

Алюминий
Анодированное покрытие выполняется для повышения коррозионной устойчивости и подготовки к покраске. А также, в зависимости от применяемой технологии — либо для увеличения шероховатости, либо для создания гладкой поверхности. При этом анодирование само по себе не способно существенно увеличить прочность изделий, изготовленных из этого металла. При контакте алюминия с воздухом или любым другим газом, содержащим кислород, металл естественным путем формирует на своей поверхности слой оксида толщиной 2-3 нм, а на сплавах его величина достигает 5-15 нм.
Толщина анодированного покрытия алюминия составляет 15-20 микрон, то есть разница в два порядка (1 микрон равен 1000 нм). При этом этот созданный слой в равных долях распределен, условно говоря, внутрь и вовне поверхности, то есть увеличивает толщину детали на ½ от размера защитного слоя. Хотя при помощи анодирования возникает плотное и равномерное покрытие, имеющиеся в нем микроскопические трещины могут привести к коррозии. Кроме этого, сам поверхностный защитный слой подвержен химическому распаду вследствие воздействия среды с высокими показателями кислотности. Для борьбы с этим явлением применяются технологии, сокращающие количество микротрещин и внедряющие в состав оксида более стабильные химические элементы.
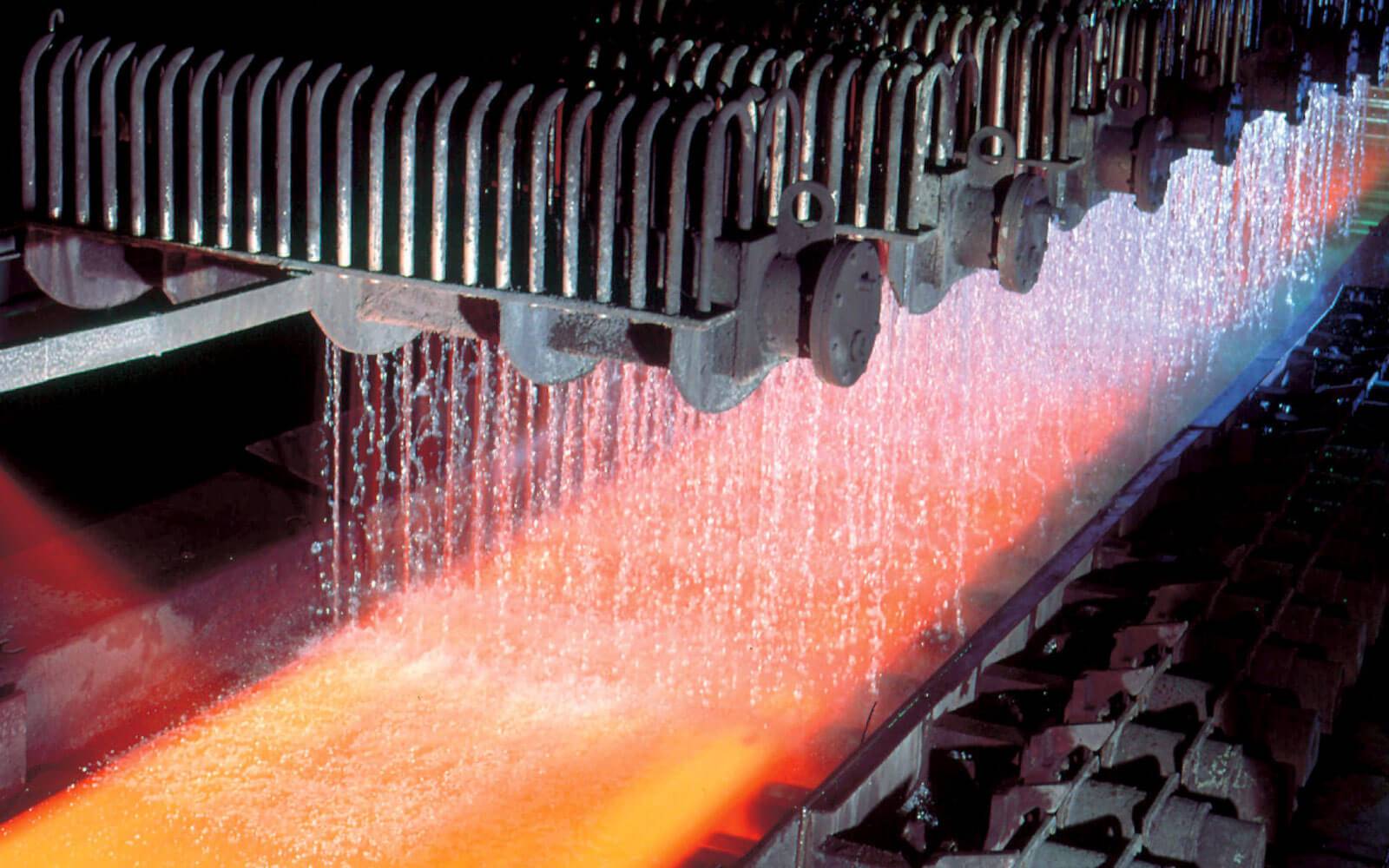
Механизм горячего химического оксидирования стали.
