

Заточка цепи бензопилы напильником
Профессионалы напоминают, что все зубья цепи для бензопил имеют специфическое строение. Стоит разобраться, какая часть зубца подлежит заточке, а какую сторону трогать не стоит. После заточки зубья должны иметь вид, максимально приближенный к заводскому.
Для цепей с диаметром в 1,3 рекомендуется использовать напильник с диаметром в 4 мм. Цепи с диаметром 1,6 затачиваются напильником на 5,2 мм. Для заострения ограничителя потребуется плоский напильник. Перед началом работ необходимо надеть перчатки, чтобы защитить руки от острых зубьев бензопилы. Во время заточки цепь должна быть натянута.
Этапы заточки цепи напильником:
- Зажать шину бензопилы в тиски. Неподвижный инструмент не будет мешать заточке.
- Мелом необходимо отметить зуб, с которого начинается заточка. В противном случае можно будет ходить по кругу, потратив лишнее время на процедуру.
- Установить зажим с напильником под углом 30 градусов к цепи.
- Легкими движениями точить зуб цепи бензопилы необходимо от себя. Для нового напильника достаточно 7 прогонов, чтобы придать остроту зубьям цепи.
- Заточив все зубья с правой стороны, бензопилу необходимо развернуть и точить левые зубья.
Требуется хороший напильник для заточки. Дешевые варианты инструментов быстро выйдут из строя после первого прогона по цепи. Если цепь слишком затуплена, напильником исправить ситуацию не получится. Необходимо рассмотреть альтернативные варианты заточки.
Как заточить цепь бензопилы своими руками
А сейчас фактически давайте разберем все конкретные методы, при помощи которых можно произвести доброкачественную, а главное правильную заточку самой цепи расположенную на бензопиле. Итак.
Заточка напильником
Ценится данный метод за возможность выполнения работы в всех, даже полевых, критериях, простоту процедуры и отсутствие необходимости использования дорогостоящего инструмента. Верно заточить цепь бензопилы ратфилем поможет инструмент только круглого сечения. Для определения характеристик ратфиля необходимо знать размеры самой пилы, а именно требуется определения шага расположения зубьев. Для обработки ограничителя глубины пиления направляющего зуба допускается внедрение плоской варианты.
Шаблоны либо лекала будут давать необходимое направление инструменту и способны облегчить работу. Их нужно закрепить на обрабатываемый участок. После выполнения предварительных работ можно приступать конкретно к процедуре согласно советам профессионалов:
- Закрепить цепь на струбцине.
- Выставить ратфиль для заточки цепи по шаблону.
- Выполнить натачивание зубьев, направленных в одну сторону, под избранным углом. Последний не должен изменяться. Сам же рабочий инструмент должен держаться так, чтоб его кончик выступал только на пятую часть собственной толщины. Двигать ратфиль необходимо очень плавненько, движения должны быть несильными. Оборотный ход необходимо делать холостым. Инструмент временами рекомендуется поворачивать, что дозволит понизить риск износа точильной стороны.
- Угол наклона инструмента должен быть прямым, а угол заточки цепи бензопилы по горизонтали — острым, при всем этом допускаются его конфигурации в спектре от 10 до 30°. За базу необходимо брать меньший зуб в ряду.
- Шину перевернуть и выполнить аналогичную работу для зубцов, которые идут в обратном направлении.
Имеет таковой метод и маленькие недочеты. А именно, нужны огромные временные издержки. Но зато не надо будет получать драгоценное оборудование либо особый инструмент.
Болгаркой
Один из методов заточить цепь пилы — это болгарка
Таковой метод не очень одобряется специалистами, так как высок риск повреждения как инструмента, так и того, кто конкретно и будет натачивать пилу. При всем этом на 1-ый взор этот способ нравится многим, но на практике всё еще труднее, чем кажется.
Все же, метод всё ещё животрепещущ.
- Цепь должна оставаться на шине.
- На болгарку крепится диск (лучше не новый) шириной в полтора-два мм.
- Перед цепью и шиной должна стоять маленькая преграда.
- Угол при заточке таковой же, как описано в первом методе.
- После процесса непременно подтянуть цепь.
Плюсы:
Сравнительная быстрота по сопоставлению с ратфилем.
Дешевизна (очень мала возможность привести в следующую непригодность диск болгарки).
Фактически не необходимы физические усилия.
Минусы:
Нужно познание техники безопасности и большой опыт работы болгаркой.
Заточка на станке
Без заморочек совладевает с поставленной задачей и станок для заточки цепей бензопил своими руками. Есть разные варианты использования подобного инструмента — автоматическая заточка либо вручную. К тому же можно сделать самодельный заточный станок для цепей.
Электронные станки для заточки предполагают установку пилы в особое отверстие устройства, после этого необходимо будет подобрать лучший угол заточки зубцов и включить бензопилу. После чего происходит самозатачивание зубцов цепи о наждачный камень. Но наилучшие заточные станки стоят дорого, потому для домашнего использования приобретаются изредка.
Воспользоваться станком, чтоб натачивать цепи вручную, просто. Деяния придется делать в последующей последовательности:
- Ослабить винт, который зажимает цепь.
- Настроить подходящий уровень заточки, при всем этом нужно найти наивысшую степень заточки после зрительного осмотра более тупого зубца. Еще выбираются углы заточки на станке ручном. Можно использовать особые таблицы, которые представлены в аннотации к пиле.
- Выполнить заточку согласно всем избранным характеристикам.
- Обработать цепь незапятнанным машинным маслом.
Есть 2 метода использования ручного станка с данной целью:
- Поочередный предполагает воздействие на каждый зубец вереницей, при всем этом нужно временами поменять полярность.
- Заточка каждого второго зубца, другими словами поначалу затачивается правый зубец, а потом левый. При всем этом смены полярности не требуется.
Как заточить напильником цепь бензопилы?
Использование специального напильника для заточки цепи бензопилы позволит подготовить инструмент к работе с предельной точностью и скоростью.
