

Электрическое оборудование
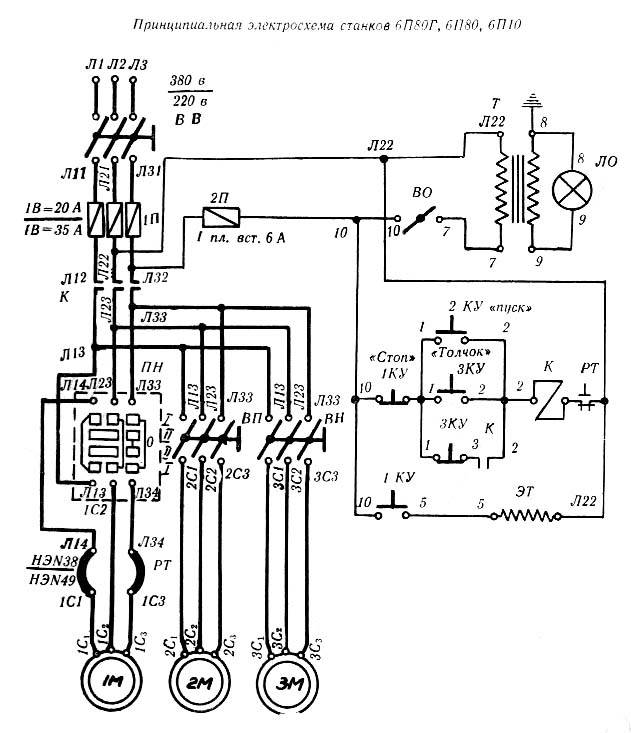
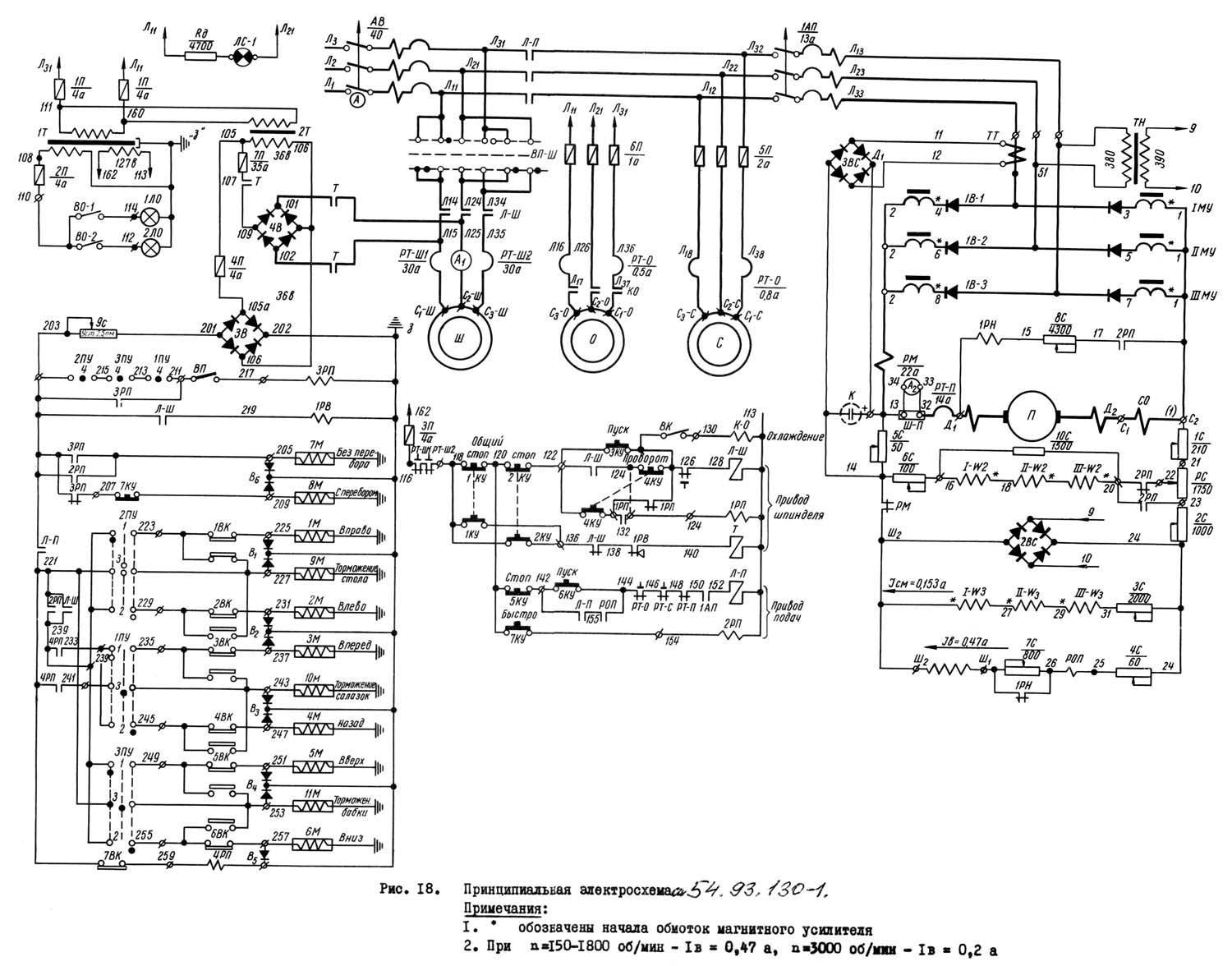
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
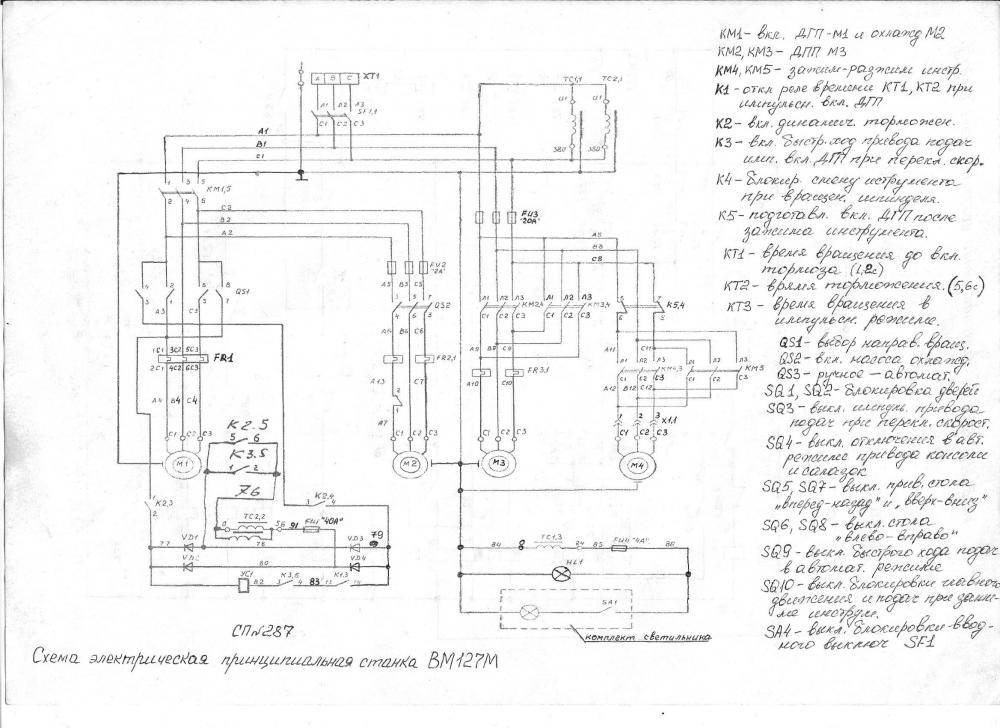
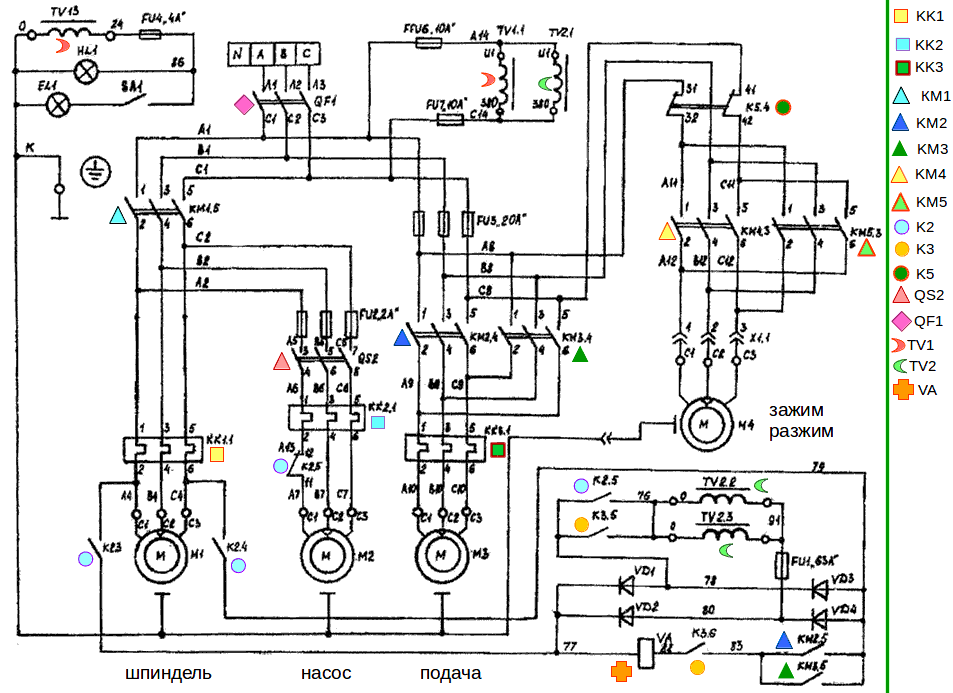
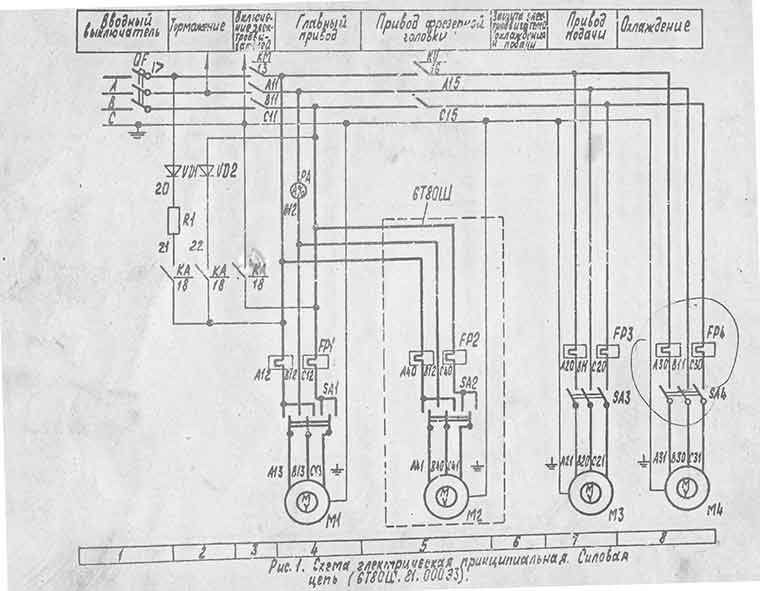
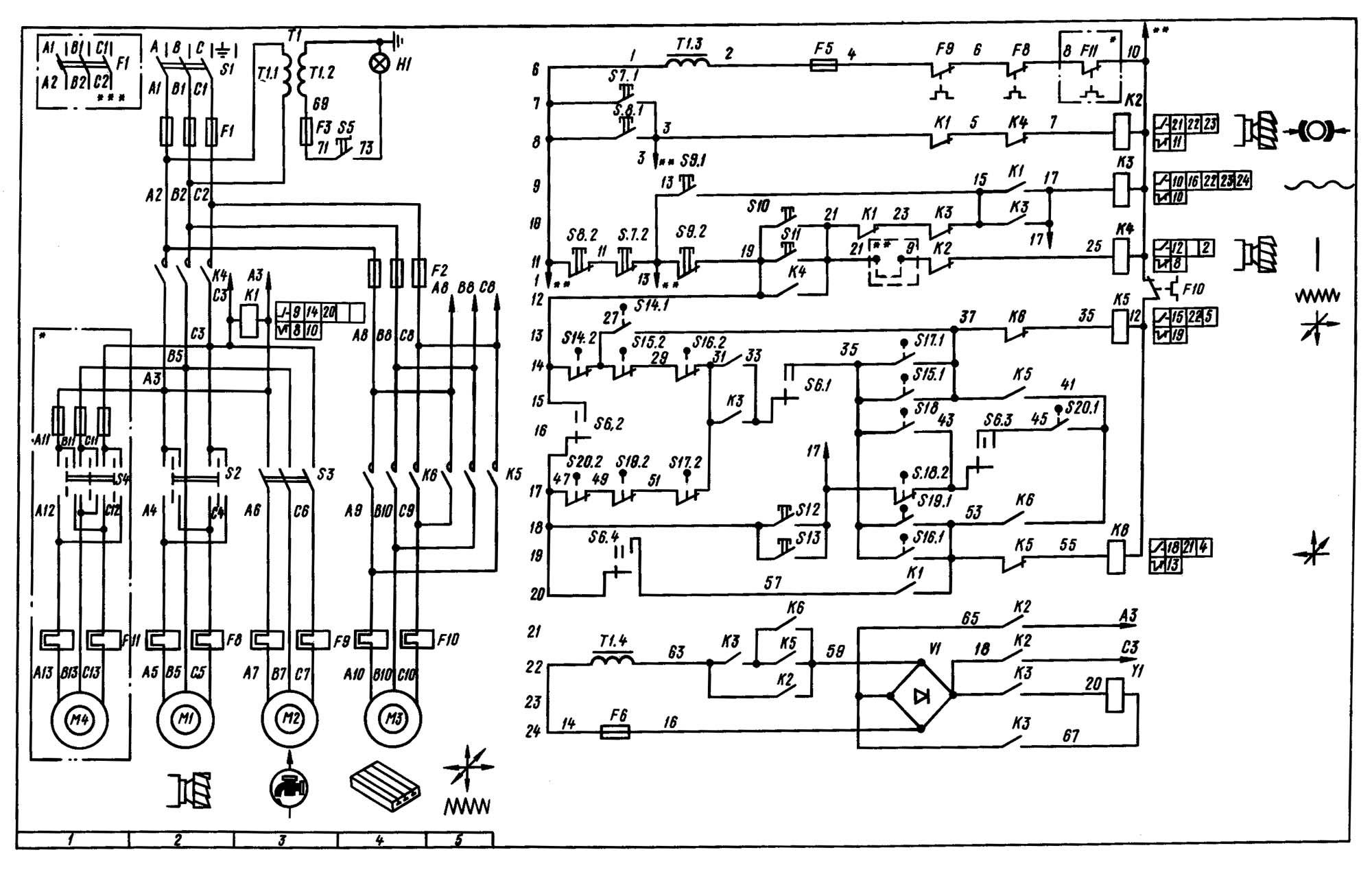
Силовая часть
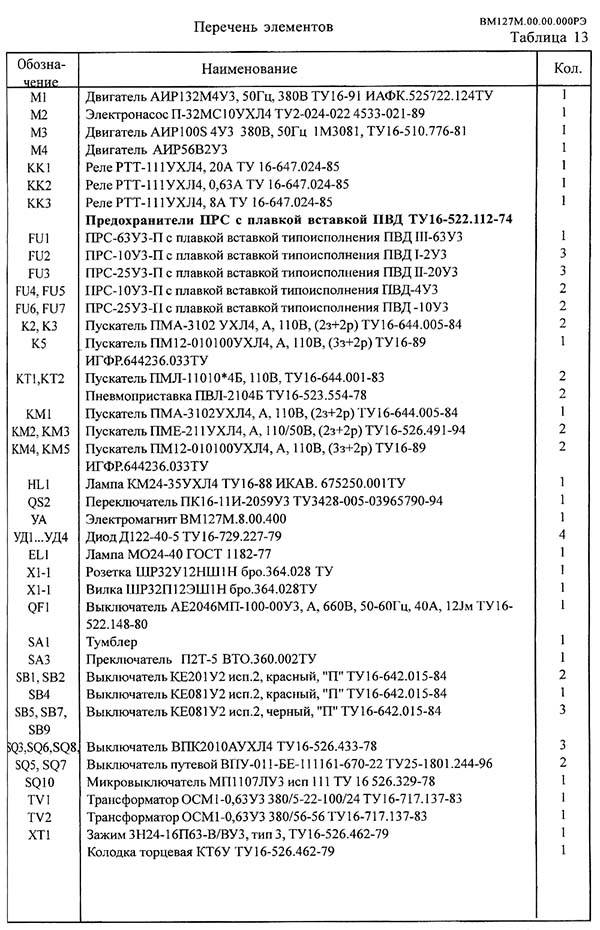
