Выбор шарошек для дрели
Ещё до того как приступить к обработке изделия борфрезами, следует правильно подобрать эту насадку
Главным параметром, на который следует обращать внимание — головка должна применяться для работы с тем типом металла, для которого она и предназначена. Поэтому, если вы планируете обрабатывать изделия из металлов мягкого типа, то рекомендуется применять головку укреплённый заточки. Подобная насадка не только обеспечит высокое качество обработки, но и сократит время на выполнение этой операции
Подобная насадка не только обеспечит высокое качество обработки, но и сократит время на выполнение этой операции.
В том случае, когда приходится работать с изделиями, выполненными из закалённых материалов, рекомендуется выбирать головку для дрели, представляющую класс насадок с алмазной заточкой. У подобных насадок имеется немало достоинств, главными из которых является высокая устойчивость к износу и удобство в использовании.
Используя эту головку, вы получаете гарантию того, что по окончании работы материал приобретёт гладкую и равномерную поверхность.
Довольно часто специалисты выбирают головки для дрели с двойной заточкой, что связано с их высокой эффективностью и способностью хорошо снимать металлическую поверхность. Иногда приходится обрабатывать материал, который поверхность которого должна по окончании операции остаться чистой
В этом случае вам следует обратить внимание на головку с заточкой улучшенного типа
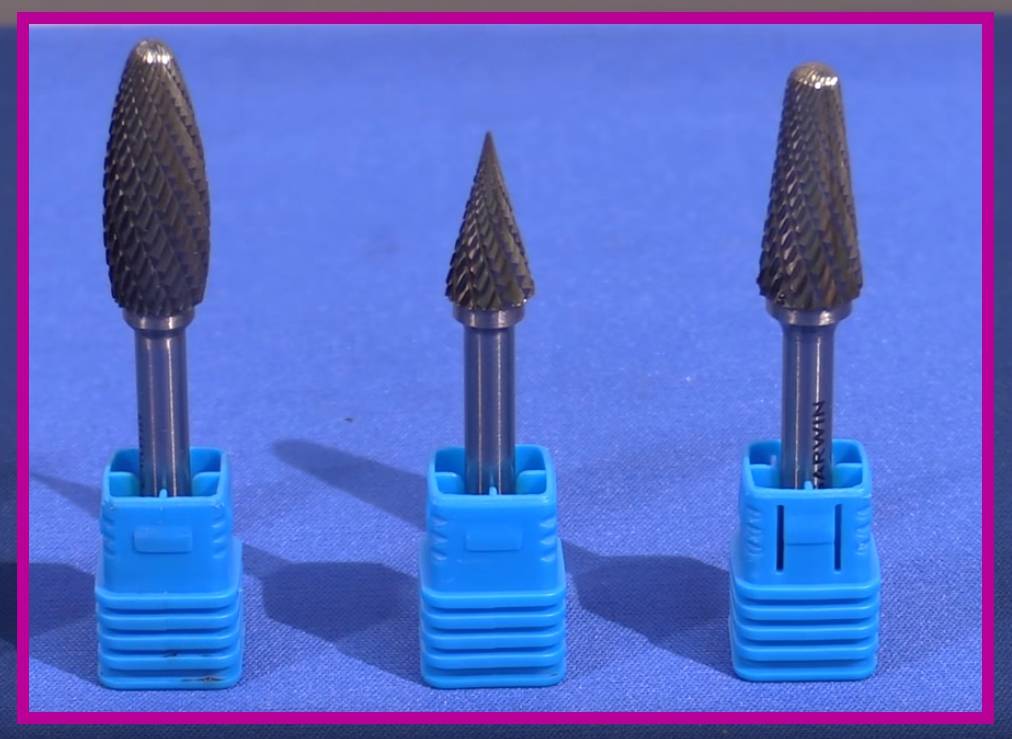
Виды шарошек
На рынке присутствует широкий ассортимент борфрез, которые отличаются размерами или своей конфигурацией. Такое многообразие позволяет выбрать нужное приспособление в зависимости от цели использования и структуры обрабатываемого материала.
