Простая быстрозажимная струбцина своими руками
Первый вариант — самый оптимальный для новичков. И именно с него мы и начнем. Понадобится сварочный аппарат, болгарка и дрель.
Cоветуем: Как сделать универсальную вилку для гибки металла
Быстрозажимные слесарные струбцины очень удобны в работе, поэтому мы считаем, что они должны быть у каждого мастера. Тем более что сделать такую струбцину не так уж и сложно.
Давайте рассмотрим один из самых простых вариантов. Сама идея принадлежит автору YouTube канала Mr Tool Junction.
Основной материал — это металлическая полоса. Также потребуются:
- старый напильник;
- труба;
- метизы.
Как я уже говорил, основой самоделки является металлическая полоса. Автор берет заготовку длиной 30 см, размечает и разрезает ее на две части ровно пополам. Или же можно сразу отрезать от полосы две заготовки требуемой длины (в данном случае — по 15 см) или вырезать их из листового металла подходящей толщины.
Далее нам потребуется еще один кусок полосы металла длиной около 25-30 см (длина заготовки — на ваше усмотрение).
Все три подготовленных детали необходимо соединить вместе. Короткие заготовки располагаем параллельно друг другу, и привариваем перпендикулярно длинному куску полосы.
В результате у нас получится одна из основных частей самоделки — рама самодельной струбцины. В длинной ее части с помощью УШМ вырезаем паз.
Далее необходимо будет сделать неподвижную прижимную губку струбцины. Для этого автор отрезает кусок от старого плоского напильника по металлу. Привариваем заготовку к раме.
На следующем этапе приступаем к изготовлению подвижной части струбцины — блока с быстрозажимным механизмом.
Отрезаем две детали (полосы металла) одинаковой длины, и привариваем к их торцам кусочек такой же полосы. После этого зачищаем место сопряжения деталей лепестковым кругом для УШМ.
В получившейся детали мастер сверлит пару соосных отверстий. Также необходимо будет приварить гайку, как показано на фото ниже.
Теперь нужно изготовить подвижную прижимную губку. Отрезаем заготовку, и вырезаем болгаркой или дремелем паз, чтобы можно было вставить получившуюся деталь в гайку.
В подвижной части сверлим дополнительно пару отверстий, которые нужны для крепления данной детали к раме самодельного быстрозажимного приспособления.
В завершении останется только изготовить рычажок, с помощью которого прижимная губка будет прижиматься к заготовке.
Для этого нам потребуется небольшой кусок полосы металла и отрезок круглой стальной трубы. Край полосы необходимо закруглить. Также сверлим в ней отверстие. Вставляем заготовку в трубу, и обвариваем.
Далее приступаем к сборке. Подвижную часть крепим к раме с помощью болта с барашковой гайкой. Устанавливаем рычажок.








При желании самоделку можно дополнительно покрасить — считаю, что красивым и ухоженным инструментом работать намного приятнее.
Подробнее о том, как сделать струбцину с быстрым зажимом, вы можете посмотреть на авторском видео.
Из преимуществ данной конструкции стоит отметить простоту изготовления (даже начинающие мастера смогут сделать себе такой зажим), а также низкую себестоимость — все необходимые комплектующие можно найти в металлоломе.
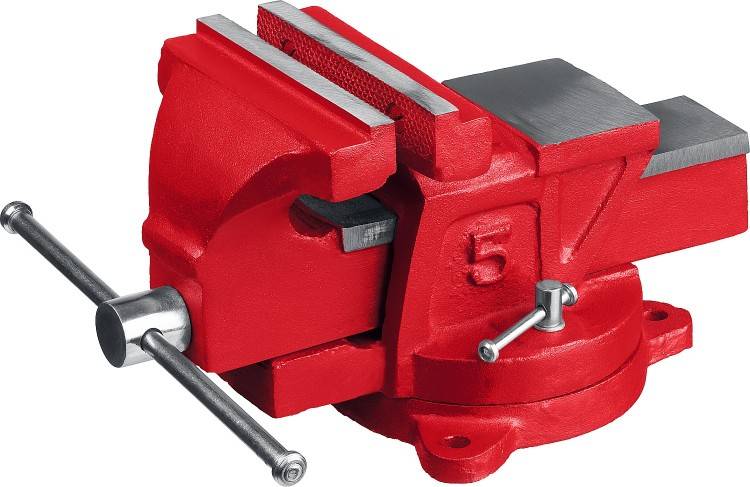
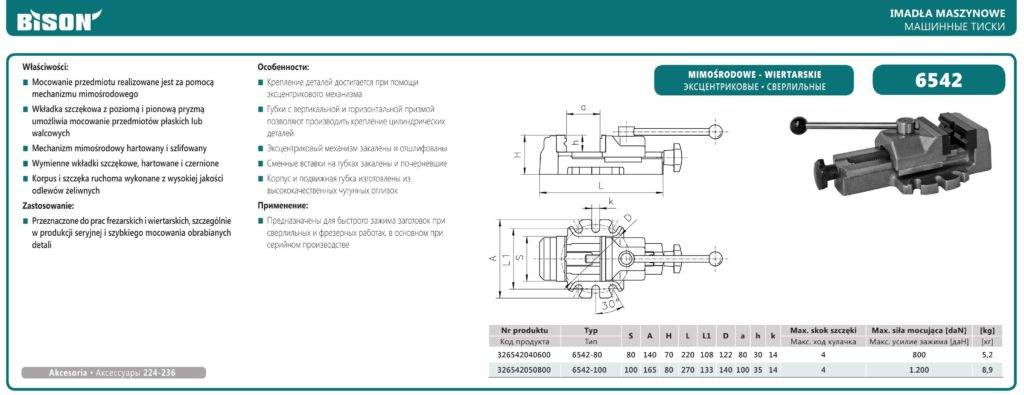
Качественные станочные тиски для российских профессионалов
ВЕКПРОМ предлагает станочные тиски для сверлильных станков от немецкого производителя Optimum Maschinen. Благодаря высокому качеству материалов и исполнения они имеют долгий срок службы и подходят для серийного и штучного производства. Такие станочные тиски являются оптимальным выбором как для крупных предприятий, так и для частных мастерских и технических колледжей.
В каталоге ВЕКПРОМ представлено несколько категорий станочных тисков:
- прецизионные (высокоточные) тиски с закаленными и шлифованными направляющими поверхностями и губками, что обеспечивает максимальную точность позиционирования обрабатываемых деталей;
- модульные тиски, состоящие из набора элементов, которые легко комбинируются для максимальной гибкости применения;
- гидравлические тиски, обеспечивающие высокое усилие зажима крупных деталей;
- двух- и трехосевые поворотные тиски, которые разработаны специально для фиксации и обработки деталей под заданным углом.
Статус официального дистрибьютора Optimum позволяет ВЕКПРОМ предлагать лучшие цены на станочные тиски этого бренда и обеспечивать максимально оперативные поставки даже тех моделей, которых временно нет на нашем складе.
Технология изготовления самодельных тисков для сверлильного станка
Не все модели станочного оборудования выпускаются совместно с тисками. Если их приобретать отдельно, то они довольно дорого стоят. Станочные тиски несложно изготовить самостоятельно. Для этого можно применить сподручные материалы.
Технологические операции по сверлению отверстий на специально предназначенном оборудовании выполняются с использованием тисков. С помощью последних заготовка надежно закрепляется, что позволяет с максимальной точностью настроить рабочее сверло. Металл для изготовления оснастки применяется прочный, в противном случае приспособление быстро износится.