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
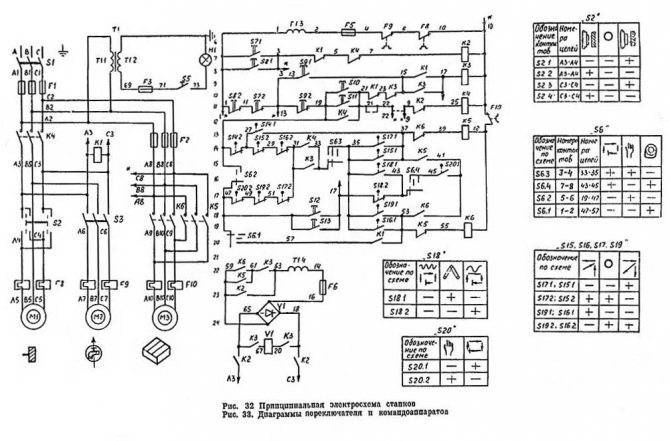
Управляющая часть
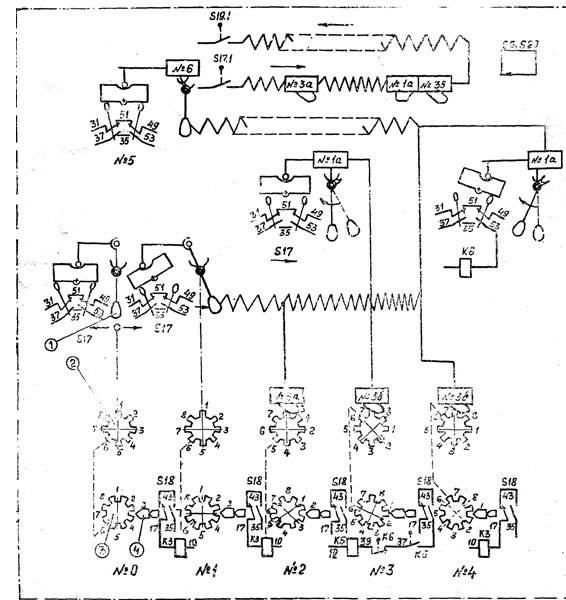
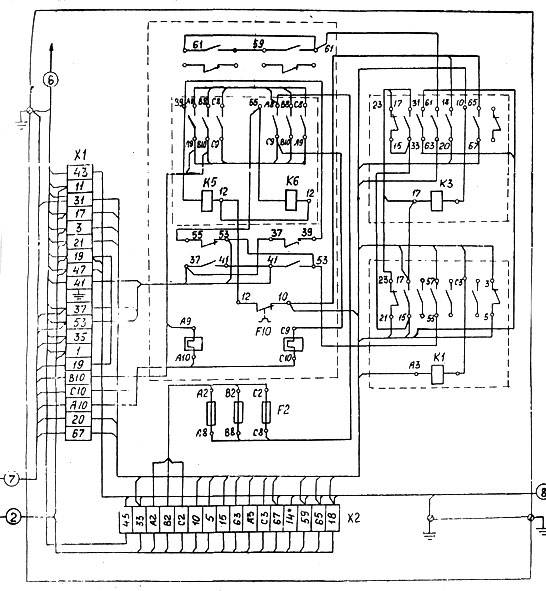
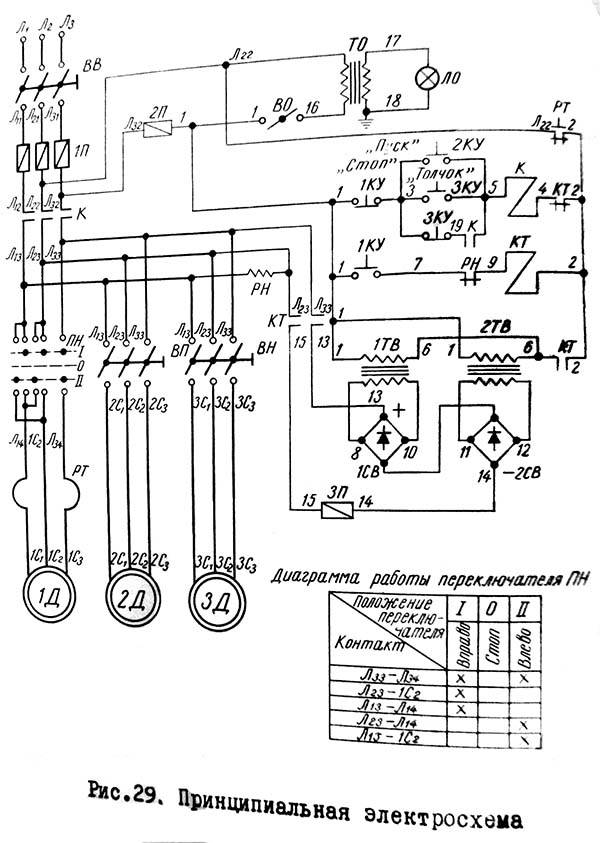
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
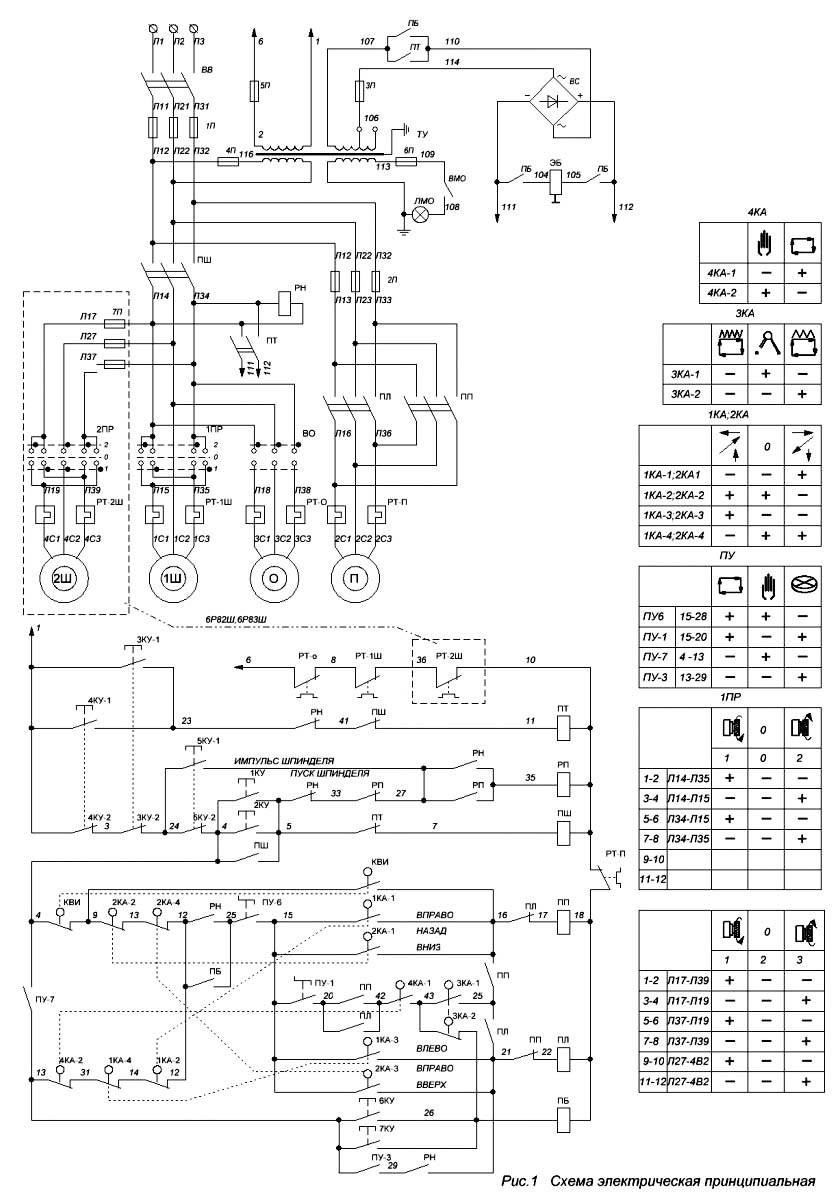
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
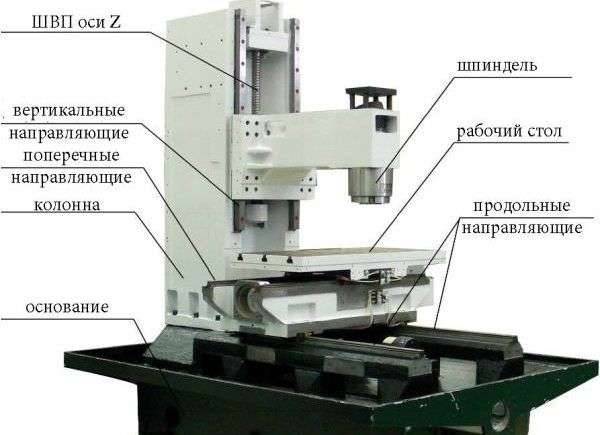
Устройство оборудования
Вертикально фрезерный станок ВМ127 получил широкое распространение благодаря эффективной конструкции. Ее особенностями можно назвать следующие моменты:
- Устанавливается мощный привод, который обеспечивает условия для плавной регулировки скорости подачи при различных условиях резания.
