

Пайка титана: что нужно знать об этой процедуре?
Если пайка титана нецелесообразна или по какой-либо причине невозможна, можно обратить внимание на соединения данного материала твердыми и мягкими припоями (тинолями). Несмотря на то, что температура плавления твердых тинолей выше 430 ° С, она ниже температуры, при которой плавятся соединяемые материалы
Относительно мягких тинолей, то они плавятся при температурах ниже 430° С. Мягкие припои применяются, по большей части, для соединения материалов малых толщин (например, проволоки).
Олово и цинк в недостаточной степени смачивают металл. Вместо обыкновенных флюсов, которые не способны защитить метал от окисления, появилась необходимость создания специальных флюсов, обеспечивающих образование защитной металлической пленки на поверхности металла (электрохимическим путем).
Трудности обработки титана
Принято считать, что титан поддаётся механической обработке подобно нержавеющим сталям. Это значит, что обрабатывать титан в 4-5 раз труднее, чем обычную сталь, но это всё же не составляет неразрешимой проблемы. Основные проблемы при обработки титана — это большая склонность его к налипанию и задиранию, низкая теплопроводность, а также то обстоятельство, что практически все металлы и огнеупорны растворяются в титане, в результате чего представляет собой сплав титана и твёрдого материала режущего инструмента. Такая обработка вызывает быстрый износ резца.
Для уменьшения налипания и задирания и для отвода большого количества тепла, которое выделяется при резании, применяют охлаждающие жидкости. Точение заготовки производят спомощью резцов из твёрдых сплавов причём скорость обработки, как правило, ниже, чем при точении нержавеющей стали.
Если необходимо разрезать листы из титана, то эту операцию осуществляют на гильотинных ножницах. Сортовой прокат больших диаметров режут механическими пилами, применяяножовочные полотна с крупным зубом. Менее толстые прутки разрезают на токарных станках.
При фрезеровании титан остаётся верным себе и налипает на зубья фрезы. Фрезы тоже изготовляют из твёрдых сплавов, а для охлаждения применяют смазки, отличающиеся большой вязкостью.
При сверлении титана основное внимание обращают на то, чтобы стружка не скапливалась в отводящих канавках, так как это быстро повреждает сверло. В качестве материала для сверления титана применяют быстрорежущую сталь. При использовании титана как конструкционного материала титановые детали соединяют друг с другом и с деталями из иных материалов разными методами
При использовании титана как конструкционного материала титановые детали соединяют друг с другом и с деталями из иных материалов разными методами.
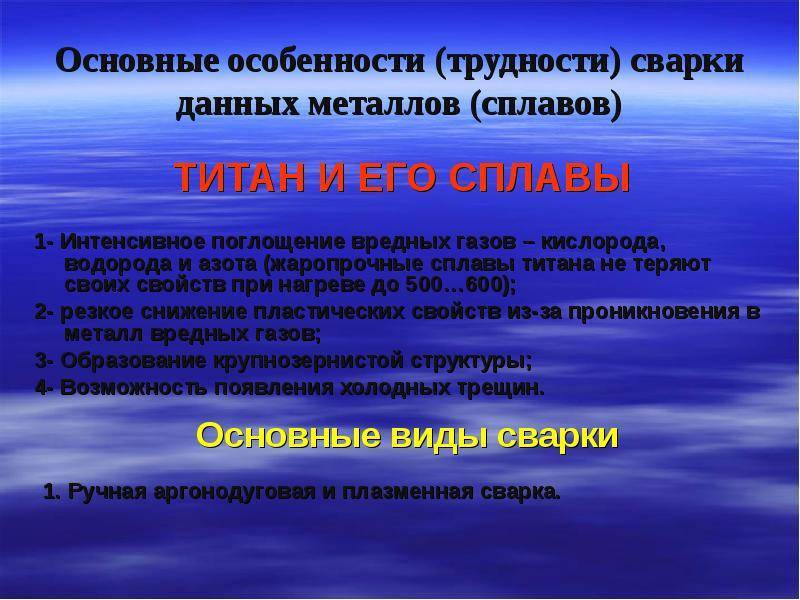
Основной метод — сварка. Самые первые попытки сварить титанбыли неудачными, что объяснялось взаимодействием расплавленного металла с кислородом, азотом и водородом воздуха, ростом зерна при нагреве, изменениями в микроструктуре и другими факторами, приводимые к хрупкости шва. Однако все эти проблемы, ранее казавшиеся неразрешимыми, были решены в самые короткие сроки в наши дни сварка титана — обычная промышленная технология.
