

Выгода самодельного инструмента
Одной из причин, почему люди решают создать инструмент самостоятельно, является дороговизна заводских струбцин. Хороший набор потребует затрат семейного бюджета. Также не удастся обойтись даже в домашних условиях одним размером такого инструмента, как струбцина угловая. Калибр заводского оборудования заставит приобретать струбцины набором.
Однако, экономия является не единственным преимуществом этого самодельного инструмента. Подобранная под определенный тип работ калибровка струбцины угловой поможет лучше зафиксировать детали.
Самостоятельно можно создать необходимую прочность инструмента. В случае когда проводимые работы носят единоразовый характер, применяют дешевые, простые материалы. Сама же конструкция будет легкой, транспортабельной, а выполняемый процесс не потребует больших физических усилий.
Выполняя более сложные работы, созданные самостоятельно струбцины выигрывают перед заводскими их разновидностями. Собрать оборудование для фиксации металлических деталей несложно. Этот тип инструмента будет обладать прочностью и повышенной надежностью.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.
Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.







Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
F- образная форма
Для того чтобы облегчить работу, потребуется приготовить несколько простых струбцин. Заранее надо подготовить небольшие обрезки любого профиля, гайку с винтом и крепежные болты. Угловые струбцины для сварки изготавливают в 2 этапа.
Основание
Понадобятся три обрезка профильной трубы. Профиль можно использовать любой, который есть под рукою, но лучше взять с разными размерами полок. К примеру, труба 25/60 может послужить отличной заготовкой для основания.
Отрезают детали длиной 300, 200, 100 мм. Распределяют меньший отрезок посередине длинного и прихватывают их. Получилось основание 180 мм по ширине.
От большего края размечают и зарезают углы под 450. Отрезок профиля длинной около 150 мм приваривают посередине длинной части основы. На эту деталь будет крепиться гайка с зажимным винтом.
Отрезают уголок или профиль по длине скоса на основании и прихватывают отрезки к торцу основания. Данные части конструкции служат как направляющие заготовки и как упоры при фиксации.
Проваривают все стыки и хорошо зачищают их болгаркой с зачистным камнем. Основание угловой струбцины для сварки готово, можно переходить к финальной части сборки.
Прижим
Остается изготовить прижим. Для этого на конце прямого обрезка, отходящего от основания, на достаточном расстоянии приваривают гайку с накрученным винтом. Для предотвращения повреждения резьбы при сварке винт необходимо хорошо смазать солидолом или другой густой смазкой.

Теперь отрезают две детали по 100 мм, концы зарезают под 450, стыкуют и проваривают деталь. Это будет поджимная планка. Ее можно сделать из уголка или профиля. Можно загнуть ее полукругом
В любом варианте, важно чтобы она надежно фиксировала части конструкции
На небольшом расстоянии от внутреннего угла прижима приваривают стальную пластину толщиной 4-5 мм. Затем прожигают отверстие для прохода конца винта.
Зачищают стыки болгаркой. Вставляют конец винта в отверстие в пластине, и на его край приваривают фиксатор. На другой конец приваривают рукоятку для вращения.
Конструкция струбцины для сварки в угловом варианте готова. Это наиболее простой вариант струбцины, который несложно выполнить своими руками. Можно сделать приспособление с несколькими винтами фиксации или с изменяемым углом стыковки заготовок.








Изготовить угловые тиски для сварщика достаточно просто. Теперь остается прикрепить струбцину жестко с помощью электросварки к столу или верстаку. Можно просверлить отверстия в сварочном столе и зажать струбцину для сварки с помощью болтового соединения.
Самая распространенная струбцина позволит соединить детали под прямым углом для врезки стоевых или для сборки калитки или ворот.
Время чтения: 4 минуты
Мы привыкли думать, что для сварки нужен только аппарат, электроды и ваши собственные золотые руки. Ну и газовый баллон с припоем , на крайний случай. И эта мысль справедлива, но только в случае с домашней сваркой. Если мы говорим о профессиональной заводской сварке, то множество работ не обходится без специальных приспособлений. Различные сварочные зажимы, струбцины и тиски используются постоянно, чтобы упростить, а значит ускорить работу сварщика.