- В качестве привода применяется сервоконтролерный механизм. При этом ВМ127М имеет обратную связь.
- Устройство характеризуется наличием полуавтоматической системы смазки, которая обеспечивает высокую надежность работы фрезерного оборудования.
- Устанавливается и система подачи СОЖ в зону резания. Она существенно расширяет область применения устройства.
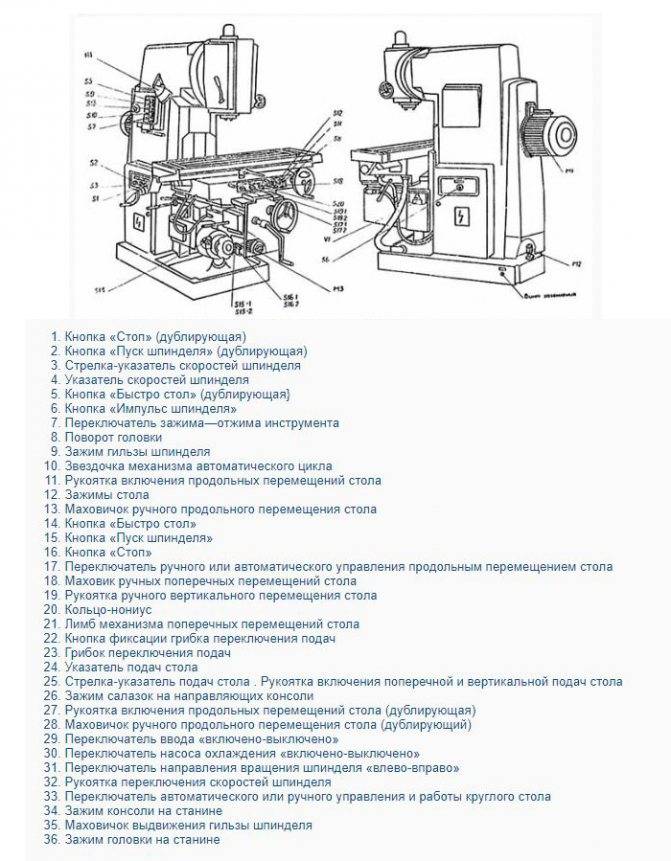
- На стойке расположены различные элементы управления, представленные рычагами и рукоятками.
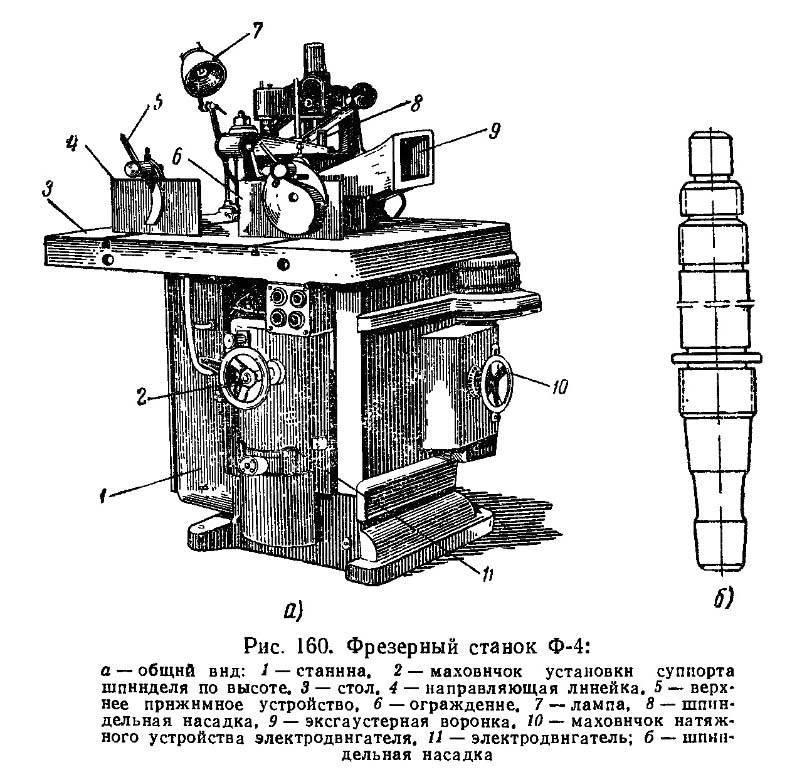
Модель может оснащаться различными фрезами. Основными узлами можно назвать нижеприведенные элементы:
- Станина. Она изготавливается при применении чугуна. Массивное основание обеспечивает высокую устойчивость устройства на момент работы. Высокая жесткость станины определяет точное позиционирование всех элементов, а также отсутствие вибрации на момент работы.
- Вертикальное расположение режущего инструмента на сегодняшний день получило широкое распространение. Для этого есть стойка, на которой расположена шпиндельная бабка. Внутри этого элемента находится коробка скоростей, представленная сочетанием зубчатых колес. При изготовлении стойки и шпиндельной бабки применяется сталь, за счет чего обеспечивается высокая степень защиты и небольшой вес конструкции. Поверхность стали покрывается краской для исключения вероятности появления коррозии при длительной эксплуатации в сложных условиях.
- Шпиндель предназначен для закрепления фрез и других инструментов. Она может поворачиваться вокруг оси и перемещаться в вертикальном направлении. Над бабкой есть электрический двигатель, в сторону отводится пульт управления, который фиксируется гибко. В зону резания подается СОЖ, за счет чего можно обрабатывать заготовки на более высокой скорости.
- В нижней части расположены салазки и стол для закрепления заготовки. Для управления положением рабочего узла есть несколько рукояток. Предусмотрено наличие быстрой подачи для перемещения стола на холостом ходу. Стол перемещается по стойке в вертикальном направлении для обеспечения подачи заготовки.
В целом можно сказать, что компоновка фрезерного станка классическая, за счет чего расширяется его область применения. Принципиальная электрическая схема позволяет в любой момент обесточить устройство.
