

Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.
- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.
- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.
- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.
- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.
Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.
- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.
- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.
- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.
- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.

Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.
Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.

Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала

Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
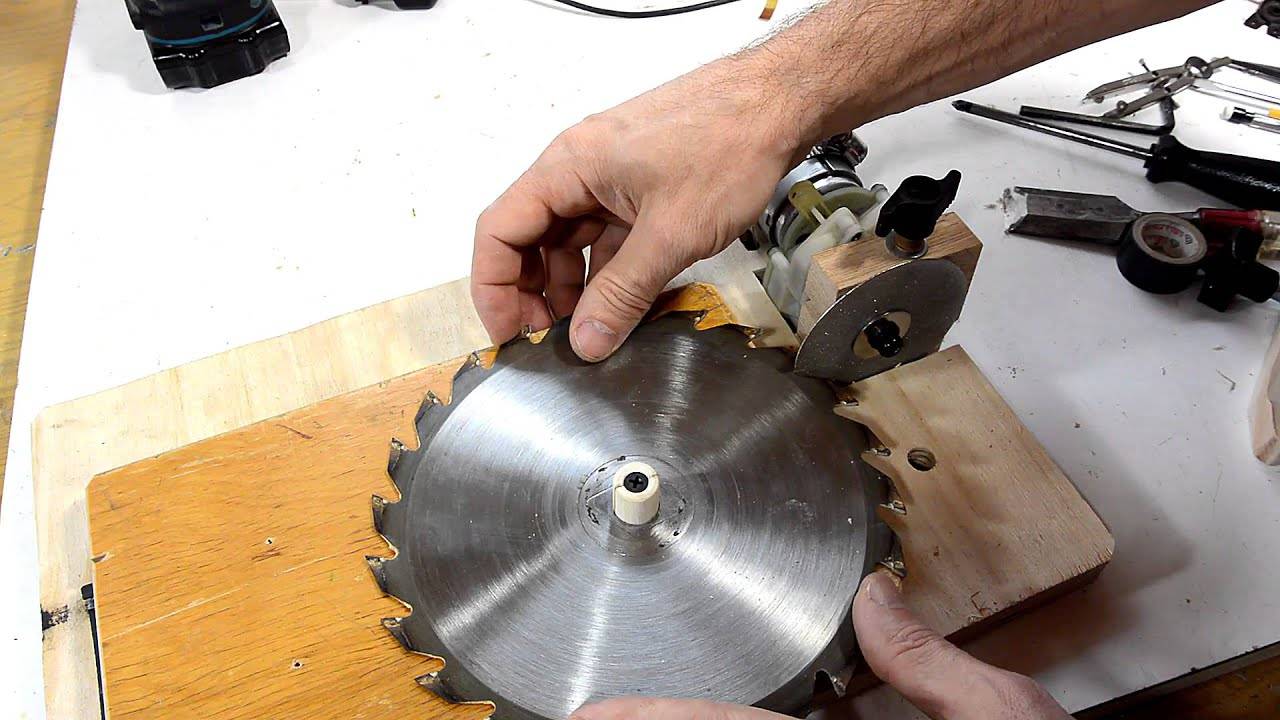
Подготовка
Перед началом работ необходимо обесточить инструмент, деталь которого утратила прежние характеристики. Диск плотно фиксируется при помощи специальных брусков, которые размещаются по обеим его сторонам. Для всех зубьев ставятся отметки на полотне, при этом в процессе прикладываются равные усилия и идентичное количество движений инструмента. Так можно произвести качественную, равномерную обработку диска.
Деталь устанавливается обратно после достижения необходимого вида и проверки углов заточки. Далее необходимо сделать пробный распил на станке и удостовериться в качестве проведенных работ
Важно, чтобы все зубья размещались на одной плоскости, в ином случае перемещение бруска будет неравномерным, а работа станка будет сопровождаться характерным шумом. Также это возможно в случае если некоторые зубья требуют корректировки

Если заточка пильных дисков выполняется самостоятельно, стоит помнить про развод кромок, при котором все зубья постепенно отгибаются в различные стороны, но расстояние между ними остается одинаковым. Эти действия можно выполнить при помощи специального инструмента под названием разводка, он обеспечивает равномерный отгиб в средней части всех элементов. После проведения такой процедуры пила приобретет более свободный ход, а ширина пропила станет больше.