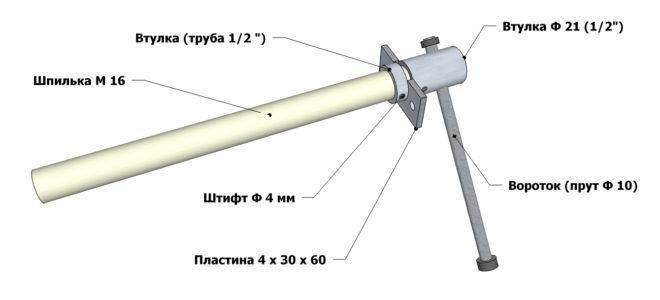
Подготовка материалов
Чтобы изготовить станочные тиски следует подготовить материалы:
Основание;
Схема тисков
- Основание.
- Металлическая пластина 35 мм шириной, 8 мм толщиной.
- Профильная труба размером 20*40 мм, длиной 5 см
- Два уголка 50 *50 мм, 10 см и 8 см.
- Планки для губок
- Шпилька с гайкой и головкой болта с отверстием на одном конце. На конце шпильки тоже выполняется отверстие.
- На свободный конец шпильки следует подготовить гайку контровочную, сверху которой надевается шайба.
Для того чтобы оснастка была устойчива на платформе сверлильного станка необходимо изготовить основание. В качестве этого элемента предлагается использовать профтрубу 20*20 мм. Длину заготовок можно выполнить различную, учитывая размер рабочего основания сверлильного станка.
Для губок предлагается применить планки, выполненные из старых напильников. Предварительно следует прокалить для обеспечения прочности и просверлить в каждой из них по два отверстия для крепления болтов.
Каждую деталь по отдельности следует ошкурить или почистить металлической щеткой от заусениц и иных дефектов металла.
Отдельные детали подготовлены. Можно приступать к изготовлению приспособления.
Процесс изготовления
Самодельные тиски для сверлильного станка следует поэтапно собрать.
Технология выполнения работ:
- Профиль 20*40 мм устанавливается между заготовкой из профтрубы примерно на расстоянии от одного края 1/3 часть.
- Части рекомендуется закрепить на болтовые соединения, чтобы их можно было периодически разбирать и смазывать техническим маслом.
- Металлическую пластину плашмя расположить со стороны 2/3 части от установленного профиля, захватывая обе профтрубы.
- Эта деталь будет привариваться с помощью сварки.
- С противоположной стороны основания следует приварить уголок длиной 8 см по центру.
- С внутренней стороны к нему будет закреплена губка на болты.
- Уголок длиной 10 см будет расположен напротив уголка меньшего размера. И соответственно к нему тоже закрепиться на болты вторая губка.
- Губки должны быть расположены четко против друг друга.
- Подготовленную шпильку положить концом, на котором находится гайка на металлическую пластину. Для обеспечения жесткости соединения следует выполнить сварку.
- Эту же шпильку с шайбой на конце следует приварить к уголку, который будет обеспечивать непосредственный обрабатываемого изделия.
- На свободном конце шпильки в отверстие шайбы устанавливается болт или шуруп для облегчения вращательных движений.
Чертеж малогабаритных самодельных тисков
По окончании работ необходимо произвести зачистку оборудования металлической щеткой, обезжиривание растворителем, грунтование и окрашивание металлической поверхности. Так будет обеспечиваться защита от внешних воздействий и перепадов температур.
Оснастка подготовлена и сверлильный станок укомплектован. Теперь операции по сверлению отверстий можно выполнять уверенно.
После всех проделанных работ, можно смело приступать к использованию тисков
Как работает оснастка
Самодельные тиски выполняют предназначенную функцию следующим образом:
Схема механизма тисков
- Свободный конец шпильки с шурупом на конце выворачивается, что дает возможность отодвинуть подвижную губку от неподвижной.
- Между губками устанавливает заготовка, с выполненной заранее разметкой для просверливания отверстия.
- Шпилька закручивается до тех пор, пока не обеспечится надежное зажатие заготовки.
Теперь заготовка установлена на рабочую платформу, и сверлильный станок готов к запуску и выполнению задач.
Техника безопасности
При выполнении работ не нужно забывать о собственной безопасности. Перечень мероприятий охраны труда:
- Использовать одежду, защищающую участки открытые участки тела.
- Обувь должна быть закрытого типа (в сандалиях, сланцах или тапках работать нельзя).
- Пользоваться защитными очками, а лучше защитным экраном.
- На голове должен быть головной убор.
- На рабочем месте не должно быть посторонних предметов.
Техника безопасности на сверлильном станке
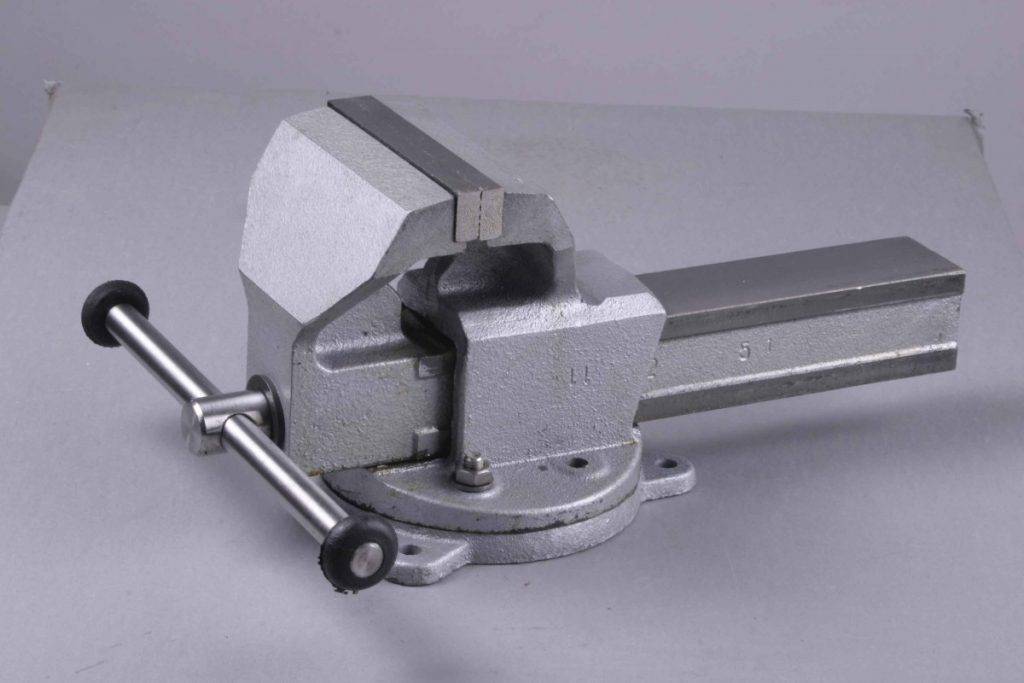
Совершенствуем мини
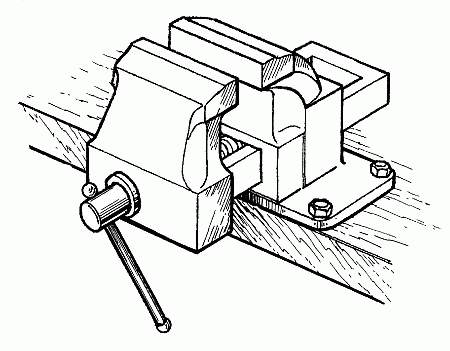
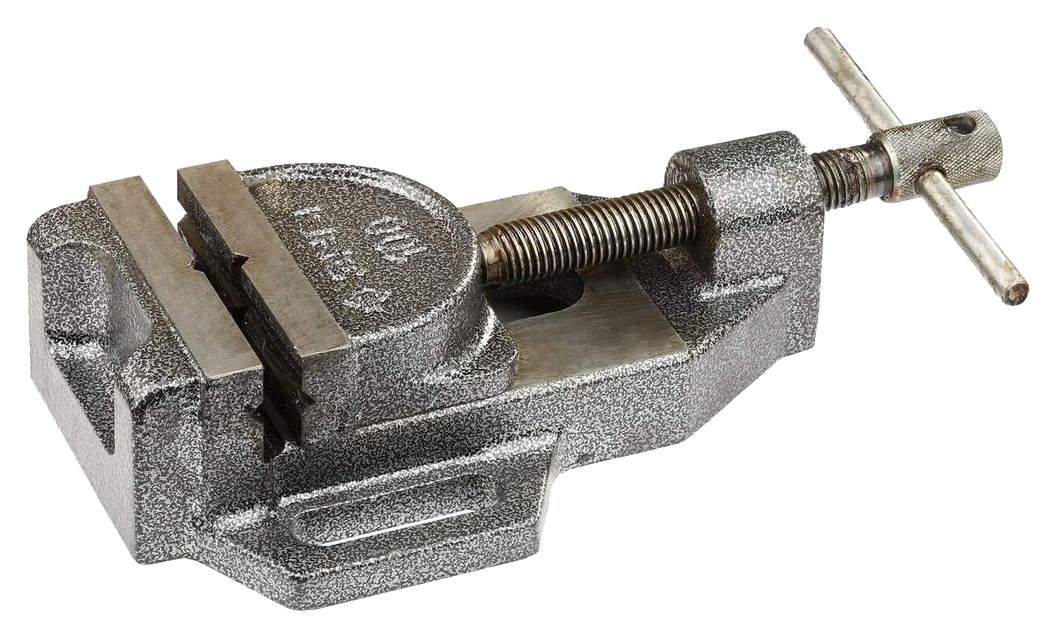
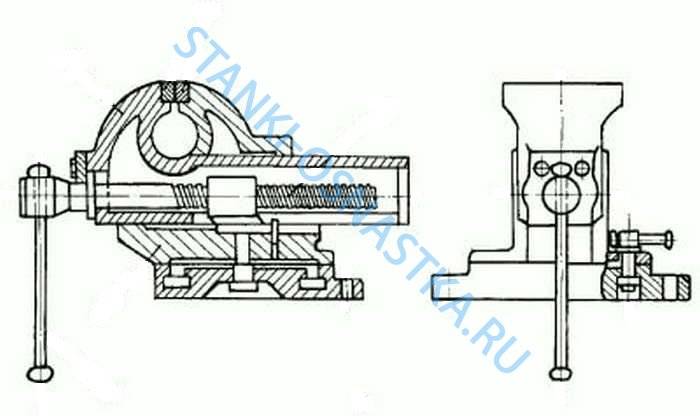
Современные мини-тиски особо не усовершенствуешь, но, если вам попадутся или уже есть старые советские (напр., поз. А на рис. справа):








Их функционал можно значительно расширить таким образом:
Высверливается (осторожно, не до конца!) развальцовка хвостовика установочного винта, удерживающая тарелку установочного зажима. Высверливать нужно дрелью короткими «тычками» наискось с разных сторон
Тарелка снимается и винт установочного зажима вывинчивается (не теряйте ни его, ни тарелку). В отрезке швеллера сверлится отверстие под болт с той же резьбой, что на винте зажима. Тиски монтируются на получившуюся подставку и фиксируются контргайкой (поз
Б). В винте зажима сквозь остаток хвостовика сверлится глухое осевое отверстие под резьбу М2-М3. Сделать это нетрудно, т.к. в шпеньке от хвостовика осталось коническое углубление. В осевом отверстии нарезается резьба. Тарелка ставится обратно на место и удерживается от выпадения винтом с конусной головкой (показан стрелкой на поз. Б). Винт зажима определяется на хранение в загашник, простите, запасник.
Таким образом мы получаем, ни много, ни мало – поворотный столик для мелких сверловочных работ. Правда, без углового делителя, но вместо него к основанию из швеллера можно приспособить транспортир, а к кронштейну тисков – стрелку-указатель. Получившейся точности в 1 градус для домашних любительских работ достаточно. А если снять тиски с основания и вернуть на место прижимной винт, их можно использовать по изначальному назначению.
Рекомендации по уходу
Чтобы инструмент прослужил как можно дольше, за ним нужно ухаживать:
- Содержать детали, особенно те, что имеют резьбу, в чистоте. Для этого нужно протирать тиски мягкой тканью, очищая от пыли.
- Периодически смазывать специальным маслом. Его наносят на винтовую часть и на резьбу пластин, и на все подвижные детали тисков. После этого их нужно сомкнуть и опять разомкнуть.
- Удалять пятна ржавчины. При её образовании на пятна наносят машинное масло и оставляют на несколько часов. Затем ржавчину очищают металлической губкой, смывают и протирают насухо с помощью мягкой ткани.
Важность воротка
Управление столярными тисками осуществляется посредством воротка, передающего вращающий момент на ходовой винт. Это справедливо и для самодельного приспособления. Воротком способна послужить стальная планка или трубка требуемой длины, вставляемая в паз или отверстие головной части резьбового винта.
Детали тисков включающие вороток
Размер выполняемого паза или диаметр отверстия должен соответствовать толщине использующейся планки или диаметру прутка. От длины воротка зависит величина прилагаемого усилия при зажатии заготовки.
Допускается использование для этой детали обычного гаечного ключа, в разъем которого запрессовывается головная часть резьбового винта. Несложно зафиксировать на винте гайку под необходимый размер. Но требуется надежно зафиксировать ключ, чтобы он не соскочил в самый ответственный момент.
Но лучше, если вороток будет выполнен из прута, со свободным скольжением через отверстие в резьбовом винте, такой подход максимально облегчит работу.
Разновидности струбцин по принципу работы
Наиболее популярный вид струбцин — классические, имеют механический принцип действия. Это когда устройства приводятся в действие от руки. Их так и называют ручными или механическими зажимами, которые оснащены винтовым элементом с пяткой, которые приводятся в движение при помощи рукоятки. Кроме механических, различают и другие виды струбцин, о которых будет полезно узнать всем, кто выбирает прибор под соответствующие работы.
- Магнитные — это популярный вид инструмента электросварщиков. Они позволяют временно соединить две детали под прямым углом, чтобы впоследствии выполнить их сваривание. Конструктивно прибор представляет собой многогранник с прямыми углами. Внутри металлического корпуса расположены магниты, которые примагничиваются к металлическим конструкциям.
- Автоматические — их еще называют пистолетными, реечными и триггерными. Устройства имеют F-образную конструкцию, и состоят из основания с направляющими для перемещения подвижной губки. При нажатии на курок, подвижная губка надежно фиксируется, обеспечивая качественный и надежный прижим детали.
- Гидравлическая и пневматическая (вакуумная) — принцип работы таких устройств похожий, только в первом типе струбцины используется масляная жидкость, а во втором — сжатый воздух. Отличаются такие устройства особой надежностью и прочностью зажима, поэтому используются они при работе со стеклом, искусственным камнем и керамикой. Основу таковых зажимов составляют камеры, в которых происходит нагнетание нужного усилия.
