

Виды зернистости в зависимости от вида обработки
Согласно нормам стандартизации международного уровня FEPA маркировка алмазного заточного инструмента должна содержать код зернистости: сочетание литеры F и определенного числа за ним. Возрастание числа указывает на присутствие в абразиве более мелких зерен. Чтобы правильно подобрать круг для заточки, нужно знать марку материала, какую необходимо получить в итоге шероховатость, допустимый припуск.
Между размером зерна в абразиве и чистотой поверхности металла после обработки существует обратно пропорциональная зависимость. Поэтому для финишных работ применяют заточные круги с самыми маленькими алмазными зернами.
По размеру фракции зерна его можно отнести к тому или другому типу зернистости:
- 100/80 – мелкие алмазные зерна. С их применением выполняют окончательную доводку тонких лезвий, заточку металлообрабатывающих резцов, операции финишной шлифовки.
- 125/100 – средние алмазные зерна. Заточка изделий до состояния необходимой остроты.
- 160/125 – крупные.
- 200/160 – очень крупные алмазные зерна. Абразивы подходят для выравнивания поверхности режущего инструмента.
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
 Заточка зубьев предполагает обязательную разводку зубьев
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Какие есть виды (+ характеристики)?
Токарный резец является основным рабочим элементом станков для обработки дерева и металла, с помощью которых заготовке придается необходимые размер и форма. Именно от состояния и заточки резца зависит возможность осуществления необходимых операций, направленных на придание детали нужной конфигурации.
Практически все токарные резцы нуждаются в периодической заточке. Исключение составляют, разве что, инструменты, которые оснащены сменными пластинами. Заточка обеспечивает резцам необходимую форму и величину углов, которые должны согласовываться с требованиями технологического процесса.
На крупных предприятиях и заводах установлены специальные агрегаты для проведения процедуры заточки и для этого создаются специальные подразделения. В домашних же условиях или небольших производственных мастерских резцы затачиваются с помощью различных приспособлений или химических реакций. Выделяют три основных способа:
- химико-механический;
- абразивный;
- с применением специальных средств.
Рассмотрим каждый из указанных методов более подробно.
Химико-механическая
Данный способ заточки представляет собой использование сочетания химических реакций и последующей механической обработки инструмента. Металлическое изделие обрабатывается реактивом, как правило, используется раствор медного купороса. Он создает на резце тонкий защитный слой. Затем изделие обрабатывается абразивным способом с одновременным шлифованием подвижным элементом.
Химико-механический способ является быстрым и эффективным. Он создает гладкую и чистую поверхность резцы и при этом исключает образование на инструменте сколов и трещин. Однако технологически этот метод точения намного сложнее, чем абразивная заточка.
Абразивная
Абразивная заточка является наиболее простым и дешевым методов возвращения резцу его рабочих параметров. Она выполняется с помощью стандартного ручного наждака или на несложном агрегате.
Заточить инструмент вручную качественно довольно сложно, потому что возникает проблема с выдерживанием необходимых углов. Также процесс осложняется еще и тем, что в результате трения металл нагревается и изменяет свои физические свойства. Если вы не токарь с большим опытом, не стоит пробовать точить резец таким образом.
Заточенные агрегаты представляют собой круговой механизм. На станке должно быть два круга, один абразив из зеленого карбида – он используется для точения твердых сплавов, другой из белого электрокорунда – его применяют для стальных резцов.
С применением специальных средств
К специализированным способам заточки можно отнести следующие варианты:
- Анодно-механическая заточка. Особенностью этого метода является применение постоянного тока. Резец подводят к вращающемуся диску из металла, через контакт пропускают ток и подают электролит в зону обработки.
- Электроконтактная заточка. В этом способе используется переменный ток. Заготовка разогревается в месте контакта током, и размягченный металл удаляется металлическим диском.
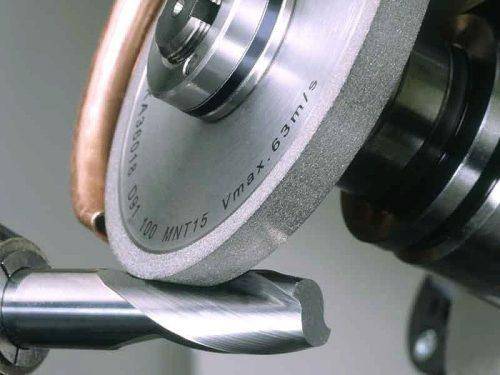
- Использование специальных станков. Одним из таких специальных агрегатов является алмазный круг. Алмаз благодаря своим химическим и физическим свойствам обладает реставрационным потенциалом и быстро, а главное, качественно приводит резец в рабочее состояние. Сам же алмазный круг при эксплуатации имеет маленький износ и может использоваться мастером в течение длительного времени.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки.
Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Связки для алмазных шлифовальных кругов
Шлифовальные алмазные круги выпускаются с тремя видами связок: металлическими, обозначаемыми литерой М (в качестве основы выступают композиции из олова, цинка, меди, алюминия), керамические, обозначаемые литерой К (с основой из стекла, или шамота и добавлением алюминия) и органические, маркируемые литерами КБ или К (из карболита или пульвербакелита). Если применяется наполнитель, то его роль выполняет порошок из графита, меди, глинозема, электрокорунда или карбида бора.






Алмазные круги в конструкции которых используется металлическая связка, характеризуются повышенной теплостойкостью и прочностью, долго сохраняют геометрическую форму и отличаются длительным сроком службой, но быстро засаливаются. Они применяются для сошлифовки большого объема материала и его предварительной обработки. В результате получается поверхность с восьмым-девятым классом шероховатости. Наполнитель в таких кругах не используется, а рабочий слой может закрепляться на переходном стальном кольце, которое крепится к корпусу.
Свойства кругов с металлической связкой:
- высокая твердость;
- большая скорость работы и производительность;
- хорошие показатели термостойкости и теплопроводности;
- высокая производительность съёма.
Органическая связка требует использования наполнителя. Имеет незначительную твердость термостойкость и теплопроводность, но достаточно высокую производительность и скорость обработки.
Круги с органической связкой применяются при доводочных и чистовых работах, для доводки и чистовой заточки изделий из сверхтвёрдых материалов и твёрдых сплавов, при обработке медицинских и мерительных инструментов. Позволяют получить поверхность одиннадцатого и двенадцатого классов шероховатости. В отличие от кругов с металлической связкой мало засаливаются, но в три раза больше расходуют алмазы.
Инструменты с керамической связкой характеризуются алмазоникилевым покрытием, которое может наноситься как в один, так и в несколько слоев. Толщина связки составляет две третьих размера алмазных зерен. Благодаря этому кристаллы выступают над поверхностью связки, но надежно фиксируются. В результате образующаяся стружка легко удаляется с обрабатываемой площади.
Свойства кругов с керамической связкой:
- высокая режущая способность;
- доступная стоимость;
- любая геометрия;
- высокая теплопроводность.
Используются для шлифования и резки германия, кремния, ситала, иных полупроводниковых материалов, технического стекла и керамики, обработки камня. Применяется и для доводки изделия из легированных сталей, твердых сплавов, при изготовлении ручного инструмента.
Алмазные круги с металлической связкой эксплуатируются только с водяным охлаждением, со связкой органической могут работать как с охлаждением, так и без него, при этом не допускается использование щелочных растворов.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.








Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Профили на керамических связках
В связках на керамике используется покрытие из алмазоникеля. Это покрытие бывает однослойным либо может наноситься в несколько слоев. Толщина связующего вещества на керамической основе не превышает 2/3 величины зерен алмаза. Благодаря тому что между вершинами кристаллов и связкой имеется свободный промежуток, стружка, снятая с обрабатываемой поверхности, автоматически удаляется, не создавая дополнительных препятствий процессу заточки. Основные свойства заточных дисков на керамической связке:
- отличная способность к снятию слоя металла во время заточки;
- возможность создавать абразивный инструмент любой конфигурации;
- высокая проводимость тепла;
- приемлемая стоимость изделий.
Основные характеристики
Одной из основных характеристик считают показатель твердости. Следующий важный показатель – это концентрация алмазов на кубический сантиметр, измеряемая в каратах. Стандартно-типовые показатели для этих значений согласно действующему ГОСТ: K25 (1.1 ct/cm3), K50 (2.2 ct/cm3), K75 (3.3 ct/cm3), K100 (4.4 ct/ccm3), K125 (5.5 ct/cm3) и 150 (6.6 ct/cm3). Однако концентрация может изменяться в большую или меньшую сторону.
