

Зубохонинговальные станки
Станки SynchroFine были разработаны фирмой PRÄWEMA специально для внутреннего хонингования зубьев. SynchroFine IH предназначен для силового зубохонингования внутреннего зубчатого венца. SynchroFine 205 HS (W) — силовое зубохонингование внешнего зубчатого венца.
| Зубофрезерный станок с ЧПУ SynchroFine IH | Зубофрезерный станок с ЧПУ SynchroFine 205 HS (W) |
| |
| Наружный диаметр заготовки, макс.: 300 мм | Наружный диаметр заготовки, макс.: 150 мм |
| Ширина зубчатого венца, макс.: 70 мм | Ширина зубчатого венца, макс.: 70 мм |
| Диаметр обработки, макс.: 250 мм | Диаметр обработки, макс.: 150 мм |
| Поставка под заказ. Цена: по запросу. Купить станок | Поставка под заказ. Цена: по запросу. Купить станок |

Зубообрабатывающие станки
SynchroForm (V) — фрезерный станок для обработки элементов зубчатого венца (фасок, стопоров переключения передач, пазов и т.д.). SynchroFine XL — зубообрабатывающий станок для профильного шлифования внутреннего и внешнего зубчатого венца.
| Зубофрезерный станок с ЧПУ SynchroForm (V) | Зубофрезерный станок с ЧПУ SynchroFine XL |
|
|
| Наружный диаметр заготовки, макс.: 310 мм | Наружный диаметр заготовки, макс.: до 2200 мм |
| Ширина зубчатого венца, макс.: 70 мм | Ширина зубчатого венца, макс.: 1100 мм |
| Диаметр обработки, макс.: 250 мм | Диаметр обработки, макс.: 2200 мм |
| Поставка под заказ. Цена: по запросу. Купить станок | Поставка под заказ. Цена: по запросу. Купить станок |


Зубошлифовальные станки HOFLER
Зубошлифовальные станки HOFLER — современные зубообрабатывающие станки с ЧПУ из Германии. Зубошлифовальные станки HOFLER не имеют себе равных в производительности и широте предлагаемой линейки станков для зубообработки — для диаметров от 400 мм до 8 метров. Компания HOFLER — одна из старейших и наиболее известных в секторе обработки цилиндрических передач, вместе с тем является одной из самых передовых и инновационных.
Зубошлифовальный станок HOFLER HELIX 400 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для высокопроизводительного шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 400 мм
Зубошлифовальный станок HOFLER RAPID 650 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 650 мм
Зубошлифовальный станок HOFLER RAPID 800 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 800 мм
Зубошлифовальный станок HOFLER RAPID 1000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 1 000 мм
Зубошлифовальный станок HOFLER RAPID 1250 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 1 250 мм
Зубошлифовальный станок HOFLER RAPID 1600 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 1 600 мм
Зубошлифовальный станок HOFLER RAPID 2000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 2 000 мм
Зубошлифовальный станок HOFLER RAPID 2500 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 2 500 мм
Зубошлифовальный станок HOFLER RAPID 3000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 3 000 мм
Зубошлифовальный станок HOFLER RAPID 4000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 4 000 мм
Зубошлифовальный станок HOFLER RAPID 5000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 5 000 мм
Зубошлифовальный станок HOFLER RAPID 6000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.
Диаметр окружности вершин зубьев: 6 000 мм
Зубошлифовальный станок HOFLER RAPID 8000 — высокопроизводительный станок современной конструкции c динамической балансировкой круга. Предназначен для шлифования прямозубых и косозубых зубчатых колёс.






Диаметр окружности вершин зубьев: 8 000 мм
Компания HOFLER основана в 1959 и зубофрезерные и зубошлифовальные станки. Сегодня компания HOFLER — ведущий производитель станков для высокоточной обработки зубчатых колёс и известна по всему миру. Постоянные инвестиции в развитие исследования и новые разработки позволяет компании HOFLER неизменно сохранять лидирующую позицию в зубообработке. Зубошлифовальные станки HOFLER — одно из самых лучших предложений на рынке зубообработки по соотношению цена/качество.
Разновидности
Зубодолбежные станки подразделяются на три основных типа:
- Модификации с подвижным в горизонтальной плоскости столом, позволяющим производить подачу на врезание. Также в его конструкцию входит неподвижная стойка.
- Варианты с неподвижным столом и стойкой, движимой по горизонтали и служащей для транспортировки инструмента на момент врезания.
- Модели со статичным столом, горизонтально перемещающейся стойкой и кареткой, способной выдвигать вертикально долбежный наконечник, изменяя положение его хода.
Автоматизированный агрегат с неподвижным столом имеет больше преимуществ, чем его аналоги. Для возможности изготовления конусных зубьев одна из осей инструмента монтируется под определенным углом. На станках, используемых в массовом производстве, предусмотрена промежуточная плита, подкладываемая под вертикальную стойку. Универсальные модификации оборудованы возможностью наклона стола или стойки в диапазоне 10 градусов.
Разновидности
Зубодолбежные станки подразделяются на три основных типа:
- Модификации с подвижным в горизонтальной плоскости столом, позволяющим производить подачу на врезание. Также в его конструкцию входит неподвижная стойка.
- Варианты с неподвижным столом и стойкой, движимой по горизонтали и служащей для транспортировки инструмента на момент врезания.
- Модели со статичным столом, горизонтально перемещающейся стойкой и кареткой, способной выдвигать вертикально долбежный наконечник, изменяя положение его хода.
Автоматизированный агрегат с неподвижным столом имеет больше преимуществ, чем его аналоги. Для возможности изготовления конусных зубьев одна из осей инструмента монтируется под определенным углом. На станках, используемых в массовом производстве, предусмотрена промежуточная плита, подкладываемая под вертикальную стойку. Универсальные модификации оборудованы возможностью наклона стола или стойки в диапазоне 10 градусов.
Нарезание зубчатых колес зубодолблением
При нарезании блочных колес и колес с буртами, внутренними зубьями, зубчатых секторов обработка зубодолблением является единственно возможным методом обработки. Во всех других случаях выбор метода обработки подтверждается технико-экономическим расчетом.
Более низкая стоимость долбяка по сравнению с фрезой также положительно характеризует зубодолбление. При повышении требований к степени точности и уменьшению параметра шероховатости поверхности зубьев обрабатываемых колес время, необходимое на зубофрезерование, растет быстрее, чем время на зубодолбление.
При нарезании зубчатых колес без радиальной подачи применяют специальный долбяк, у которого число зубьев в два раза больше, чем у нарезаемого колеса (рис. 3, а).
Долбяк имеет выемку для съема готовой детали со станка и установки заготовки. Одна половина долбяка предназначена для черновой обработки зубьев, вторая — для чистовой. Толщина черновых зубьев меньше толщины чистовых на величину удвоенного припуска на чистовое долбление. Нарезание колеса осуществляется за два его оборота. В течение первого оборота черновые зубья долбяка прорезают впадины, оставляя по их боковым сторонам припуск, срезаемый чистовыми зубьями долбяка при втором обороте заготовки.
Долбяк с двумя выемками и числом зубьев в четыре раза больше, чем число зубьев нарезаемого колеса, обеспечивает обработку зубьев одной заготовки за половину оборота долбяка (рис. 3, б).
Одновременная обработка нескольких заготовок одним комбинированным долбяком повышает производительность процесса (рис. 3, в). Заготовки устанавливают в шпиндели станка, вращающиеся вокруг своей оси и вместе со столом — относительно оси.