Горячее химическое оксидирование делается в щелочных и не щелочных составах. Щелочное воронение производится в смеси щелочи с окислителями. В результатепроцесса на стали образуется пленка магнитной окиси железа Fe3O4.
Безщелочное воронение производится при более низких температурах и за меньшее время. Используется раствор, состоящий из фосфорной кислоты и окислителей – азотнокислых соединений кальция или бария. Такое оксидное покрытие состоит уже из фосфатов и оксида железа (оксидно-фосфатное).
Главной реакцией процесса воронения стали является ее взаимодействие со щелочью и окислителями. Растворяясь в горячем концентрированном щелочном растворе, железо дает соединение Na2FeO2. Под воздействием окислителей в растворе образуется соединение трехвалентного железа Na2Fe2O4. В итоге при химическом оксидировании на поверхности металла возникает оксидная пленка по реакции:
Na2FeO2 + Na2Fe2O4 + 2H2O -> Fe3O4 + 4NaOH
Формирование оксидной пленки начинается с появления на поверхности металла кристаллических зародышей. По мере того как оксид покрывает металл, изолируя его от взаимодействия с раствором, уменьшается скорость растворения железа и формирования пленки.
Скорость роста покрытия и его толщина зависят от соотношения скоростей образования центров кристаллизации и роста отдельных кристаллов:
- При большой скорости образования зародышей их количество на поверхности металла быстро растет. Кристаллы смыкаются, образуя тонкую сплошную пленку.
- Если же скорость формирования зародышей относительно невелика, то до того, как они соединятся, создаются благоприятные условия для их роста и получения оксидной пленки большой толщины.

При химическом воронении стали процесс образования оксидной пленки определяется в первую очередь составом стали, составом раствора и температурой.
Стали, более легированные, чем 40Х, оксидируются труднее не в чисто черный цвет. Нержавеющие стали описанным способом не оксидируются в принципе. Скорость растворения железа зависит от ее химического состава и микроструктуры. Высокоуглеродистые стали оксидируются быстрее, чем малоуглеродистые. Поэтому при оксидировании малоуглеродистой стали применяются растворы с увеличенным содержанием щелочи. Состав стали оказывает влияние и на цвет оксидной пленки: на малоуглеродистых сталях она получается глубоко черного цвета, в то время как на высокоуглеродистых – черного с серым отливом.
При большой концентрации в растворе окислителя возрастает скорость образования зародышей оксида и, следовательно, уменьшается толщина формирующейся оксидной пленки. Уменьшение концентрации окислителя в растворе способствует росту толщины пленки, но в сильно концентрированных растворах на поверхности стали может выделиться рыхлый осадок гидроксида железа и защитные свойства покрытия уменьшаться.

Воронение без промасливания применяется редко ввиду значительной пористости, малой толщины и, следовательно, низкой коррозионной стойкости покрытия. Промасливание, впитываясь в поры, обеспечивает улучшение антикоррозионных характеристик, повышенную износостойкость и более глубокий черный цвет.
Промасленное покрытие на стали применяется для защиты деталей от коррозии, декоративной отделки, как антибликовое покрытие на инструменте.
Горячее высокотемператрное и низкотемпературное химическое воронение без промасливания может использоваться как грунт под покраску. Заметим, что холодное чернение применять как грунт нежелательно.
