

Сверло для высверливания точечной сварки: нюансы при работе и заточке
Многие специалисты по кузовному ремонту сталкивались с ситуацией, когда требовалось заменить какую-либо часть в конструкции авто, соединяемую со смежными элементами посредством точечной сварки. При этом далеко не всегда получается использовать для этого гидропробойник, так что лучшим решением для высверливания точечной сварки становится специальное сверло, размещаемое прямо в патроне электрической дрели.
Конструкция
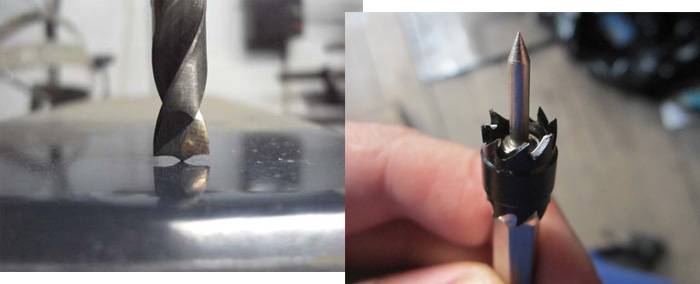
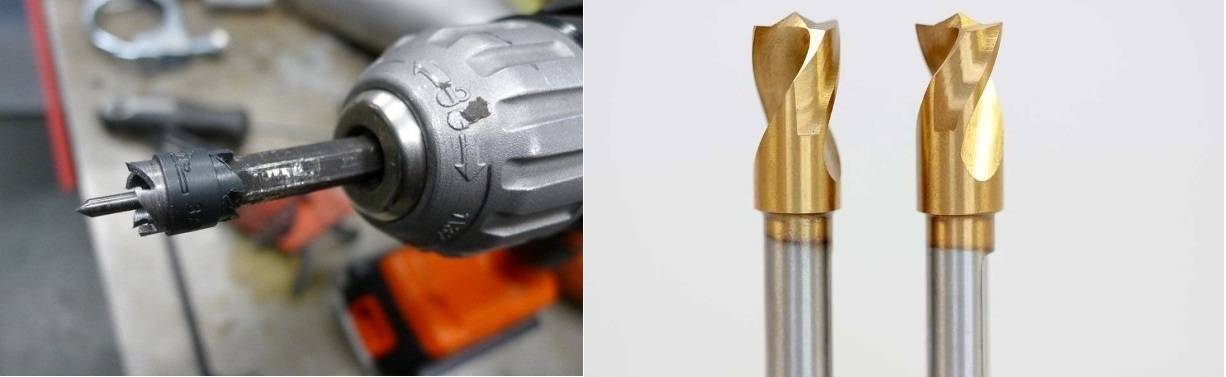
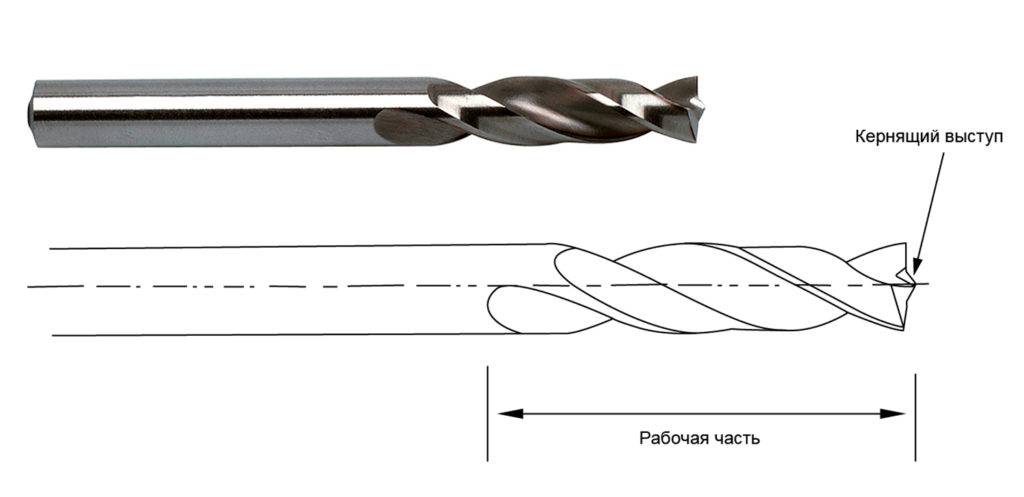
По внешнему виду распознать сверло для точечной сварки довольно легко – по его оси располагается заточенный на 90 градусов на конус кернящий выступ, существенно упрощающий процесс центровки сверла. Рабочий торец же выполнен плоским. Исходя из этого, многие мастера зачастую пользуются обыкновенными сверлами со специальной заточкой для высверливания отверстий.
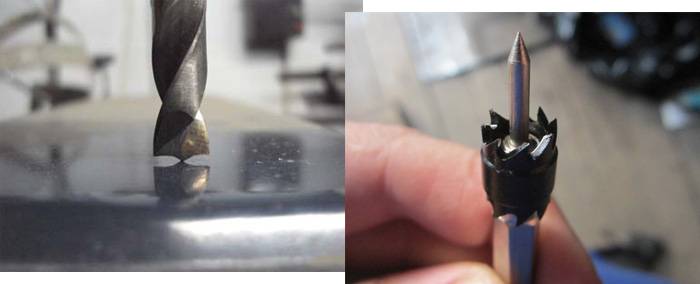
Однако возможен еще один метод высверливания точечной сварки при помощи специальных коронок. С этой целью используется инструмент, который состоит из подпружиненного центрующего стержня, поверх которого надевается режущий диск с зубьями по торцевой стороне. В процессе работы мастер должен первоначально вдавливать керн в металлическую поверхность, после чего, по мере опускания коронки в толщину материала, происходит высверливание области сварного шва. Для большей жесткости инструмент дополняется специальной оправой.
Стоит произвести сравнительную оценку эффективности представленных способов высверливания точечной сварки, предположив, что материал сверл с коронками будет идентичен, а именно быстрорежущая сталь Р18. Однако ничто не исключает возможности применения и других сталей, например, Р9К6, Р6М5К5 или Р6М5. Лучше всего пользоваться инструментом отечественного изготовления. Китайские же аналоги за место привычного быстрореза могут использовать другой материал, к примеру, сталь 45Х, эксплуатационный период которой существенно ниже!
Сверло для точечной сварки
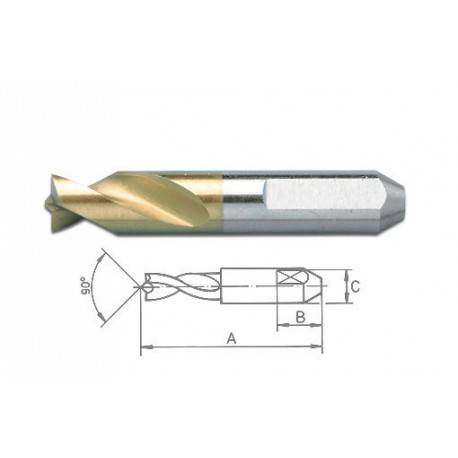
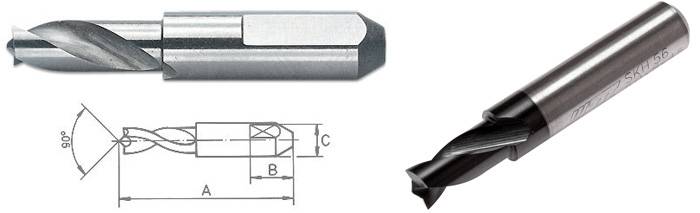
Рассматриваемый инструмент предлагает 3 участка:
- Посадочный элемент для патрона электродрели.