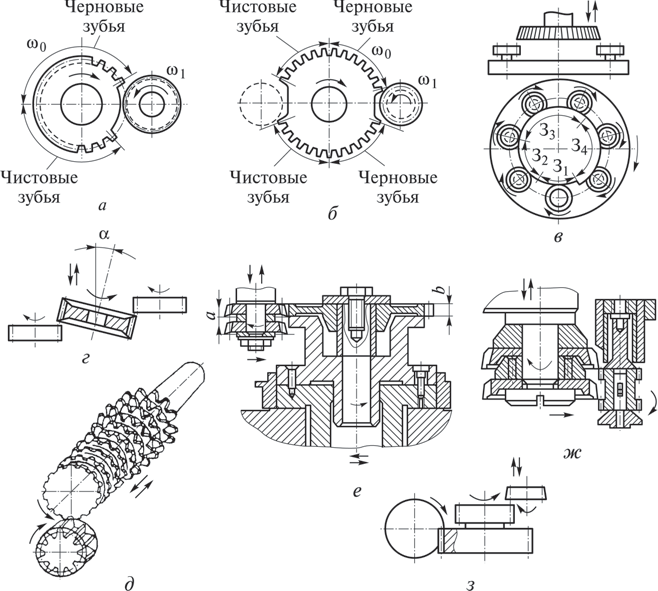
Рис. 3. Кинематические схемы долбления по методу обката: а — специальным долбяком с одной выемкой; б — специальным долбяком с двумя выемками; в — специальным комбинированным долбяком (З1 — зона без зубьев; З2 — заходная зона; З3 — зона черновых зубьев; З4 — зона чистовых зубьев); г — двух колес одним долбяком; д — долбяком-прошивкой; е — комплектными долбяками; ж — двух венцов двумя долбяками; 3 — двух венцов долбяком и червячной фрезой
Характеристики отечественных зубодолбежных станков приведены в табл. 4.
Таблица 4. Технические характеристики зубодолбежных станков
| Модель станка | Наибольшие размеры нарезаемых колес, мм | Число двойных ходов штосселя в минуту | Мощность главного привода, кВт | Диаметр долбяка, мм | Круговая подача, мм/дв. ход | Группа станков | |
| диаметр | модуль | ||||||
| 5В12 | 200 | 4,0 | 200…600 | 2,2 | 80,0 | 0,1…0,46 | I |
| 5121 | 200 | 4,5 | 125…700 | 2,3/2,9 | 80 | 0,1…0,5 | |
| 5122 | 200 | 5,0 | 200…850 | 2,1/3,0 | 100 | 0,16…0,6 | |
| 5М14 | 500 | 6,0 | 125…400 | 2,8 | 100 | 0,17…0,51 | II |
| 5140 | 500 | 8,0 | 65…450 | 3,0 | 125 | 0,14…0,75 | |
| 5А140 | 500 | 8,0 | 55…560 | 5,0/6,3/10 | 125 | 0,01…1,0 | |
| 5В150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | III |
| 5В150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161 | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161П | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 |
Эксплуатация
При работе с зубодолбёжным станком нужно:
- Чаще доливать смазывающую жидкость.
- Осматривать целостность устанавливаемой оснастки. Вовремя проводить заточку, замену рабочих частей.
- Настраивать ЧПУ только при наличии навыков работы с программным обеспечением.
- Использовать защитные очки во время работы.
- Прежде чем включать станок, рабочий стол устанавливаться в начальное положение. Шпиндель должен быть установлен на верхней позиции. Заранее требуется проверить надёжность закрепления оснастки, заготовки.
- Задать алгоритм, проверить целостность проводов, подвижных элементов.
Нельзя использовать оснастку из мягких металлов, сплавов, поскольку она деформируется при обработке твердых деталей. Нельзя менять рабочую часть при включенном питании.
Зубодолбёжные станки имеют узкую направленность в отличие от другого металлообрабатывающего оборудования. С их помощью изготавливаются зубья разного размера, формы.
Юрий Давыдов » Новости
Зубофрезерные станки. Конструкция, описание и технические характеристики.
Зубофрезерные станки предназначены для нарезания цилиндрических колёс с прямым и винтовым зубом внешнего зацепления с помощью фасонных дисковых, пальцевых и червячных модульных фрез. Если в зубофрезерном станке имеется помимо вертикального ходового винта радиального или тангенциального перемещения инструмента относительно заготовки, то на нём можно также нарезать червячными фрезами червячные колёса. Станок, имеющий все три выше перечисленных винта, относится к универсальным зубофрезерным станкам.
На зубофрезерных станках производят нарезание цилиндрических и червячных колес по методу обката и по методу копирования с осевой, радиально-осевой и тангенциальной подачами за один или два рабочих хода. В зависимости от расположения оси изделия станки разделяются на вертикальные (состоят из станины, инструментальной стойки фрезерного суппорта задней стойки стола для установки изделия. Вертикальные станки выполняют с подвижной в радиальном направлении стойкой или с подвижным в этом направлении столом, а также со столом подвижным в вертикальном направлении. Компоновка станков с подвижной стойкой и неподвижным столом наиболее удобна для автоматизации процесса зубонарезания.
Горизонтальные станки, предназначенные для нарезания зубьев на тяжелых деталях, выполняют с подвижной в горизонтальном направлении инструментальной стойкой а станки для нарезания колес малых размеров- с подвижным столом, несущим изделие.
Технические данные зубофрезерных станков
Профиль зуба образуется копированием или обкатом, форма зуба по длине методом касания. Зубофрезерные станки метода копирования имеют простую структуру, состоящую из групп: ФV(В1), ФS(П2), а также деления Д(В3). Станки касания-обката имеют две или три группы формообразования и не имеют группы деления: профиль зуба: ФV(В1 В2); форма по длине: прямозубые: ФS(П3),косозубые: ФS(П3 В4).
Метод копирования, когда режущие кромки инструмента соответствуют форме впадины зубчатого колеса и после нарезания одной впадины заготовка поворачивается на один зуб при помощи делительного устройства, метод обкатки, (обрабатывающий инструмент воспроизводит движение пары зубчатых колёс), горячее и холодное накатывание.
Формообразование зубьев червячного колеса осуществляется методами радиального и тангенциального врезания. При первом методе используют винт радиального пере-мещения. Формирование боковых поверхностей зубьев по профилю и длине, а также делительный процесс осуществляются одним сложным движением Фu, (В1В2). Процесс радиального врезания зубьев фрезы в заготовку осуществляется движением Вр (П7). При втором методе используют винт тангенциального перемещения и специальную червячную фрезу с заборным конусом. Образование профиля и формы зуба по длине, а также делительный процесс осуществляются, как и при первом методе, движением Фu (В1В2). Вторым движением Фs2 (П5В6) осуществляется тангенциальное –врезание за счет конусной части фрезы и еще раз формирование боковых поверхностей.
Полуавтоматы зубофрезерные вертикальные 53А50, 53А50Н, 53А80, 53А80Н предназначены для нарезания цилиндрических и червячных зубчатых колес в условиях индивидуального и серийного производства.
Зубофрезерные полуавтоматы моделей 53А50, 53А80 и изготавливаются по классу П ГОСТ 8-71, а их модификации по классу Н ГОСТ 8-71. Станки моделей 53А50, 53А80 комплектуются суппортами с непрерывной передвижкой фрезы (с ползушкой), а модели 53А50Н, 53А80Н — суппортами с периодической (шаговой) передвижкой фрезы. По заказу Покупателя возможна комплектация зубофрезерных станокв системой ЧПУ.
Универсальный зубофрезерный станок предназначен для фрезерования цилиндрических прямозубых, косозубых и червячных колес в условиях единичного и серийного производства. Нарезание зубчатых колес производится по способу обкатки червячной фрезы и обрабатываемой заготовки. Станок работает по замкнутому полуавтоматическому циклу и по циклу наладки.
На базе станка могут изготавливаться спецстанки, позволяющие обрабатывать колеса с бочкообразной или конусной формой зубьев. Обработка осуществляется копированием по шаблону.
Большая универсальность станков и высокая степень автоматизации обеспечивает работу станков как в однопроходном, так и в двухпроходном автоматических циклах. При двухпроходном автоматическом цикле происходит автоматическая смена режимов обработки. Полуавтомат имеет бесступенчатый привод вертикальной и радиальной подачи.