Ремонт и обслуживание
Большинство некритических неполадок станка 6Р12 вполне реально устранить самостоятельно, без вызова специалиста:
- Силовой агрегат во время работы сильно греется и гудит. Такая неприятность может возникать по причине межфазного короткого замыкания или нарушения целостности цепи между витками обмотки мотора. Если после починки катушки неисправность не исчезла, требуется замена двигателя.
- Стучит подшипник. Здесь все просто – неисправную деталь меняют на новый элемент.
- Если во время старта мотор гудит и не вращается, необходимо проверить фазы на наличие напряжения. Исправить ситуацию поможет замена плавких вставок.
Остальные неисправности требуют участия наладчика или профильного специалиста.
Особенности
Универсальные станки отличаются своей многофункциональностью. Рациональным поступком будет приобретение одного универсального станка по дереву вместо нескольких специальных, что позволит сэкономить деньги и место в мастерской без ущерба для удобства работы.
Существует несколько видов универсальных деревообрабатывающих станков, чаще всего на одной раме объединяют:
- дисковую (циркулярную) пилу;
- фуганок;
- сверло или фрезу.
Промышленность предлагает различные варианты комбинированных станков, домашнему мастеру не составит особого труда выбрать то, что максимально соответствует его запросам.
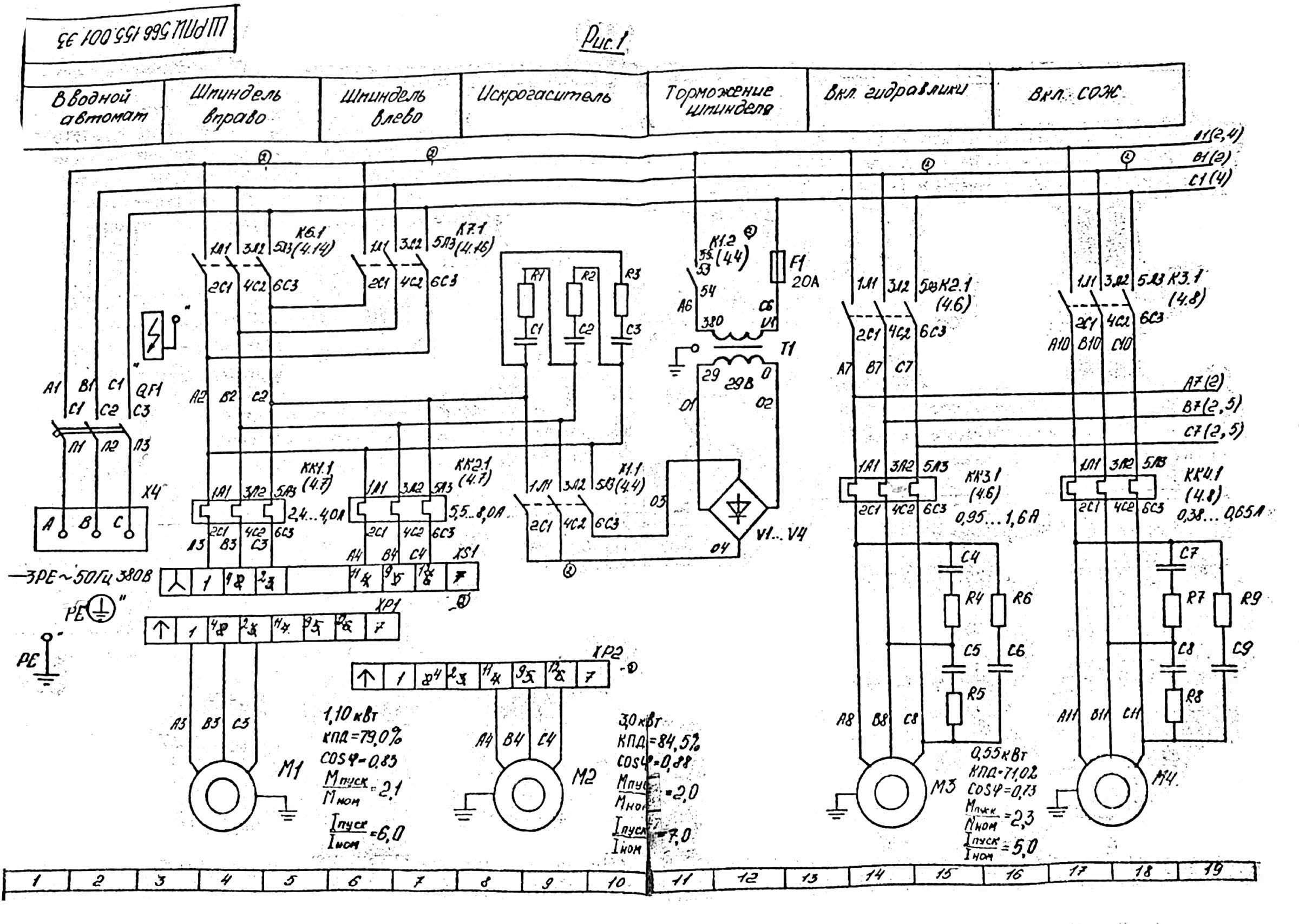
3 Электрооборудование станка – описание и особенности
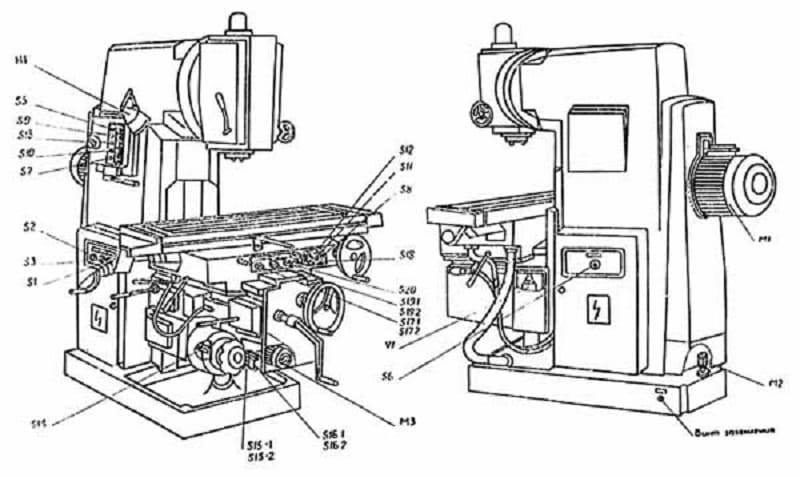
Фрезерная установка ВМ127М располагает рядом выключателей:
- блокировки подач при зажиме фрезы и основного перемещения;
- привода рабочего стола (два органа управления – «влево-вправо» и «вверх-вниз»);
- насоса охлаждения;
- вводного;
- импульсного запуска привода подач при изменении оператором скорости работы агрегата.
Также на станке имеется несколько специальных пускателей, которые:
- устанавливают показатель торможения шпинделя;
- регулируют включение главного привода после того, как фреза была зафиксирована специальным зажимом;
- запускают торможение (динамическое) шпиндельного механизма;
- подключают к электродвигателю, приводу подач и насосу охлаждения напряжение 380 вольт;
- устанавливают время между включением и торможением шпинделя;
- запускают быстрый ход.

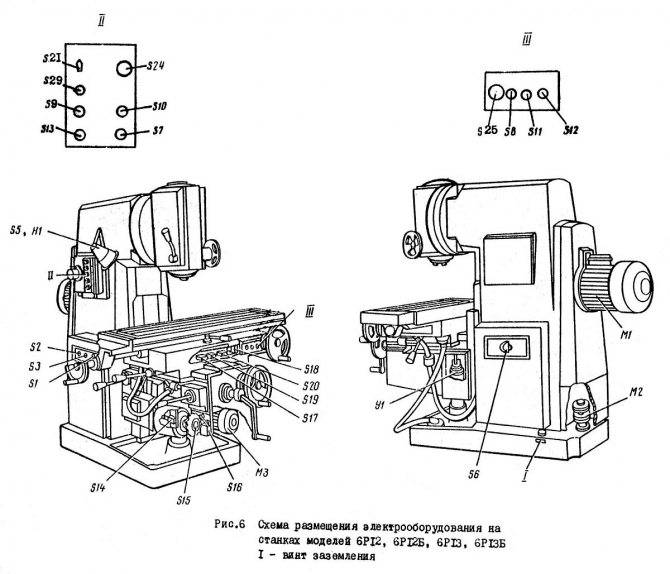
Станок располагает двумя пультами управления. На переднем пульте имеются следующие органы управления оборудованием:
- «Перемещение подач в ускоренном режиме»;
- «Остановка шпинделя»;
- «Аварийное отключение»;
- «Запуск шпинделя».