В силу особенности строения зубьев цепи на бензопиле их заточка требует применения специальных инструментов: напильников особой конфигурации и металлических шаблонов. Работать острой бензопилой не только быстрее и безопаснее, но и гораздо комфортнее.





Устройство цепи бензопилы
Основная рабочая составляющая бензопилы — цепь, на которой установлены зубья специальной формы.
В отличие от ручного инструмента, острая кромка которого создает себе узкий канал в древесине, зубья бензопилы работают по принципу рубанка. Двигаясь в массиве дерева, они послойно стачивают материал, который встречается у них на пути, создавая щель шириной около 5-7 мм.
Режущие зубья располагаются на цепи через одно звено с равномерным чередованием установки по правую и левую стороны.
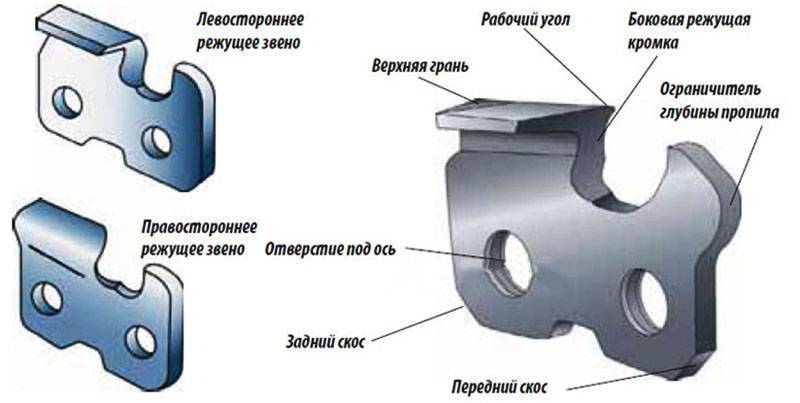
Режущее звено состоит из таких элементов:
- основание, при помощи которого звено крепится к цепи;
- лопатка зуба — миниатюрный рубанок, осуществляющий срезание стружки в горизонтальном направлении;
- ограничитель глубины — элемент, контролирующий толщину стружки и глубину рабочего хода;
- торцевое лезвие — примыкает под прямым углом к лопатке и обеспечивает легкое врезание пилы в древесину.
Основную работу выполняет лопатка зуба и торцевое лезвие, поэтому их износ происходит быстрее. Профессиональным лесорубам приходится иногда по 2 раза в день точить пилу, так что цепь рассматривается ими как обычный расходный материал.
При нерегулярных работах бензиновым инструментом важно определить момент, когда заточка становится необходимой. Такое ощущение необходимой заточки приходит со временем, позволяя вам самостоятельно получить неоцененный опыт использования бензопилы
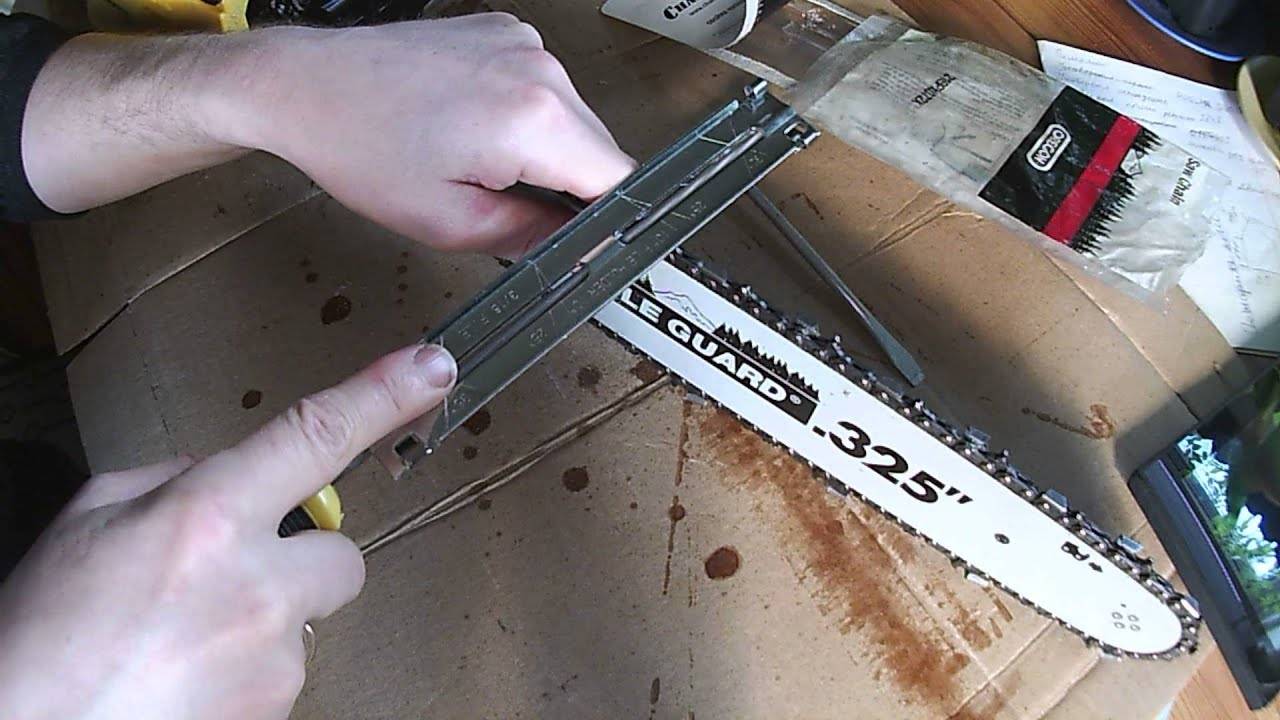
Заточка пилы напильником
Для заточки цепей бензопил существуют специальные инструменты. Часто они входят в комплект поставки с самим инструментом, но в случае их отсутствия такие приспособления можно докупить в магазинах с бензопилами либо заказать.
Самый простой набор инструментов состоит из таких элементов:
- круглый напильник, оборудованный держателем с разметкой углов заточки;
- плоский напильник;
- шаблон для стачивания ограничителя глубины врезки;
- шаблон для зубьев;
- крючок для очистки пилы от налипших опилок.