Бесцентрошлифовальный станок
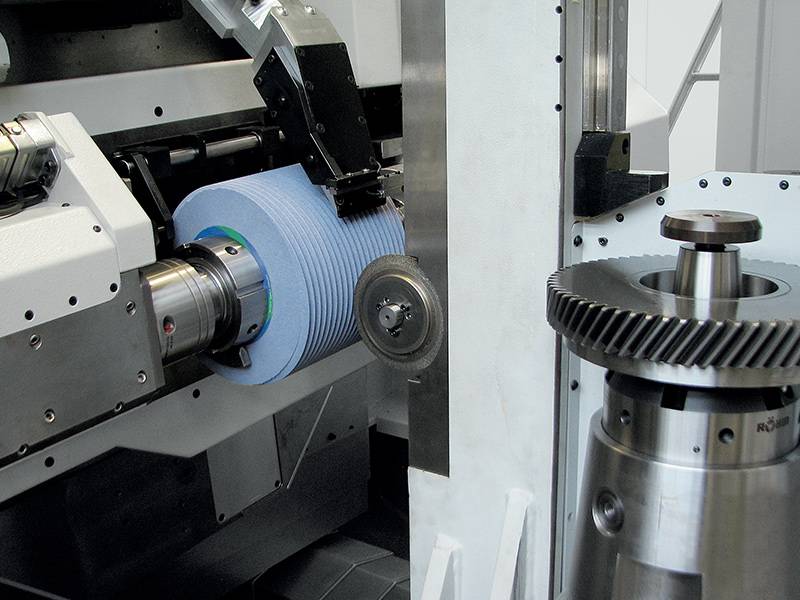
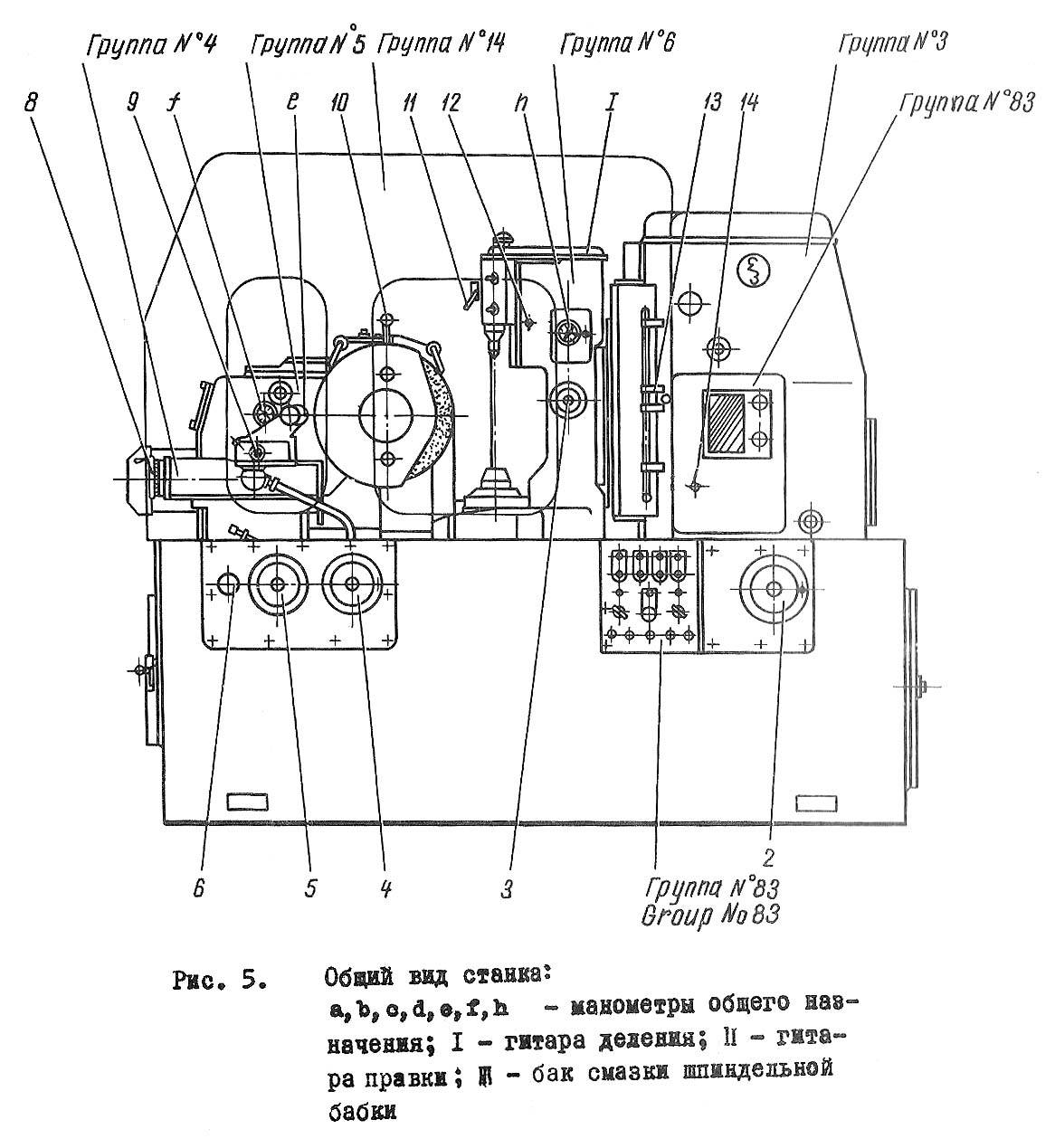
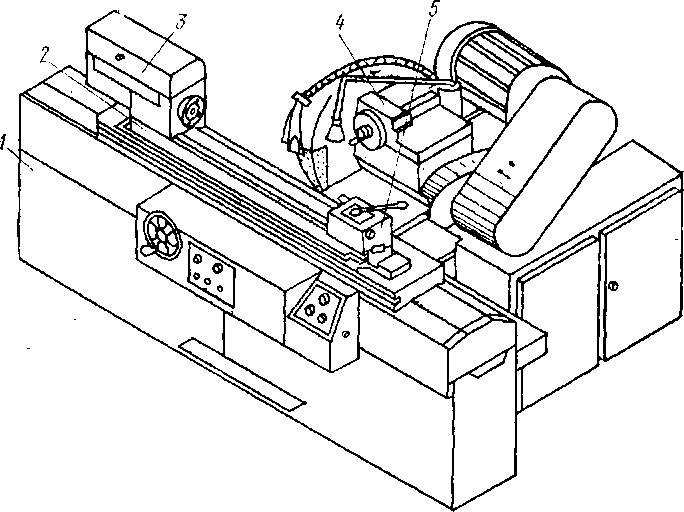
Этот тип является разновидностью круглошлифовального станка. Бесцентрошлифовальный станок (рис. 5) используется для обработки деталей, закрепить которые в центрах не представляется возможным. Это связано либо с отсутствием возможности захвата детали патроном, либо с габаритами.
Рисунок 5. Бесцентрошлифовальный станок.
Рисунок 5. Бесцентрошлифовальный станок.
Бесцентрошлифовальный станок имеет два шлифовальных круга, каждый из которых приводится в движение собственным электромотором. Один из кругов, как правило, закрепляется статично или имеет настройку положения лишь по высоте. Второй круг подвижный и может перемещаться в более широких диапазонах. Снизу имеется так называемый опорный нож, который служит для поддержки обрабатываемой детали.




Различают три основные шлифовальные операции на этом станке.
- Продольное шлифование. Этой операции подвергаются детали с гладкими поверхностями различных длин и диаметров. Подача осуществляется при повороте одного из абразивных кругов или при изменении положения опорного ножа.
- Врезное шлифование. При помощи врезного шлифования обрабатываются детали с коническими и сферическими поверхностями, многоступенчатые валы и прочие детали с форменной поверхностью.
- Шлифование до упора. Применяется как промежуточная операция между продольным и врезным шлифованием. Таким способом обрабатываются детали, которые имеют слишком большую длину или такую форму поверхности, при которой другие типа шлифования не подходят. Когда шлифовальный круг подходит к своей крайней точки, деталь удаляется из зоны обработки и происходит повторная установка.