На боковом пульте находятся такие пускатели:
- «Запуск охлаждающего насоса»;
- «Импульсный запуск шпинделя»;
- «Отключение при аварии»;
- «Разжим и зажим фрезы».
Питается электрооборудование станка от сети 380 В (три фазы), а питание вторичных источников осуществляется от постоянного (56 В) и переменного (110 В, 24 В) тока.

Электрический привод подач описываемого в этой статье фрезерного оборудования — надежный электромеханический комплекс. Отключение и запуск подачи в нем производится при помощи рукояток с тремя положениями. Для включения режима быстрого хода предусмотрена отдельная кнопка.


Одновременный запуск различных по направлению подач исключается за счет устройства электрической блокировки. В целом электрооборудование станка построено по несложной схеме, поэтому мелкие его неисправности способен отремонтировать любой фрезеровщик.
Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 | |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 | |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 | |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | 140 | |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее продольное перемещение стола (по си X), мм | 250 | |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 | |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 | |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 | |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 | |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 | |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 | |
| Число ступеней рабочих подач стола | 9 | |
| Число ступеней рабочих подач шпиндельной бабки | 9 | |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 | |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 | |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 | |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 | |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 | |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 | |
| Количество скоростей горизонтального шпинделя | 12 | |
| Внутренний конус горизонтального шпинделя. | Морзе 4 | |
| Диаметр оправок, мм | ||
| Диаметр отверстия горизонтального шпинделя, мм | ||
| Диаметр переднего подшипника горизонтального шпинделя, мм | ||
| Торможение шпинделя | есть | |
| Предохранение шпинделя от перегрузки (муфта) | есть | |
| Сверлильно-фрезерная поворотная головка | ||
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 | |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 | |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 | |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 | |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 | |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | ||
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 | |
| Фрезерно-расточная поворотная головка | ||
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 | |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 | |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 | |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | ||
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 | |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 | |
| Привод | ||
| Количество электродвигателей на станке | 2 | |
| Электродвигатель привода главного движения, кВт | 2,2 | |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 | |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически,
- надежность агрегата в тяжелых эксплуатационных условиях,
- наличие сервоконтролерного привода подач, имеющего обратную связь,
- наличие возможности оснастить аппарат устройством цифровой индикации,
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода,
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа,
- защитная муфта от перегрузок,
- упоры подачи, выключающие рабочие элементы агрегата,
- система блокирования включения подач,
- блокировка ручной и механической подач,
- система, осуществляющая торможение шпинделя.
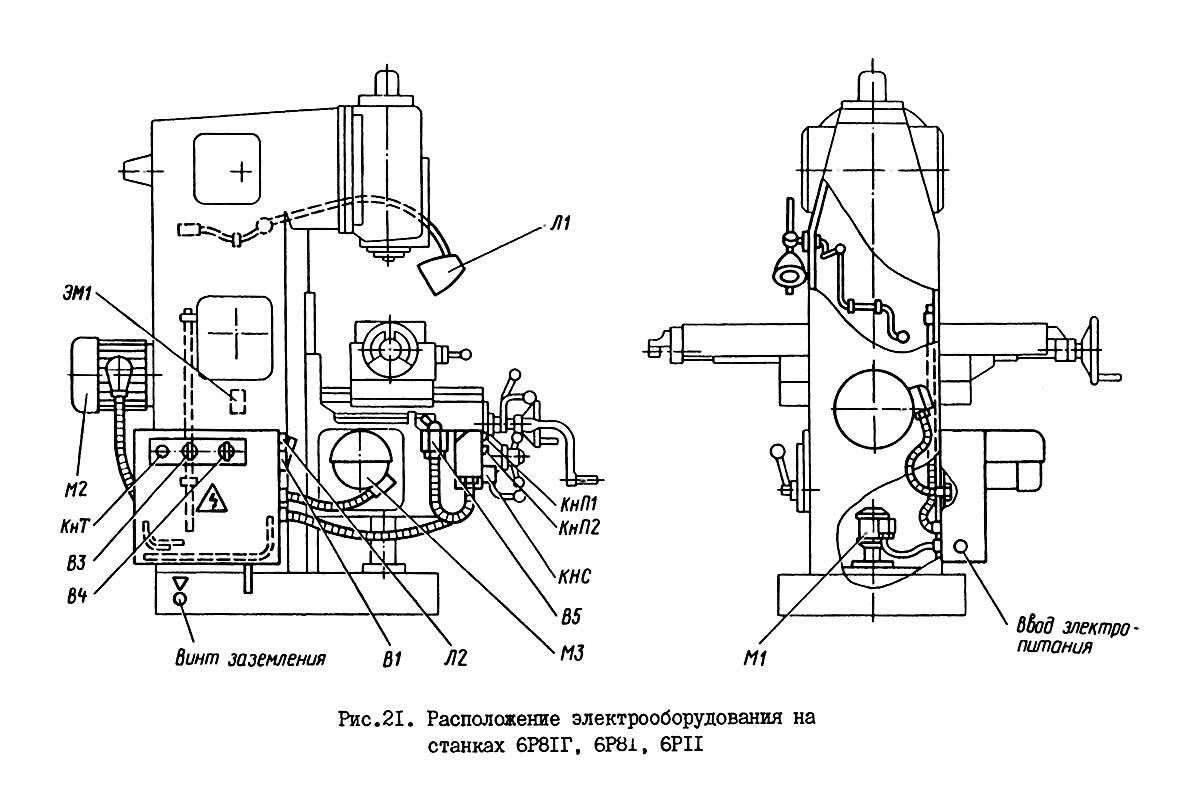
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо проделать следующее:
- внимательно ознакомьтесь с руководством по эксплуатации станка;
- залейте масло И-30А ГОСТ 20799-75 в полость станины станков 6Р81Г, 6P8I, 6Р8Ш 16 л, в полость станины станка 6P11 — 22 л, в полость консоли — 13 л, в полость ползуна станка 6Р81Ш -2,5 л;
- в резервуар основания станка залейте 30 л охлаждающей жидкости;
- произведите смазку станка;
- усвойте действие органов управления;
- проверьте правильность подключения и надежность заземления станка;
- учтите, что иногда при переключении скоростей и подач зубчатые колеса упираются зубом в зуб. В этих случаях следует не повышать усилие, а провернуть механизмы кратковременным включением соответствующего электродвигателя;
- учтите, что в любой момент движения стола с рабочей подачей можно включить ускоренный ход поднятием рукоятки 111 (см.рис.3-5). После освобождения рукоятки 111 стол продолжит движение с рабочей подачей;
Необходимо иметь в виду, что включение рукояток 105 и 109, а также рукоятки 106 и маховичка НО сблокировано. При включенных для работы вручную рукоятке 109 или маховичке 110 механическая подача не включается и наоборот.
В крайних положениях стола при поперечном и вертикальном движениях отключается электродвигатель конечным включателем. Чтобы вновь пустить станок вручную сдвиньте стол с крайнего положения.
Выполнив все вышеуказанное, можно приступить к обкатке станка и проверке всех его механизмов в действии.