Важность этого значения в том, что он оказывает немалое влияние на некоторые технические показатели диска и его стоимость. Конструкции с твердой связкой и невысоким алмазным слоем обозначают K125
Распределению и фиксации углеродного зерна на рабочем слое помогает связывающий состав, так называемая связка. В производственной технологии пользуются тремя базовыми видами связок.
Металлические. Рабочий слой такого типа наиболее подходит для предварительной обработки, заточки деталей из металлокерамики и твердых сплавов, срезки больших слоев припуска.
Гальванические. Металлический корпус с одним или несколькими наслоениями никеля, покрытый углеродным абразивом. Разработан для разрезания, шлифования минеральных материалов. Востребован в производстве алмазных бурильных агрегатов, конечной доводке пуансонов и т. д.
Органические. При создании органического состава используется бакелит с применением формальдегидных смол. Его характерная особенность – это низкая теплопроводность, такие устройства применяют в работе без подачи СОЖ. Как правило, это чистовая шлифовка и доводка.
Еще одни параметры, влияющие на характеристики рабочих качеств прибора, — вид алмазного слоя и его ширина. Абразив наносится на периферийную или торцевую часть алмазного круга. Именно геометрия влияет на величину абразива и стоимость модели. Высота – это значение, определяющее долговечность конструкции, в то время как от ширины зависит размер площади, контактирующей с обрабатываемым изделием, а значит, температура рабочих элементов и прочих составляющих. Небольшая ширина допускает повышенную скорость и глубину реза. Большие значения ширины – это высокая точность и чистота работы.
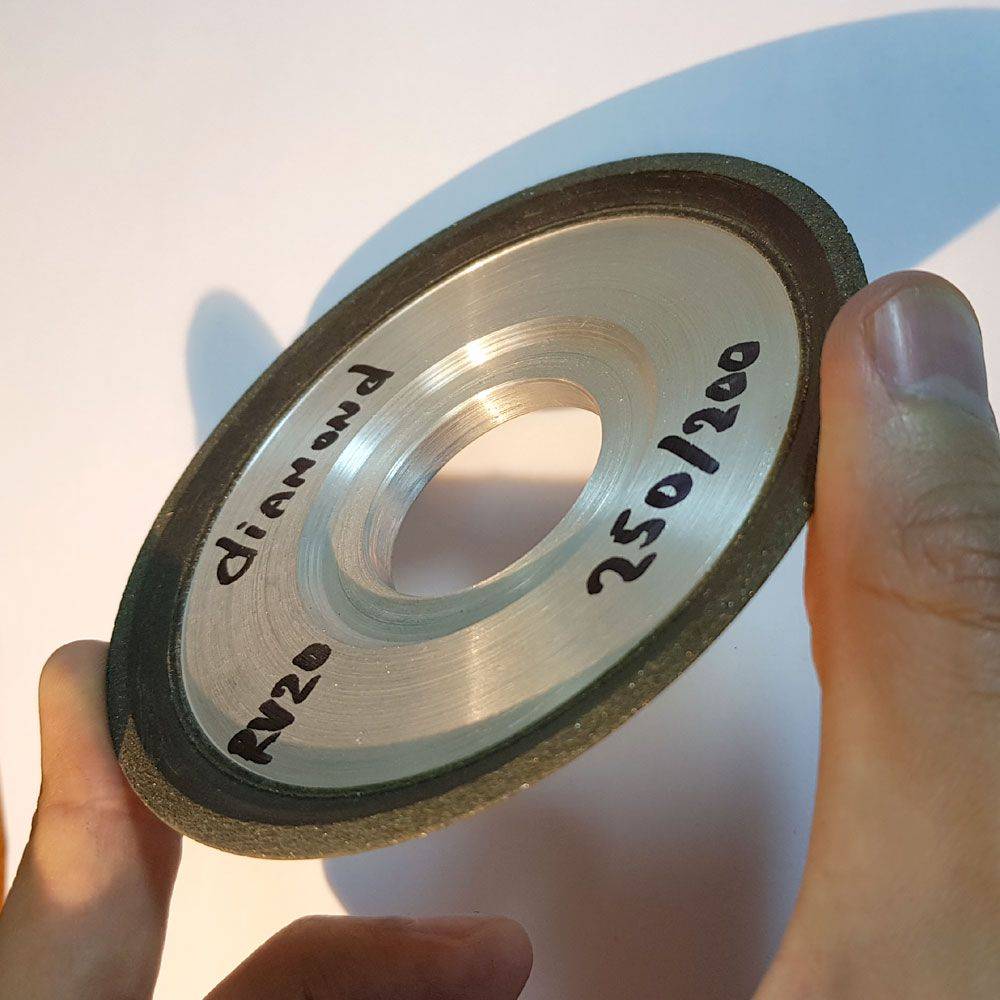
Алмазы на наждак могут быть размером 125 мм. Маркировка 150х10х3х32 означает диск с диаметром 150 мм, шириной 10 мм, при этом высота – 3 мм и размер посадочного отверстия — 32 мм. Такой же подход требуется для расшифровки характеристик шлифовальных алмазов 150х20х5х42х32; 150х20х3х40х32.