Внутренняя плоскость торцевого лезвия имеет конфигурацию, близкую к окружности, поэтому для придания ей остроты используют круглый напильник в специальной оправе.
Такая рама удерживает инструмент в нужном положении, а разметка на ней позволяет произвести правильную заточку даже при отсутствии опыта обращения с бензопилами.
Напильник ставят на зуб таким образом, чтобы рабочая кромка звена находилась в пространстве между ним и рамкой. Инструмент поворачивают в горизонтальной плоскости до того момента, пока линия разметки на нем не станет параллельной шине бензопилы.
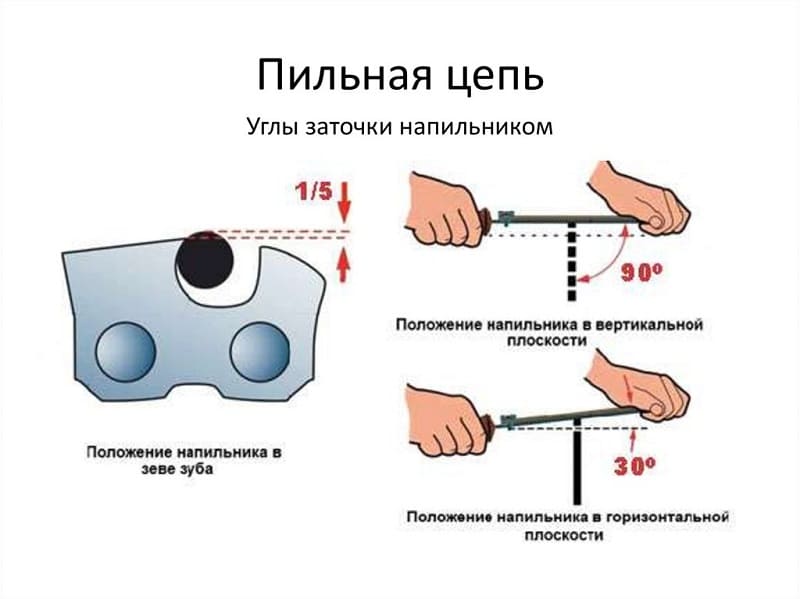
Идеальное положение напильника должно быть таким, чтобы он находился под углом 30° к шине и располагался параллельно поверхности стола или верстака, на котором проводится работа.
Заточка осуществляется движениями от себя, при этом нужно периодически проверять остроту зуба, чтобы не сточить слишком много металла. При работе следует придерживать цепь пальцами левой руки, так как она будет немного отклоняться, делая угол заточки нестабильным.
Сначала точат все зубья одного направления, после чего пилу разворачивают на 180° и повторяют весь цикл операций.
Следующий шаг — стачивание ограничителя глубины. Операция производится при помощи предназначенного для этого шаблона, который устанавливается под углом на рабочее звено пилы. При этом часть ограничителя будет немного выглядывать из шаблона. Этот фрагмент и подлежит заточке.
В зависимости от типа древесины, с которой вы работаете чаще всего, глубина захода звена может отличаться. Для ее регулировки на шаблоне существуют два типа отверстий: одно с маркировкой «Hard» — соответствует твердым типам материала, второе — «Soft» — для хвойных пород.
При заточке нужно следить, чтобы все звенья имели одинаковый размер. Если этот параметр отличается для каждого элемента цепи, то за эталон принимается самое короткое звено.
В некоторых, особо запущенных случаях, работа напильником с такими цепями становится непродуктивной, так как требует больших затрат силы и времени. Тогда на помощь приходят специальные ручные и электрические станки.
Понятие шага и его значение
Под шагом цепи подразумевают расстояние между любыми тремя заклепками. В цепях для пил эта длина характеризует удаленность двух режущих зубьев относительно друг друга. Величина шага равняется и длине между вершинами двух соседних хвостовиков цепи (направляющие элементы, заходящие в паз шины). Для того чтобы правильно определить шаг цепи бензопилы производят замер расстояния между осями идущих подряд трех заклепок.
Конструкция цепи бензиновой пилы.
Существует обоснованная закономерность, которая гласит о том, что чем больше расстояние между режущими зубцами цепи, тем глубже они входят в распиливаемый материал. Увеличивая шаг цепи бензопилы, можно повышать ее производительность. При этом, соответственно, изменяется усилие для вращения приводной звездочки. Требуется понимать, что чем выше шаг, тем больше силы нужно приложить для ее протяжки во время распиловки материала и тем больше должна быть мощность двигателя.
Современные производители бензиновых пил используют три основных вида пилящих цепей со следующими значениями шага, измеряемого в дюймах:
- 0.325;
- 0.375 (применяют в классификации маркировку 3/8);
- 0.404.
От шага цепи зависит качество и точность создаваемого реза в материале. Если качество разрезания при работе бензопилой не имеет глобального значения, то точность реза иногда важна при роспуске бревен или досок, для этого нужно учитывать зависимость шага пилы на роспуск древесины по заданным разметкам.
Положение напильника при заточке цепи бензопилы.
Чем выше расстояние между зубьями, тем больше возникает вибраций и паразитирующих сил, стремящихся смещать его рабочую шину в разных направлениях ,и тем грубее создаваемый распил из-за разрывов волокон дерева. Соответственно, повышается усилие для удержания пилы в руках.







Правило подбора цепи указывает на то, что шаг между зубьями прямо пропорционален производительности, запасу мощности мотора и обратно пропорционален точности создаваемого реза.
Специфика зубьев бензопилы
У зубьев пилы есть своя специфика, поэтому, чтобы понимать, какая именно часть зубьев подлежит заточке, надо знать, как устроен процесс спила древесины. По сути, данный процесс можно сравнить с рубанком.
Режущее звено зубьев устроено следующим образом:
- основание;
- лопатка зуба;
- ограничитель по глубине среза;
- торцевая грань;
- верхняя грань.