Выпускаются также трещоточные струбцины, которые внешне напоминают клещи. Основой такого инструмента является механизм под названием трещотка, с помощью которого выполняется качественный зажим. Чтобы ослабить сжатие, конструкцией предусмотрена специальная собачка.
Из всего сказанного выше следует отметить, что зная все основные разновидности струбцин, не составит большого труда выбрать подходящую модель для работы. Однако есть определенные рекомендации, на основании которых можно выбрать струбцину, и использовать ее не только по прямому назначению.
Назначение инструмента
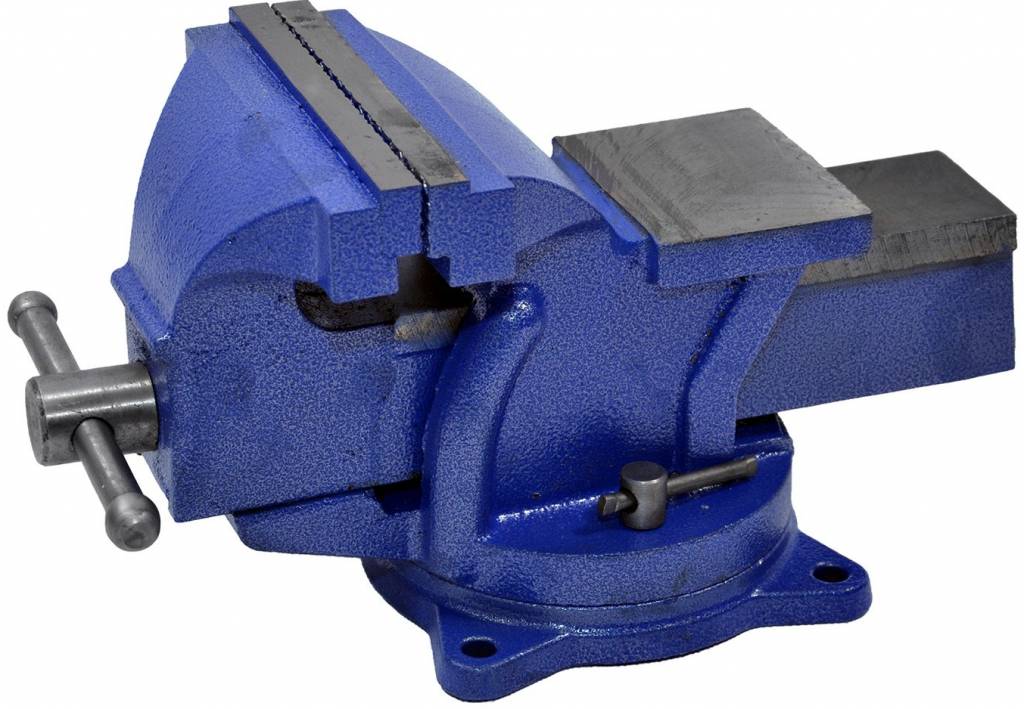
В связи с большим разнообразием деталей, нужно учитывать, что для них будет удобно использовать различные виды инструмента. Устройство слесарных тисков является стандартным. Их иногда дополнительно оснащают маленькой наковальней или трубогибом.
Для небольших деталей применяют миниатюрный вариант. Такие тиски удобны для домашнего использования или там, где можно работать с малоразмерными деталями, например, при ремонте радиоэлектронного оборудования. Такие тиски являются переносными. В них не применяются съёмные щёчки. Поэтому при работе между деталью и прижимающей поверхностью мастер помещает прокладки из резины или пластика.
В этом видео рассказано о лучших моделях столярных тисков:
Видео описание
ТОП—5. Лучшие слесарные тиски.
Станочные тиски фактически являются частью того или иного станка. Обычно для их крепления в конструкции предназначены специальные выступы. Благодаря им можно регулировать положение закреплённой детали по отношению к рабочему элементу станка. Этот инструмент обычно изготавливают из стали.
Ручные тиски — две пластины, скреплённые между собой с одной стороны металлической перемычкой. Детали зажимают при помощи специального винта. В процессе работы тиски с деталью держат в руке.
Столярные крепят на верстаке. Их изготавливают из стальных или деревянных деталей. Этот вид тисков также называют плотницкими. Одной из их особенностей является использование губок большой площади с гладкой поверхностью.
Наклонные позволяют изменять угол расположения рабочей части с помощью специального шарнирного механизма. Существуют различные варианты, которые позволяют корректировать угол по одной, двум или трём осям.




Также существуют специальные виды тисков. Вот несколько примеров таких устройств:
- Рыболовные предназначены для фиксации деталей при создании снасти.
- В трубных для зажима используется ромбовидное отверстие, расположенное вертикально. Этот инструмент применяется для работы с отрезками труб, размещёнными горизонтально.
- Гравировальные тиски предназначены для создания надписей и рисунков на различных изделиях
- Существуют тиски, подставка, которые устанавливаются на полу. Примером их использования является фиксация дверей в вертикальном положении в процессе установки.
- Угловые позволяют фиксировать две детали под определённым углом друг к другу. В большинстве случаев предназначены для соединения перпендикулярных элементов.
- Модульные инструменты дают возможность легко менять губки. Это позволяет работать с деталями различного типа, обеспечивая для них оптимальное крепление.
Ещё один вариант — цепные тиски. Они используются для соединения двух отрезков труб. Инструмент подвешивается на двух цепях таким образом, чтобы они относились к разным элементам. Каждый из них прижимается своим винтом. Трубы фиксируются тисками для того, чтобы их удобно было соединить при помощи сварки.
Использование пневматических тисков экономит силы работникаИсточник moiinstrumentu.ru
Как выбрать
Покупая тиски, нужно уточнить, для выполнения какой работы они необходимы. В соответствии с этим можно определить подходящий тип инструмента
Важно учитывать величину обрабатываемых деталей — она повлияет на то, какие должны быть размеры инструмента
Столярные тиски применяют для работы с деревянными деталямиИсточник moiinstrumentu.ru
Нужно определить, какими должны быть губки. В некоторых случаях лучше подойдут инструменты, предусматривающие возможность их замены
Нужно обратить внимание на способ крепления накладок — применение винтов или заклёпок
Глобусные тиски позволяют менять угол расположения деталиИсточник moiinstrumentu.ru
Заключение
Использование тисков является необходимостью при проведении видов работ. В арсенале мастера обязательно должен присутствовать этот инструмент. Его нужно выбрать так, чтобы он походил наилучшим образом для решения соответствующих задач.
Какие тиски лучше
Определение лучших тисков по типу не может быть корректным, так как их функциональность различна. В этом случае применяется оценка рабочих элементов конструкции.
- Размеры губок. Широкие губки предохраняют от соскальзывания заготовок при работе. Эффективная площадь поверхности увеличивается с помощью накладок, но предпочтительнее тиски, которые изначально идут с широкими губками.
- Ход подвижной губки. Тиски редко раскрываются при работе на всю ширину, но глубокий ход обеспечивает универсальность зажима. Если инструмент выбирается не для разовой работы, предпочтительны модели с максимальной длиной хода.
При выборе помните, что ход определяется не только высотой заготовки – также нужен запас на ввод детали.
Рукоятка. Должна быть удобной, так как именно с этой деталью будет происходить основное взаимодействие. Металлические рукоятки большого диаметра удобнее, чем аналоги стержневого типа.