Виды оксидирования
Сегодня используется большое количество видов. Они представлены следующими категориями:
Анодное оксидирование
Этот вид является достаточно распространенным. Он представляет собой образование на металле оксидной пленки для предотвращения появления коррозии методом их поляризации их анодов в среде, которая создается при помощи подключения электрического тока. Данный метод применяется для таких металлов, как алюминий, магний, титан.
Микродуговое оксидирование
Данная процедура заключается в том, что оксиды многих метало, которые были получены методом электрохимического окисления, подвергаются химической модификации с использованием электрического тока. Благодаря периодически возникающим электрическим импульсам на поверхности металлов появляется плотная пленка, которая служит надежной защитой от появления коррозии. Данная процедура носит еще одно название плазменно-электролитическое оксидирование. Оно используется лишь на небольшом количестве предприятий.
Щелочное оксидирование

Сегодня не редко для обработки металлов используется щелочная среда. Для проведения данного процесса идеально подходят поверхности из стали. Технология проведения щелочного оксидирования предусматривает изготовление щелочной среды для того, чтобы при взаимодействии с металлом на его поверхности в результате взаимодействия образовалась оксидная пленка.
Низкотемпературное оксидирование
Данный вид процесса образования оксидной пленки является нейтральным. В процесс используется метод нагревания до невысоких температур, что обеспечивает покрытие металла слабой оксидной пленкой.
Таблица 2. Составы растворов для декапирования.
| Декапирование алюминия и его сплавов | Температура | Время обработки |
| Состав 1 : | ||
| Азотная кислота 10-15% раствор (по объему) | 20°С | 5-15 с |
Таблица 3. Составы растворов для окрашивания алюминия в черный цвет.
| Для окрашивания в черный цвет: | г/л (воды) | Температура и время обработки |
| Состав 1: | ||
| Молибдат аммония = молибденовокислый аммоний = ammonium molybdate = парамолибдат аммония= (NH4)6Mo7O24 | 10-20 | 90-100°С / 2-10 мин |
| Хлорид аммония = хлористый аммоний = NH4Cl | 5- 15 |
Таблица 4. Составы растворов для окрашивания алюминия в серый цвет.
| Для окрашивания в серый цвет: | г/л (воды) | Температура и время обработки |
| Состав 1: | ||
| Оксид мышьяка (III) = триокись мышьяка = трехокись мышьяка = arsenic trioxide As2O3 | 70-75 | Кипение / 1-2 мин |
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 70-75 |
Таблица 5. Составы растворов для окрашивания алюминия в зеленый цвет.
| Для окрашивания в зеленый цвет: | г/л (воды) | Температура и время обработки |
| Состав 1: | ||
| Ортофосфорная кислота | 40-50 | 20-40°С / 5-7 мин |
| Кислый фтористый калий = калий бифторид = калий гидрофорид = kalium bifluoratum = potassium bifluor > | 3-5 | |
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 5-7 |
Таблица 6. Составы растворов для окрашивания алюминия в оранжевый цвет.
| Для окрашивания в оранжевый цвет: | г/л (воды) | Температура и время обработки |
| Состав 1: | ||
| Хромовый ангидрид = оксид хрома(VI) = трёхокись хрома = CrO3 (весьма химически активное вещество, способен вызвать при соприкосновении с органическими веществами возгорания и взрывы) | 3-5 | 20-40°С / 8-10 мин |
| Фторсиликат натрия = кремнефтористый натрий = Na2SiF6 | 3-5 |
Таблица 7. Составы растворов для окрашивания алюминия в желто-коричневый цвет.
| Для окрашивания в желто-коричневый цвет: | г/л (воды) | Температура и время обработки |
| Состав 1: | ||
| Кальцинированная сода = карбонат натрия = натрий углекислый . Химическая формула, Na2CO3 | 40-50 | 80-100°С / 3-20 мин |
| Натрия хромат = хромовокислый натрий = Na2CrO4 | 10-15 | |
| Гидроксид натрия = каустическая сода = каустик = Едкий натр = едкая щёлочь. Химическая формула NaOH | 2-2,5 |

Антикоррозионные средства
Антикоррозионные пигменты классифицируются на: цинковые крона, алюминий три-полифосфаты и слюдянистую окись железа.