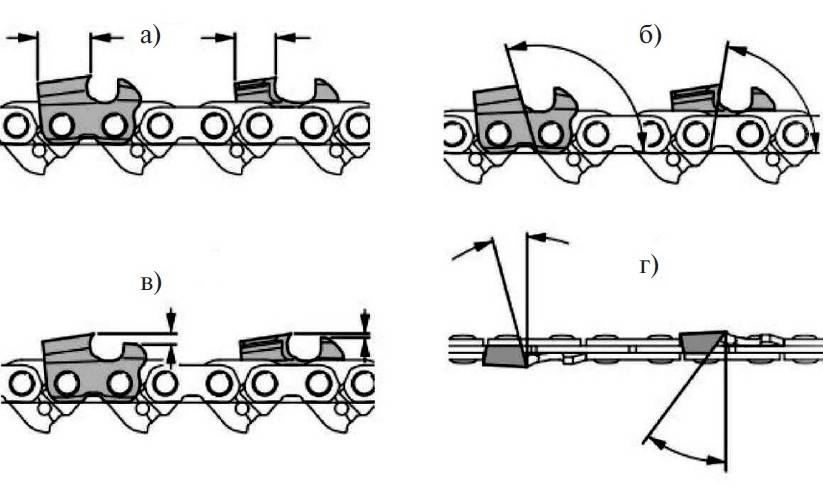
Во время проведения процедуры заточки вручную, необходимо осуществлять контроль над такими параметрами как, угол заточки и уровень высоты ограничителя. Эти параметры должны оставаться приближенными к тем, которые заявлены у производителя. Правильная заточка гарантирует работу инструмента на должном уровне.
Не рекомендуется слишком сильно стачивать звенья или менять их порядок. Правильность расположения отвечает за исправную работу инструмента, иначе возникает шанс повышения нагрузки на корпус и двигатель прибора. Возникает вероятность в разрыве звеньев, а также гарантия кривого среза.