Регулировка давления при зажиме детали не должна быть тугой. Этот параметр зависит от длины рабочей части ручки – расстояния от центра винта до наконечника.
Как пользоваться тисками
Корректная эксплуатация тисков заключается в своевременном уходе за инструментом и соблюдении ряда мер предосторожности
Уход
Чтобы сохранить тиски в рабочем состоянии, содержите резьбовые и подвижные детали в чистоте, для этого достаточно протирать их тканью с растворителем после каждого использования.
Смазка – детали и узлы обрабатываются маслом для двигателя для поддержания плавного открывания подвижных губок. Процедура способствует и защите от коррозии:
- полностью раздвиньте губки и нанесите слой смазки;
- сомкните и разомкните детали несколько раз, чтобы равномерно распределить покрытие.
Ржавчина – очищение механическим путем малоэффективно, чаще дополнительно используются специальные антикоррозионные составы.
- нанесите вещество на ржавчину и оставьте на ночь;
- зачистите поверхность инструмента щеткой по металлу, пока ржавчина не сойдет;
- смойте вещество водой и полностью просушите тиски.
Меры предосторожности
Тиски рассчитаны на определенные нагрузки. Несоблюдение условий инструкции грозит инструменту преждевременным выходом из строя.





- Слесарные модели чувствительны к перепаду объемов деталей – он ослабляет фиксацию губ. Этот тип оборудования не подходит для обработки нагретых стальных деталей.
- Недопустимо удлинение рукоятки тисков, особенно в зажимных моделях, так как оно увеличивает нагрузку на конструкцию.