- Основная режущая часть, которая может быть представлена как в обычном исполнении, так с напылением из нитрида титана. В последнем случае продолжительность службы сверла существенно выше, в то время как температура нагрева не станет влиять на габариты режущего элемента.С
- Керн. Как правило, его высота составляет порядка 2-3 миллиметров, при этом оставаясь больше толщины металла обрабатываемой детали.
В данном случае процесс высверливания сварки немного облегчается: первым делом керн входит в металлическую поверхность, после чего боковые грани сверла начинают постепенно выполнять нужную операцию. При таком подходе главной проблемой выступает то, что держать инструмент в строго перпендикулярном положении относительно кузовного элемента довольно затруднительно.
Выбирая сверло для точечной сварки стоит заранее позаботиться о точном расположении керна. С этой целью лучше всего использовать штангенциркуль с делением 0,01 миллиметра за место привычных 0,1 миллиметра
Важно подчеркнуть, что несоосность становится причиной того, что часть сверла проходит по незакаленному металлу, в результате чего инструмент начинает подвергаться неравномерным нагрузкам. Помимо этого, больше времени придется отводить на заточку керна со сверлом, каждый раз тщательно вымеряя его высоту и угол при вершине. Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1
И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель
Пользуясь сверлом с целью высверливания точечной сварки необходимо дополнительно периодически менять число оборотов инструмента, причем в начале работы количество оборотов должно оставаться небольшим, в районе 700-800 мин-1. И все равно суммарная трудоемкость будет оставаться ниже, нежели в прошлом случае, да и для работы потребуется лишь один инструмент – электрическая дрель.
Коронка
Сам по себе инструмент довольно массивный, так что первоначально необходимо хорошо прижать центрирующий стержень к поверхности металла, после чего на слабых оборотах переходить к вырезанию металла. Проблема кроется в том, что малоуглеродистая сталь, а именно из нее сегодня выполняются все кузовные элементы, во время точечной сварки значительно упрочняется, из-за чего от рабочего требуется немало усилий для вдавливания центрирующего стержня в поверхность металла.
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.