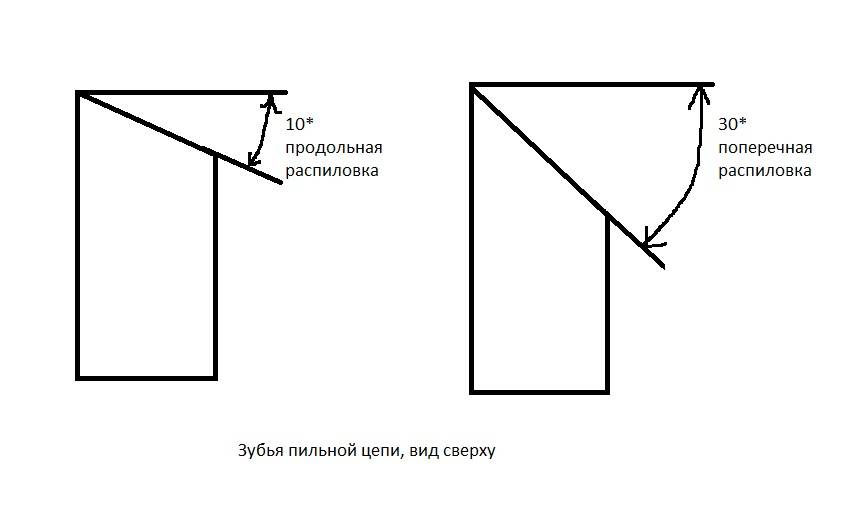
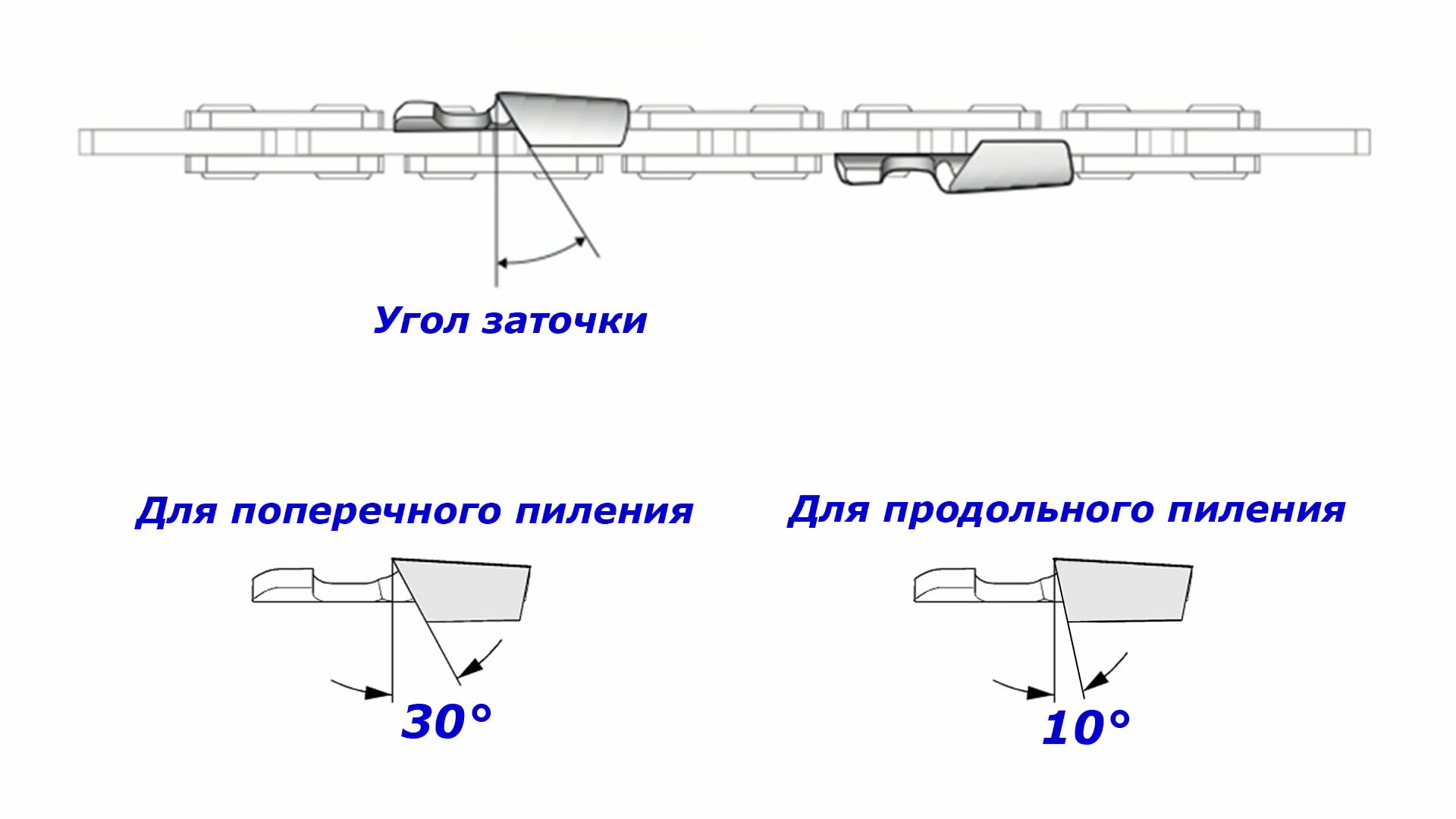
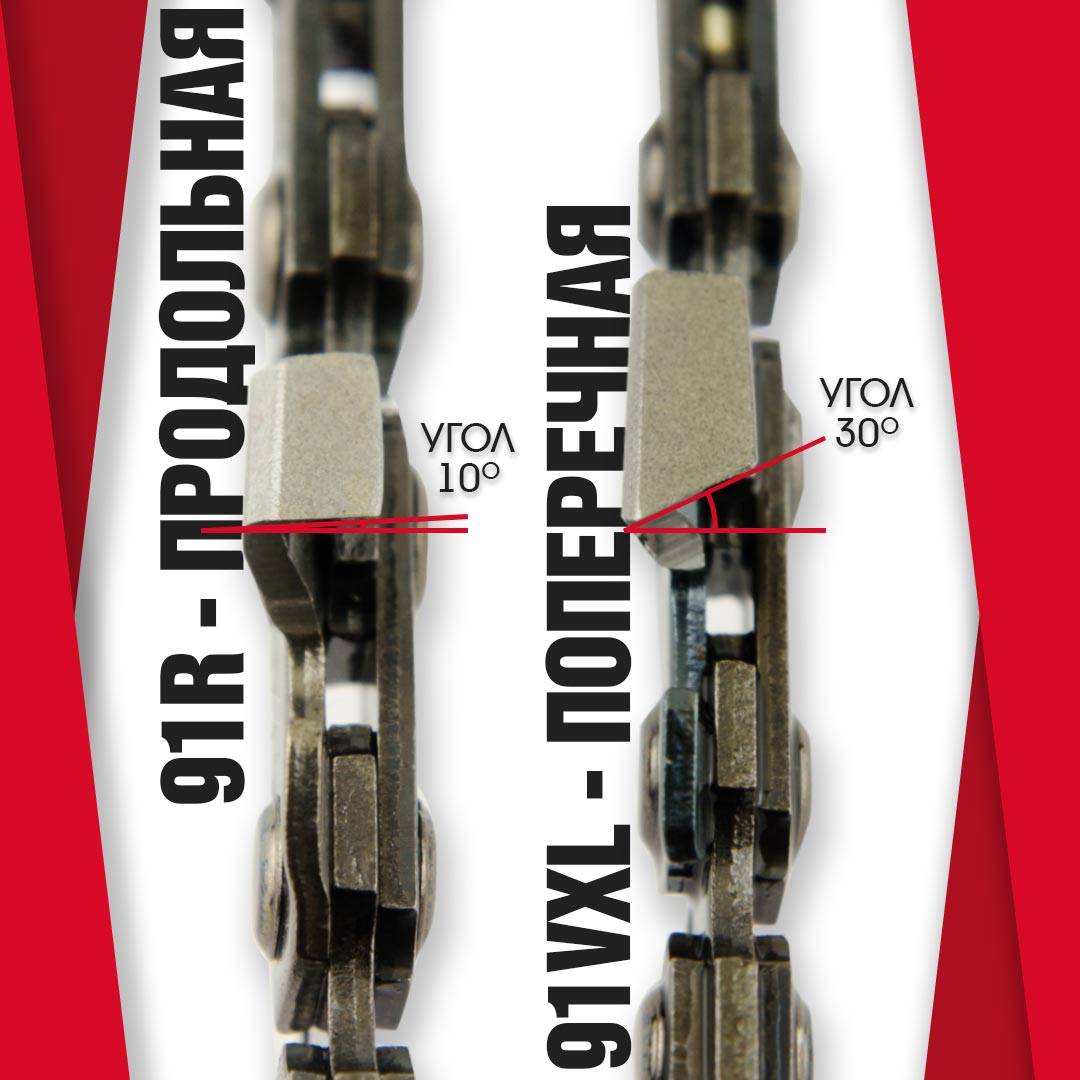
Основное, на что следует обращать внимание, выполняя процесс в домашних условиях и своими руками, следующее: чем выше значение угла, тем сильнее повышается производительность пилы. Поэтому выполнять процесс приведения пилы в рабочее состояние необходимо под острым углом в промежутке от 25 до 35 градусов
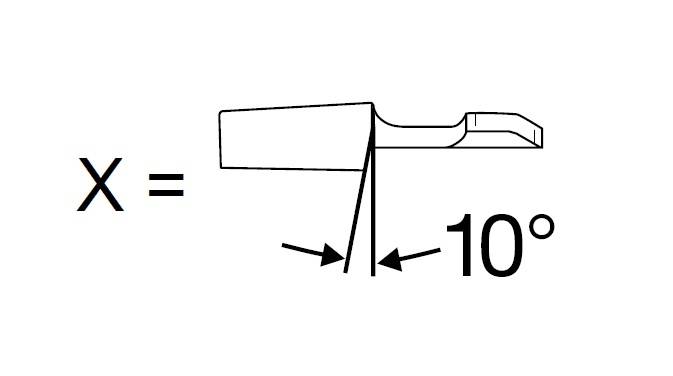
К исключениям можно отнести случаи, когда необходимо выполнять продольный распил, тогда угол составляет 10 градусов.