Механизм зубошлифовального станка
Станки, использующие фасонные круги, целиком обрабатывают промежуток между зубьями за один проход шлифовального круга вследствие чего показывают наилучшую производительность. Однако здесь меньшая точность, чем станков обкатки.

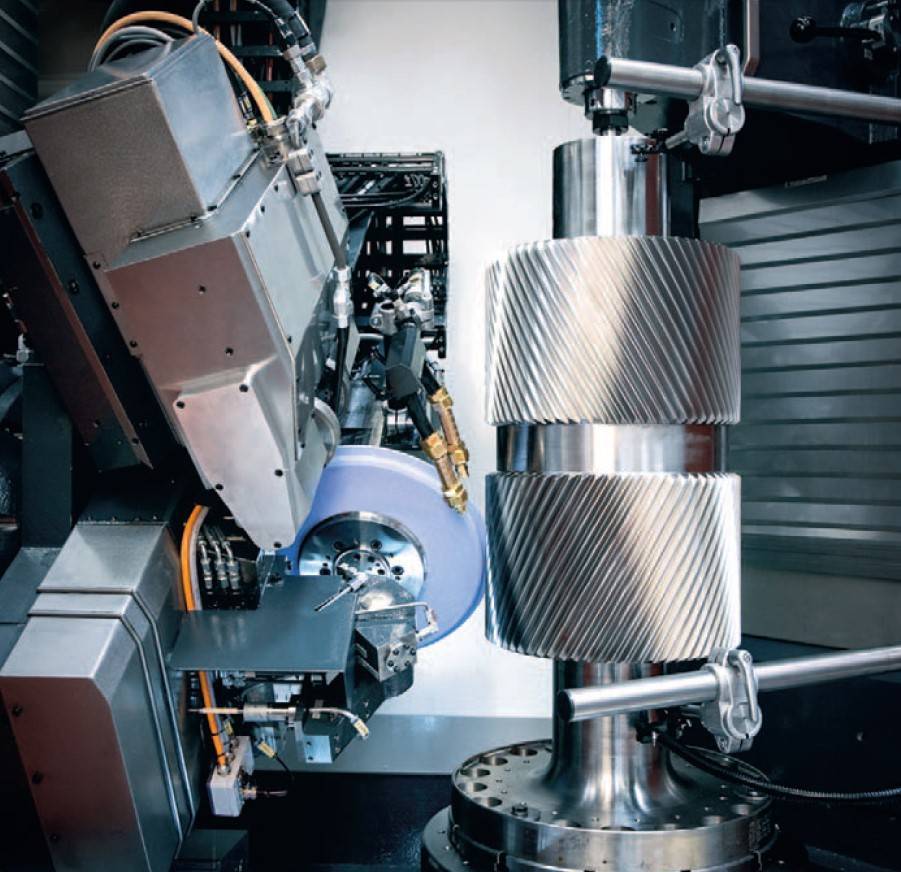
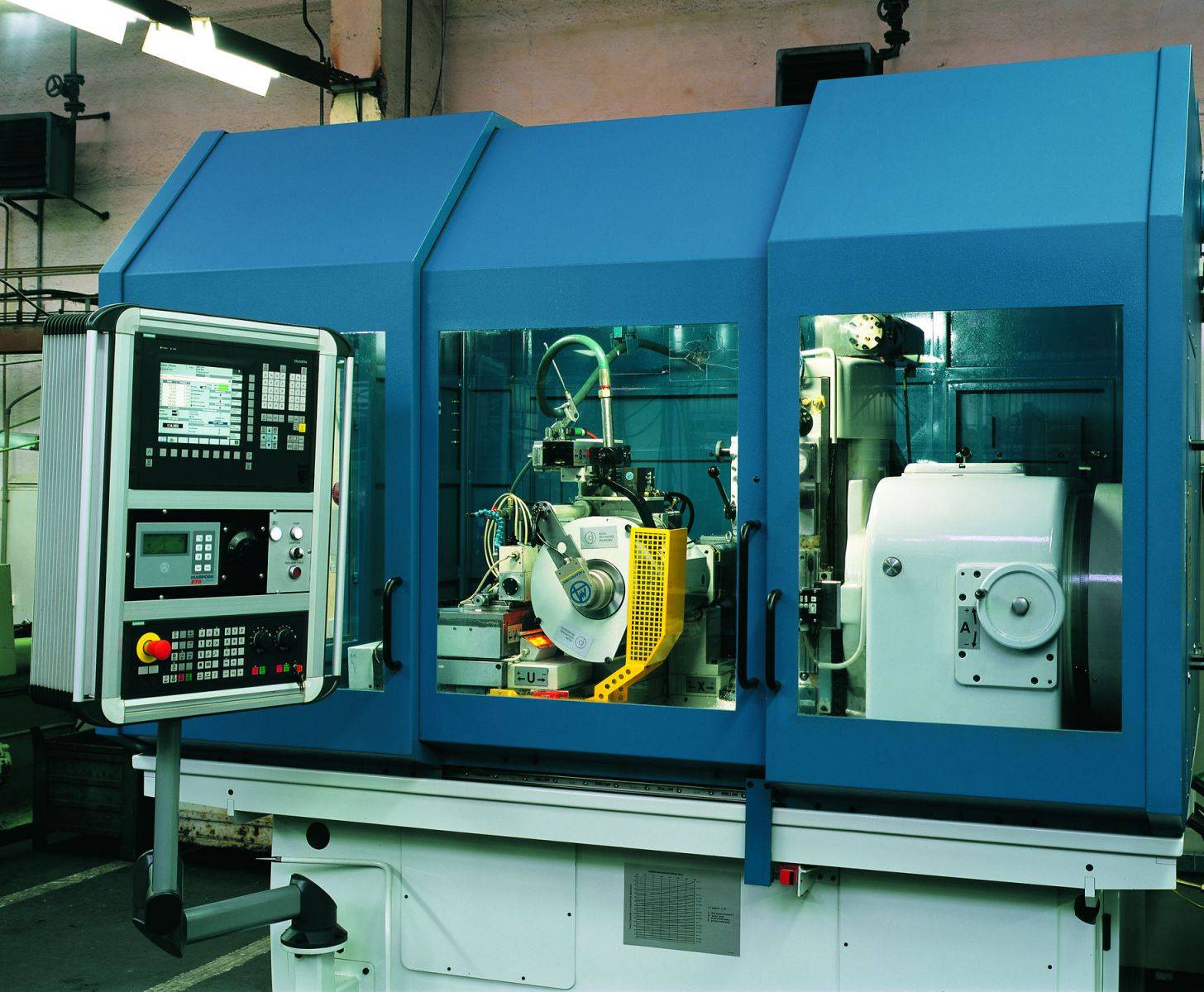
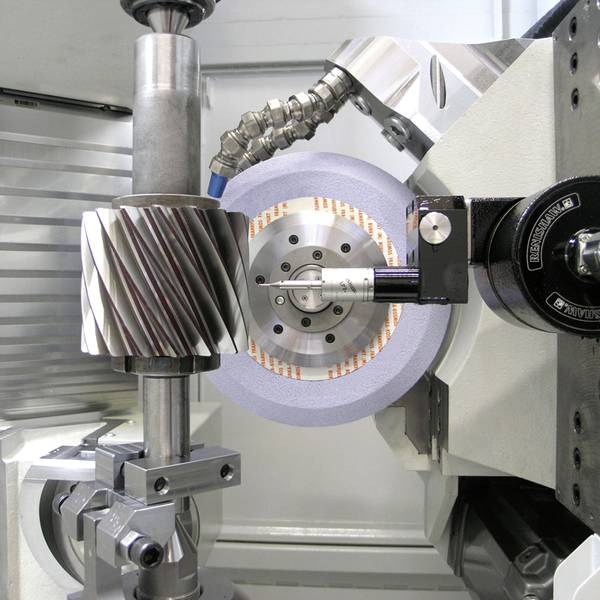
Схемы работы зубошлифовальных станков
Настройка зубошлифовального станка с фасонными кругами, сложна потому их используют, в основном, в крупносерийном производстве (например, обработка прямозубых изделий). При этом способ зацепления, изготавливаемых зубчатых колес, может быть, как внешним, так и внутренним.