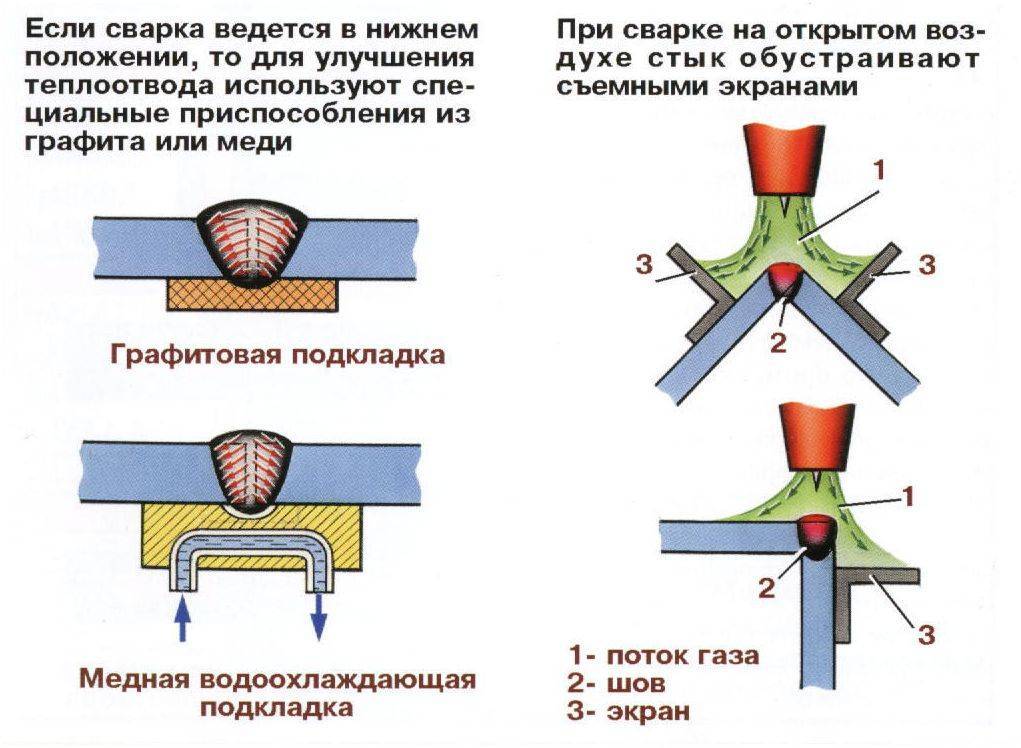
Но, хотя проблемы решены, сварка титана не стала простой и лёгкой. Основная её трудность и сложность заключается в необходимости постоянного и неукоснительного предохранения сварного шва от загрязнения примесями. Поэтому при сварке титана используют не только инертный газ высокой чистоты и специальные бескислородные флюсы, но и разнообразные защитные козырьки, прокладки, которые защищают остывающие.
Чтобы максимально снизить рост зерна и уменьшить изменения в микроструктуре, сварку ведут с большой скоростью. Почти все виды сварки производят в обычных условиях, применяя специальные меры для защиты нагретого металла от соприкосновение с воздухом.
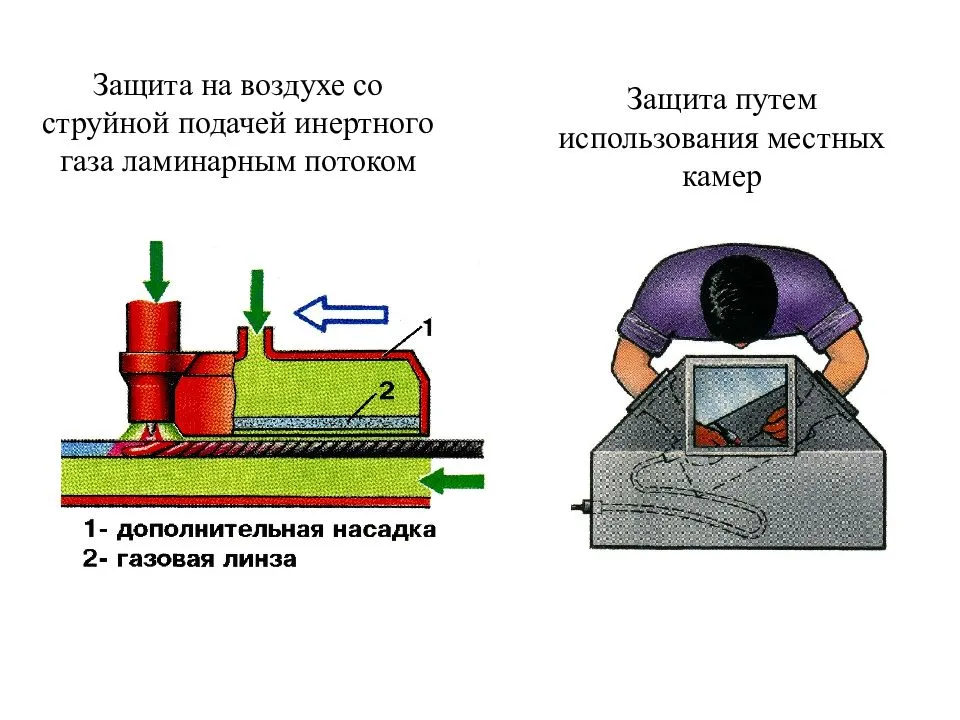
Но мировая практика знает и сварку в контролируемой атмосфере. Такая защита сварного шва обычно необходима при выполнении особо ответственных работ, когда требуется стопроцентная гарантия того, что сварной шов не будет загрязнён. Если свариваемые части не велики, сварку ведут в специальной камере, заполненной инертным газом. Сварщик хорошо видит всё, что ему нужно через специальное окно.