Этапы работ при ручной заточке в домашних условиях
Наточить цепи в домашних условиях можно, используя специальный круглый напильник с державкой. Для этого соблюдают следующие этапы проведения операции:
- Шину с цепью фиксируют при помощи тисков таким образом, чтобы ее верхняя линия находилась в горизонтальном положении.
- Берут за точку отсчета наиболее короткий зуб и отмечают его маркером или нитроэмалью.
- Тело напильника круглого заводят под главную режущую кромку, прижимая его к углу по всей линии и одновременно придавливая державку к поверхности зуба. Благодаря державке круглый напильник автоматически примет нужное положение, выступая по отношению верхней плоскости зуба бензопилы.
- Уверенными ровными движениями от себя, не меняя угла подачи, два или три раза проводят напильником по скошенной поверхности верхней режущей кромки.
- Вращают напильник по своей оси, чтобы не произошла выработка абразивной поверхности, и повторяют операцию так до тех пор, пока зуб не заострится.
- После этого при помощи шаблона для заточки цепи проверяют высоту ограничителя и, если нужно, стачивают его плоским напильником.
- Далее через один зуб повторяют весь цикл операций, пока не дойдут до первоначально отмеченного зуба.
- Переворачивают шину противоположной стороной и затачивают через один все остальные зубья бензопилы.
Виды напильников и советы по выбору
Как уже стало понятным, подбирать напильник для заточки зубьев цепи бензопилы нужно круглого диаметра и плоский. Многие производители моторизованного инструмента этой специфики для удобства потребителей попутно выпускают заточные наборы, где такие напильники уже присутствуют в комплекте
Но здесь тоже важно не ошибиться: для конкретной цепи нужен напильник подходящего диаметра. Величина его определяется исходя из шага зубьев цепи
Следуя правилам, прежде чем выбрать напильники для заточки цепи бензопилы, по маркировке цепи определяют ее точный шаг. Далее придерживаются рекомендаций:
| Величина шага | Диаметр напильника, мм |
| 0,25 | 2х2 |
| 0,325 | 2х2,4 |
| 0,375 | 2х2,6 |
| 0,404 | 2х2,75 |
Бывают пильные цепи, где уместно применять круглые напильники с диаметром поперечного сечения, равным 2х1.6 миллиметра.
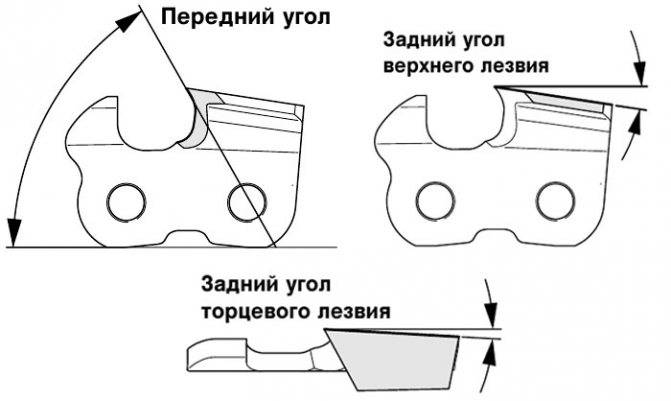
Как определить угол зуба?
Покупая бензопилу, необходимо приобрести специальный шаблон, который позволяет проверять и затачивать зубья пильной цепи под необходимым углом. Шаблоны продаются отдельно и поставляются в комплекте с бензопилой. С его помощью можно контролировать значения задних углов у верхней и конечной лопатки, а также переднюю кромку края зуба. AliExpress
Рисунок 2
Очень важное значение имеет определение заднего угла верхнего лезвия с помощью шаблона, так как диапазон значения этого угла варьируется от 50° до 60°, а любое отклонение чревато повышением износа. Для того чтобы измерить угол заточки, необходимо выполнить следующие действия:. Для того чтобы измерить угол заточки, необходимо выполнить следующие действия:
Для того чтобы измерить угол заточки, необходимо выполнить следующие действия:
- Установить перпендикуляр по отношению к поверхности цепи или ровной поверхности кромки зуба.
- Выставить шаблон по отношению к зубу.
- Установить круглый напильник в шаблон и проверить смыкание.
- Если есть отклонения зуба от шаблона – значит угол не соответствует параметрам заточки и его необходимо выправить.
Определять угол с помощью измерительных приборов нецелесообразно, так как способы измерения без шаблона имеют высокую погрешность, которая скажется на качестве распила и эксплуатационных характеристиках бензопилы.
Выбор напильника. Правильное ведение напильника. Заточка режущей кромки зуба
Выбор напильника
Диаметр круглого напильника выбирается в зависимости от шага зубьев пильной цепи.
Найдите значение шага цепи в следующей таблице, в строке будет указан диаметр напильника и артикулы для заказа.