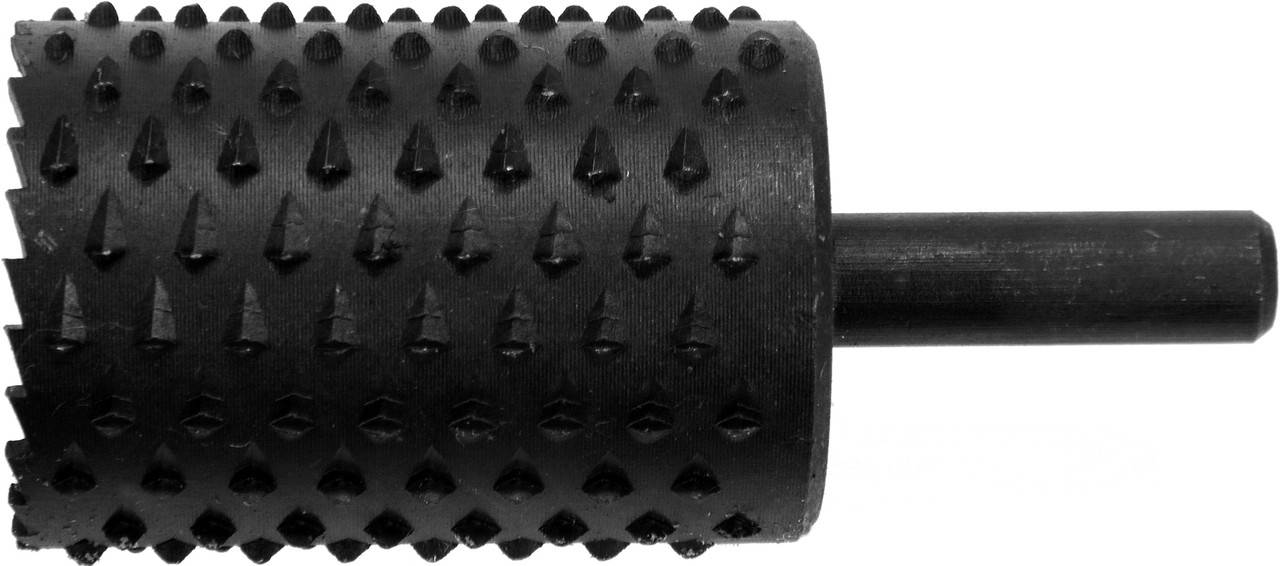
Цилиндрические шарошки бывают с гладким, зубчатым или сферическим торцом. Они используются для увеличения отверстий под определенным углом. Ими удобно также затачивать инструмент, например, отвертки.
Формы рабочих головок шарошек
Сферическая насадка позволяет отшлифовать сварной шов изнутри с углом в 90 градусов и меньше. С ее помощью можно также зачистить небольшие дефекты металла на детали или убрать подтеки краски, особенно при ограниченном доступе к поверхности.
Овальная форма шарошки по металлу представляет нечто среднее между цилиндрической и сферической. Она предназначена для зачистки торца заготовки и внутренних полостей определенной формы.
Параболическая головка борфрезы бывает скругленной или заостренной. Скругленная головка удобна при формировании канавок или зачистки углублений. Ее пользуются, когда надо прочистить, например, маслопровод. Острая парабола зачищает кромки шестеренок от заусениц, а также внутренние сварные швы в узких местах.
Шарошка для дрели в форме язычка пламени наиболее универсальна, так как соединяет в себе преимущества параболы и бочкообразного овала. Она эффективна при обработке самых сложных поверхностей.
Зенкер — особый борфрез по металлу, применяющийся в обработке цилиндрического или конического отверстия. Он незаменим для формирования внутренней резьбы или снятия ровной фаски с кромки конусного отверстия.