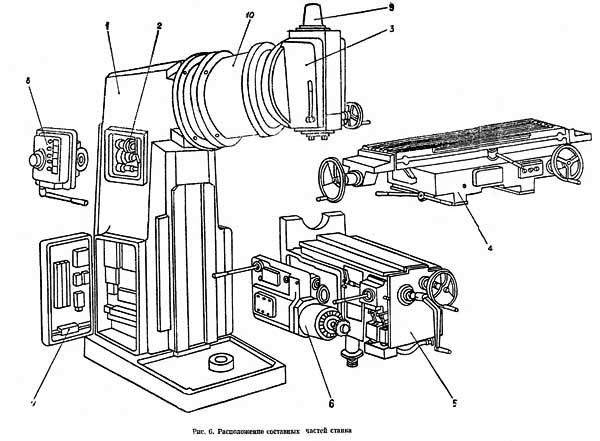
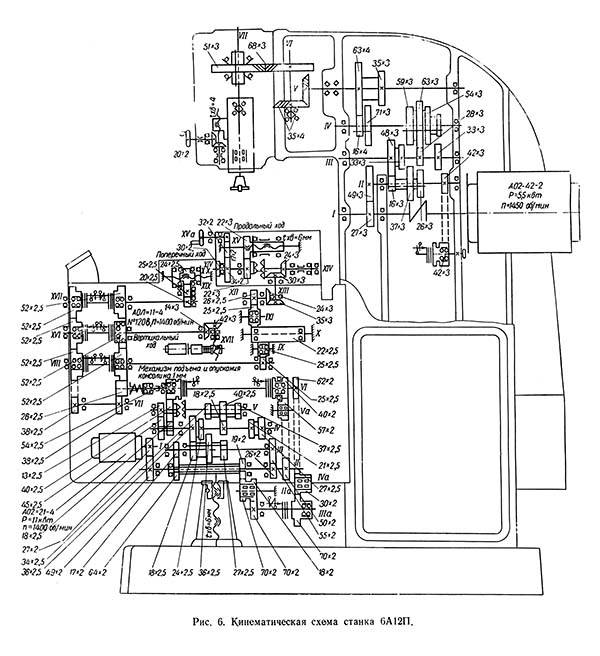
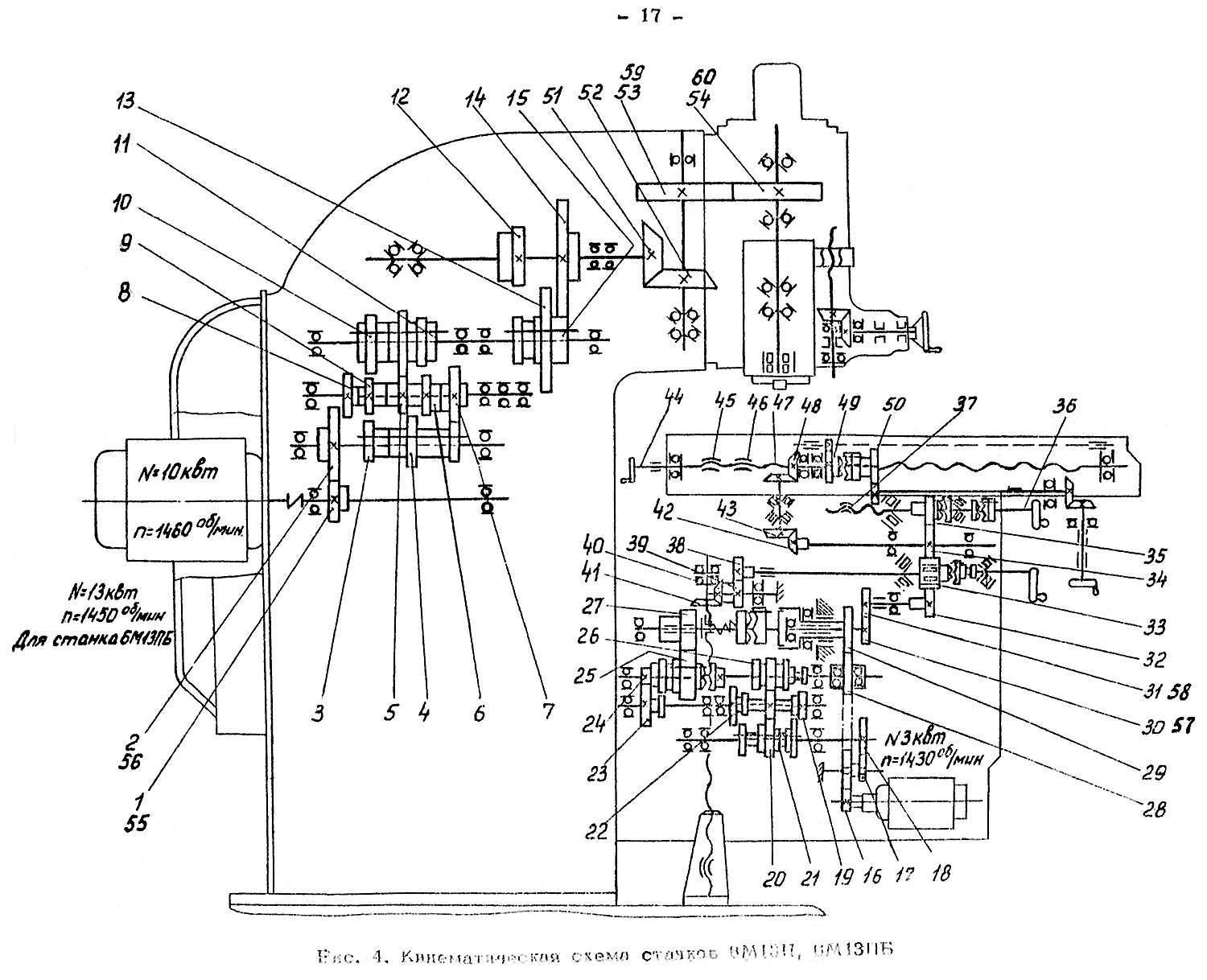
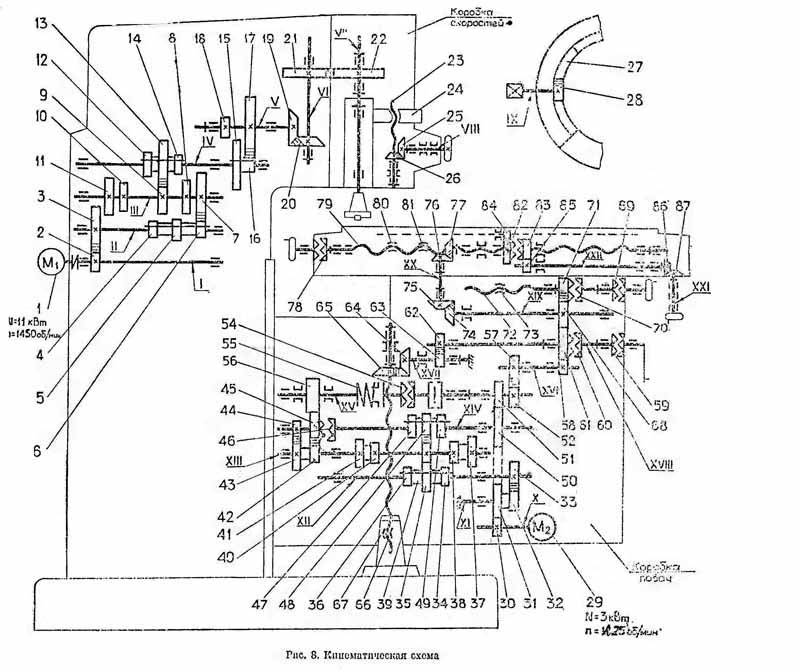
Базовые механизмы станка
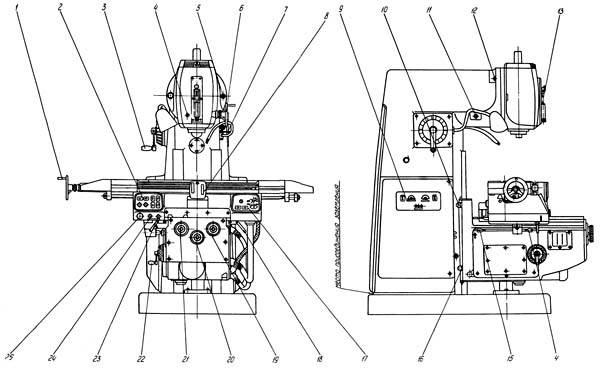
В состав вертикально-фрезерного агрегата входят элементы:
- станина;
- консоль;
- коробка скоростей;
- коробка подач;
- коробка, переключающая скорости шпинделя;
- стол-салазки;
- зажимной механизм для фрезы;
- поворотная головка;
- электрооборудование.
