удаление образующихся окисленных продуктов. Для работы резака требуется кислород (именно его струя разрезает детали) и газ-подогреватель (обычно – ацетилен или пропан).
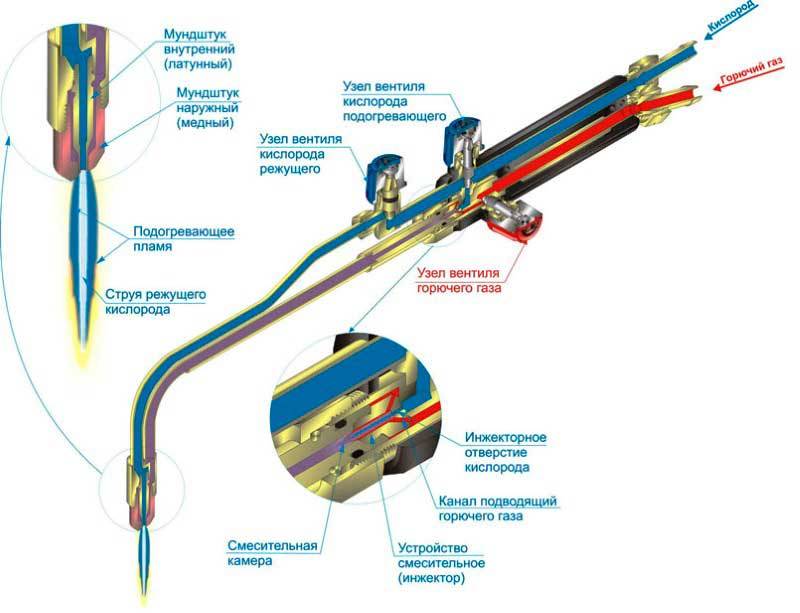
Устройство современной газовой горелки достаточно простое. На фото вы можете увидеть, что состоит она из двух основных частей – наконечника и ствола.
Ствол крепится накидной гайкой к корпусу резака и включает в себя следующие элементы:
- эжектор;
- входы с ниппелями, которые необходимы для подключения к агрегату кислородного и газового рукавов;
- дюзы;
- смесительную камеру;
- вентили (размещаются на корпусе), с помощью которых выполняется контроль подачи газов и кислорода в зону выполнения работ.
Устройство разных резаков может иметь свои особенности, но в целом все они имеют указанную конструкцию. Функционируют газовые горелки для резки металлических заготовок также по одной схеме. Кислород подается на агрегат через шланг с ниппелями либо через редуктор и расходится по двум разным каналам. Одна часть кислорода направляется в трубку, где происходит формирование режущего потока (для этого в конструкции резака предусмотрен основной канал внутреннего мундштука).
Вторая часть поступает в эжектор, откуда струя выходит с высокой скоростью, что позволяет образовать требуемый уровень разрежения. Горючая композиция получается в смесительном отделе горелки (на видео хорошо видна эта часть агрегата) за счет соединения газа и кислорода. Эта самая смесь затем формирует подогревающее пламя, просачиваясь между внутренним и наружным мундштуком.
Углошлифовальная машинка
С болгаркой работается быстро и удобно, но не без минусов. Например, она режет лишь по прямой. Попытка сделать фигурный рез приведет к «закусыванию» диска, его поломке, возможной травме пользователя. Поэтому машинку используют для резки по прямой. Другой минус — пожароопасность метода (абразивный диск + металл = искрение). Перед работой вам придется одеть очки, защиту на лицо и руки.

Кругом резать эффективнее, чем лобзиком, поэтому чаще пользователи выбирают шумную болгарку. Покупая отрезной круг, предпочтите изделия на бакелитовой связке, ведь они на порядок прочнее керамических аналогов.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.