- Модели со станиной закрепляются только на ровных поверхностях в целях безопасности и предупреждения излома заготовок.
В параллельных моделях важно не допускать перегиба зажатых деталей во избежание порчи механизма
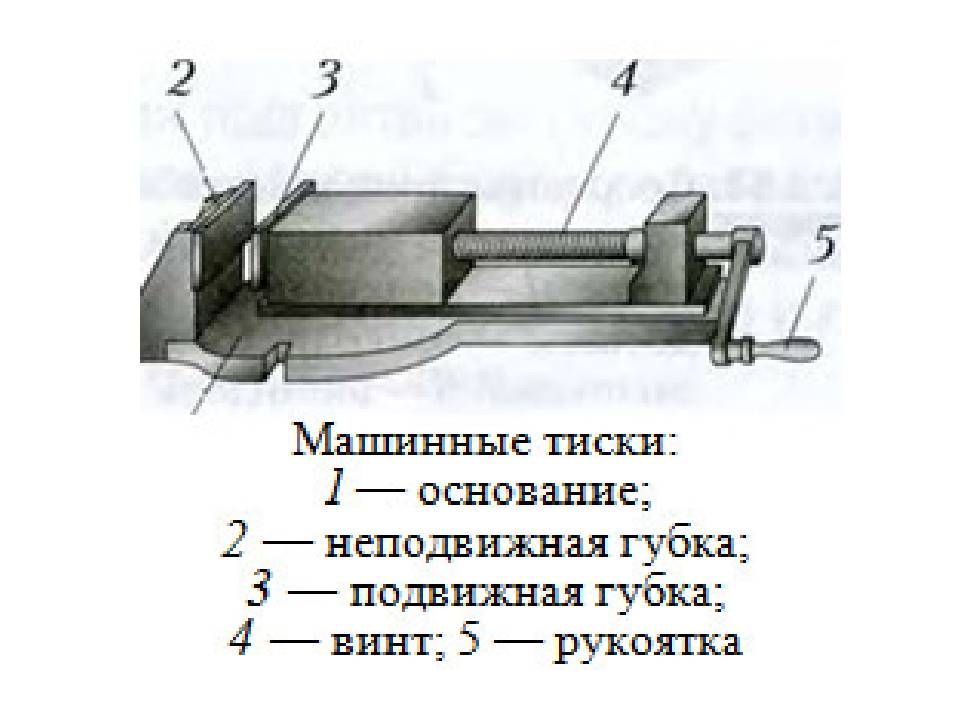
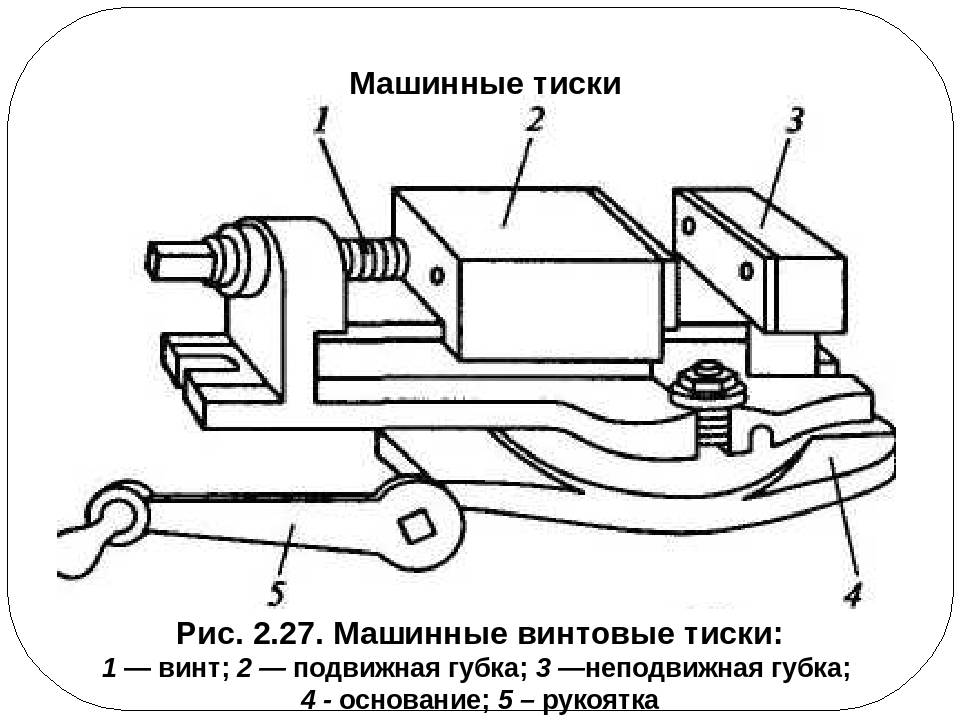
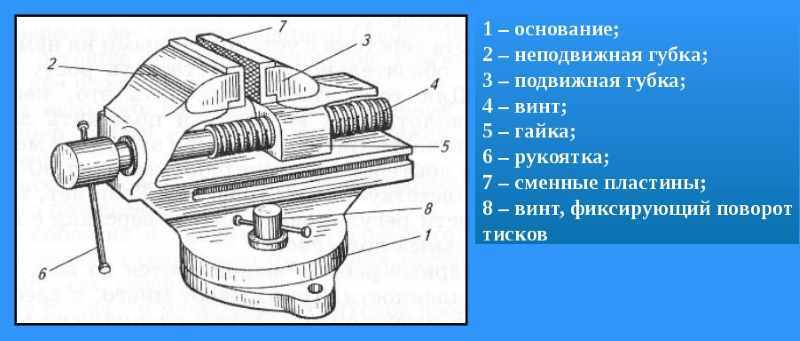
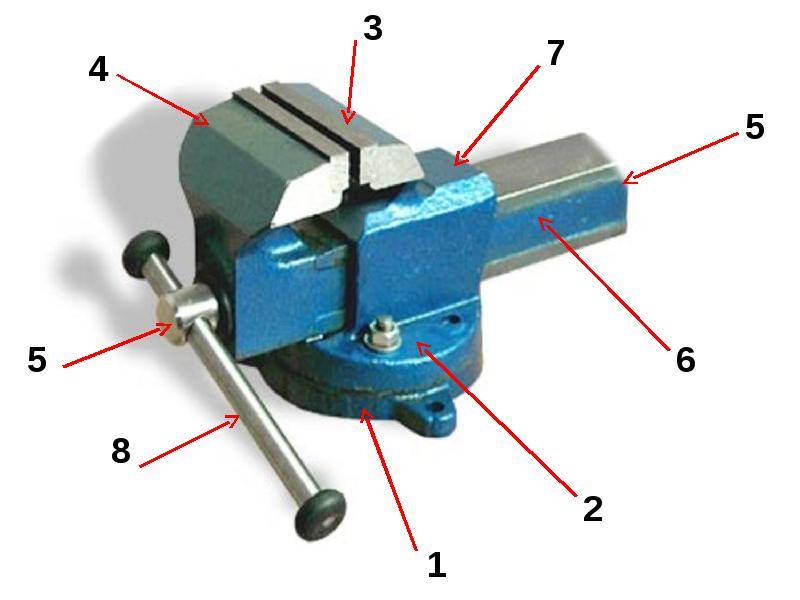
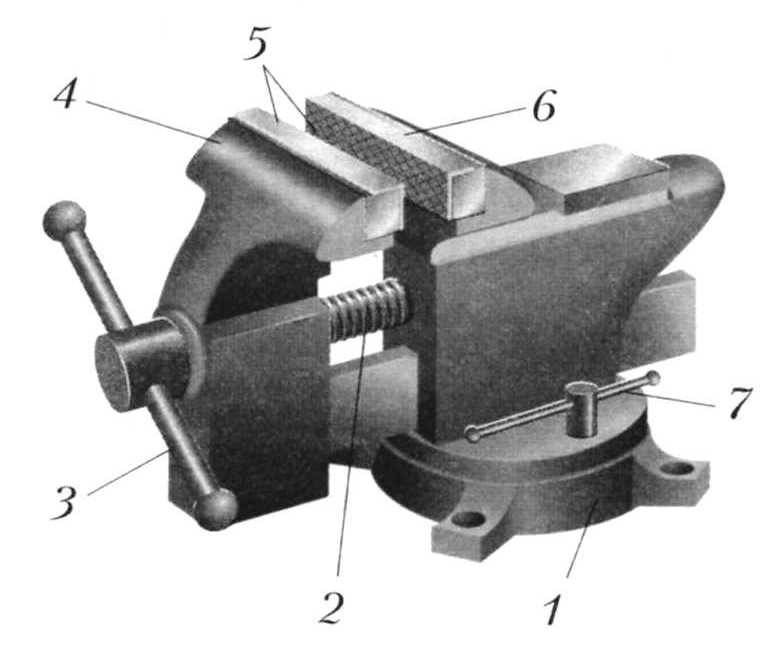
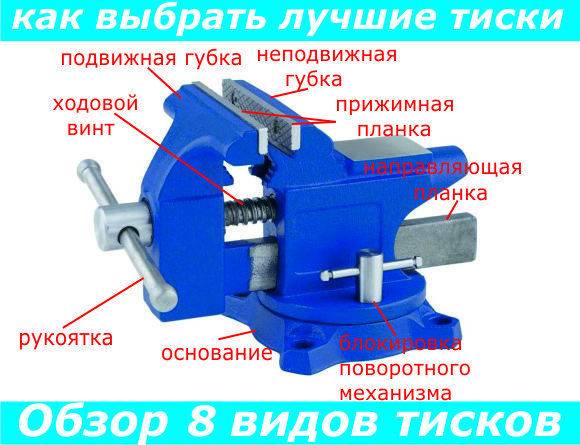
Детали конструкции
Такой слесарный инструмент бывает разных форм и размеров, в зависимости от своего функционала. Он используется и в домашней мастерской, и в цехах заводов и фабрик.
Независимо от размера и места эксплуатации этого механизма, все его разновидности включают в свой состав схожие детали конструкции:
- основание (опорную плиту);
- статичную губку;
- подвижную губку;
- винт ходовой части;
- гайку;
- рукоятку;
- сменные пластины с насечками;
- пружину;
- втулку;
- крепление для удержания тисков.
Различные модификации тисков могут иметь в своём составе многие другие детали и элементы, в зависимости от функционального предназначения.
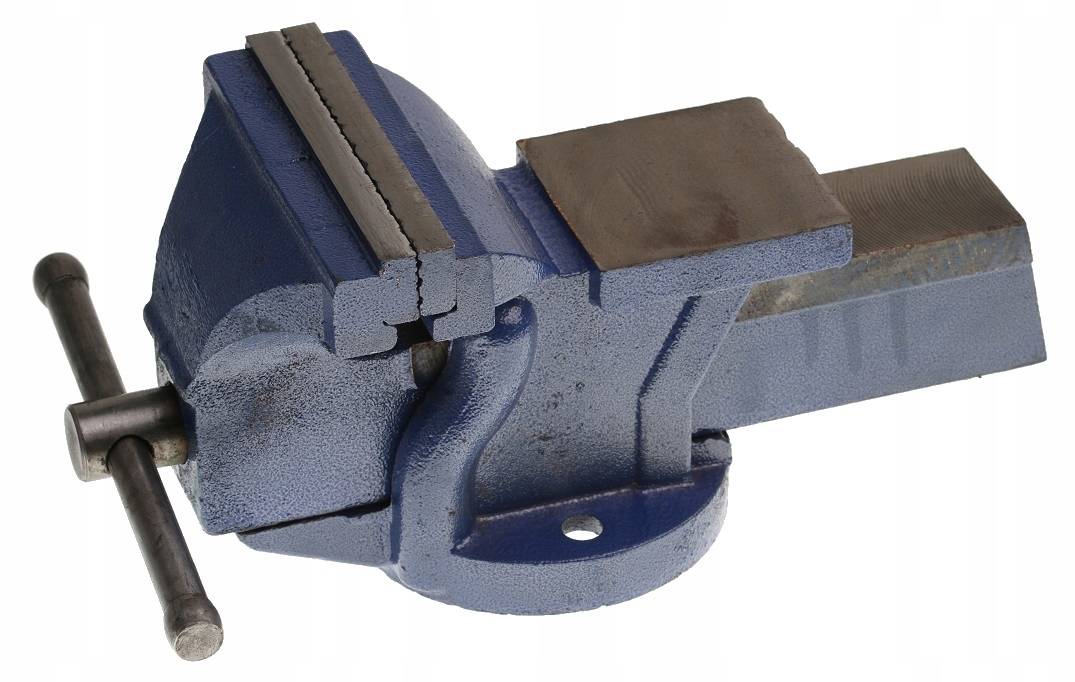
Слесарные тиски — довольно тяжёлый инструмент. Он изготавливается из такого крепкого материала, как сталь или чугун. Чтобы его удерживать на поверхности стола, в конструкции этого механизма предусмотрен специальный крепёж, также поддерживающий тиски в вертикальном положении. С его помощью закрепляется статичная (неподвижная) губка устройства. К ней особым способом прикрепляется подвижная губка.