Назначение и особенности инструмента
История борфрез насчитывает не один десяток лет, в течение которых данный инструмент постоянно совершенствовался. Между тем за время, прошедшее с момента изобретения борфрезы, ее конструкция практически не изменилась. Как и прежде, любая шарошка состоит из хвостовика, при помощи которого она фиксируется в патроне используемого оборудования, и рабочей части, выполняющей основную работу по резке.






Обработка при помощи борфрез осуществляется вращающимся инструментом, при этом скорость его вращения может доходить до 60 000 об/мин. В связи с этим при использовании шарошек следует учитывать, что оборудование, на которое они будут установлены, должно обеспечить им высокую скорость вращения.

Преимуществом использования борфрез в паре с ручным инструментом является возможность обработки труднодоступных поверхностей
При выборе борфрез по металлу руководствуются такими параметрами, как:
- тип обработки, которую предстоит выполнить;
- характеристики материала, из которого изготовлено обрабатываемое изделие;
- размеры обрабатываемых элементов.

Насечка борфрезы должна соответствовать типу обрабатываемого материала
Борфрезы, предназначенные для работ по металлу, благодаря своим характеристикам и функциональным возможностям находят широкое применение во многих сферах. Это, в частности, машино- и автомобилестроение, электронная промышленность, ювелирное дело, полиграфия и др.
Борфрезами, рабочая часть которых может иметь очень миниатюрные размеры и различную конфигурацию, выполняют обработку рабочих поверхностей матриц и литейных форм, наносят на поверхность изделий из металла различные узоры и надписи, растачивают и шлифуют отверстия и пазы, отличающиеся даже значительной глубиной и сложной конфигурацией.

Граверные борфрезы для миниатюрных работ
Среди домашних умельцев борфрезы по металлу также пользуются большой популярностью. Используя такой универсальный и эффективный инструмент, установленный на обычную электрическую дрель или шуруповерт, можно быстро и аккуратно зачистить сварной шов, расточить отверстие или паз, снять с детали острые края, отшлифовать мелкие элементы из металла, сделать поверхность металлического изделия идеально ровной и гладкой.
Правила использования шарошек для дрели
До середины 80-х годов прошлого столетия многие производители, выполняя обработку при помощи борфрез, делали это вручную. В тот момент, когда начали приобретаться более современные и доступные ЧПУ, изменился подход к использованию этих насадок, поскольку теперь их можно было применять в сочетании со станками.
Ручной метод использования этих головок не позволяет обеспечить идеальное качество поверхности, которая остаётся неровной. Вдобавок к этому это негативным образом сказывается на самом инструменте, у которого зазубриваются края и в результате сокращается его эксплуатационный ресурс.
Появление ЧПУ позволило улучшить определённые характеристики. В первую очередь производители теперь могут выбирать желаемую частоту и глубину канавок, их концентричность, а также угол наклона. Все это позволило и увеличить срок службы насадки. Итогом этого стала возможность обеспечить более эффективный результат обработки.
Негативным моментом ручной обработки является повышенный износ рабочей части шарошки
Для увеличения срока службы инструмента важно в точности следовать правилам его эксплуатации
В первую очередь необходимо уделять внимание следующим моментам:
Важно добиваться наиболее полного взаимодействия между борфрезой и рабочей заготовкой. За счёт этого можно улучшить качество обработки. Однако во время подобной операции важно не допускать контактирования заготовки с хвостовиком инструмента, поскольку из-за этого может произойти перегрев, а это чревато разрушением припоя.
Необходимо избегать значительного давления на борфрезы. Если нагрузка на головку будет значительной, то это уменьшит скорость обработки. Ввиду повышенного давления инструмент начнёт перегреваться и в результате сократится срок его службы.
По мере необходимости нужно менять изношенные шарошки. Если головка достаточно износилась, то оператор вынужден оказывать всё большее давление на обрабатываемое изделие. И чаще всего это заканчивается повреждением не только самой насадки, но и пневмомашины.