Защита трубопроводов от коррозии
Сегодня без разных видов трубопроводов невозможно представить себе жизнью Они находятся практически в каждом населенном пункте и обеспечивают коммуникации. Производств труб для прокладки под землей осуществляется из металлов самых разных типов.

Процесс коррозии
В современном мире из металлов самых разных видов производится большое количество продукции. Металлические материалы присутствуют в разных отраслях промышленности в виде станков и машин, инструментов.
Теплофизические свойства оксидов металлов
В таблице представлены теплофизические свойства оксидов (спеченных окислов) металлов при различной температуре. Даны значения свойств следующих плотных спеченных окислов: оксиды алюминия и магния Al2O3, MgO, оксид кальция CaO, оксид кремния SiO2, оксид никеля NiO, оксид титана TiO, оксид циркония ZrO2, оксид урана UO2, оксид тория ThO2, оксид плутония PuO2Теплопроводность спеченных окислов в таблице указана при температуре от 127 до 1727 °С в зависимости от пористости. Коэффициент линейного теплового расширения (КТР) указан при температуре от 300 до 400 К. Плотность оксидов металлов дана при комнатной температуре.





Теплопроводность спеченных оксидов металлов зависит от чистоты и кристаллической структуры исходных порошков, метода и степени прессования и режимов спекания. Теплопроводность порошкообразных окислов зависит от плотности, размера зерен и влажности; для любых порошкообразных оксидов металлов (не спеченных) теплопроводность лежит в пределах 0,1…1,1 Вт/(м·град).
В таблице даны следующие свойства оксидов металлов:
- температура плавления, К;
- коэффициент линейного теплового расширения (КТР), 1/град;
- плотность, кг/м3;
- пористость, %;
- коэффициент теплопроводности, Вт/(м·град).
Анодирование различных типов металла
Особенности анодирования меди и ее сплавов
Чаще всего анодирование меди и ее сплавов осуществляется химическим или электрохимическим способами. В результате поверхность материала в большинстве случаев приобретает цветное покрытия.
Для получения пленки из меди применяется кислая или цианистая жидкость. Медные сплавы, в состав которых входят легирующие металлы повергаются анодному окислению намного сложней.
Особенности анодирования серебра
Анодное окисление серебра позволяет придать изначально белому металлу черный, фиолетовый либо синий оттенок без изменения структуры и качественных характеристик обрабатываемого материала. Обработку серебряных изделий специалисты рекомендуют производить при помощи серной печени. При проведении анодирования серебро начинает менять цвет примерно через полчаса. После того, как изделие обретет необходимый цвет, его необходимо достать из жидкости и тщательно промыть сначала горячей, потом теплой и, наконец, холодной водой.
Особенности анодирования титана
Анодирование титана представляет собой обязательную процедуру, основное значение которой заключается в повышении показателя износоустойчивости данного металла. Наличие оксидной пленки придает изделию химическую прочность и изменяет цвет поверхности покрытия. Использоваться для анодного окисления титана могут хромовая, щавелевая или любая другая кислота.
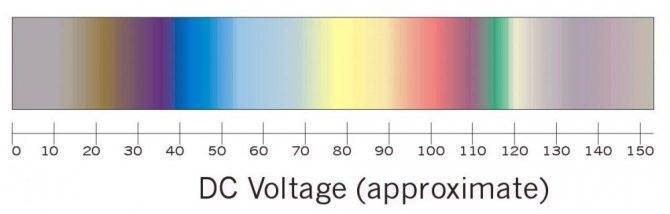 Зависимость цвета оксидной пленки титана от напряжения тока при оксидировании.
Зависимость цвета оксидной пленки титана от напряжения тока при оксидировании.
Особенности анодирования алюминия
Анодное окисление алюминия требуется, независимо от того, что этот металл может отлично выглядеть и после экструзивной обработки. Связано это с тем, что алюминий в большой степени подвержен коррозии. К тому же он под воздействием целого ряда негативных внешних факторов легко разрушаться.