Таблица резки металлов газовым резаком.
Сначала общие положения:
Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п










Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
Перед работой нужно запастись:
линейкой, специальным карандашом, угольником и рулеткой;
специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам
Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.
Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
Пол в мастерской должен быть или бетонным, или земляным.
Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
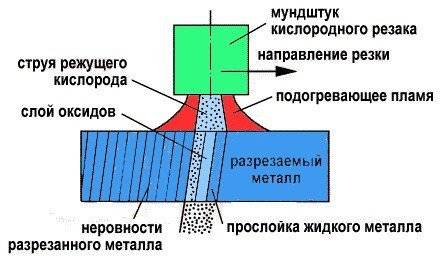
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
Сначала баллон с кислородом: выставляем рабочее давление.
Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Охлаждение деталей проводится или с помощью воды, или естественным образом.
После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
Сначала закручиваем вентиль кислорода.
Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
Закручиваем вентили на баллонах.
Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Как сделать автоген в домашних условиях
В первую очередь следует рассказать о строение данного аппарата. Две специальные платы соединяются при помощи 4 шпилек. Между этими платами устанавливают батарею, состоящую из пластин-электродов, которые изготовляются из стали и разделяются специальными кольцами из резины.
Внутрь батареи закачивают раствор гидроксида натрия. Электролиз воды, который провоцируется постоянным напряжением, способствует выделению водорода и кислорода, что и позволяет осуществлять работы по резке металла.
Когда газ, который проходит через специальную смесь воды и ацетона, получает необходимые для возгорания кондиции, его подают на форсунку (например, медицинская игла). Температура горения такого газа при выходе с этой форсунки составляет не менее 1800 градусов по Цельсию. Вот список всех деталей мини-автогена, созданного своими руками:
- Форсунка.
- Трубка барботажного типа.
- Основа.
- Трубка из полихлорвинила.
- Патрубок.
- Шайба.
- Основа водяного затвора.
- Клеммы.
- Короткий патрубок (3 шт.).
- Резиновое кольцо.
- Две платы (правая и левая).
- Болтовая пробка.
- Гайки и шпильки (М8, по 4 штуки).
Заизолировать пластины можно при помощи резины, которая должна быть кислото- и маслобензостойкой. В батарее автогена должно находиться 9 пластин, а шпильки следует также заизолировать. Клеммы надо присоединить к первой, седьмой, восьмой и девятой пластинам.
Напряжение зарядного устройства, которое подключается через 8 пластин, должно составлять 17 V. Такие показатели и конструкция устройства обеспечат плавное прогревание металла и качественную его обработку.
Видео: газовая сварка своими руками.
С целью предохранения от распространения пламени, на газовых горелках устанавливают обыкновенный водяной затвор (чаще всего из пустых баллончиков для зажигалок). Специально для предотвращения смешивания составов водяного затвора и электролитов в составе горелки предусмотрена промежуточная емкость. Патрубки следует подбирать исключительно из меди, а их диаметр должен составлять от 4 до 6 мм.
Автоген для резки/сварки металла: классификация
Весь имеющийся в специализированных магазинах ассортимент автогенов по различным критериям подразделяется:
по предназначению: на специальные (для особого рода специфических работ) и универсальные, подходящие для большинства газорежущих и сварочных работ. Снабжённые инжектором универсальные горелки просты и удобны в эксплуатации, отличаются незначительным весом, при этом способны разрезать заготовку толщиной 3…300 мм по всем направлениям.
Тип горючей смеси формирует свою классификацию:
- в весьма бюджетных кислородных автогенах формирование горящей струи происходит кислородом;
- керосиновые работают на керосиновых парах и обыкновенно применяются для резки заготовок из углеродистой стали толщиной до 200 мм. Достаточно сложная конструкция такого автогена делает его практически неприменимым для мелких бытовых работ – керосиновые автоген, как правило, используется в угольной и горнодобывающей промышленности (в силу высокой взрывоопасности пропановые/ацетиленовые автогены в этих отраслях обычно не применяются);

- считающиеся наиболее надёжными и безопасными, эффективные и производительные пропановые автогены используются для резки чёрных и цветных металлов – чаще всего для чугунных батарей, труб и т.д.;
- ацетиленовые автогены станут самым удачным выбором при обработке заготовок или элементов значительной толщины – свойства ацетиленовой горючей смеси позволяют создать пламя максимальной температуры: даже компактный по своей конструкции инструмент будет удобен и эффективен при работе с массивными деталями и заготовками;
- по конструкции и способу смешивания кислородной и горючей составляющей автогены делятся на инжекторные и безинжекторные;
- по способу резки металла: на автогены разделительной, копьевой, поверхностной или кислородно-флюсовой обработки (для высокохромистых, высоколегированных сталей).
Конструкция автогена
Современная конструкция автогена основана на взаимодействии составляющих деталей:
- наконечника,
- мундштуков,
- корпуса ствола с камерой для получения смеси газов,
- вентилями,
- штуцерами.
Снижение давления до требуемого уровня образуется внутри инжекторного ствола. Сюда поступает часть кислорода. Из ствола струя пламени выходит в полость внешнего мундштука. Другая часть кислорода поступает в канал внутреннего мундштука, формируя пламенную струю.