Необходимо регулярно обрабатывать инструмент специальной смазкой, которая поможет избежать перегрузок и улучшит скольжение насадки. Для обеспечения лучшей работы желательно периодически опускать насадку в специальную смазку, в качестве которой обычно выступает синтетическое вещество или жидкий воск.
В процессе использования шарошки важно обеспечить высокую скорость обработки, что не только продлит срок службы инструмента, но и поможет избежать необязательных расходов. При работе в скоростном режиме уменьшается риск появления неровностей и заусенец на обрабатываемом изделии
Вдобавок к этому появляется возможность для свободной обработки пазов и углов рабочего металла. Также это позволяет свести к минимуму вероятность заклинивания борфрез. При выборе скорости рекомендуется ориентироваться на следующий показатель – 450–950 метров в минуту.
Этот параметр считается оптимальным для обеспечения эффективной работы пневмомашины. Точное значение определяют с учётом диаметра используемой насадки
Помимо этого, важно периодически проводить обслуживание воздухоподающих систем рабочего места. Если рабочая скорость будет грамотно подобрана, то это обеспечит качественный результат и ускорит обработку
Для работы с металлическими изделиями важно правильно подобрать инструмент для обработки, включая и используемые насадки. Именно поэтому рекомендуется и специалистам, и любителям применять такой тип инструмента, как шарошки для дрели
Помимо того, что они способны упростить подобную работу, появляется возможность и сократить время, необходимое на обработку рабочего металла.
Однако в любом случае необходимо первым делом подобрать подходящий тип насадки, где следует учитывать прочность материала, который планируется обрабатывать. Это главный параметр, который способен значительно повлиять не только на эффективность обработки металлического изделия, но и на срок службы инструмента.










Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
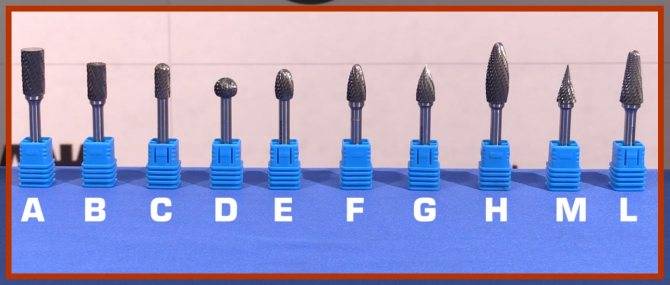
Формы борфрез
Борфрезы выпускают с различными по форме головками.
- Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.
Изображение №2: обработка заготовки цилиндрической борфрезой
Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.
Изображение №3: обработка заготовки цилиндрической бофрезой с торцом
Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
Изображение №4: обработка детали сфероцилиндрической бофрезой
Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
Изображение №5: применение сферической борфрезы
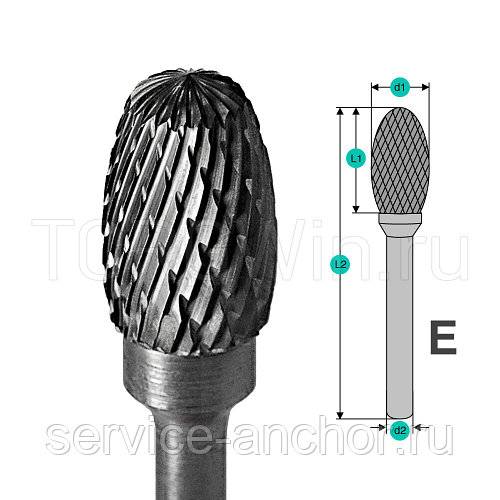
Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
Изображение №6: обработка заготовки овальной борфрезой
Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.
Изображение №7: обработка детали параболической борфрезой типа F
Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
Изображение №8: применение параболической борфрезы типа G
Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.
Изображение №9: обработка детали пламевидной борфрезой
Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.