Суть и назначение технологии
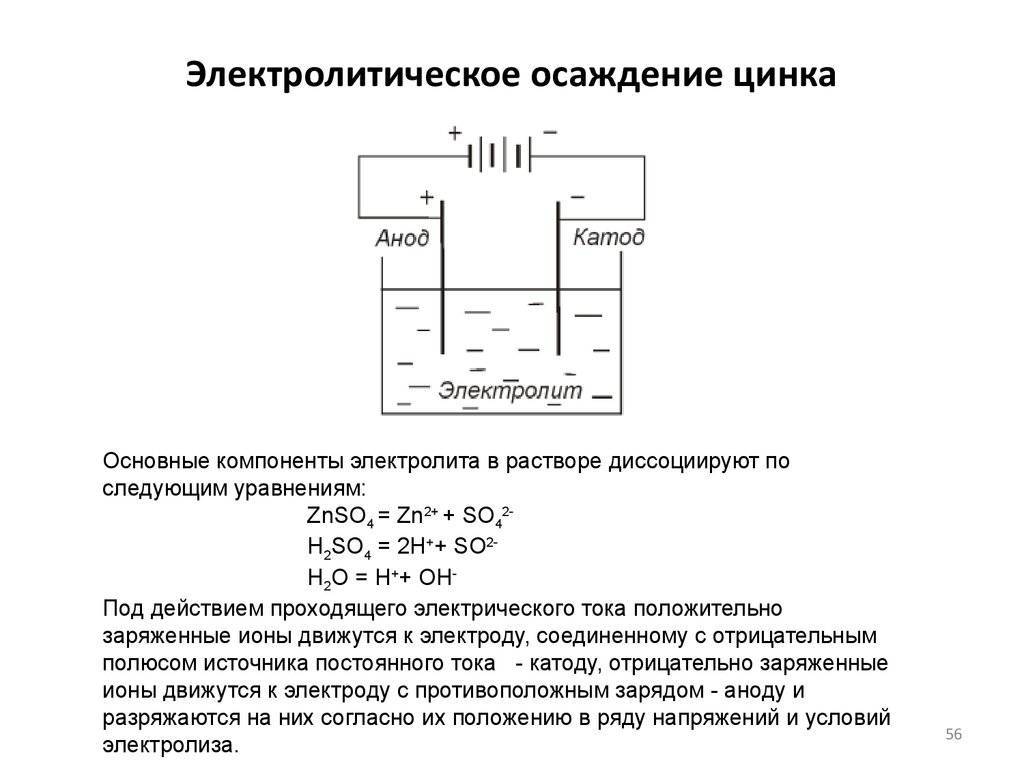
В своей основе оксидирование стали имеет окислительно-восстановительную реакцию металла при его взаимодействии с кислородом воздуха, электролитом или специальными кислотно-щелочными растворами. В результате на поверхности детали образуется защитная пленка, повышающая технические характеристики металла:
- увеличивает твердость;
- снижает образование задиров;
- повышает способность деталей к прирабатыванию;
- увеличивает срок службы;
- создает декоративное покрытие.
Покрытие оксидной пленкой применяют для различных материалов. В ювелирной промышленности и при создании бижутерии используют оксидирование многих металлов:
- серебра;
- алюминия;
- меди;
- титана;
- латуни;
- бронзы.
Сущность обработки – в увеличении прочности и придании дополнительной декоративности. Изделия из серебра хорошо держат форму. Это позволяет создавать украшения с острыми углами и тонким орнаментом. С помощью оксидов создается патина, имитирующая старину, и другие эффекты.

В зависимости от характеристик и свойств металла используют различные технологии создания сложных окислов на поверхности.
К положительным качествам оксидирования относится его распределение по поверхности тонкой пленкой в несколько микрон – тысячных долей миллиметра. При этом не меняются размеры деталей и посадочных мест сверху и на поверхности.
Преимущества изделий из анодированного алюминия
19.02.13 в 15:10 | Новости компаний | Комментарии »
Анодирование металлических сплавов применяется в разных отраслях промышленности уже достаточно давно. Это — сложный электрохимический процесс, детальное описание которого мы не будем здесь приводить — на это потребуется слишком много времени. Приблизительно же процедура анодирования заключается в следующем — подвергаемый обработке элемент конструкции помещается в кислый электролит (к примеру, в раствор серной кислоты), после чего подключается к источнику тока. Результат — образование на поверхности металла оксидной пленки. Изделия из анодированных алюминиевых сплавов ценятся выше, чем обычный алюминий — благодаря своим преимуществам: они не подвергаются коррозии, обладают высокой прочностью и долговечностью, простотой в уходе.