Способ обкатки реализуется с червячным кругом, коническими или тарельчатыми кругами. Последние обладают наибольшей универсальностью. Перемещения при обкатке и деления здесь непрерывные, обратный ход отсутствует полностью. Станки зубошлифовальные, работающие по методу обкатки позволяют получить высокое качество поверхностного слоя при высокой точности шлифования. Зубошлифовальный станок для конических колес так же работает по принципу обката, копирования.
Самую высокую точность вследствие короткой кинематической цепи, но низкую производительность имеют станки, которые работают одним плоским кругом и получают привод обкатки от эвольвентного кулачка. Здесь полная обработка профиля зубьев выполняется за два прохода. Станки с эвольвентным механизмом применяют при производстве инструмента (шлифование шеверов, долбяков, эталонных зубчатых колес 2-4-й степеней точности).
Длительная практика использования оборудования в изготовлении зубчатых передач привела к тому, что только лишь техническая документация на станки зубошлифовальные, нормы точности, ГОСТ и эксплуатационные правила в совокупности не позволяют эффективно и производительно работать на оборудовании, использовать все его возможности, например, работа зубофрезерного станка – это часто искусство мастера. Необходимо квалифицированное обслуживание, то есть дополнительная подготовка специалистов предприятия, поскольку практически все зубошлифовальные станки с ЧПУ (модели и модификации моделей) отличаются друг от друга.
Отличия между моделями станков касаются не только механизма работы, например:
- прямые или косые зубья колеса;
- внутренняя или внешняя передача движения;
- для конических колес, …
Отличаются режимы технического обслуживания, выполнения производственных заданий. Перечень работ, который надлежит выполнять ежедневно, в порядке планового осмотра и ремонта и при капитальном ремонте достаточно обширен.