При этом сварочная струбцина (в частности угловая) используется чаще всего. Ручная струбцина незаменима при работе со сложными металлическими конструкциями и при сварке в неудобном положении, когда нет возможности точно состыковать детали «на глаз». В этой статье мы подробно расскажем, что собой представляет угловая струбцина, как ее выбрать и использовать.
Конструкционные особенности углового зажима
Угловые струбцины предназначены для соединения трубной заготовки, различной по конфигурации, под разнообразными углами. Это может быть сборка рамной конструкции для калитки, готовых узлов трубопровода или отопительных регистров.
В зависимости от угла соединения струбцины для сварки могут быть с постоянным градусом стыка, или с возможностью выставления различных углов
Аспекты, на которые необходимо обращать внимание, разрабатывая эскиз и выполняя чертежи:
для более надежной стыковки и фиксации деталей необходимо подбирать достаточную толщину прижимных губок
Это позволит избежать больших деформаций при сварке конструкции;
следует обращать внимание на прижимные винты. Лучшим вариантом для струбцины будут гайки, и прижимные детали из меди или обмедненной стали с винтовой резьбой
Такое прижимное устройство прослужит дольше. При отсутствии винтовой резьбы, можно использовать метрическую, но с наиболее большим шагом;
величину рабочей поверхности при стыковке и сварке деталей. Лучший вариант – это возможность сварки с 3 сторон узла, находящегося в зажатом положении.
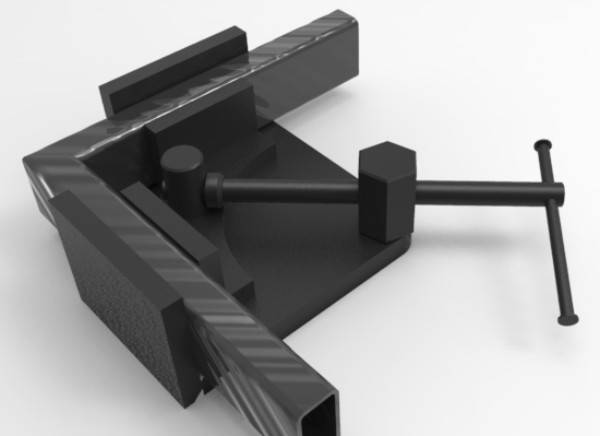
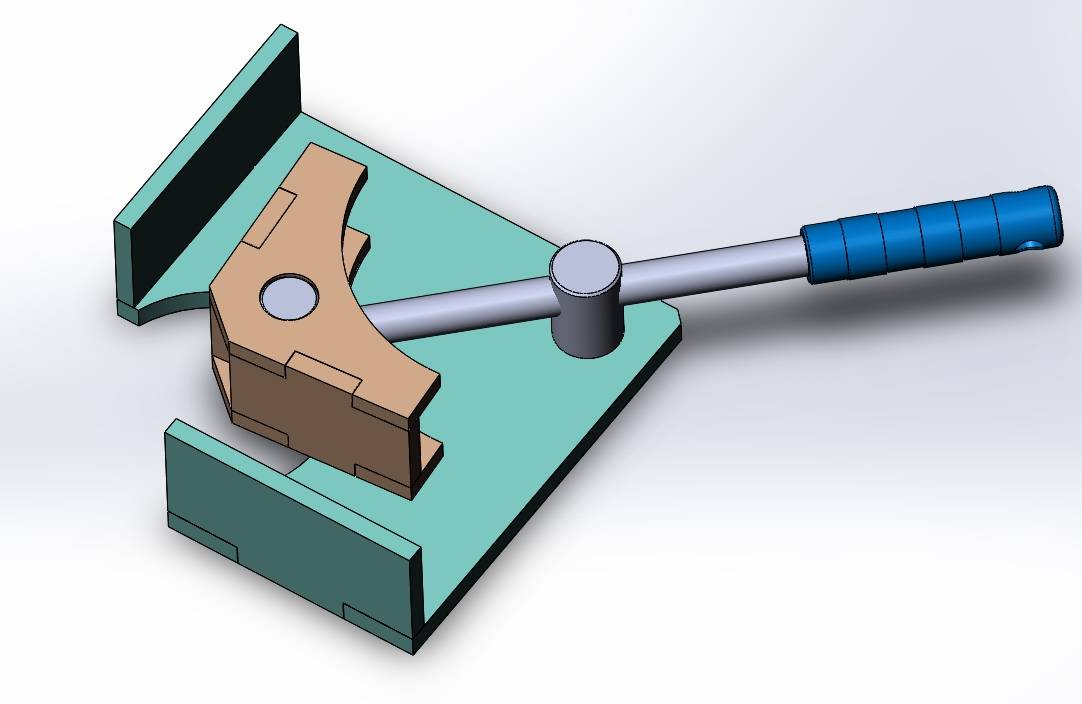
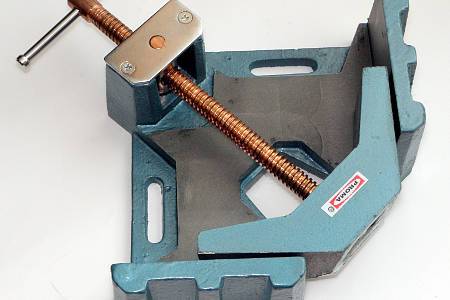
Конструкция струбцины представляет собой основу с упорами. Упоры могут фиксироваться под определенным углом или с возможностью регулировки градуса стыковки.
Для фиксации на основу наваривается гайка с вкрученным в нее винтом. Такая конструкция позволяет закреплять заготовки различные по размерам. Стандартно для нормальных условий работы принят максимальный размер 400 мм. Для больших размеров необходимо будет применять стапеля.
Изготовление металлической угловой струбцины
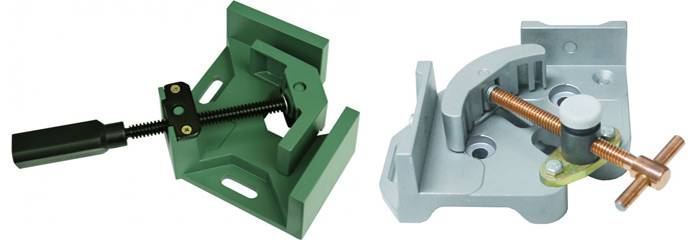
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.

При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
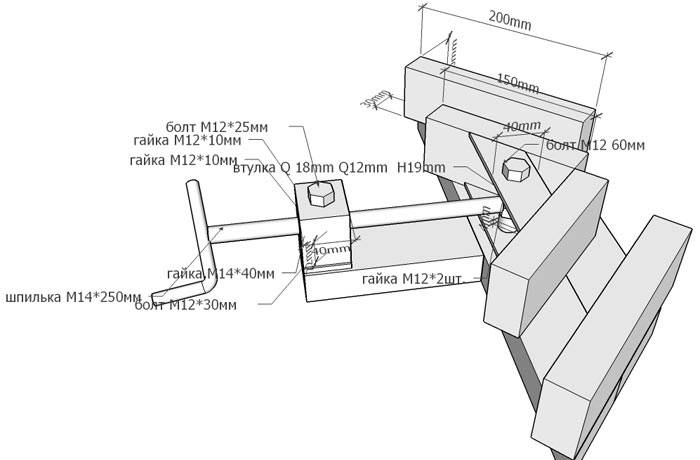
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью.
Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену.
Формируются углы









Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе.
Осуществляется проверка движения оснований
На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм.
Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе.
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм.
Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
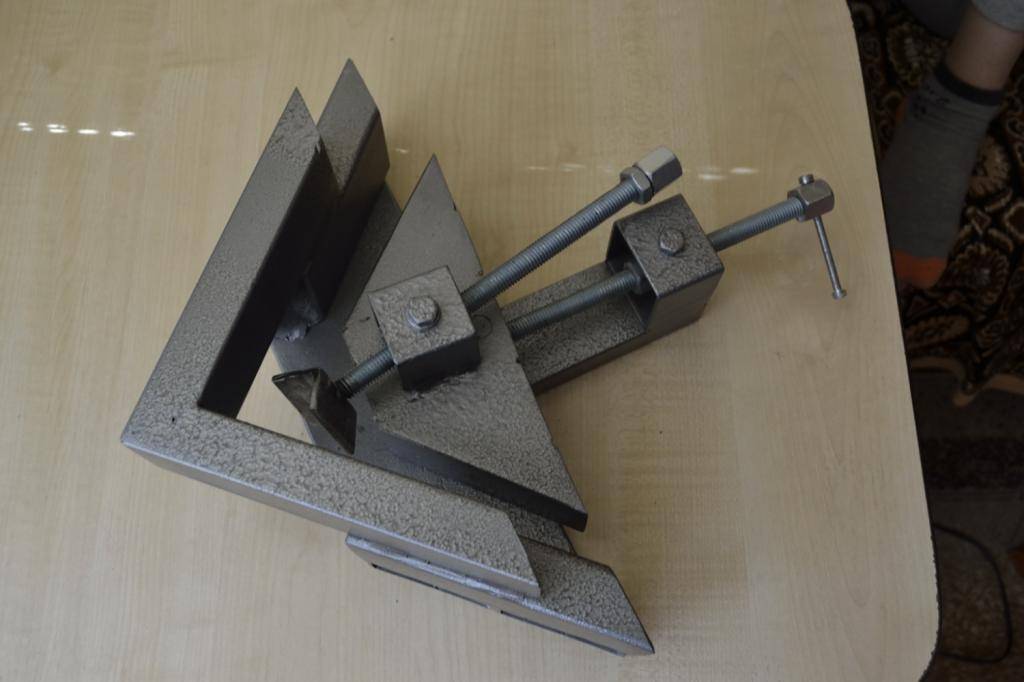
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.

Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.
Варианты способов сварки угловых швов
К примеру, сварка угловых швов обеспечивает наиболее благоприятные условия создания полного провара корня сварного соединения по всей его длине. Технологическое выполнение задачи похоже на создание стыковой сварной сварки с V-образным разделением. Сварное соединение формируется между поверхностями V-образной формы подходящим сварочным аппаратом.
Угловые швы в процессе сварки требуют особенно тщательную сборку соединяемых деталей. Это нужно для обеспечения максимально возможного зазора между ними. Чем это расстояние меньше, тем большая вероятность попадания в него металла в жидком состоянии.
V-образные сварные соединения выполняются без скоса кромок, если металл толщиной менее 14 мм. Кроме того, от свариваемой толщины металла зависит выбор вариантов ручной дуговой сварки.
Рекомендуемые варианты скошенных сборок могут быть следующими:
габариты металла — 4-6, катет сварного шва — 5 мм, проводящая часть– 5 мм, 250-300А;
габариты металла — 6-8, катет — 6 мм, проводящая часть — 6 мм, 300-350А;
габариты металла — 10-14, катет — 8 мм, проводящая часть — 8 мм, 480-560А.
Как показывает практика, сваривание вертикальным катодом не всегда возможно в нижнем положении. При отсутствии такой возможности V-образные стыки варят наклонной составляющей частью. Этот способ работы отличается отрицательными характеристиками. К примеру, наклонным проводником практически невозможно получить качественный провар наплавляемых стыков.
Это возможно из-за того, что разгоряченная жидкость постоянно стекает с поверхности, установленной вертикально. Процесс получения неразъемного соединения наклонным электродом затруднителен в односторонних швах трубопроводов. Непроваренная кромка может стать следствием образования трещин. Исключаются подобные дефекты двухсторонней разделкой кромок.
Разновидности
Целью данной публикации не является соорудить нечто вроде энциклопедии монтажных зажимов – их много видов, а патентов на новые, «супер-супер», еще больше. Наша задача – показать, какие из струбцин более всего надобны в домашней мастерской, и как лучше всего сделать струбцину, не тратя много материала и времени.
Наиболее употребительные в кустарном производстве виды струбцин показаны на рис:
G-образная (G-cramp; G-clamp) – самая остая, надежная и дешевая из струбцин общего назначения. Недостатки: долго затягивается и может провернуть склеиваемые детали, если шарнир упора некачественный или неухоженный. Последнее довольно существенно: не схватившийся клеевой слой неплохая смазка, а разнимать и вновь сжимать склеиваемые поверхности нежелательно, прочность высохшего стыка от этого резко падает. Кроме того, обычная G-струбцина плохо держит круглые детали, поэтому для фиксации труб либо круглого профиля для сварки или пайки встык используется специальная трубная струбцина (см. след. рис.). Собранный из обычной конструкционной стали s=(2,5-4) мм, такой варной зажим обеспечивает надежную фиксацию труб до d(120-150)х(1,5-4) мм.