Анодирование алюминия — наиболее эффективный способ защиты поверхности профиля от коррозии, исключающий отслоение покрытия и подпленочную коррозию. Помимо этого, анодирование алюминия придает изделиям дополнительные эстетические свойства и респектабельный внешний вид.
Прекрасный внешний вид этого материала делает возможным его использование для производства декоративных изделий, а высочайшие показатели функциональности делают его незаменимым при изготовлении высокопрочной фурнитуры, а также антипригарной посуды и отделки в стиле хай-тек дорогих автомобилей.
Использование анодированного алюминия для производства лестниц и стремянок весьма распространено в мире. Изготовленные из этого материала конструкции прочнее и гораздо удобнее и безопаснее в эксплуатации, чем лестницы из простого алюминия.
Преимущества анодированного профиля:
· надежная защита от коррозии,
· слой оксидной пленки (полученный в процессе анодирования) неразрывно связан с поверхностью, что делает невозможным его отслаивание или появление трещин,
· возможность применения в помещениях с повышенной влажностью,
· высокая эстетика покрытия и декоративные свойства. Анодированный профиль выглядит благороднее и богаче, что расширяет границы в дизайне изделий с использованием анодированного алюминия,
· широкая гамма цветов анодирования (хром, золото, шампань, бронза, коньяк),
· возможность получения матовой и глянцевой поверхности,
· высокая устойчивость к ультрафиолетовому излучению,
· длительный период эксплуатации, нет необходимости периодического восстановления анодированной поверхности, по истечении времени она не темнеет, не покрывается пятнами и трещинами. Кроме того, профиль анодированный не требует покраски, полировки и другого ухода,
· повышенная устойчивость к механическим повреждениям (царапинам, потертостям и др.), благодаря улучшению таких свойств алюминия как твёрдость, устойчивость к термическому воздействию.








Однако на территории нашей страны функционирует всего одна компания, занимающаяся производством стремянок из анодированных сплавов — московская . Эта организация функционирует в течение более чем семи лет, и все эти годы основным материалом производства являлся анодированный алюминий. На сайте компании, находящемся по адресу www.fabrika-lestnic.ru стремянки из анодированного алюминия представлены в широком ассортименте. Компания производит такие виды лестниц, как:
· Двух- и трехсекционные лестницы;
На каждую из лестниц производства «Фабрики Лестниц» предоставляется гарантия качества.
Что дает процесс
Производители деталей из металла знают, что основная проблема, почему их продукция быстро выходит из строя, – это образование коррозии. Дело в том, что фактически любое вещество, обладающее металлическими свойствами, достаточно сильно подвергается влиянию внешней среды. Это влажность, температурные перепады, солнечное излучение, реакции с кислородом, а также загрязнения и естественный износ. Посмотрим, что дает оксидирование для производителей.
Антикоррозийные свойства
Даже при постоянном нахождении на улице под дождем и при контакте с воздухом не происходит ржавления. Это очень актуально для элементов корпуса автомобилей и других предметов, которые преимущественно эксплуатируются вне помещения.
Ограничение воздействия внешней среды
Есть некоторые средства, которые являются агрессорами по отношению к металлу. Проще говоря, они разрушают его поверхность и даже проникают более глубоко в структуру, нарушая целостность. Это пары химикатов или жидкости, а также самый обыкновенный ультрафиолет.
Электроизоляционные характеристики
Ряд деталей должен стать диэлектриком, то есть не пропускать электричество. С такой задачей отлично справляется создаваемый диэлектрический слой.
Придание оригинального декоративного вида
Это может быть черный глянцевый блеск или более экзотический перелив различных цветов. Смотрится очень красиво, причем практичность остается такой же высокой.
Оксидирование алюминия и алюминиевых сплавов
Для эффективной защиты алюминия от коррозии наилучшим способом является создание на его поверхности оксидных слоев. Для этого применяют химическое, электрохимическое либо микродуговое оксидирование.