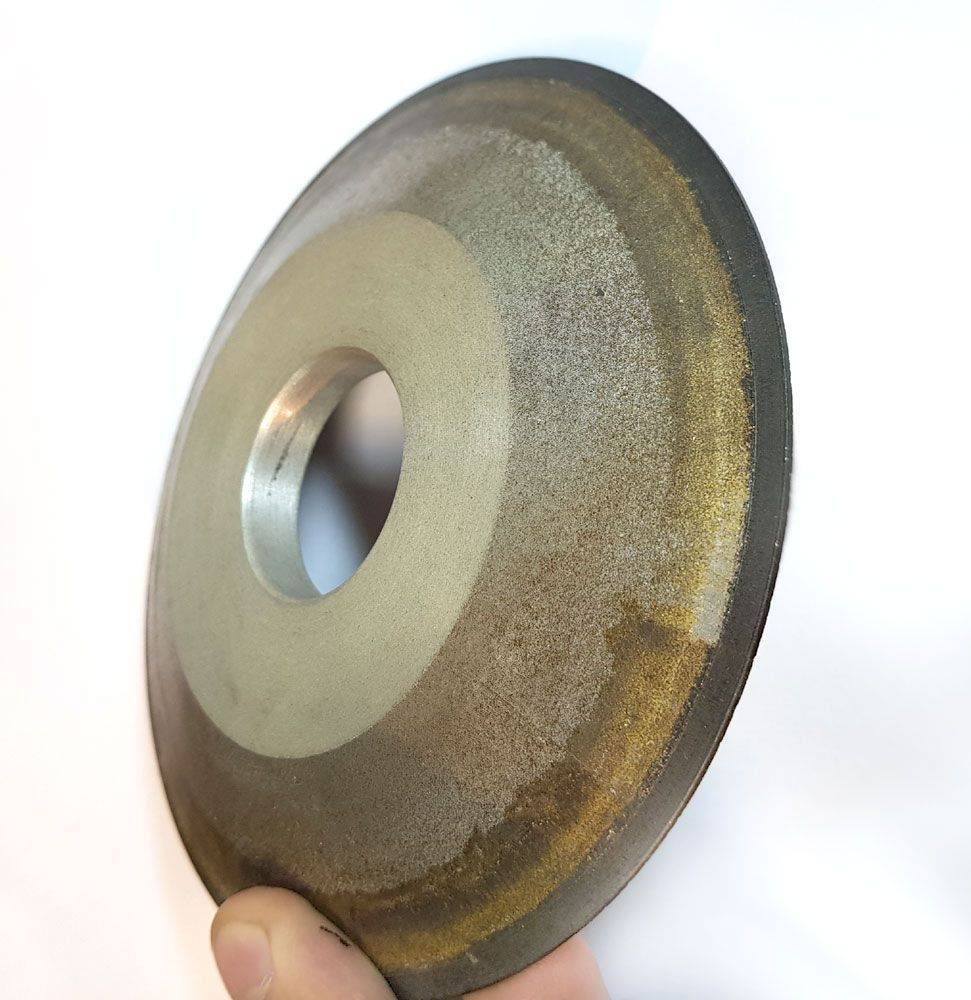
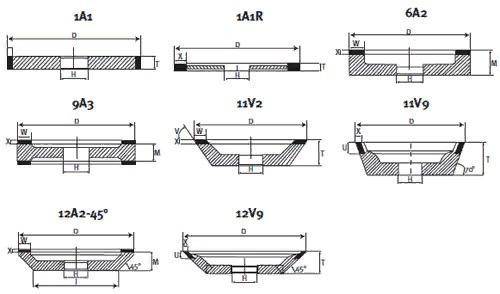
Характеристики и особенности алмазных кругов для заточки резцов
Алмазные круги для заточки резцов токарных и другого режущего инструмента в зависимости от формы профиля и типа абразива целенаправленно подходят для следующих операций:
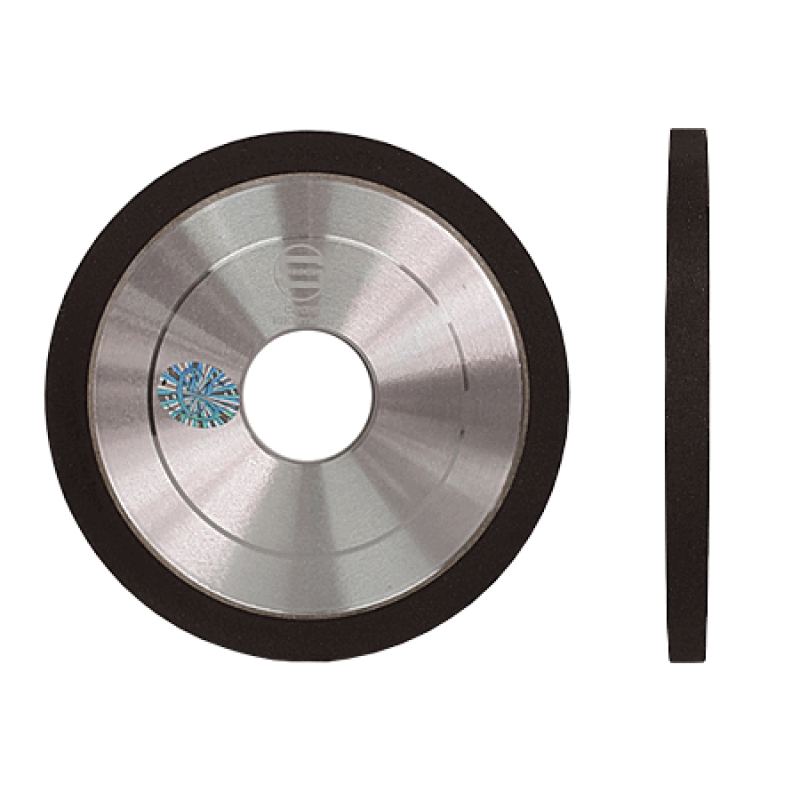
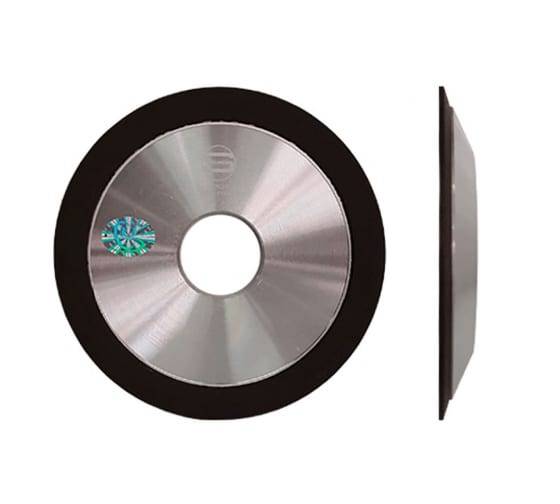
- С формой прямого плоского профиля марки 1A1 – для проведения обработки изделий цилиндрической формы, плоских деталей и затачивания резцов из сплавов твердой структуры.