Изображение №10: обработка детали конической борфрезой типа J
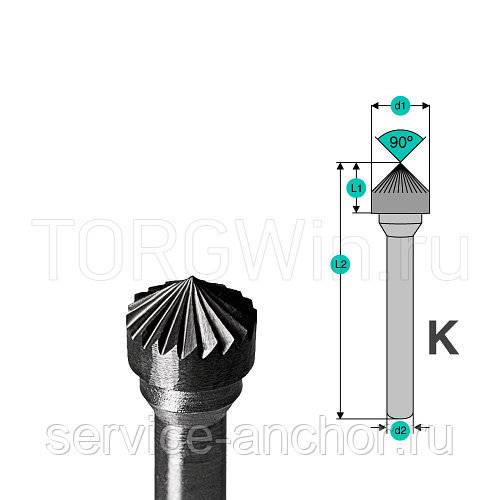
Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
Изображение №11: применение конической борфрезы типа K
Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.
Изображение №12: обработка детали конической борфрезой с закругленным концом
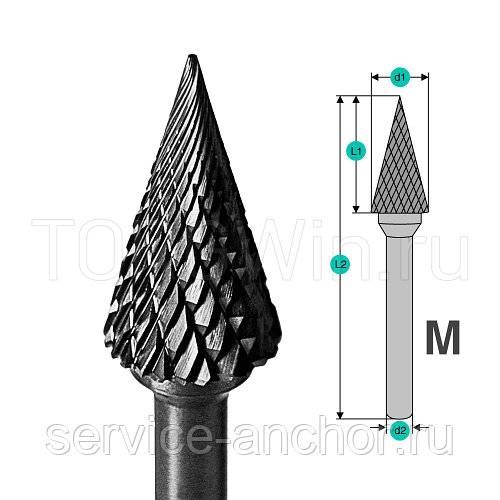
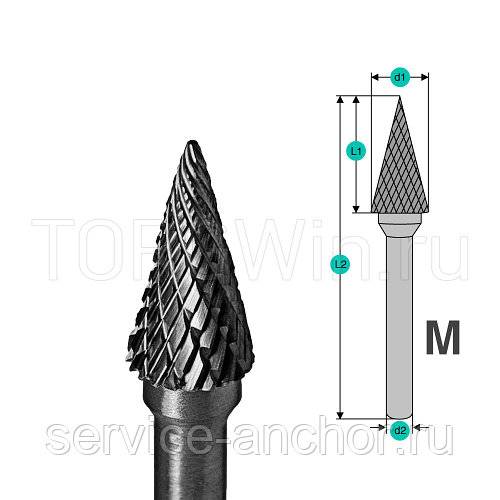
Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
Изображение №13: применение конической борфрезы с заостренным концом
Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.
Изображение №14: применение конической борфрезы с обратным конусом
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
- Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
- Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
- Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
- Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
- Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
- Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.
Фотография №2: борфрезы с алмазными заточками
Особенности и применение борфрезов
Такая разновидность насадок, как борфрезы отличаются в первую очередь свойствами инструментального материала, в качестве которого выступает сплав твёрдой основы. Именно благодаря сплаву инструмент демонстрирует высокий уровень стойкости, из-за чего обработка материала вне зависимости от его вида требует меньше времени и сил. В большинстве случаев при помощи борфрез для дрели обрабатывают матрицы, а также придают ровный и аккуратный вид сварным швам. Этот тип насадок подходит для использования в самых труднодоступных местах, где их помощью работа заметно упрощается.










В некоторых случаях в отношении инструмента проводятся специальные процедуры, повышающие срок его службы. Речь идёт о создании специального многослойного покрытия, благодаря которому можно не только увеличить скорость обработки, но и повысить уровень стойкости шарошки к износу.
Повышенную долговечность подобный режущий инструмент может демонстрировать в первую очередь в тех ситуациях, когда приходится иметь дело со сложноподдающимися материалами.