После выполнения подготовительных операций можно начать высверливать точечную сварку при помощи специализированного или заточенного вами сверла. Работа займет считанные секунды за счет предварительной подготовки.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.







Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
источник
Каким должно быть сверло для высверливания точек контактной сварки?

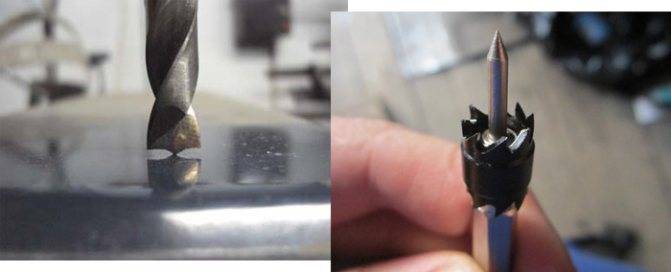
Специальное сверло для высверливания точек контактной сварки можно сделать самому. Нужно заточить обычное сверло по металлу так, чтобы резали только внешние точки сверла, а по центру был точечный выступ для центровки.
Заточить такое сверло можно на точильном станке или даже болгаркой. В этой статье разберём вариант заточки сверла на точильном станке. Шлифовальный круг должен иметь нормальный, не закруглённый край, так как затачивание будет производиться именно при помощи края шлифовального круга.
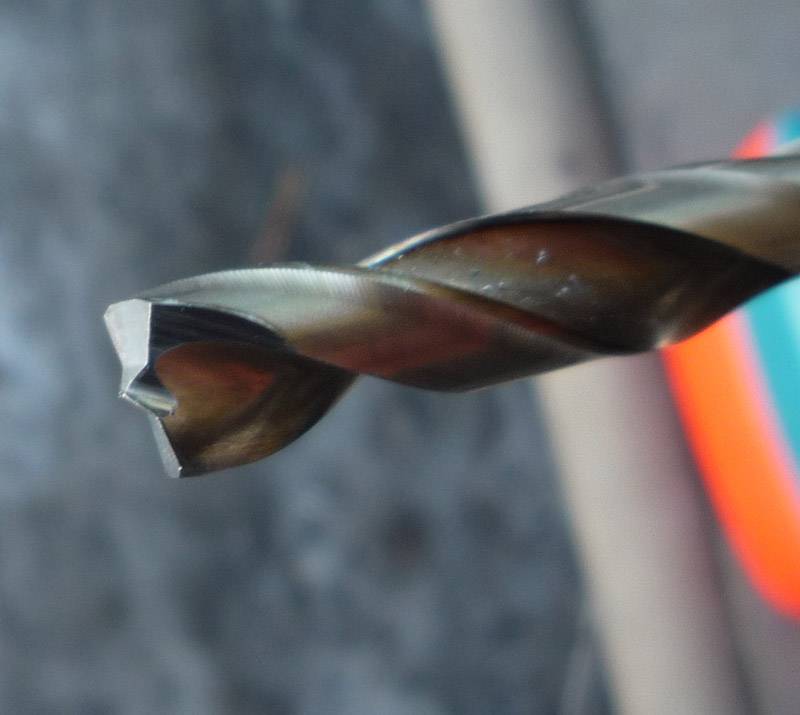
Кончик сверла должен располагаться точно по центру. Режущие края сверла должны быть на одинаковом расстоянии от центра сверла. Края должны выступать на одинаковую величину, чтобы при начале сверления сверло не уводило в сторону и сверление начиналось равномерно двумя кромками.
Кончик сверла должен быть немного длиннее режущих кромок, то есть при начале сверления сначала будет касаться поверхности центральный выступ, а потом режущие боковые края.
Если центральная точка будет равной по высоте с наружными вершинками сверла, то не получится начать сверлить с центрального выступа, и сверло будет ходить по поверхности, при попытке сверления.