С учетом того, что пропил производится не самим диском, а его кромками, которые постепенно снимают слои древесины, становится ясно, что с увеличением развода зубцов снижается вероятность заклинивания, а пропил приобретает большую ширину. Стоит отметить, что в этом случае для работы инструмента приходится прикладывать больше усилий. При отсутствии специальных приспособлений многие пользуются разводным ключом для разведения зубьев, но такая методика имеет множество ограничений и подходит не для всех пил.
На вид разводки в первую очередь влияет порода древесины, которая впоследствии будет обрабатываться. К примеру, для получения ровного распила без каких-либо недочетов и выступов на мягкой породе требуется большая разводка. Желательно, чтобы зубья отклонялись в выбранную сторону на 5-10 мм. Заточка пильных дисков по дереву производится только после осуществления разводки, иначе зубья окажутся непригодными для использования из-за возникшей деформации.

Основные методы заточки
Восстановить остроту зубьев режущего элемента дисковой пилы помогают несколько методов – классический, ручной и автоматизированный. В первом случае нужны тиски, во втором – напильник и надфили с алмазным напылением. Заточка с использованием станка считается самой простой процедурой, но требует хороших материальных вложений на покупку оборудования.
Заточка дисковой пилы: классический метод
Затачивать диск начинают с задней поверхности, передняя при этом остается в неизменном положении. Круги при этом можно не снимать с пилы или установить его в тисках. В первом случае станок обязательно отключают от сети. Порядок и принцип действий в обоих случаях идентичны. Диск фиксируют 2 брусками, которые плотно прижимают к зубьям, в одном положении, что позволяет избежать движения обрабатываемого элемента. Боковую сторону первого зубца, подлежащего заточке, отмечают маркером.