В этом случае срок эксплуатации головки в подобных условиях увеличивается на 50–70%. Во время обработки поверхностей качество и производительность зависит от используемого типа нарезки, выполняемой при помощи зуба инструмента. Последний бывает нескольких видов:
- Тонкие.
- Универсальные.
- Экстратонкие.
- По алюминию.
Выбирая твёрдосплавные борфрезы для дрели, в первую очередь необходимо учитывать материал, который предстоит обрабатывать. Это определяет такие характеристики инструментов, как диаметр и частоту его вращения.
Также необходимо принимать во внимание форму шарошки, которая бывает нескольких видов:
- Цилиндрические;
- Гиперболические;
- Конические;
- Сферические и пр.
К головкам твёрдосплавного бора для цветных металлов прибегают в тех ситуациях, когда приходится иметь дело с цветными металлами. Если же предстоит обрабатывать мягкие металлы, следует использовать инструмент с головкой укреплённой заточки.
При работе с закалёнными материалами необходимо использовать твердосплавный бор, головка которого рассчитана на алмазную заточку. Демонстрируя высокую устойчивость к износу, она способна обеспечить ровную и гладкую поверхность изделия.
Как правильно использовать борфрезы
Еще несколько десятилетий назад шарошки использовали только для обработки в комплекте с ручным инструментом. Разработка новых материалов и развитие технологий привели к тому, что производители изменили свое отношение к борфрезам и стали применять их для оснащения стационарных станков, в том числе с системами ЧПУ.
Несмотря на то, что обработка при помощи шарошек, установленных на ручной электроинструмент, отличается высокой эффективностью, она не позволяет создавать идеально ровные поверхности. Кроме того, использование в комплекте с ручным инструментом негативно отражается на состоянии самих шарошек, у которых зазубриваются режущие кромки, что, соответственно, уменьшает срок их службы.
Размер рабочей насадки должен соотносится с используемым инструментом
Установка шарошек на станки с ЧПУ позволяет не только увеличить срок службы инструмента, но и значительно повысить качество и точность выполняемой обработки. В частности, при использовании такого оборудования удается точно выдержать такие параметры выполняемой обработки, как толщина слоя снимаемого металла, угол наклона и глубина создаваемых на поверхности детали канавок, глубина и диаметр выполняемого или растачиваемого отверстия.
Приведем данные правила.
Рабочая часть шарошки должна находиться в полном контакте с обрабатываемой поверхностью, что позволит повысить качество осуществляемой технологической операции и ее эффективность. Кроме того, необходимо следить за тем, чтобы металлический хвостовик инструмента не соприкасался с поверхностью обрабатываемого изделия, так как это может привести к разрушению места соединения рабочей головки и хвостовика.
В процессе обработки на шарошку не следует оказывать сильного механического давления
Если пренебречь этим требованием, это может снизить эффективность выполняемой обработки и увеличить нагрузку на электроинструмент, что приведет к его перегреву и, как следствие, быстрому выходу из строя.
Очень важно правильно выбрать скорость выполняемой обработки. Это не только увеличит эксплуатационный срок используемой дрели, но и снизит расходы на электроэнергию
Следует иметь в виду, что обработка при помощи шарошки, вращающейся на высокой скорости, позволяет избежать многих проблемных ситуаций, к которым, в частности, относятся образование на поверхности обрабатываемого изделия неровностей и заусенцев, заклинивание инструмента в обрабатываемом материале. Кроме того, при помощи инструмента, вращающегося на высокой скорости, можно более тщательно и аккуратно обработать углы и пазы.
Рабочая головка шарошки, как и любой другой инструмент, контактирующий с твердыми материалами, подвержена активному износу и истиранию. Есть несколько несложных приемов, позволяющих снизить интенсивность износа головки шарошки и продлить срок службы инструмента. Один из таких приемов предполагает использование специальной смазки, которая периодически наносится на рабочую головку борфрезы. Смазка снижает уровень нагрузки, приходящейся на инструмент, позволяет ему лучше скользить по поверхности обрабатываемого изделия. Еще один способ заключается в том, что рабочую головку шарошки в процессе обработки время от времени погружают в специальную суспензию, основу которой может составлять воск или синтетическое машинное масло.