| Шаг цепи | Диаметр круглого напильника, мм | Артикул Stihl | |||||
| Дюймы | мм | Круглого напи-льника | Державки напильника | Опиловочного шаблона | Плоского напильника | Набор для заточки (2 напильника+ державка+шаблон) | |
| 1/4P | 6,35 | 3,2 | 56057713206 | 56057504300 | 00008934005 | 08142523356 | 56050071000 |
1.4 | 6,35 | 4,0 | 56057724006 | 56057504327 | 11108934000 | 08142523356 | 56050071027 |
3/8 P | 9,32 | 4,0 | 56057724006 | 56057504327 | 11108934000 | 08142523356 | 56050071027 |
0.325 | 8,25 | 4,8 | 56057724806 | 56057504328 | 11108934000 | 08142523356 | 56050071028 |
3.8 | 9,32 | 5,2 | 56057725206 | 56057504329 | 11108934000 | 0814253356 | 56050071029 |
0.404 | 10,26 | 5,5 | 56057725506 | 56057504330 | 11108934000 | 08142523356 | 56050071030 |
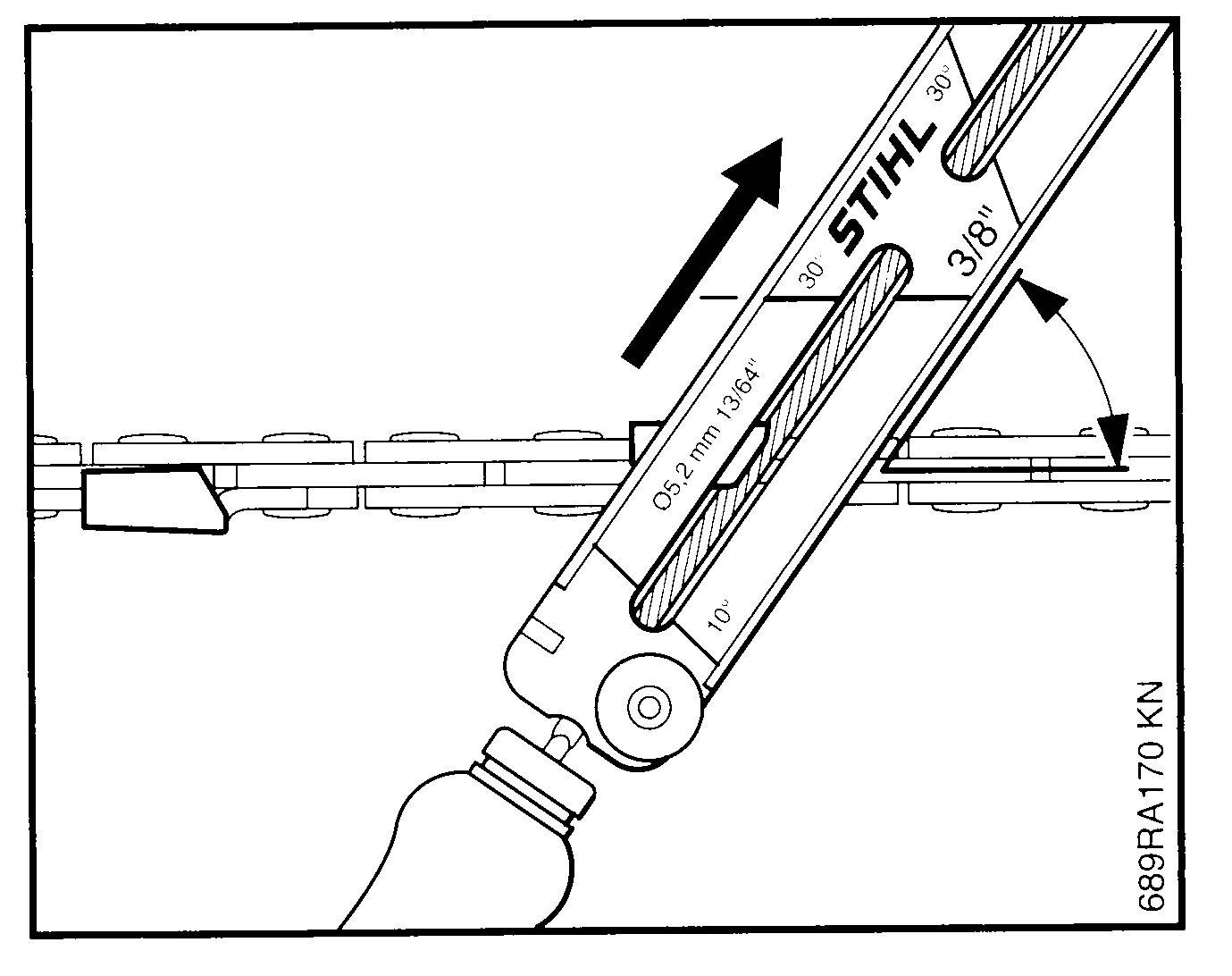
Ведение напильника
При ведении напильника, одной рукой крепко держите его за рукоятку, а другой рукой направляйте его вперед вдоль режущего зуба. Всегда начинайте с самого короткого зуба и прикладывайте напильник к режущему зубу таким образом, чтобы его можно было вести вдоль режущего зуба, надавливая изнутри наружу. Всегда производите заточку под углом 90° к направляющей шине. Напильник прижимается к режущему зубу только при движении вперед, при движении назад отводите напильник. Немного проворачивайте напильник через определенные промежутки времени, чтобы избежать одностороннего его износа. По стандарту, пильные цепи STIHL, затачиваются под углом 30° – параллельно сервисной маркировке угла заточки. Ведите напильник таким образом, чтобы четвертая часть диаметра напильника выступала за верхнюю режущую грань зуба. Первый зуб, который Вы выбрали, необходимо затачивать до тех пор, пока снова не будет достигнуто превосходное качество реза.
После этого заточите все режущие зубья на одной стороне на ту же длину, после чего переверните бензопилу на 180° и заточите все зубья на другой стороне. Все режущие зубья должны быть заточены на длину равную длине того режущего зуба, который Вы затачивали первым. Он служит ориентиром. Считайте проходы напильником и делайте одинаковое количество проходов на каждом режущем зубе, чтобы обеспечить одинаковую длину всех зубьев.
Если вы увидите, что режущие зубья одного ряда короче, чем другого, это означает, что на этой стороне Вы надавливали на напильник сильнее. Сравняйте длину режущих зубьев, сделав один-два прохода напильником на более длинных зубьях.
Корректировка ограничителя глубины резания
Глубина резания a – это величина зазора между верхней гранью зуба и ограничителем пропила, регулирующая глубину врезания в древесину, т.е толщину стружки. Чаще всего встречаются цепи с зазорами 0,018 дюйма (или 0,45мм) для шага 1/4″P, в 0,026 дюйма (или 0,65 мм) для шага 1/4″, 3/8″P, 0,325″, 3/8″ и 0,031 дюйма (или 0,8 мм) для шага 0,404″, реже — с зазорами до 0,07 дюйма (или 1,778 мм), последние предназначены для агрегатов машинной валки леса.