Таким образом, Эксплуатация станков, особенно, настройка, выполнение работ по капитальному ремонту требует квалификации. Обычно это обеспечивается изготовителем оборудования. Не только в момент приобретения, но и в течение всего времени эксплуатации станка. Обычно продавая зубошлифовальные станки, производители предлагают программу обучения сотрудников предприятия.
Кроме того, зубошлифовальные станки (модели и модификации), уже снятые с производства, сопровождаются достаточно длительное время по комплектующим. Это принципиальное правило производства, поскольку многие модели станков используются не только длительное время, но и настраиваются на конкретное производство, без перенастройки на выпуск других изделий. Или же возможна ситуация, когда зубошлифовальный станок с ЧПУ перенастраивается на выпуск нового типа изделий на новый длительный срок.
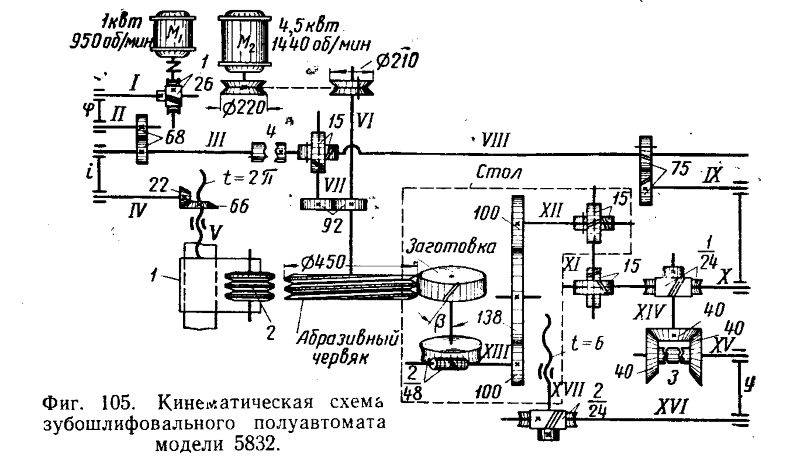
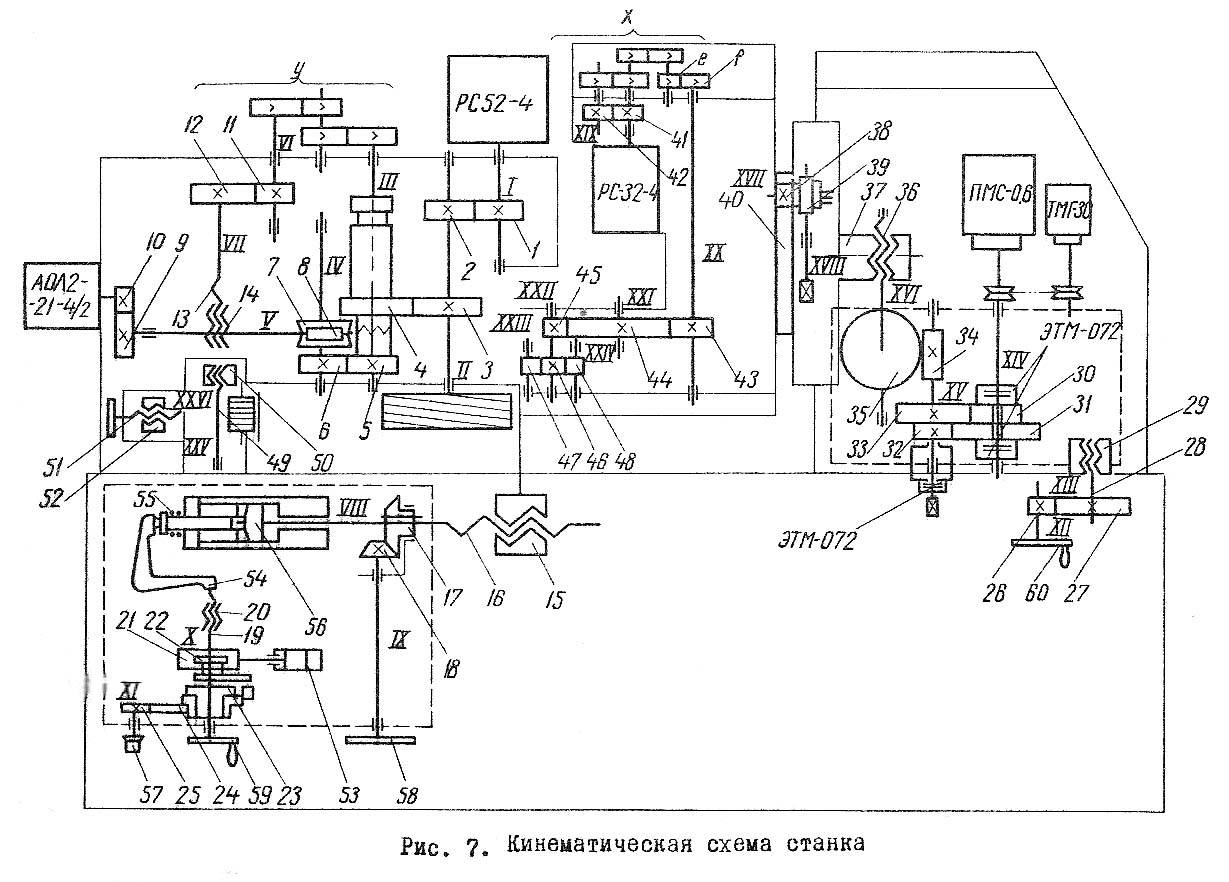
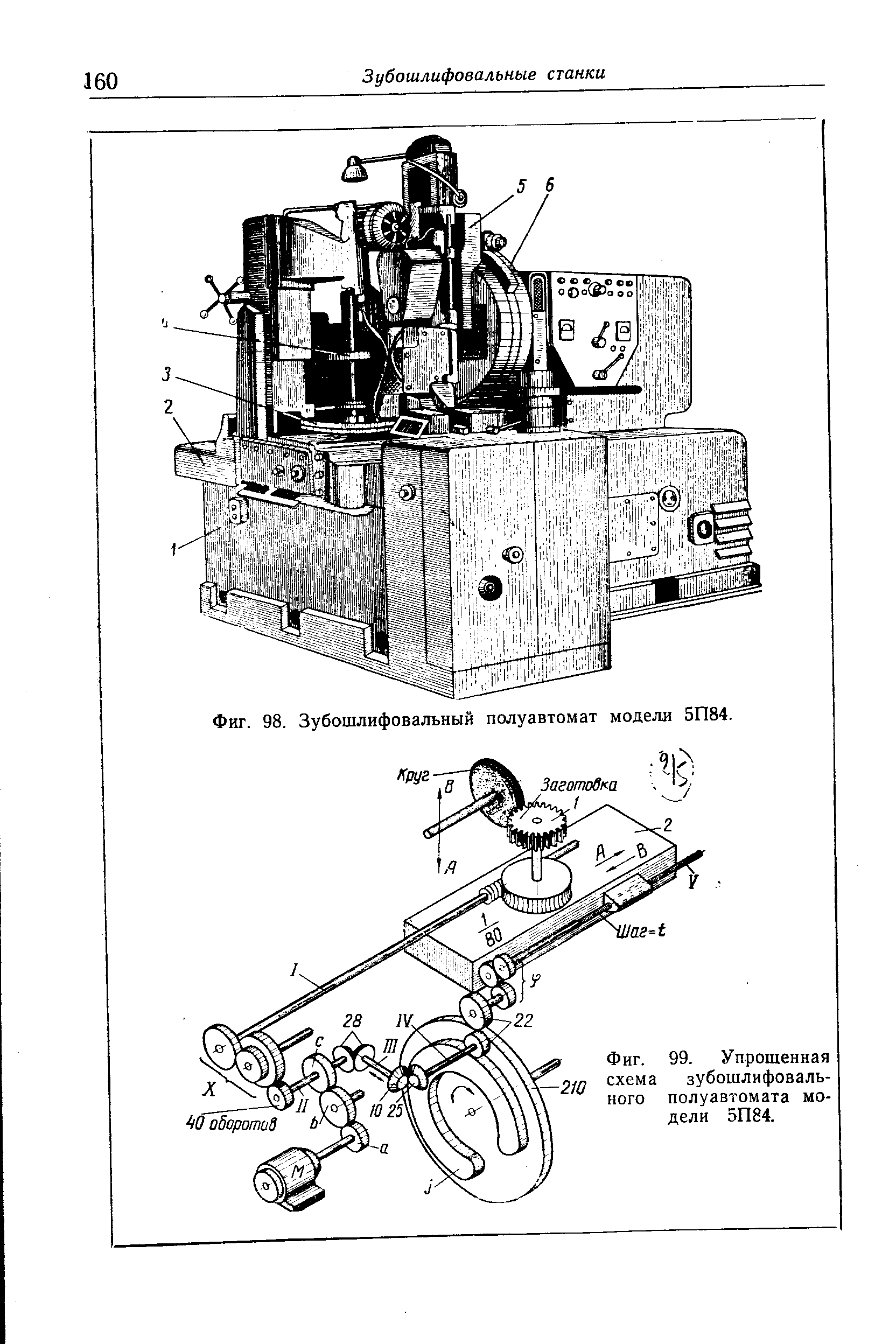
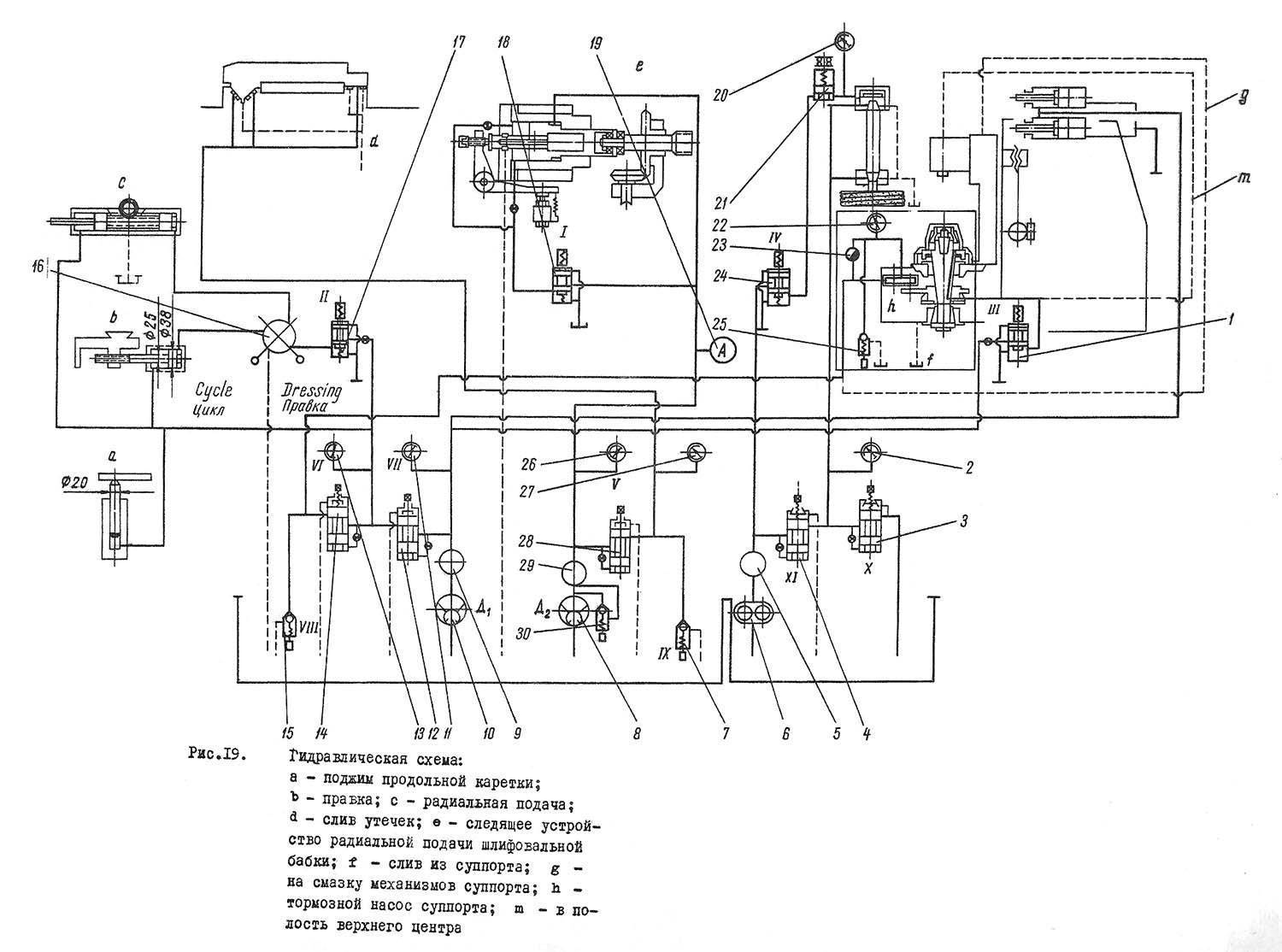
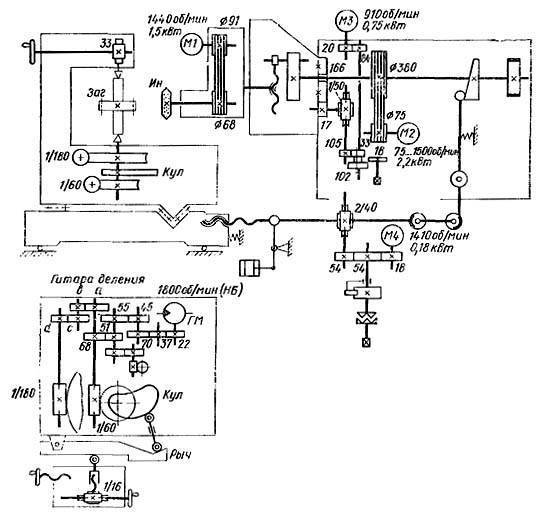
Пример кинематической схемы зубошлифовального станка
Классификация долбяков
Чашечный – принцип работы «в упор», основные элементы инструмента расположены во втулке или специально оборудованной выемке. Это самый высокоточный, а также простой в применении вид долбяка. Дисковый (хвостовой) в сравнении с другими видами имеет гораздо меньший диаметр. Сфера применения – мелкомодульные зубчатые колеса. По форме напоминает колесо с зубцами различной шаговой длины. Косозубые благодаря своим конструктивным особенностям применяются для шевронных и косозубых передач. Комбинированные, где часть зубьев – черновая, специально для ориентира окончательного среза, а другая часть зубьев с окончательной толщиной, для чистовой работы. Данный инструмент, при всем своем удобстве, применяется только для колес с определенным количеством зубьев.