Заметив, что инструмент сильно износился, сразу замените его на новый. Использование сильно изношенного инструмента для выполнения обработки не только потребует приложения значительных физических усилий, но и может привести к поломке самой шарошки и (или) электроинструмента.
Что следует учитывать при выборе шарошек
Чтобы обеспечить высокую эффективность использования шарошек, следует учитывать целый ряд параметров:
- характер технологических операций, которые предстоит выполнить;
- характеристики материала изготовления обрабатываемого изделия;
- геометрические параметры обрабатываемой детали.
Примеры применения шарошек различного типа
Важным параметром борфрезы также является тип нарезки ее режущих зубьев. По данному признаку эти инструменты делятся на следующие типы:
- с тонкой нарезкой режущих зубьев;
- с универсальной нарезкой;
- с ультратонкой нарезкой;
- для работы по алюминию.
Основные типы зубьев шарошек
Для обработки изделий из цветных металлов оптимально подходят твердосплавные шарошки: для того чтобы эффективно обрабатывать мягкие металлы, требуется инструмент с укрепленной заточкой. Справиться с твердыми материалами так, чтобы после обработки получилась ровная и гладкая поверхность, способны шарошка абразивная и инструмент с алмазным напылением. Следует отметить и высокую производительность обработки с помощью таких шарошек.








Повысить эффективность и производительность обработки металла позволяет использование шарошек, рабочая головка которых имеет двойную заточку. Шарошки, рабочие головки которых выполнены с ультратонкой нарезкой, – это, по сути, шлифовальный инструмент, формирующий идеально ровную и гладкую поверхность.
Специалисты рекомендуют сразу приобретать набор шарошек. Имея под рукой такой набор, в который, как правило, включены шарошки разных форм и размеров, изготовленные из различных материалов, вы всегда будете иметь возможность оптимально подобрать инструмент, предназначенный для решения определенных технологических задач.
Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
- одноконусной конструкции;
- двухконусными;
- трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
- инструменты, изготовленные из углеродистой стали;
- алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
- абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
- твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
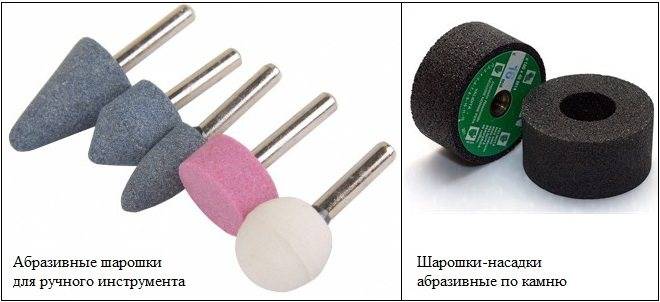
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
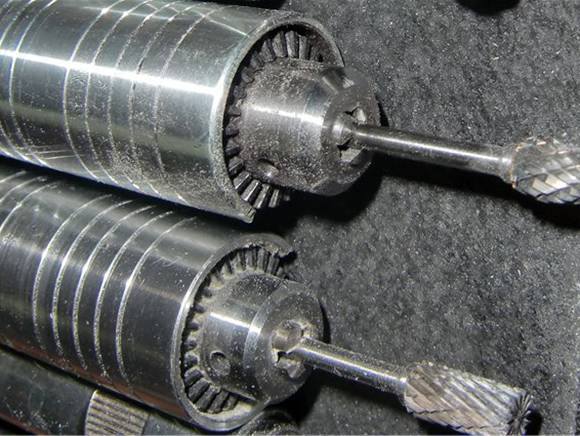
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.