- F-образная (F-cramp). Быстрозажимная, действует по принципу заклинивания скользящего упора в положении мертвой точки. Дожим до прочного закрепления обеспечивается чаще всего винтовым зажимом, как в G-образной. Еще более «мягкий» и быстрый зажим, но менее надежный, дает курково-эксцентриковый зажимной механизм, см. далее. Наиболее универсальная и широко распространенная из струбцин. Главный недостаток – от вибраций и толчков в работе может саморасклиниться и отпустить. Или, наоборот, заклинивается намертво, а при расклинивании ударом молотка (см. далее) «выстреливает» либо струбцина, либо деталь. Для приспособления под сварку труб встык непригодна: губки от косвенного нагрева ведет, стык труб разъезжается.
- C-образная (C-clamp, fixing tongs). Достаточно узко специализированный инструмент. Основное назначение – сжимание склеиваемых деталей. Простые C-струбцины выполняются с пружинным зажимом. Курково-рычажный зажим позволяет точно устанавливать силу прижима.
- Угловые струбцины для сварки линейных деталей (труб, профилей) под заданным углом. Вполне устоявшегося специального англо-американского термина нет. Чаще других употребляются welding clamp и dead-lock clamp.
- Вайма (joiner’s bench) – столярная струбцина для сплачивания щитов из досок, реек и брусьев, сборки узлов из фасонных деталей (напр. перил с балясинами). На след. рис. показана рельсовая вайма; бывают еще реечные и трубные, см. далее. Учтите, что в продаже под названием «трубная струбцина» идут трубные ваймы, а зажимы для сварки/пайки кругляка встык нужно искать по запросу «варная струбцина».
- E-образная (E-clamp). Узкоспециализированный инструмент для кромления столярных излений на клею. Если нужно аккуратно подклеить кромку на существующей ценной мебели/в интерьере, без E-струбцины трудно обойтись.
- O-образная или ленточная, или обжимной захват (loop stay, loop brace). Пользуются ленточными струбцинами чаще всего столяры-виртуозы и мебельщики-реставраторы. Если за качественно отреставрированный старинный венский стул можно выручить до $1000 и более, то за самую малость перекошенный или хлябающийся дадут в лучшем случае 15-20 тех же самых. Рамку для большой картины или фотографии сделать без ленточной струбцины тоже не так-то просто.
- Рычажно-плунжерная (precision clamp). Под нажатием на курок плунжер (толкатель) с зажимным упором плавно двигается вперед. Курок отпущен – плунжер фиксируется поджатой пружиной кулисой, становящейся в положение мертвой точки. Повторное нажатие освобождает кулису и еще продвигает плунжер. В хорошей рычажно-плунжерной струбцине можно надежно зажать куриное яйцо, не повредив его скорлупы. В домашней мастерской такая точность зажима вряд ли когда понадобится, но вдруг – неплохая прецизионная струбцина получается из монтажного пистолета для туб с силиконом и т.п. вязкими составами. В проем (окно) для горловины тубы без проблем устанавливается неподвижная губка, а подвижная насаживается на шток вместо штатного толкателя. При необходимости то и другое можно снять и пользоваться инструментом по прямому назначению.
Разновидность струбцин: струбцины для сварки виды и назначение
Каждый вид струбцин отличается не только формой, но и конструктивными особенностями. В основном это габариты самой струбцины и её рабочая область.
Существует несколько видов струбцин: F-образные, G-образные, угловые и торцевые.
F-образные
Струбцины F-образной формы являются простыми по своему устройству. Это даёт возможность сварщику изготовить такую струбцину самостоятельно из подручных материалов.










Состоит F-образная струбцина из металлической станины с двумя губками, одна из которых неподвижная. С помощью вращения винта, движущаяся часть прижимает изделие к неподвижной.