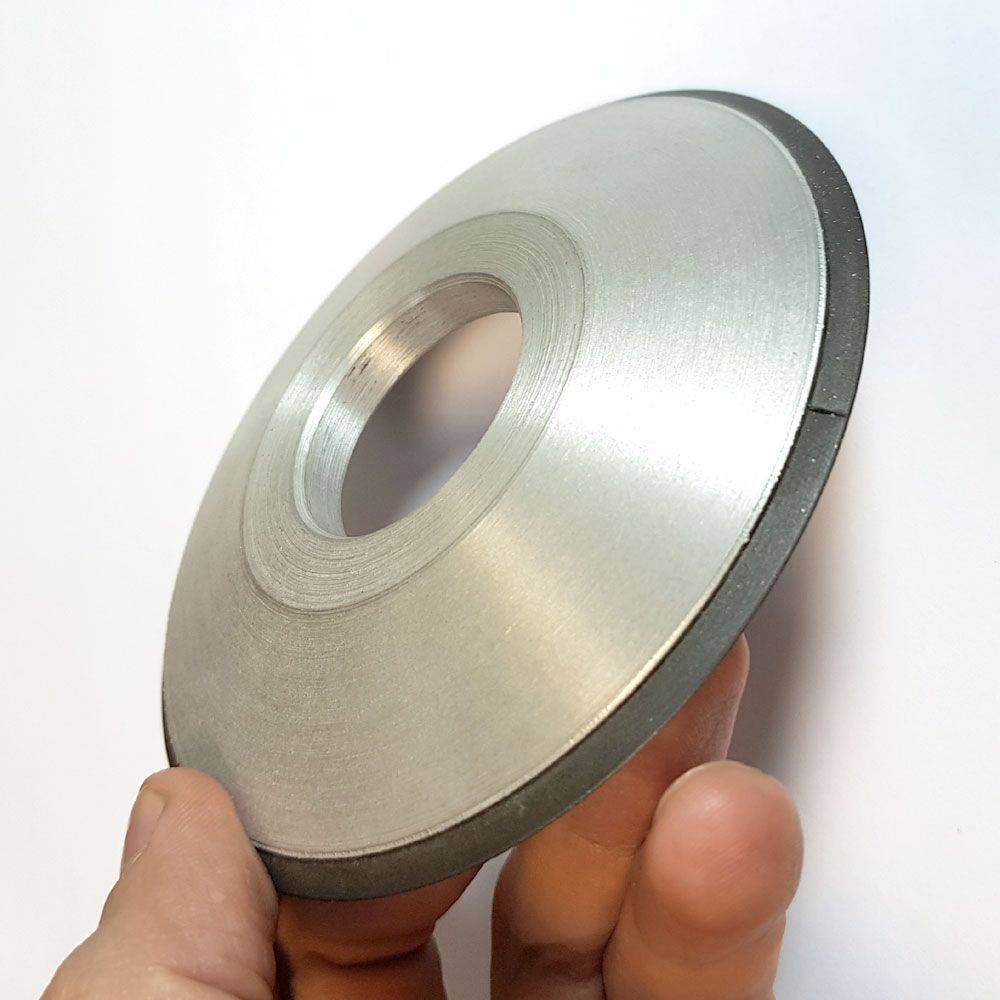
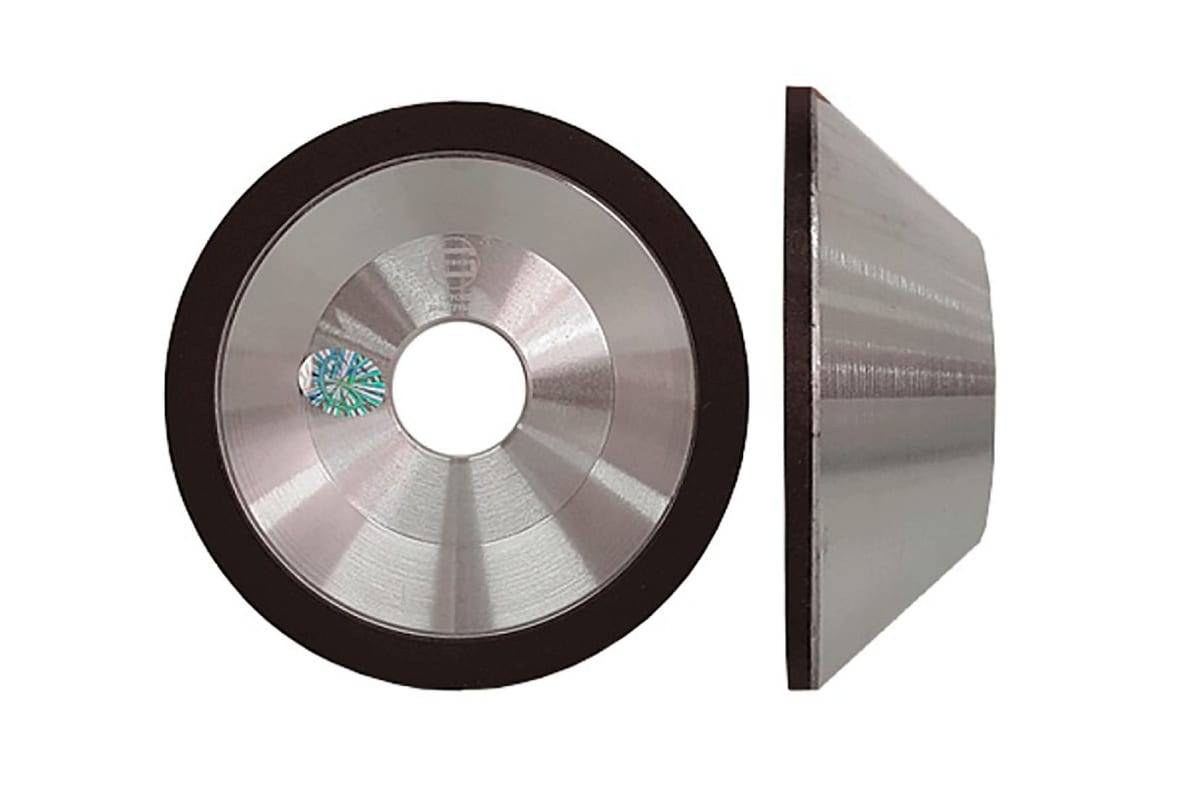
- С формой тарельчатого профиля марки 12A2-20* – для проведения операций заточки передней части инструмента, который имеет много лезвий, выполненных из сплавов твердой структуры, фрез, состоящих из сборочных единиц либо цельнометаллических, фрез червячного типа, пил дисковых.