В смесительной камере устройства пары ацетилена или пропана соединяются с кислородными, образуя смесь для струи пламени. Она подается между мундштуками наконечника, который прикреплен к стволу обыкновенной гайкой.
Конструкции моделей разных брендов могут незначительно отличаться, но их принцип действия от этого практически не меняется. Дополнительные элементы конфигурации устройства повышают уровень безопасности во время работы, обеспечивают дополнительные удобства при эксплуатации. Несложные операции можно выполнять автогеном, собранным своими руками.

Как устроен автоген
Классическая основа аппарата состоит из набора:
- баллона с кислородом,
- баллона с горючим газом,
- манометра с редуктором,
- газопроводных шлангов,
- горелки (резака), которая может использоваться как для сварки низколегированной стали, так и для разрезания черных или цветных металлов.
К резаку подведены шланги с кислородом и ацетиленом, вместо которого можно использовать пропан/бутан. Однако пропановый автоген рационально применять для разрезания металлических поверхностей, а процесс сварки с его помощью неэффективен, потому что температура струи пламени ниже, чем при использовании ацетилена.
При сварке деталей с тонкими стенками это незаметно, но при обработке труб и толстостенных деталей замедляет процесс.
Газовый резак своими руками
Предлагается вариант компактного и простого, но достаточно эффективного газового резака. Он с лёгкостью плавит и режет медные провода и за короткое время (секунды) раскаляет листовой металл. На этом примере можно понять принцип построения более мощного самодельного гаджета и, при остром желании, создать его. Для его изготовления потребуются:
- две большие медицинские капельницы;
- игла для накачивания мячей (волейбольных/футбольных);
- аквариумный компрессор. Возможна замена пластиковой двухлитровой бутылкой;
- баллон для заправки газовых зажигалок пропаном;
- медная проволока;
- укомплектованный (подставка с ванночками, припой, флюс и т. п.) паяльник;
- термо-пистолет (термо-клей);
- съемный сосок для автомобильной камеры;
- тонкий надфиль или мелкозернистый наждачный камень.
Принцип действия аппарата, после прочтения статьи, будет интуитивно понятен из рисунка.

Газовый резак своими руками. Ист. https://www.lifetweaks.ru/dlya-avtolyubitelya/gazovyj-mini-rezak-svoimi-rukami/.
В большой игле делаем отверстие (надрез) и пропускаем через него изогнутую медицинскую (острый её кончик стачиваем). Это место для герметизации заматываем медной проволокой и запаиваем (уже напоминает газовую горелку?). Осталось обеспечить подачу воздуха от компрессора и пропана от баллона. Зажимы-ограничители на трубках капельницы будут осуществлять регулировку пламени резака. Остальное предлагаем вам продумать самостоятельно и у вас получится газовый резак своими руками.
Где купить
Для приобретения советуем посетить вот этот раздел интернет магазина «Все инструменты».
Резка металла кислородно-ацетиленовым резаком требует соблюдения определенных мер предосторожности и правильной последовательности действий. Это газовое оборудование относится к разряду огне- и взрывоопасных
Пилим дрова болгаркой
Пилить дерево болгаркой можно относительно безопасным способом. Он предусматривает жесткое крепление режущего оборудования на станине с направляющими элементами. Это будет стационарное оборудование для распиловки, в котором болгарка надежно зафиксирована. Изготовленный своими руками станок работает по принципу циркулярных пил, где обрабатываемый материал подается по направляющим.
Дрова пилить болгаркой можно, но при этом нужно пользоваться приспособлениями, необходимыми для обеспечения безопасности. Более подходящими для работы с древесиной являются лобзик, циркулярная пила, ручной инструмент.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Механические способы резки металла в промышленных масштабах используются все реже. В данном методе часто встает вопрос: какой станок по металлу лучше выбрать, однако обычно для этих целей используют ленточные, дисковые и гильотинные станки по металлу. Минус такого оборудования в его ограниченных возможностях и достаточно высокой трудоемкости процесса.
Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.