Глубина резания в значительной степени определяет производительность пиления. Чем больше зазор – тем выше производительность. Оборотной стороной производительности является вибрация. Так цепи с маленькой глубиной резания в пропиле движутся мягче, меньше «дергаются». Поэтому для баланса вибрации и производительности, часто на цепи с большим шагом устанавливают резцы с малой глубиной резания, и наоборот. При заточке режущего зуба расстояние до ограничителя глубины уменьшается. По окончании заточки всех режущих зубьев следует проверить расстояние до ограничителя глубины и при необходимости откорректировать. Используйте для проверки расстояния до ограничителя глубины контрольный калибр, соответствующий шагу цепи.
Для этого просто наложите контрольный калибр на пильную цепь. Если ограничитель глубины выступает за контрольный калибр, его следует немного сточить напильником.
Доработайте ограничитель глубины так, чтобы он не выступал за контрольный калибр. У пильных цепей с ведущим звеном с выступом, выступ обрабатывается одновременно с ограничителем глубины. В завершение подточите верхнюю кромку ограничителя глубины под углом параллельно сервисной маркировке – при этом не опускайте ещё больше самый высокий участок ограничителя глубины. Следите за тем, чтобы только что заточенные режущие зубья не обрабатывались плоским напильником. Если перестараться с ограничителем глубины, увеличится отдача бензопилы.
Конструкция цепи бензопилы
- Режущие левые и правые зубья.
- Ограничитель (контроль глубины запила).
- Ведущее звено.
- Заклепки.
Для удобной работы с бензопилой необходимо затачивать каждый зубец по левой и правой стороне. Существует 2 основные формы зубьев цепи бензопилы:
- Чиппер — наиболее распространенная форма. Профиль закруглен, поэтому заточка производится преимущественно круглым напильником. Затупляется чиппер достаточно быстро.
- Чизель — профиль зубца напоминает цифру 7, поэтому при непосредственном контакте с древесиной из-за небольшой площади контакта срез получается легче и чище. Однако в заточке данная форма больше недостаток, чем преимущество.
Технологические усовершенствования
Разработанная Джозефом Коксом концепция режущего звена мало изменилась за прошедшие годы. Конечно же, ее пытались модернизировать, но все предпринимаемые усовершенствования касались либо системы смазки, либо борьбы с вибрацией и обратной отдачей.






Система смазки
Смазка цепи и шины – очень важный фактор. Конструкция цепных пил включает насос, подающий масло из бака к режущей системе через специальные отверстия. А вот дальше его распределяет сама цепь. Хвостовики, проходя звездочку, «захватывают» смазку и «растаскивают» ее по всей шине и цепи. Нижнюю часть им для того и оформляют в виде крючка – чтобы «хватали» побольше, а «теряли» поменьше. Для дополнительного удержания смазки в хвостовиках высверливают специальные отверстия или фрезеруют каналы. В системе смазки нередко задействуют и соединительные звенья – в них делают дополнительные углубления для смазки.
Обильная смазка снижает трение и нагрев, тем самым не только увеличивая ресурс работы каждого элемента, но и снижая растяжение цепи. Так что постоянный контроль над процессом смазки – в интересах каждого пользователя. Осуществляется он достаточно просто: при разгоне цепи микроскопические капли масла (если оно подается в достатке) образуют масляный след в виде полосы на любой светлой поверхности (например, на стволе дерева, который собираются пилить), если поднести к ней конец шины. Отсутствие следа – тревожный сигнал, указывающий на отсутствие смазки и требующий немедленного решения проблемы (проверки наличия масла, чистки паза шины, регулировки насоса и т.д.). И еще один момент: современные бензопилы допускают установку цепей и шин различной длины, но прежде чем задействовать новую гарнитуру, необходимо убедиться, что масляный насос справится с ее «обработкой».
Для совершенствования процесса смазки многие производители в России предлагают специальные масла. Они изготовлены на растительной основе (например, рапса) с использованием полимерных добавок, самонейтрализующихся в течение двух часов при попадании на растения и почву. Помимо экологических преимуществ, смазывающие свойства этих масел на 30% выше, чем у автомобильных. Да и расход у них примерно на 25% меньше.
Борьба с вибрацией и обратным ударом
Вибрация опасна тем, что в результате ее длительного воздействия (как это бывает, например, у профессиональных вальщиков) может развиться так называемый симптом Рейно: в результате ухудшения кровоснабжения кончики пальцев теряют свою чувствительность, болезненно реагируют на температурные изменения.
Стремление производителей снизить вредное влияние высокочастотных колебаний сводится в основном к разработке специальных амортизирующих деталей. Причиной вибрации являются постоянные столкновения режущих зубьев с древесиной. В момент, когда резец ударяется рабочей кромкой о древесину, он на какую-то долю секунды останавливается, будучи зажат между деревом и направляющей шиной. При этом часть энергии удара волной передается через цепь и ведущую звездочку на руки оператора. Еще часть также через цепь сообщается направляющей шине и, опять же, рукам оператора. Если снизить силу удара, то понизится и уровень вибрации.
Снижению тряски способствует скошенный ограничитель пропила – благодаря ему цепь движется мягче, дерево более плавно соскальзывает с режущего зуба. Этой же цели служат и специальные амортизационные выступы на ведущих и соединительных звеньях.
Еще один эффективный способ – скошенная или завышенная пятка режущего звена. Такая конструкция позволяет пильной цепи слегка просесть в момент удара режущего зуба о древесину, и звено не сразу бьет по шине, да и сила этого удара заметно снижена. В результате уменьшается не только вибрация, но и износ шины и цепи.
Эти конструктивные элементы призваны помогать и при обратном ударе – ситуации, возникающей, когда пользователь касается какой-либо твердой поверхности носком шины при движущейся цепи (если проводить аналогию с часовым циферблатом – сектором «от 12 до 3 часов»). При этом пила резко отскакивает, создавая травмоопасный момент. Скошенный ограничитель резания и амортизационные выступы минимизируют этот эффект.