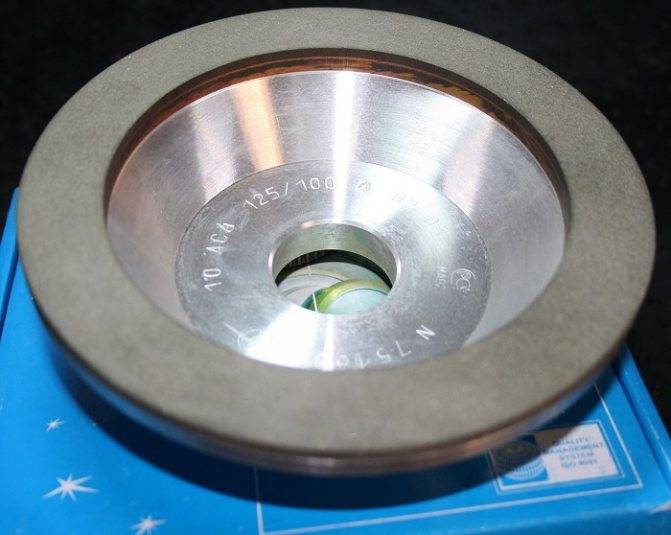
- С формой чашечного профиля марки 12A2-45* – для работ с задними и передними поверхностями твердосплавных резцов и шлифования торцов.
- С формой тарельчатого профиля марки 12R4 – для проведения операций доводки и заточки, как в случае с диском марки 12A2-20*.
- С формой прямого плоского профиля и устроенными по обе стороны выточками марки 9A3 – для работы с резцами из твердых сплавов, конструктивными элементами машин, материалов полупроводниковой структуры, инструментом для измерений.
- С формой плоского выпукло-полукруглого профиля марки 1FF1 – для заточки и шлифовки изделий из твердых сплавов.
- С формой плоского конического по двум сторонам профиля для работы с фасонными поверхностями и резьбой.
Конструктивная особенность
Сами режущие элементы готовятся методом холодного давления на прессах, из смеси алмазного порошка/кристаллов и субстанции для связки. Для каждого типа сегмента готовят отдельные пресс-формы. Формулы или состав связующего компонента разработаны под пользовательскую потребность. Алмазный круг для точила не будет эффективно точить резцы из КНБ.
Соединение режущей кромки с основой диска можно выполнить двумя методами:
- Крепление абразива или его сегментов к стальной основе производят в прессах при высоких показателях температур и давления, в соответствии с технологической картой. В качестве связки чаще используют серебряный припой. Метод пайки одинаков для изготовления дисков с сегментированной кромкой и сплошной.
- Сварка лазером основы и абразива на молекулярном уровне. Годится только для сегментированного инструмента. Считается более надежным.
Во время этого механического процесса происходит освобождение кристаллов диаманда, придание инструменту заявленных физико-технических и качественных характеристик.
В зависимости от материала связки, круги применяют соответственно специфике затачиваемого инструмента и его назначению:
- органическая — для шлифовки пластин и болванок из твердых сплавов;
- керамическая — чистовая доводка режущего инструмента;
- металлическая — резка, заточка, правка.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.







Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.