Гильотинное оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.
Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
Отрезка трубы под углом 45 и 90 градусов
Если нужно отрезать трубу под углом 45 градусов, что чаще требуется при прокладке водопроводных, отопительных труб. Зачастую используются стальные, чугунные трубы, которые имеют цилиндрическую форму. В монтажных работах применяются прямоугольные или профильные трубы. Однако следует правильно разрезать трубу болгаркой, чтобы потом с легкостью соединить. Поэтому следует тщательно разметить трубу.
Некоторые мастера пытаются разметить место реза с помощью рулетки, но предупреждаем, что результат скорей всего получиться негативный. А для положительного результата, учтите следующую рекомендацию профессионалов.
Возьмите лист бумаги или картона, лучше А4, сложите по диагонали и оберните вокруг трубы, где планируется ровный срез. Края бумаги должны абсолютно совпадать друг с другом. А сторона бумаги, что ближе к торцу трубы была перпендикулярна оси. После чего по кругу разметьте леску среза.
Если требуется ровно отрезать под углом 90 градусов, то решите задачу быстро с помощью опять-таки бумаги или малярного скотча. Оберните вокруг трубы, чтобы концы совпадали. Сделайте ровную разметку и отпилите.
Мастера советуют использовать при разрезе профильной трубы угольник. Для этого угольник по очереди прикладывайте к сторонам, и плавными движениями поворачивайте и наносите метки. После действий, зафиксируйте трубу и режьте. Подготовьте себе шаблон, который пригодится в будущем и сэкономит время. Лучше действие производить болгаркой, так разрез будет ровнее.
В работе с чугунной трубой, учитывайте, что это хрупкий материал. Поэтому наведем способ, с помощью которого получится разрезать такой металл без повреждений.
Перед началом работы сделайте пометки для разреза, как и в работе со стальными трубами. Подложите деревянный брус для опоры. Пройдитесь болгаркой по окружности трубы, делая небольшие разрезы. Потом возьмите зубила, вставьте в канавку и нанесите сильный удар молотком. Имейте в виду, что для разреза чугунных труб используются отрезные диски на бакелитовой основе.
Если под рукой нет болгарки, чтобы разрезать чугунную трубу канализации или других предназначений, воспользуйтесь ножовкой по металлу, зубилами или специальными труборезами.
Обрезание газовой трубы опасное действие, поэтому лучше всего доверить профессионалам. Но если уверены в силах, тогда для разрезания металла берите болгарку, сварку, ножовку, газосварку.
- Перед работой перекройте стояк с подачей газа. После чего выпустите остальной газ из трубы. Для этого подожгите газ в конфорках и ждите, когда потухнет.
- После проведенных действий, режьте. Используя способ сварки, металлическая основа сгорает при воздействии высокой температуры. Результат быстрый и эффективный. Но помните, что для обрезки или укоренение газовых труб опять-таки нужен опыт.
Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет. Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
по разновидности горючего газа:
- ацетилен;
- метан;
- пропан-бутан и т. п.
по принципу смешения кислорода с горючими газами:
безинжекторные; инжекторные;
по основному назначению:
для резки под водой; для резки толстого материала; для прорезания отверстий; универсальные;
по виду резки:
копьевые; кислородно-флюсовые; поверхностные; разделительные.
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества — они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.


![Газовый резак по металлу [как резать и как выбрать]](https://benzo-electro-instrument.ru/wp-content/uploads/6/4/6/646449e5404b569ade9407f3f86b2896.jpeg)






В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) — установлен на резаке;
- в комплекте ЗИП:
- №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» — это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.

Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С:
- при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
масса, кг: 1,05.
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Совершенно другое дело, если в вашем распоряжении небольшой переносной, инжекторного типа газовый резак портативный. Его перемещает с места на место 1 человек. При необходимости он может поднять его на значительную высоту. В комплект такого гаджета входит:
- газосварочная горелка либо резак;
- короткие шланги длиной до 5 метров;
- 2 кислородных баллона ёмкостью по 5 литров;
- 1 пропановый баллон, емкость которого может быть: 2, 3 или 5 литров.

Баллон с кислородом и горючим газом.
Широко распространены газовые резаки, имеющие крепление непосредственно на баллоне. Они, осуществляя нагрев поверхности до Т = 1300 °С, часто применяются в различных бытовых целях (например, для сварки металлов с низкой температурой плавления). Создаваемая ими температура нагрева достаточна для размягчения следующих металлов:
Для комфортной эксплуатации газовые резаки комплектуются креплением на баллончик и оснащаются пьезоподжигом. Эти гаджеты автономны и компактны. Благодаря чему их удобно использовать и на улице, и в гараже. Устройства весьма универсальны:
- ими удобно разжигать костёр на открытом воздухе в пасмурную погоду;
- они используются для разогрева замерзшего навесного замка в воротах загородного дома или дачи и во многих других случаях.