Особенности типовой конструкции
Практически все современные зубодолбежные станки имеют практически идентичную компоновку. Основные узлы следующие:
Станина. Устройство практически всех металлообрабатывающих станков имеет станину, которая необходима для объединения всех элементов и гашения вибрации. Гитара обкатки. Схема зубодолбежного станка предусматривает возможность настройки устройства для получения заготовок с определенными параметрами. Шпиндель. Зубодолбление проходит при контакте режущего инструмента с заготовкой. Шпиндель предназначается для крепления режущего инструмента. Рабочий стол. Зубодолбёжные станки также имеют рабочий стол, на котором проводится крепление заготовки во время обработки. Направляющие суппорта
Рассматривая зубообрабатывающее оборудование следует уделить внимание тому, что подвижные элементы представлены суппортами. Гитара, которая обеспечивает круговую и радиальную подачу
Гитара сменных колес представлена шестернями самого различного диаметра. Долбежный суппорт
Назначение его достаточно просто: крепление долбяка и обеспечение его подачи. Кулачки врезания. Эти элементы позволяют настроить режим обкатки, довольно быстро сменяются при необходимости.
Следует учитывать, что принцип работы зубофрезерных станков основан на работе четырех цепей:
- Главное движение, передаваемое режущему инструменту. Главное движение круговое, принимает основной крутящий момент от установленного электродвигателя.
- Радиальная подача может подаваться как заготовке, так и режущему инструменту.
- Круговая подача, передающаяся обрабатываемой заготовке.
- Обкатка.
Примером подобной работы можно назвать модель 5М14
Проводя обзор можно уделить внимание тому, что основное вращение передается от главного электродвигателя. Момент, который передается на режущий инструмент или заготовку, передается через клиноременную передачу. Кроме этого есть и коробка скоростей, которая позволяет управлять зуборезным оборудованием
Кроме этого есть и коробка скоростей, которая позволяет управлять зуборезным оборудованием.
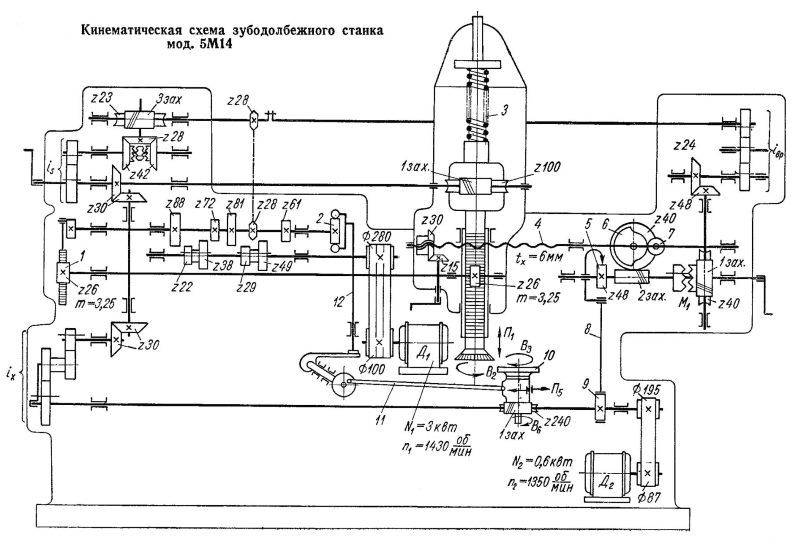
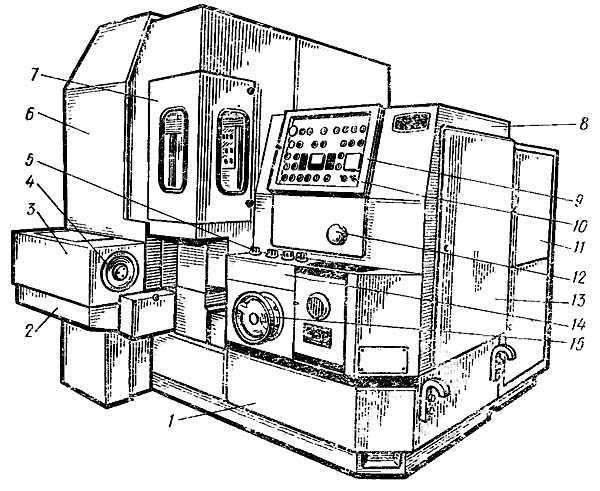
Кинематическая схема станка 5М14
Виды круглошлифовальных станков
Пример компоновки станка ЗМ151
На практике на круглошлифовальных станках подвергаются обработке заготовки круглого или овального сечения. Шлифовка сложных деталей на этом оборудовании невозможна из-за специфики его конструкции. Это нужно учитывать при выборе модели станка.
Наиболее распространенными моделями круглошлифовальных станков является оборудование, в котором детали устанавливаются в центрах. Фиксация заготовки выполняется между передней и задней бабкой. Для повышения качества шлифования происходит вращение тела. При контакте его с абразивным диском происходит снятие излишка материала в виде металлической пыли стружки.
Кроме этой методики в последнее время набирают популярность так называемые бесцентровые круглошлифовальные станки. В них заготовка помещается на рабочий лафет и с одной стороны удерживается вспомогательным кругом, а другой подвергается шлифованию основным абразивом. Таким образом можно выполнить качественную тонкую обработку тонкостенных цилиндров или конусов. Степень прижатия регулируется с помощью системы автоматики.
Дополнительно необходимо учитывать такие особенности, которыми обладает круглошлифовальный станок:
- наличие поворотного стола. С его помощью можно осуществлять смещение заготовки относительно абразивного диска в горизонтальной и вертикальной плоскости;
- устройство механизма подач. Это может быть автоматизированный комплекс или его механический аналог. В последнем случае станки подобного типа применяют для чернового шлифования;
- возможность фиксации заготовки в центрах, патроне. Этот параметр относится только к оборудованию центрового типа.
В настоящее время выпускается большое количество моделей круглошлифовальных станков. Поэтому помимо выбора по конструктивным параметрам необходимо учитывать технические и эксплуатационные качества оборудования.
Конструкция зубофрезерного полуавтомата 5К32 и 5К32А
Ниже мы рассмотрим детальное описание каждой модели зубофрезерного оборудования.
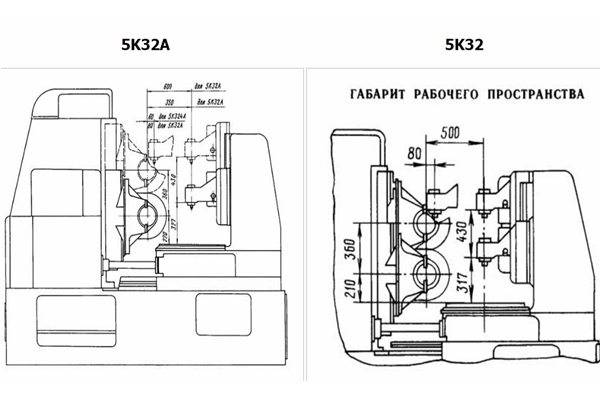
Габариты рабочего пространства
Модель 5К32А имеет более высокие габариты нежели 5К32, а значит и рабочего пространства понадобится намного больше. Теперь понятно, почему модель А хуже подходит для домашних мастерских.