Подвижная губка удаляется и приближается к неподвижной посредством винта с резьбой. Он приходит в движение с помощью выдвижной рукоятки. Поворачивая ручку тисков, можно регулировать расстояние между пластинами, задавая нужную ширину.
Общим для всех слесарных тисков является то, что размер удерживаемой между платинами детали определяет длину максимального расстояния между ними.
Пластины и другие механизмы изготавливаются из прочной стали, так как на них приходится максимальная нагрузка при работе, особенно когда тиски используют как наковальню. Другие детали конструкции также отличаются особой прочностью и надёжностью, высокой степенью износостойкости, что позволяет им легко переносить механические нагрузки.
Недостатки использования
Наименее прочным по сравнению с изделиями из стали, являются тиски, выполненные из чугуна. Их износостойкость намного ниже.
Другие возможные недостатки связаны с индивидуальными конструктивными и функциональными особенностями разных тисков:
- как правило, имеют небольшой люфт;
- при работе пластины могут смещаться и их можно выровнять, только используя специальные инструменты;
- стопорные шайбы, входящие в состав конструкции тисков, быстро изнашиваются и требуют частой замены;
- трудно удерживать между пластинами большие по длине детали.
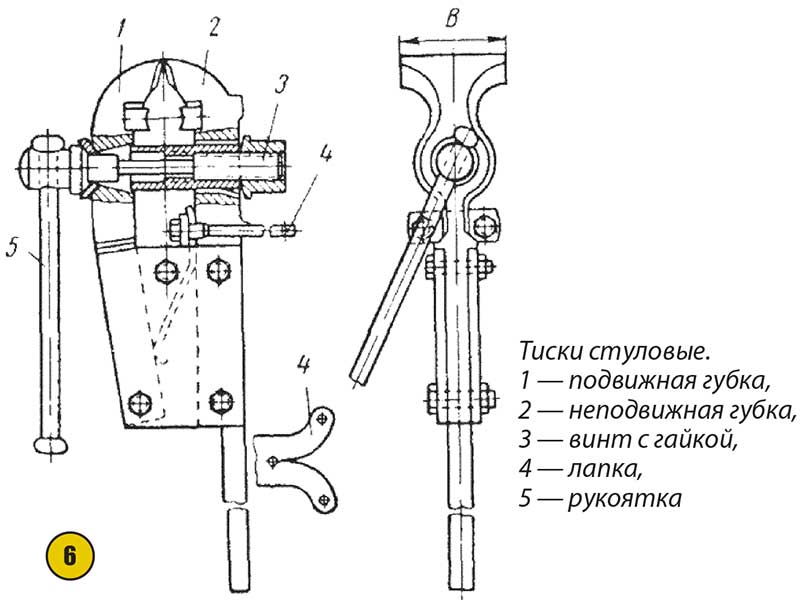
Недостатки стуловых тисков:
- недостаточная прочность крепления тисков на верстаке;
- из-за того, что рабочие поверхности пластин не при всех положениях находятся параллельно друг другу, узкие заготовки при зажиме можно зафиксировать только с помощью верхних губок. Удерживание широких предметов возможно лишь посредством нижних пластин;
- на деталях могут оставаться вмятины, если давление при их фиксации будет слишком сильным;
- за счёт открытого винта, его вращающаяся часть очень быстро подвергается загрязнению, и тиски могут быстро выйти из строя.
Недостатки ручных моделей:
- за счёт малого разбега и ширины пластин, такими тесками нельзя удерживать и обрабатывать большие детали;
- зажим большинства ручных тисков может повреждать детали, оставляя на них вмятины и царапины;
- ограничивает свободу движений. Тиски приходится удерживать в руках, производя манипуляции с деталями свободной рукой;
- без использования специальных приспособлений невозможно осуществлять работу под углом;
- практически невозможно удержать крупную заготовку в неподвижном положении.
Пошаговая инструкция
Для работы потребуется относительно небольшое количество инструментов. Весь процесс изготовления можно разделить на несколько основных этапов:
- Для начала проводится нарезка профильной трубы на требуемые куски. Для этого может использоваться различный инструмент: болгарка, ножовка по металлу. Нарезка требующихся элементов проводится в соответствии с чертежом. Стоит учитывать, что некоторые элементы будут соединяться болтами, для чего нужно создать соответствующие отверстия. После подготовки требующихся элементов все заусенцы убираются шлифовальным кругом.
- Следующий шаг предусматривает создание ходовой гайки. Она будет использоваться для передачи усилия на заготовку. Она может изготавливаться из обычной гайки соответствующего диаметра, но из закаленной стали.
- Крепится ходовая гайка к основанию будущих тисков сваркой. Именно сварочный шов обладает нужной прочностью. При создании самодельной конструкции можно использовать небольшой сварочный аппарат. Электроды и напряжение подбираются в соответствии с толщиной металла и его составом.
- Далее выполняется вкручивание ходового винта. Изготовить его самостоятельно можно только при наличии токарного станка с функцией нарезания резьбы. После этого выполняется установка двух половинок с губками. Изготовить два элемента, которые будут сжиматься, можно при использовании все той же профильной трубы.
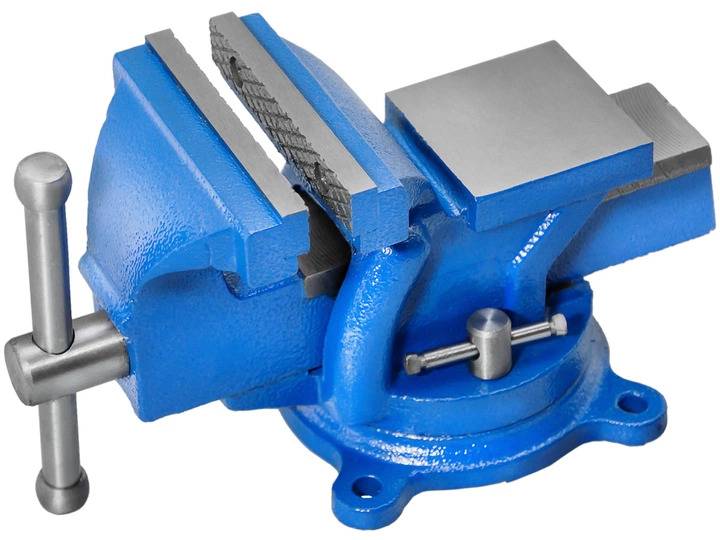
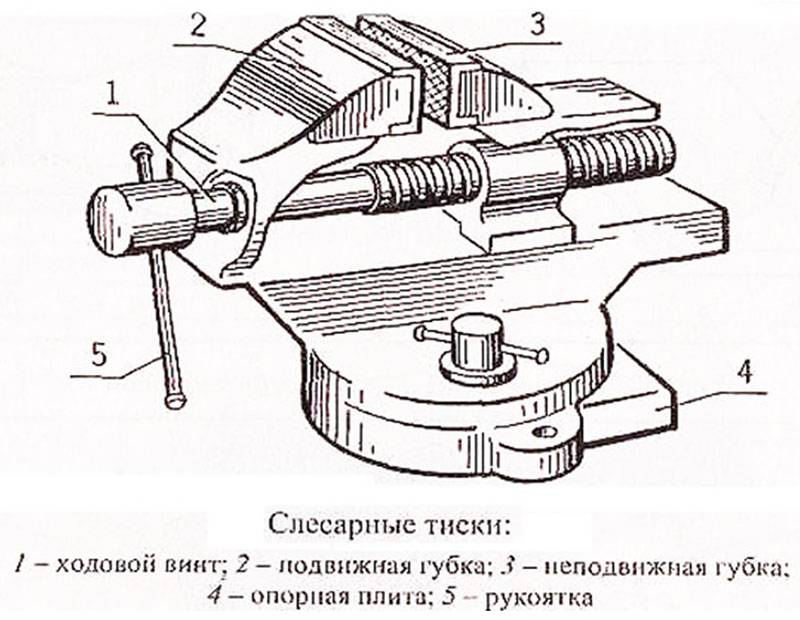
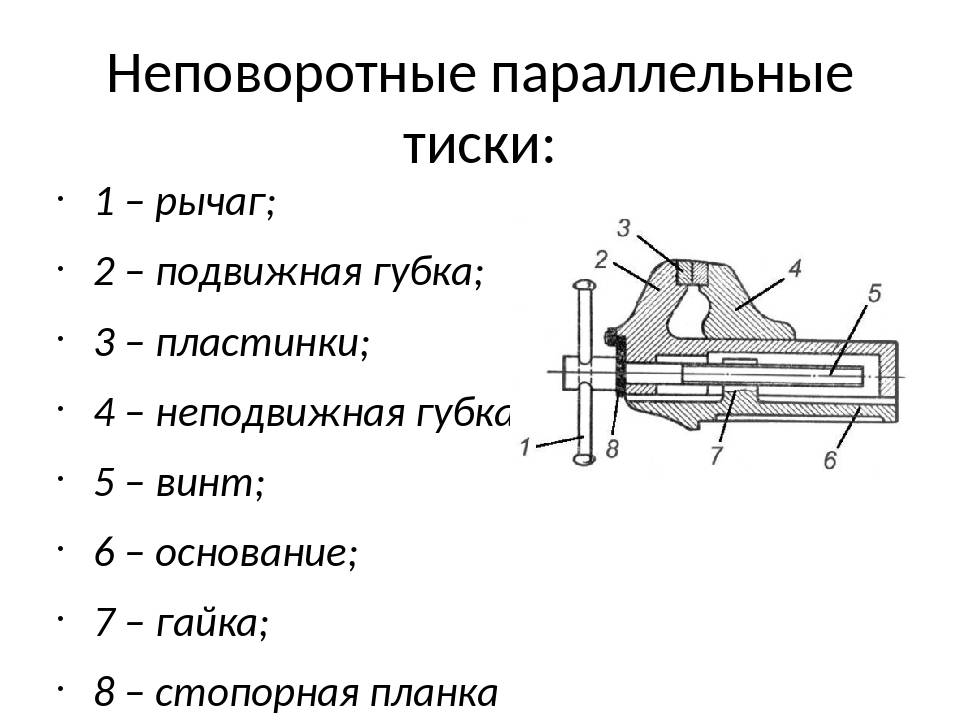
Устройство и характеристики
Стандартные тиски состоят из следующих основных элементов:
- Основание – фактически корпус тисков с опорной плитой, предназначенной для фиксации инструмента на столе, станке или верстаке, иногда оснащается наковальней. Крепление чаще всего болтовое, вакуумное (по типу присоски) или магнитное.