Безинжекторная модель газового резака, портативный газовый резак по металлу
Разновидности агрегатов
Если вы задумали сделать ремонт и выбираете прибор, то следующая информация вас обязательно заинтересует.
Разновидностей резаков довольно много. Все они имеют разное устройство и характеристики.









Изучим наиболее популярные из них:
Кислородный аппарат представляет собой эжекторную установку, в которой горящую струю формирует поступающий под давлением кислород. Кислородный автоген считается одним из самых бюджетных аппаратов и вполне подходит для резки своими руками;
Керосиновый резак, как понятно из названия, работает при помощи паров керосина. Как правило, им пользуются при разрезании углеродистой стали толщиной не более 20 см. Для резки своими руками он почти не применяется, так как отличается сложным устройством и применяется в основном в промышленных работах (характеристики горелки позволяют использовать ее в угольной или горнодобывающей промышленности, под землей, в то время как пропановый или ацетиленовый резак там использовать нежелательно);
Пропановый аппарат применяется при резке изделий, в состав которых входят цветные и черные металлы разного состава (наиболее часто пропановый автоген используют при резке чугуна – батарей или труб)
Профессионалы обращают внимание на безопасность и надежность, которые обеспечивает пропановый аппарат по сравнению с использованием других агрегатов. Поэтому, именно пропановый автоген наиболее часто используют при выполнении работ своими руками
Кроме этого, если вы применяете пропановый метод резки металла, то можете быть уверены, что эффективность и производительность вам обеспечены;
Ацетиленовой газовой горелкой пользуются, чтобы обрабатывать детали и листы, которые имеют большую толщину. На всех таких горелках стоят отдельные вентили, с помощью них можно ставить большую скорость и мощность подачи газа при работе. Существуют даже портативные резаки, для работы по металлу которых нужна ацетиленовая смесь. Так как благодаря ацетилену пламя достигает наибольшей температуры, то, несмотря на компактный размер аппарата, им можно резать даже очень толстый металл. Такой портативный резак чрезвычайно удобен для использования своими руками и связи с этим пользуется большим спросом.
Но все же, наибольшей популярностью пользуются универсальные эжекторные аппараты. Универсальные автогены могут разрезать металл в любую сторону и под любым наклоном.
При этом они чрезвычайно удобны в эксплуатации и отличаются небольшим весом. Одной из последних разработок производителей считается газовый резак с пьезоподжигом.
Он чрезвычайно удобен для использования своими руками, так как такое устройство включается одним нажатием на кнопку.
Но и стоит такой автоген довольно дорого, поэтому если вам нужен аппарат на недолгий срок и для небольшого объема резки металла, то покупка такой горелки будет неуместной и расточительной. Гораздо лучше купить мини-резак.
Мини-резак
Ручной автоген обычно и так невелик по размерам — его ещё более миниатюрная по габаритам разновидность называется мини-резак. К основным характеристикам такого инструмента следует отнести уверенный напор пламени и достаточный по объёму газовый резервуар, позволяющие использовать устройство даже в ветреную погоду. При эксплуатации следует уHonor, что мини—автоген не рассчитан на длительное непрерывное использование: высокие температуры способны расплавить корпус инструмента без возможности ремонта или замены повреждённых деталей. Впрочем, время использования ограничено объёмом газового резервуара: зажигалка-автоген должна периодически заправляться, и для этого пригодится обычный цанговый баллон.
В отличие от удобных и эффективных современных ручных моделей (в том числе и достаточно дорогого автогена с пьезоподжигом, включаемого нажатием лишь одной кнопки) мини-резаки характеризуются невысокой стоимостью, а потому доступны буквально всем не только профессиональным, но и домашним мастерам.
Основными сферами использования такого автогена являются бытовые работы, требующие резки или сварки металлических элементов: ремонт кондиционеров, автомобилей, велосипедов, холодильников и т. д. К минусам инструмента можно отнести небольшую длину режущего пламени, что несколько ограничивает работу такого прибора с некоторыми типами металлов.