Углы режущих кромок должны быть примерно одинаковыми. Они не должны быть сильно острые или сильно тупые. Тупые углы кромок будут плохо врезаться в металл, а сильно острые будут быстро тупиться.
Способ заточки №1
Этот способ наиболее распространённый, его не один раз демонстрировали в видеороликах различные мастера. Нужно взять сверло по металлу диаметром 8 мм.
Лучше использовать сверло с содержанием кобальта, так как оно наиболее прочное и будет дольше служить до следующей заточки. Сначала его кончик нужно сделать плоским, затупив на точильном станке. Можно полностью затупить кончик, либо оставить немного не сточенными края.
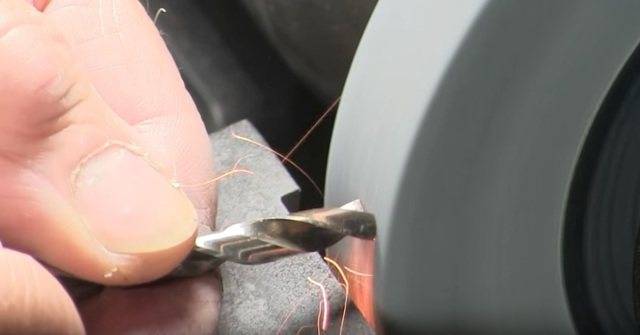 Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
Далее затачиваем краем шлифовального круга от центра к краям, оставляя посередине небольшой точечный выступ. Хоть кончик и будет сточен, центр будет заметен (где стыкуются витки спирали). Края стачиваются по виткам каждой спирали.
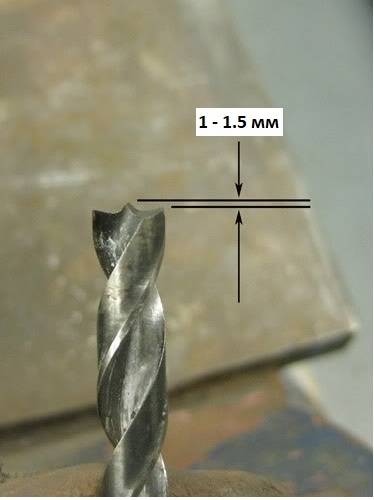
Таким образом, по бокам остаются режущие вершинки, а в центре острый кончик. Центр должен быть выше внешних вершинок на 1–1.5 мм. Проверить это можно, прислонив центральную часть сверла к плоскости. Сверло должно немного качаться на центральном выступе, касаясь внешних режущих кромок.
В завершение нужно аккуратно, также краем круга, подточить бока центральной части, сделав её острее, чтобы сверло лучше центрировалось и центральная перемычка не препятствовала сверлению. Каждый режущий край должен иметь одинаковую высоту, чтобы они резали металл в одно и то же время.