Станина выполняет функцию опоры станка. На ней монтируются все основные устройства агрегата. Станина крепится на надежном основании за счет штифтов.
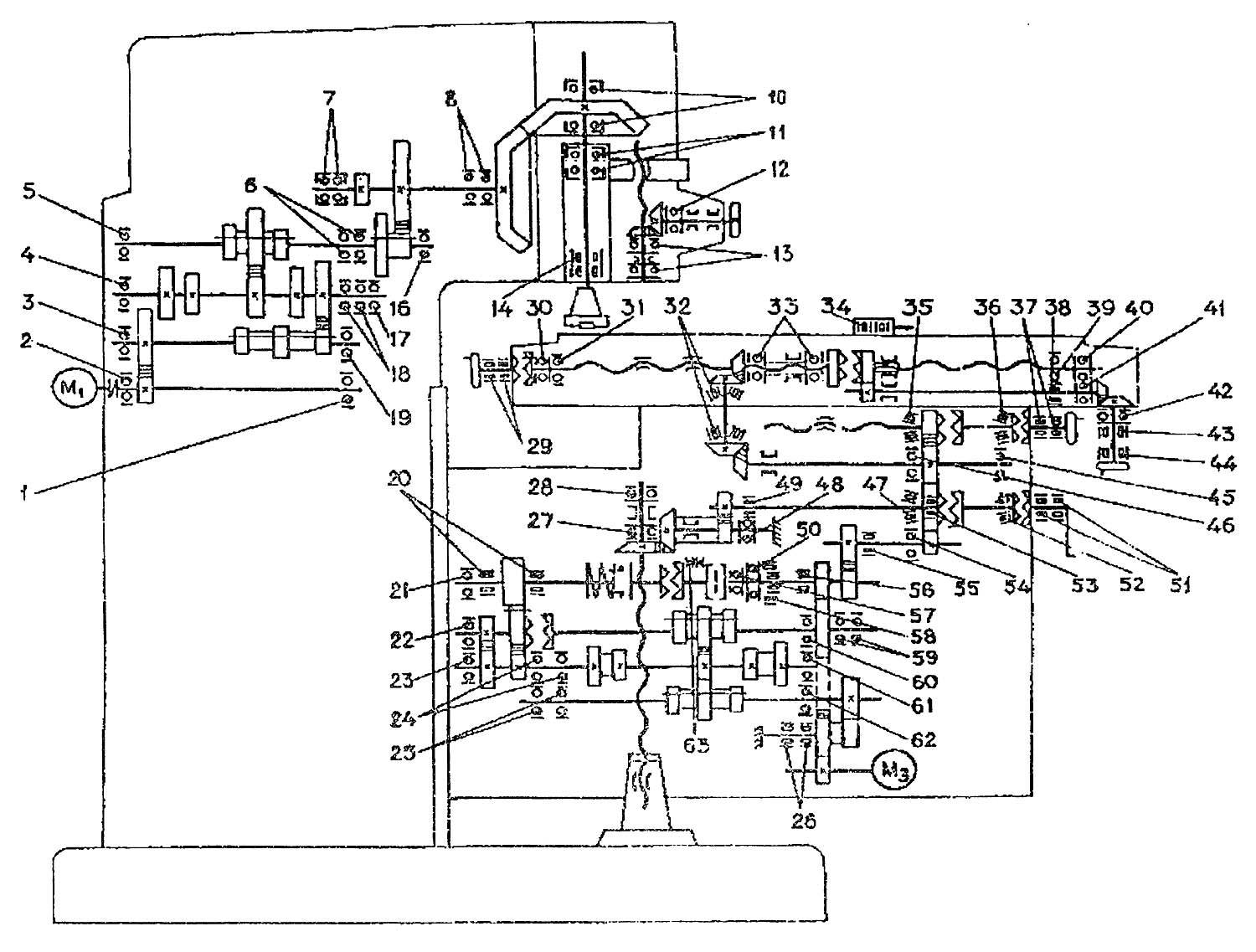
В состав консоли входят многочисленные валы и шестерни. За их счет вращение передается от коробки подач к винтам поперечной и вертикальной подач.
Коробка скоростей находится внутри аппарата. Данный механизм подлежит обязательной смазке для нормального функционирования. Смазывание происходит путем разбрызгивания специальной жидкости при помощи плунжерного насоса. Процесс происходит в автоматическом режиме.
Коробка подач находится в левой части консоли и смазывается собственной системой.
Механизм переключений скоростей шпинделя располагается в левой части агрегата. Устройство коробки позволяет осуществлять переключение скоростей в любом выбранном порядке.
Салазки выполняют функцию передвижения изделий, которые обрабатывает станок.
Зажимной механизм для фрезы работает по электромеханической схеме.
Установка поворотной головки происходит в верхней части станины. Установочным материалом при этом выступают болты. Центрирование головки происходит в круговой проточке станины.
6С12 станок консольно-фрезерный вертикальный. Назначение, область применения
Фрезерный станок 6С12 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов торцевыми, цилиндрическими, концевыми, радиусными фрезами в условиях индивидуального и серийного производства. В серийном производстве, благодаря наличию полуавтоматических и автоматических циклов, станки могут успешно использоваться на работах операционного характера в поточных и автоматических линиях.
Вертикальные консольно-фрезерные станки моделей 6С12 представляют собой электрифицированные станки, обладающие высокой точностью и жесткостью.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, нарезать зубчатые колеса и прочее.
Фрезерование зубчатых колес, разверток, спиралей, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производятся на данных станках о применением делительной головки или накладного круглого стола.
Благодаря наличию механизма выборки люфта в винтовой паре продольной подачи стола, на станке можно производить встречное и попутное фрезерование, как в простых режимах, так и в режимах с автоматическими циклами.
Наиболее эффективное использование станка достигается при обработке деталей методом скоростного фрезерования.
Применение станка в автоматическом цикле при обработке различных ступенчатых деталей, фрезеровании внутренних и наружных рамок и т. д. в условиях мелко и крупносерийного производства, позволяет решать задачи роста его эффективности.
Работа станка СФ15 (6С12) обеспечивает высокую точность фрезерования. Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен автоматический отвод детали от инструмента при ускоренных перемещениях стола и возврат ее в исходное положение при переходе на рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом и сокращает машинное время.
Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. Благодаря этому можно широко применять на станке прогрессивный метод попутного фрезерования. Наличие на станке поворотной шпиндельной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами.
Кнопками одновременно можно осуществлять движение стола в 2-х—3-х направлениях, а также толчковый режим (движение стола только при нажатой кнопке).
В зависимости от потребностей возможны следующие варианты управления:
- Управление от рукояток
- Управление кнопочное
- Управление полуавтоматическое (маятниковый и скачкообразный циклы)
На станке 6С12 могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, расширяющих технологические возможности станков.
Класс точности станков Н.
Все фрезерные станки в иллюстрированном каталоге
Российские и зарубежные аналоги станка 6С12
FSS315, FSS350MR, (FSS450MR) — 315 х 1250 (400 х 1250) — производитель Гомельский станкостроительный заводВМ127М — (400 х 1600) — производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 — 320 х 1250 — производитель Дмитровский завод фрезерных станков ДЗФС
X5032, X5040 — 320 х 1320 — производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) — 320 х 1350 (400 х 1600) — производитель Arsenal J.S.Co. — Kazanlak, Арсенал АД, Болгария



Характеристики аппарата
Устройство 6р12 имеет следующие технические характеристики:

- перемещение пиноли 7 см;
- вертикальные подачи от 4,1 до 529 мм/мин;
- ход поперечного стола 250 мм, вертикального — 420, продольного — 800;
- шпиндель работает на частоте 40-2001 оборотов в минуту;
- число скоростей шпинделя составляет 18;
- 22 подачи;
- рабочий стол имеет размеры 125*31 см;
- допустимая масса обрабатываемой детали составляет 250 кг;
- скорость от 4,1 до 329 метров в минуту;
- скорости поперечных и продольных подач в диапазоне от 12,5 до 1601 мм/мин
Паспорт фрезерного станка содержит информацию о его весе. Вес составляет порядка 3120 кг.