По окончании процедуры обязательно проводят проверку работоспособности диска путем распила ненужной заготовки. При этом контролируют работу пилы. Отсутствие посторонних шумов, запаха гари и неровного движения обрабатываемого материала указывает на правильное выполнение операции. Если отмечается посторонний скрип, то рекомендуют закрепить фломастер возле пилы и медленно проворачивать диск. Такая манипуляция покажет, где высота зубьев меньше или больше, чем у остальных.
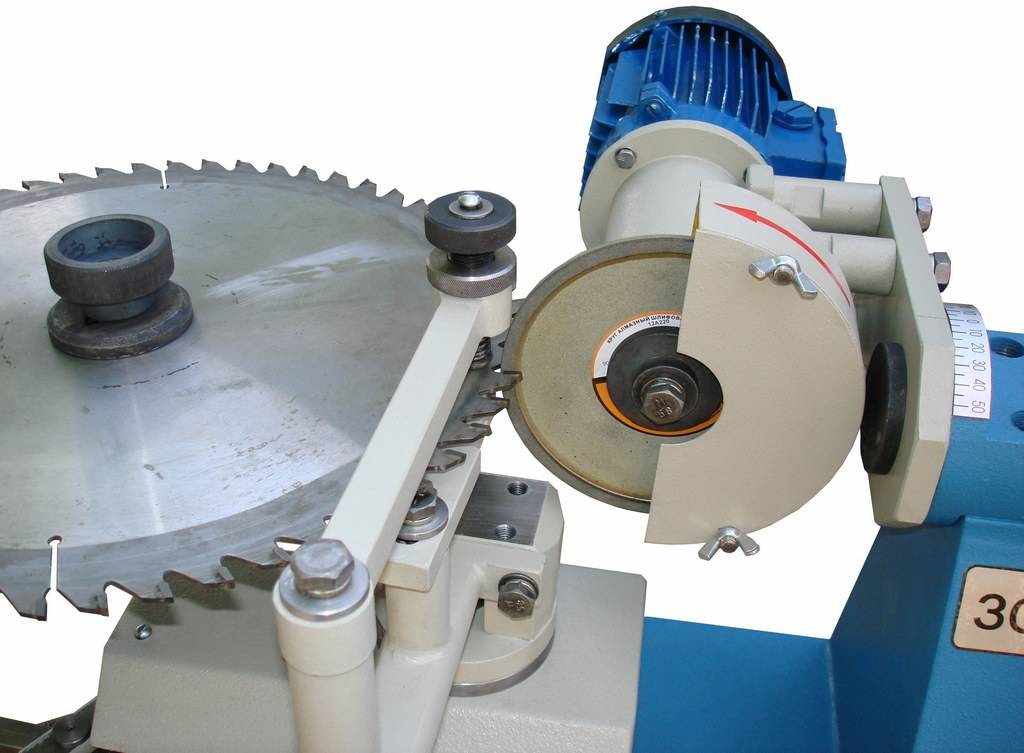
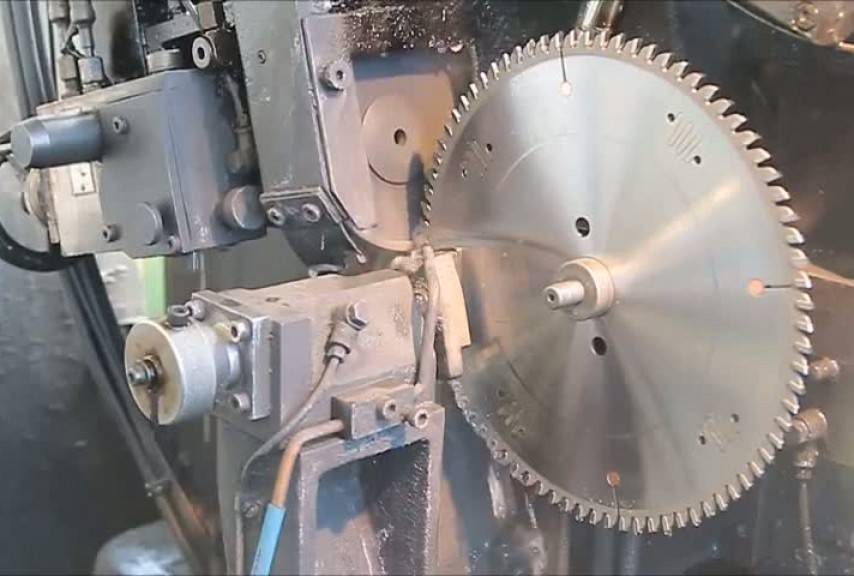
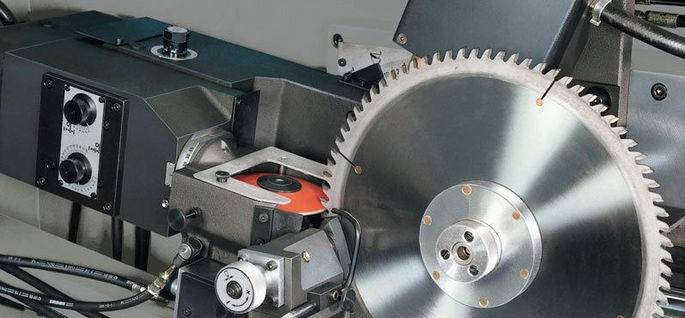
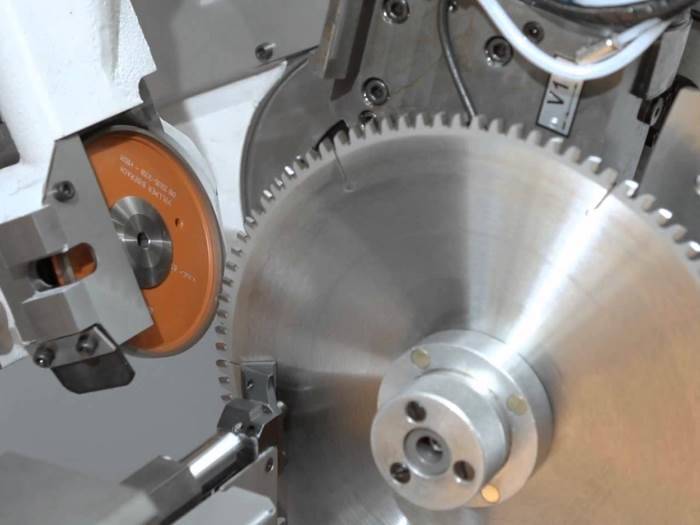
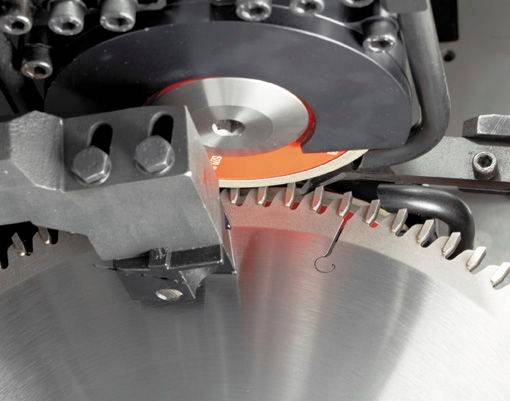
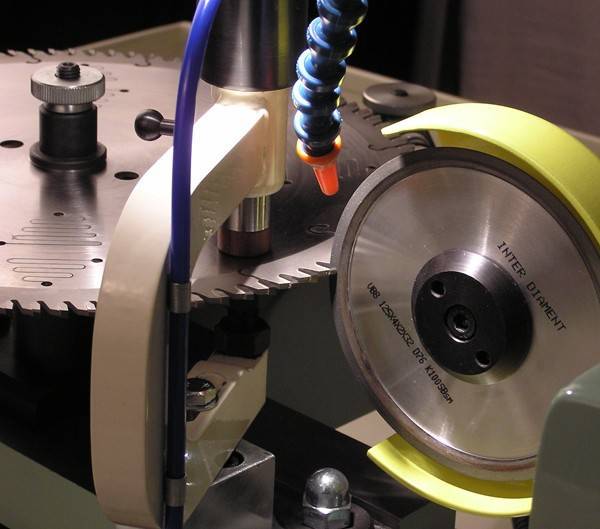
Как станком заточить диск
Применение специальных станков позволяет быстро и легко поточить циркулярную пилу. Главной задачей выступает контроль за углом подачи диска. Оператор выставляет его 1 раз, а затем перемещает зубья в область обработки, легко прижимая их плоскости к точильному кругу.
Самый простой станок состоит из следующих конструктивных элементов:
- двигатель с системой крепления заточного круга;
- направляющие с перемещаемой подставкой, которая подает полотно пилы в рабочую область;
- фиксатор режущего элемента пилы, удерживающий инструмент в неизменном положении при подаче к заточному кругу.
Перед проведением заточки диск обязательно обеззараживают.
Для заточки есть специальные станки
Ручной способ
Ручной напильник используют для заточки стальных дисков, так как при обработке режущей кромки элементов с победитовыми напайками сложно выдерживать правильный угол. Процедуру проводят, как и в предыдущем случае, после выполнения разводки зубьев.
Ознакомившись со следующими действиями, вы поймете, как точить циркулярку ручным способом:
- Режущий элемент зажимают в тисках или струбцине между 2 деревянными брусками длиной 100 мм и сечением 50х50 мм, чтобы поверхность находилась в горизонтальном положении.
- Маркером отмечают первый зуб, который подлежит обработке.
- Берут напильник, толщина которого позволяет ему свободно проходить в проемы между соседними зубьями.
- Точильный инструмент прикладывают одной стороной к обрабатываемой поверхности, а другой – к бруску.
- Медленными движениями с одинаковым усилием осуществляют заточку каждого зуба.
Применение такого метода считают рациональным при нечастом использовании пилы, так как осуществлять заточки в сравнении с другими способами намного труднее и дольше. При частой эксплуатации инструмента лучше приобрести специальный станок.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб
. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб
с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб
. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.









Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб
. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.
В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.

Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.





Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.

Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.

Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.