Габариты рабочего пространства 5K32 и 5K32A. Схема:
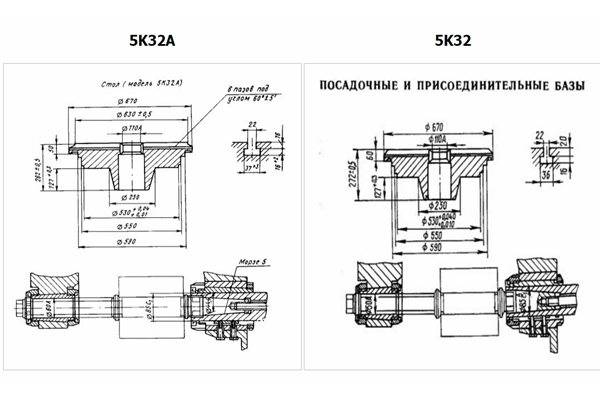
Посадочные и присоединительные базы
Если взглянуть на картинку, которая показана ниже, то можно увидеть, что она схема посадочных и присоединительных баз практически одинакова для каждой модели.
У модели 5К32А есть небольшое отличие, которое также связано с её большими габаритами.
Посадочные и присоединительные базы. Схема:
Расположение органов управления
Модели станков практически идентичны по своему строению, а значит и расположение управляющих механизмов идентично.
Расположение органов управления. Схема:
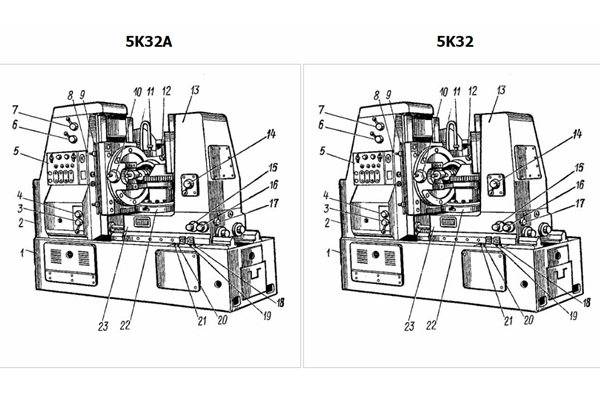
Характеристика работы основных узлов
- Станина – основание станка. Закрепляет стойку суппорта и отвечает за перемещение станка.
- Стол – перемещается вдоль станины. Подает заготовки и обрабатываемые материалы
- Контрподдержка – соединяется с основным корпусом. Отвечают за перемещение откидного кронштейна.
- Суппорт – устанавливает и поворачивает фрезу.
- Каретка – перемещает суппорт в вертикальном направлении.
- Стойка суппортов – вмещает в себя несколько составляющих основного механизма, включая коробку подач и электрошкаф.
- Гидропривод.



Техника безопасности
Очень часто люди получают травмы различной степени по причине несоблюдения элементарных правил техники безопасности
Для того чтобы избежать таких неприятных последствий работы, нужно изучить меры предосторожности и правила работы со шлифовальным станком
- Всегда надо работать только в защитных очках. Любой материал может в любой момент раскрошиться от воздействия оборудования, а его кусочки разлетятся в разные стороны и могут попасть в глаз. А ещё были случаи, когда шлифовальный камень из-за старости подвергался разрушению. Это тоже может стать причиной поражения открытых участков тела.
- Если имеются длинные волосы, то необходимо работать в шапочке, которая не даст локонам попасть во вращающиеся детали оборудования.
- Никогда нельзя стоять прямо перед станком. Лучше сделать полшага в сторону. Тогда никакая деталь не отлетит в туловище.
- Работать на станке нельзя в перчатках, поскольку их может затянуть внутрь вместе с рукой.
- Запрещается обрабатывать детали на шлифовальном станке в длинной одежде, поскольку ткань может легко намотаться на движущиеся предметы.
- Категорически запрещается подпускать к агрегату ребёнка. Нужно сразу предупредить его, что это не игрушка. В том случае, если такой аппарат стоит дома, то электрический шнур надо после работы подвешивать высоко, чтобы ребёнок не дотянулся до него и не подключил устройство к сети.
Нарезание зубчатых колес зубодолблением
При нарезании блочных колес и колес с буртами, внутренними зубьями, зубчатых секторов обработка зубодолблением является единственно возможным методом обработки. Во всех других случаях выбор метода обработки подтверждается технико-экономическим расчетом.
Более низкая стоимость долбяка по сравнению с фрезой также положительно характеризует зубодолбление. При повышении требований к степени точности и уменьшению параметра шероховатости поверхности зубьев обрабатываемых колес время, необходимое на зубофрезерование, растет быстрее, чем время на зубодолбление.
При нарезании зубчатых колес без радиальной подачи применяют специальный долбяк, у которого число зубьев в два раза больше, чем у нарезаемого колеса (рис. 3, а).
Долбяк имеет выемку для съема готовой детали со станка и установки заготовки. Одна половина долбяка предназначена для черновой обработки зубьев, вторая — для чистовой. Толщина черновых зубьев меньше толщины чистовых на величину удвоенного припуска на чистовое долбление. Нарезание колеса осуществляется за два его оборота. В течение первого оборота черновые зубья долбяка прорезают впадины, оставляя по их боковым сторонам припуск, срезаемый чистовыми зубьями долбяка при втором обороте заготовки.
Долбяк с двумя выемками и числом зубьев в четыре раза больше, чем число зубьев нарезаемого колеса, обеспечивает обработку зубьев одной заготовки за половину оборота долбяка (рис. 3, б).
Одновременная обработка нескольких заготовок одним комбинированным долбяком повышает производительность процесса (рис. 3, в). Заготовки устанавливают в шпиндели станка, вращающиеся вокруг своей оси и вместе со столом — относительно оси.

Рис. 3. Кинематические схемы долбления по методу обката: а — специальным долбяком с одной выемкой; б — специальным долбяком с двумя выемками; в — специальным комбинированным долбяком (З1 — зона без зубьев; З2 — заходная зона; З3 — зона черновых зубьев; З4 — зона чистовых зубьев); г — двух колес одним долбяком; д — долбяком-прошивкой; е — комплектными долбяками; ж — двух венцов двумя долбяками; 3 — двух венцов долбяком и червячной фрезой
Характеристики отечественных зубодолбежных станков приведены в табл. 4.
Таблица 4. Технические характеристики зубодолбежных станков
| Модель станка | Наибольшие размеры нарезаемых колес, мм | Число двойных ходов штосселя в минуту | Мощность главного привода, кВт | Диаметр долбяка, мм | Круговая подача, мм/дв. ход | Группа станков | |
| диаметр | модуль | ||||||
| 5В12 | 200 | 4,0 | 200…600 | 2,2 | 80,0 | 0,1…0,46 | I |
| 5121 | 200 | 4,5 | 125…700 | 2,3/2,9 | 80 | 0,1…0,5 | |
| 5122 | 200 | 5,0 | 200…850 | 2,1/3,0 | 100 | 0,16…0,6 | |
| 5М14 | 500 | 6,0 | 125…400 | 2,8 | 100 | 0,17…0,51 | II |
| 5140 | 500 | 8,0 | 65…450 | 3,0 | 125 | 0,14…0,75 | |
| 5А140 | 500 | 8,0 | 55…560 | 5,0/6,3/10 | 125 | 0,01…1,0 | |
| 5В150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | III |
| 5В150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150 | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5М150П | 800 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161 | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 | |
| 5В161П | 1250 | 12 | 33…188 | 4,8/5,7/7,5 | 200 | 0,2…1,5 |