Сверло для высверливания точечной сварки — конструкция, заточка
/ Оснастка /
Время чтения: 3 минуты
Точечная (она же контактная) сварка — одна из самых простых, и вместе с тем часто применяемых технологий соединения металлов и полимеров. Это быстрый метод, благодаря которому можно получить неразъемное соединение.
Но что, если вам необходимо разобрать конструкцию, сваренную с применением контактной сварки? Как убрать сварные точки? Профессионалы часто используют сверло для высверливания точечной сварки своими руками. И зачастую такие работы приходится выполнять в автосервисе. Ведь многие автомобили собираются с применением контактного метода.
Общая информация
Сверла для контактной сварки отличаются от привычных строительных свёрл. Они имеют особую форму, благодаря которой их можно использовать для высверливания сварных точек, полученных при контактной сварке. Данный тип сверла можно использовать с большинством типов тонколистового металла: от меди до цинка. Изделия из полимеров так же можно просверлить.
Как смастерить контактную сварку своими руками?
Как мы указали выше, сверло для точечной сварки имеет особую, отличную от привычного сверла форму. На сверле для точечной сварки есть плоский торец и небольшой выступ в виде конуса. Выступ заточен под углом в 90 градусов и позволяет быстро отцентровать сверло относительно сварной точки.
Профессионалы утверждают, что для высверливания сварных точек необязательно использовать специальные сверла для точечной сварки.
Поскольку процесс весьма трудоемкий и требует опыта. Если вы заинтересовались этой темой, посмотрите ролик ниже.
Как использовать
В качестве инструмента можно использовать обычную бытовую электродрель. Лучше, если она будет маломощной и с малым количеством оборотов. Идеальный вариант — дрель с ручной регулировкой количества оборотов. Так вы сможете без последствий удалить сварные точки, не деформировав деталь.
Вне зависимости от того, какое приспособление вы используете (будь то специальное сверло или обычное сверло с заточкой), вставьте его в дрель и прокрутите несколько раз. Убедитесь, что сверло надежно закреплено и готово к работе.
Прежде чем приступить к высверливанию, мы рекомендуем немного накернить сварные точки при помощи керна. Для этого можно использовать керн небольшого диаметра, менее 2 мм. Далее стандартным строительным сверлом расширьте диаметр полученного отверстия до 3 мм (если точка стандартного размера). Так вы сможете максимально сократить деформации детали при конечном высверливании.
Если у вас дрель с ручной регулировкой оборотов, то установите не более 800 об/мин. При высверливании держите дрель параллельно металлу, ни в коем случае не под углом. Сверло должно быть перпендикулярно поверхности детали.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
- Подготовка. Стоит удалить все резинки, молдинги, накладки. Вся кромка стыка должна быть видна. Зачищаем кромку наждачной бумагой — так будут видны все точки. При необходимости узким острым долотом снимается герметик, шпатлевка или наплывы краски.
- Кернение точек. Острым керном аккуратными ударами намечаем центр сверления. Накерненные точки помогут держать центр и не сломать сверло в начале работы.
- Высверливание. Острым носиком сверло устанавливается в центр сварной точки в намеченное углубление. Высверливать точечную сварку необходимо на низких оборотах, двумя руками следует прочно удерживать дрель — детали неровные, и края инструмента всегда стараются задеть за выступы металла.
- Отсоединение поверхностей. Как правило, детали после высверливания продолжают держаться на краске, герметике или не высверленных участках. Отсоединить поможет поддевание плоской тонкой стамеской, ей же вырубаются невысверленные участки.
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.








Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Специальные сверло и коронка для высверливания точечной сварки.
Что представляет собой сверло для высверливания точечной сварки
Точечная сварка очень широко распространена и повсеместно используется, практически, во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении.
Часто, с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.
И тут гидропробойником удаётся воспользоваться, далеко, не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Сверло для точечной сварки «опознать» просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями.
Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва.
Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.
Специалисты советуют, — предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Из чего состоит сверло для высверливания точечной сварки
Оно состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.








При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм.
Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно.
Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин-1. Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.

Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно
Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже
Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.










Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
- Рекомендуется кернить место высверливания. Для этого можно использовать шуруповерт.
- Очистив поверхность от различных загрязняющих веществ можно существенно повысить качество проводимой работы.
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.