Также существуют струбцина быстрозажимные для сварки деталей. Движением подвижной части осуществляется нажатием на специальный курок. Это очень удобно, когда есть необходимость быстро зафиксировать какое-либо изделие одной рукой. Единственный их недостаток – это их слабая надёжность. Поэтому струбцина сварочная быстрозажимная основном применяется для зажатия заготовок не подверженных сильной деформации при сварке.
G-образные
С виду такие зажимы напоминают букву G. Прижатие детали осуществляется подвижным винтом. G-образные струбцины для сварочных работ полностью изготавливаются из металла, и поэтому очень надёжны в эксплуатации.
Благодаря своей простоте, такого крепеж применяется при сварочных и сборочных работах. С их помощью можно надёжно прижать заготовку к столу. Единственный их минус – это малая рабочая область (до 200 мм).
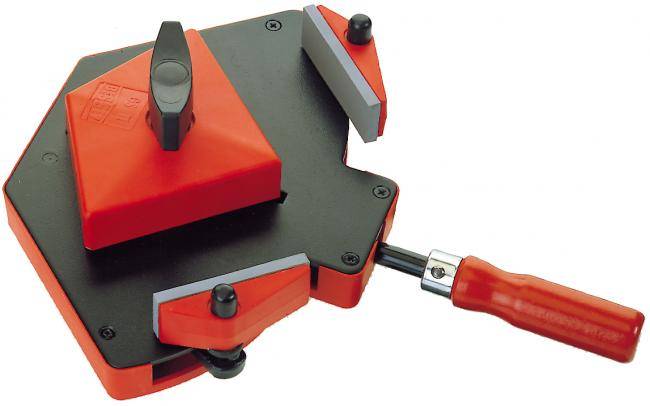
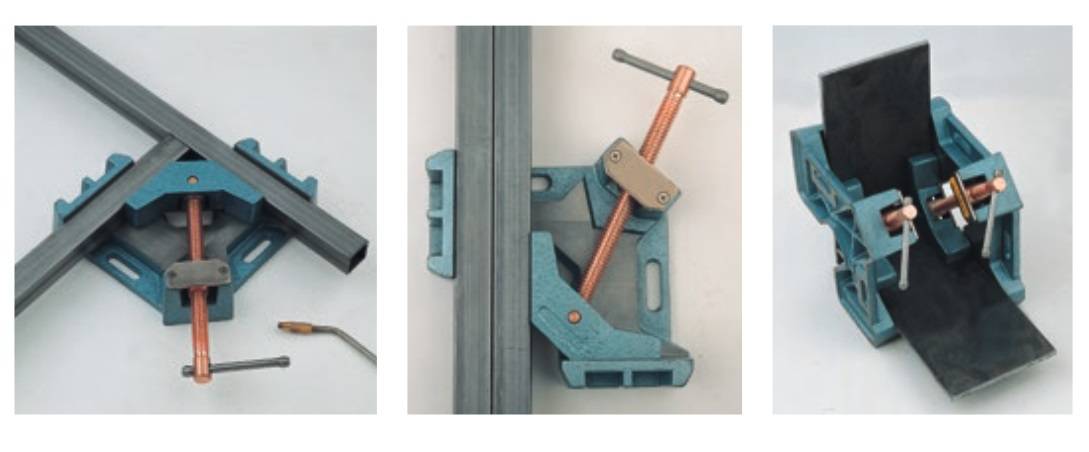
Угловые
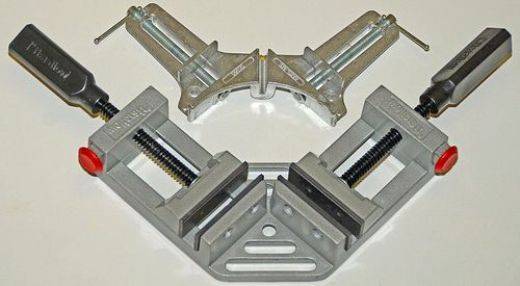
Данные струбцина применяют для сварки деталей под углом 90°. Состоит угловой зажим из двух частей. В неподвижную часть укладываются две детали и прижимаются подвижной частью с помощью винта.
Существуют струбцины для сварки под углом, у которых подвижная часть может регулироваться двумя винтами.