Анодирование (анодное оксидирование) алюминия
Покрытие может применяться как самостоятельная защита от атмосферной коррозии алюминия и его сплавов, или же, как основа под покраску. Оксидная пленка легок растворима в щелочах, но обладает достаточно высокой стойкостью в некоторым минеральным кислотам и воде.
Состав защитного слоя на алюминии: аморфный оксид алюминия, кристаллическая γ-модификация Al2O3.
Твердость оксидного слоя: на техническом алюминии — порядка 5000 – 6000 МПа, на сплавах алюминиевых от 2000 до 5000 МПа.
Слои, полученные методом оксидировании, отличаются хорошими электроизоляционными свойствами. Удельное электросопротивление составляет 1014 – 1015 Ом·м.
Анодированием можно получать на алюминии слои с различными заранее заданными свойствами. Можно получать твердые и мягкие защитные слои, безпористые, пористые, эластичные, хрупкие. Различные свойства получают при варьировании составом электролита и режимами электролиза.
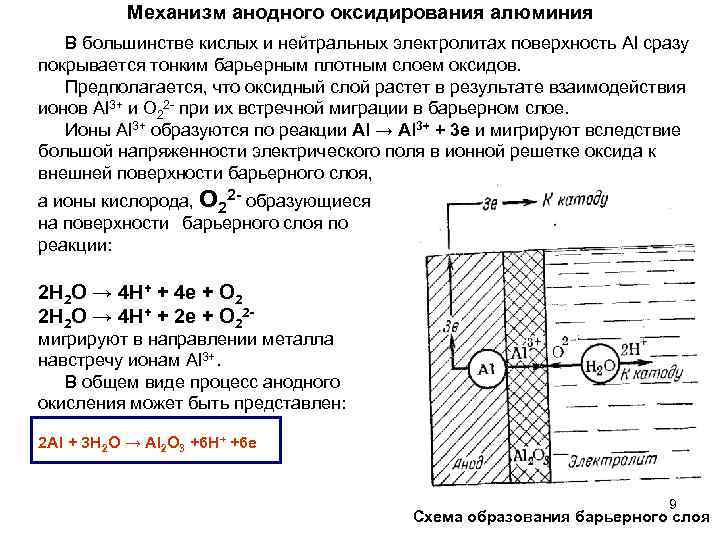
При оксидировании алюминия в нейтральных или кислых электролитах (в большинстве растворов) поверхность алюминия почти моментально покрывается толстым слоем оксидов.
При электрохимическом оксидировании сначала образуется тонкий слой окислов, а потом кислород, проникает сквозь этот слой, упрочняя и утолщая его. Окисный слой достигает толщины около 0,01 – 0,1 мкм и прекращает свой рост. Этот слой называется барьерным. Для продолжения роста окислов необходимо увеличить напряжение на ванне.
Некоторые электролиты способны растворять оксид алюминия. Если электролит не растворяет оксидную пленку – она достигает толщины, отвечающей заданному напряжению. Это около 1 — 2 мкм. Такие пленки используются при производстве электрических конденсаторов, т.к. они не имеют пор, обладают хорошими электроизоляционными свойствами.
При использовании электролитов, способных растворять оксидный слой, утолщение пленки зависит от двух процессов, которые протекают на аноде:
— растворения пленки под воздействием электролита;
— электрохимического окисления металла у основания пор.
Если скорость окисления алюминия выше скорости растворения окислов, то происходит утолщение окисного слоя. В начале процесса оксидирования скорость окисления больше, скорости растворения, но с течением процесса увеличивается скорость растворения оксидов. Рост пленки прекращается, когда эти две скорости уравниваются.
Толщина оксидной пленки, полученной при анодировании алюминия, зависит от растворяющей способности электролита. А она, в свою очередь, определяется концентрацией кислоты, температурой и другими факторами.
Толщина оксидного покрытия зависит также от состава алюминия и его сплавов. Химически чистый алюминий легче анодировать, чем его сплавы. С увеличение в составе сплава различных добавок труднее получить пленки с хорошими характеристиками. На алюминиевых сплавах, содержащих марганец, медь, железо, магний, покрытие получается шероховатым, неровным. Это объясняется высокой скоростью растворения интерметаллических соединений, в виде которых эти металлы присутствуют в алюминиевом сплаве.