- Губки. Как правило, их две: неподвижная и подвижная. Первая является частью основания, а зажим детали осуществляется посредством движения по направляющим второй губки к первой.
Каждая губка имеет плоские съемные накладки, которые называются щечками. Внутренняя поверхность может быть полностью гладкой, что предотвращает повреждение мягкой детали при ее зажиме, рифленой с глубокой фрезеровкой, обеспечивающей лучшее сцепление, а следовательно, фиксацию заготовок, или с мелкой насечкой для тех же целей.
Во втором случае каждая отдельная ячейка рифленого рисунка имеет форму острой или срезанной пирамиды, либо же на щечке прорезаются вертикальные или горизонтальные борозды по всей длине.
- Зажимной винт с поворотной ручкой – собственно механизм, отвечающий за движение губки. Ходовой винт проходит сквозь всю конструкцию инструмента, а ручка необходима для его вращения без использования гаечного ключа или другого инструмента.
Конструкция разных видов тисков может значительно отличаться от описанной выше.
Так, например, вместо механического поджима винтом может использоваться гидравлика.
Также некоторый инструмент имеет двойные губки, то есть две пары, расположенные друг над другом.
В этом случае верхние губки – основные, имеют, как правило, классическое исполнение.
Нижние – дополнительные, для решения специфических задач.
Хорошим примером служат V-образные варианты литой или сборной конструкции, предназначенные для удержания заготовок с круглым поперечным сечением.
Еще одно интересное дополнение, которое чаще всего встречается на малых настольных тисках – кнопка блокировки губок, при помощи которой процесс разжима или фиксации заготовок многократно ускоряется.
Материал
По материалу изготовления тиски бывают:
- Металлические – чаще всего это чугунные инструменты, нередко встречаются и стальные, алюминиевые, дюралюминиевые варианты.
- Деревянные – часть столярного верстака, иногда самостоятельная конструкция. Предназначены для фиксации деревянных заготовок. Все элементы, кроме прижимного механизма (редко и он тоже) изготовлены из мягких, но одновременно прочных пород древесины, например, сосны.
Щечки зачастую изготавливаются из мягких материалов таких как: цветных металлов, дерева и даже твердой резины.
Учитывая, что их можно приобрести отдельно, механические характеристики подбираются индивидуально под материал зажимаемой детали.
Также производятся твердые каленые (примерно до 45 HRC) губки из стали.
Размеры и вес
Учитывая огромное количество видов тисков, можно смело говорить о действительно широком диапазоне их размеров.
Классические же слесарные инструменты, которые по праву считаются самыми популярными, так как подходят для решения большинства задач, имеют следующие размеры:
- • Малые: длина – 290 мм, высота – 140 мм, высота губок – 50 мм, ход губок – 80 мм, масса – 8 кг.
- • Средние: длина – 372 мм, высота – 180 мм, высота губок – 70 мм, ход губок – 125 мм, масса – 14 кг.
- • Большие: длина – 458 мм, высота – 220 мм, высота губок – 90 мм, масса – 27 кг, а губки раздвигаются на 160 мм.
Существуют модели, размеры которых намного превосходят указанные выше.
Так, например, длина классических тисков Т-250 составляет 668 мм, а вес – 60 кг.
Их высокие губки выступают на 125 мм, и имеют ширину в 250 мм.
Приблизительные размеры стуловых тисков:
- Длина, ширина и высота: 370 – 400 мм, 180 – 200 мм, 180 – 200 мм.
- Рабочий ход подвижной губки: 120 – 160 мм.
- Высота губок: 65 – 75 мм.
- Масса: 13 – 19 кг.
Ручные тиски в среднем имеют длину 22 – 90 мм, ширину 6 – 45 мм, а высоту 100 – 150 мм.
Как выбрать
Покупая тиски, нужно уточнить, для выполнения какой работы они необходимы. В соответствии с этим можно определить подходящий тип инструмента
Важно учитывать величину обрабатываемых деталей — она повлияет на то, какие должны быть размеры инструмента
Столярные тиски применяют для работы с деревянными деталямиИсточник moiinstrumentu.ru
Нужно определить, какими должны быть губки. В некоторых случаях лучше подойдут инструменты, предусматривающие возможность их замены
Нужно обратить внимание на способ крепления накладок — применение винтов или заклёпок
Глобусные тиски позволяют менять угол расположения деталиИсточник moiinstrumentu.ru