Торцевые
Применяются для прижатия различных элементов к торцу изделия. Внешне такой зажим напоминает F-образную струбцину. Но в отличие от них она имеет от 2-х до 3-х подвижных винтов.
Заключение
Для выполнения сборочно — сварочных работ, каждому сварщику пригодятся такие приспособления. Иметь в наличии струбцину для сварочных работ одного типа – неверно. В «арсенале» у каждого сборщика должны быть все типы струбцин и главное в большом количестве.
На рынке представлено большое количество разнообразных зажимов. В зависимости от качества растёт их цена. Если для пользователя не важен внешний вид, то такие приспособления можно сделать из подручных средств: кусков профильной трубы, пластин, болтов и гаек.







Изготовление металлической угловой струбцины
Металлические прижимные приспособления имеют хорошую фиксацию, высокую степень зажима и оптимальный эксплуатационный срок. Такие струбцины состоят из надежных крепких корпусов, подвижных механизмов и винтов, которые обеспечивают фиксирующую жесткость.
При помощи металлических струбцин можно:
- выполнять фиксацию элементов конструкций под любым углом;
- использовать для предварительного монтажа заготовок;
- осуществлять выравнивание деталей конструкций.
К тому же, угловые струбцины из металла часто используются при сварке. Подобный вид инструмента подразделяют на:
- Двухкоординатный.
- Трехкоординатный.
Посредством одного инструмента можно выполнять фиксацию сразу двух элементов металлоконструкций, для дальнейшего их сваривания. закрепить их сваркой.
Для изготовления своими руками угловой струбцины из металла необходимо обеспечить наличие таких комплектующих:
- стального листа, толщина которого 10 мм;
- гаек в количестве 3 штук;
- стального листа, на котором предусмотрена наружная резьба, соответствующая размерам гаек;
- шайб больших диаметров.
Процесс сборки струбцины:
Создаются основания конструкций. Чтобы выполнить формирование оснований на устройстве необходимо наличие листового металла, у которого толщина составляет от 8-10 мм. В качестве фиксирующего элемента можно использовать уголки нужных размеров. Для выполнения креплений стоит воспользоваться электросваркой, так как резьбовые крепления будут отличаться меньшей надежностью. Выполняется установка зажима – для создания винтового зажима можно воспользоваться двумя или тремя гайками, которые следует сварить друг с другом. К тому же оптимальнее всего выполнить изготовление кронштейна, на котором имеются резьбовые отверстия с толщинным размером 30-40 мм. Крепление осуществляется болтами, для того чтобы при срыве резьбы можно было осуществить его замену. Формируются углы
Важное значение, при сборке угловой струбцины, следует придать тому, как будут расположены зажимочные скобы. В процессе сварки каждый уголок должен идеальным образом соответствовать друг к другу. В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе
Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна
В связи с этим один уголок нужно приварить на зажим, после чего наложить второй, прижать и приварить к скобе. Осуществляется проверка движения оснований. На боковых поверхностях конструкций следует произвести установку направляющих, что должны будут позволить выполнять перемещение внутреннего основания струбцин. с этой целью нужно вырезать проем, ширина которого будет составлять 8-10 мм. Просверливание отверстий. При помощи сверл на верхних основаниях струбцин, куда устанавливаются болты, делаются отверстия. Основания касательно друг друга должны перемещаться максимально свободно, так что лучше предусмотреть, чтобы резьбы на болтах не доходили до головки, которая крепиться на основаниях посредством кронштейна.
После этого работу по сборке угловой металлической струбцины можно считать завершенной. Выполняя столярные, слесарные или сварочные работы таким инструментом можно выполнить надежную фиксацию конструкции. Приспособление позволяет заменить нескольких помощников и существенно ускорить рабочий процесс. Благодаря подвижным элементам можно соединять детали под необходимым углами и наклонами.
Рассмотрев основные способы изготовления угловых струбцин, теперь каждый мастер сможет сделать приспособление своими руками, так как это абсолютно не сложный процесс. Подбор вида конструкций должен осуществляться согласно необходимой степени будущей фиксации. Применение такого приспособления может быть полезно как для домашнего хозяйства, так и для профессиональных работ.