Оксидные пленки на алюминии, полученные методом анодирования, состоят из двух слоев: первый слой, на границе с металлом, беспористый барьерный в толщину от 0,01 до 0,1 мкм; второй слой пористый и достаточно толстый (от 1 мкм до нескольких сотен мкм.). Рост окисного слоя происходит за счет утолщения внешнего слоя.
Химическое оксидирование алюминия
Химическое оксидирование алюминия – самый доступный, дешевый и простой способ получить оксидные пленки на алюминии и его сплавах. Метод химического оксидирования не требует подвода электрического тока. Процесс проводится в растворах хроматов и позволяет оксидировать большое количество деталей одновременно. По качеству полученные пленки уступают слоям, полученным методами, с использованием тока. Толщина оксидных слоев – около 2 – 3 мкм.
В связи с невысокими защитными свойствами окисных слоев, полученных химическим оксидированием, метод не нашел широкого применения (используется довольно редко).
Очень важно при химическом оксидировании алюминия и его сплавов постоянно контролировать температуру и состав электролита. При уменьшении концентрации щелочи в растворе для химического оксидирования – пленки получаются тонкие, а при увеличении и высокой температуре раствора — имеют рыхлую структуру
Оксидирование стали в домашних условиях
Повысить прочность металлических изделий и улучшить их декоративные качества можно своими руками. Стоит учитывать, что покрытие будет уступать по качеству защитным слоям, полученным при промышленном процессе.









Подготовительные действия
Перед проведением процедуры необходимо подготовить рабочее место, требуемые препараты и инструменты. Для создания безопасных условий проводятся следующие мероприятия.
- Обеспечивается хорошая приточно-вытяжная вентиляция. Над местом проведения работ рекомендуется установить зонд.
- Подготавливается рабочая емкость для полного погружения детали.
- Изготавливается емкость из стекла, пластика или фаянса. Она необходима для приготовления растворов, нейтрализующих кислоту и щелочь.
- Приобретаются защитные средства: резиновые перчатки, респиратор, очки для работы с химреактивами, брезентовые фартук.
Соблюдение правил техники безопасности поможет провести оксидирование без травм, ожогов и убережет от вредного действия паров кислот и щелочей. Приобрести предметы индивидуальной защиты можно в магазинах рабочей одежды.
Щелочное оксидирование
Использование данного метода – самый простой способ нанесения оксидного слоя в домашних условиях. Для обработки изделия массой до 1 килограмма потребуется 100 г каустической соды и 30 г натриевой селитры.
Этапы проведения работ:
- В 1 литре воды растворяют 1кг каустика и 300 г селитры. Пропорции меняются в зависимости от требуемого объема реагента.
- Обрабатываемую деталь помещают в емкость с приготовленной смесью. В растворе, разогретом до 140⁰С, выдерживают изделие в течение 30 минут.
- После завершения процедуры проводят промывку от остатков рабочей смеси.
- Очищенную деталь пропитывают машинным маслом и протирают ветошью.
Для выполнения оксидирования можно использовать растворы едкого калия или натрия. Содержание реагента в 1 литре воды должно быть не меньше 700 граммов. Процедура проводится по аналогии.
Равномерный слой оксидной пленки можно получить, если обрабатываемое изделие полностью находится в растворе. Для этого необходимо поддерживать постоянный уровень жидкости.
Кислотное оксидирование своими руками
Перед началом работ поверхность детали тщательно очищается, с нее удаляются все загрязнения и налет. После очистки проводится обезжиривание с помощью водки, чистого спирта или растворителя.
Поэтапное проведение работ.
- Изделие помещают на 1 минуту в емкость с серной кислотой 5% концентрации. По истечении времени деталь промывают в кипяченой воде. Процедуру повторяют 2-3 раза.
- Обрабатываемый материал несколько минут кипятят в растворе хозяйственного мыла.
- Готовое изделие промывают, сушат и протирают машинным маслом. Его излишки удаляют ветошью.
После правильно выполненного оксидирования металлическая поверхность должна поменять цвет.
При отсутствии серной кислоты можно использовать смесь лимонной и щавелевой кислот. На 1 литр раствора берут по 2 грамма того и другого реагента. Кипячение в нем продолжают 20 минут. Обработанную деталь промывают слабощелочным раствором и пропитывают машинным маслом.