Когда же сваривают большие детали и узлы, контролируемую атмосферу создают в специальных вместительных герметичных помещениях, где сварщики работают, применяя индивидуальные системы жизнеобеспечения. Разумеется, эти работы ведут сварщики самой высокой квалификации, но и обычную сварку титана должны проводить только специально обученные этому делу люди.
В тех случаях, когда сварка не возможна или попросту не целесообразна, прибегают к пайке. Пайка титана осложняется тем, что он при высоких температурах химически активен и очень прочно связан с покрывающей его поверхность — окисной плёнкой. Подавляющее большинство металлов непригодно для использования в качестве припоев при пайке титана, так как получаются хрупкие соединения. Только чистые серебро и алюминий подходят для этой цели.
Возможные дефекты при сварке
Одним из самых серьезных дефектов является образование пор. Это газовые примеси в структуре металла, в формировании которых участвовал водород. Исключить этот изъян можно двумя условиями – выполнением качественной всесторонней зачистки перед сваркой и обеспечением эффективной защиты нагретого металла в процессе обработки. Еще одной проблемой может стать появление окислов, которые переходят от места создания шва к цельной структуре. Кстати, от этого недостатка полностью страхует холодная сварка титана. Отзывы самих пользователей свидетельствуют, что предотвратить этот дефект при термической обработке помогает именно долговременное поддержание газовой защиты аргона уже после завершения процесса. Индикатором для снятия защиты станет нормализация температуры шва.

Подготовка к сварке
Резка на заготовки и подготовка кромок под сварку ведутся механическими способами. Разделительная резка и подготовка кромок толстостенных изделий возможна и газотермическими способами, но с обязательной последующей механической обработкой кромок на глубину не менее 3-5 мм.
Кромки на ширину 15-20 мм зачищают металлическими щетками, шабером и т .п. с последующим обезжириванием.
Если до сварки конструкция подверглась термообработке (вальцовке, ковке, штамповке), то перед сваркой ее поверхности необходимо очистить дробеструйным или гидропескоструйным аппаратом, а затем еще подвергнутъ и химической обработке: рыхлению оксидной пленки, травлению и осветлению.
Режимы химической обработки титана и его сплавов
| Раствор | Длительность обработки, мин | |
| Назначение | Состав (на 1 л воды) | |
| Рыхление оксидной пленки | Нитрит натрия 150-200 г Углекислый натрий 500-700 г | 120 |
| Травление | Плавиковая кислота 220-300 мл Азотная кислота 480-550 мл | 60-1200 |
| Осветление | Азотная кислота 600-750 мл Плавиковая кислота 85-100 мл | 3-10 |
После химической обработки свариваемые кромки промывают на ширину 20 мм бензином и протирают этиловым спиртом или ацетиленом. Сварочную проволоку предварительно подвергают вакуумному отжигу с последующим обезжириванием.
Сварку ведут в приспособлениях или на прихватках, которые выполняют ручной аргонодуговой сваркой W-электродом.Свариваемые поверхности, подготовленные к сварке, нельзя трогать незащищенными руками.
Как правильно подготовить детали для сварки титана аргоном
Сварка титана аргоном проводится при полной изоляции свариваемых поверхностей от атмосферы, поэтому чаще всего применяются автоматическая или полуавтоматическая технология.
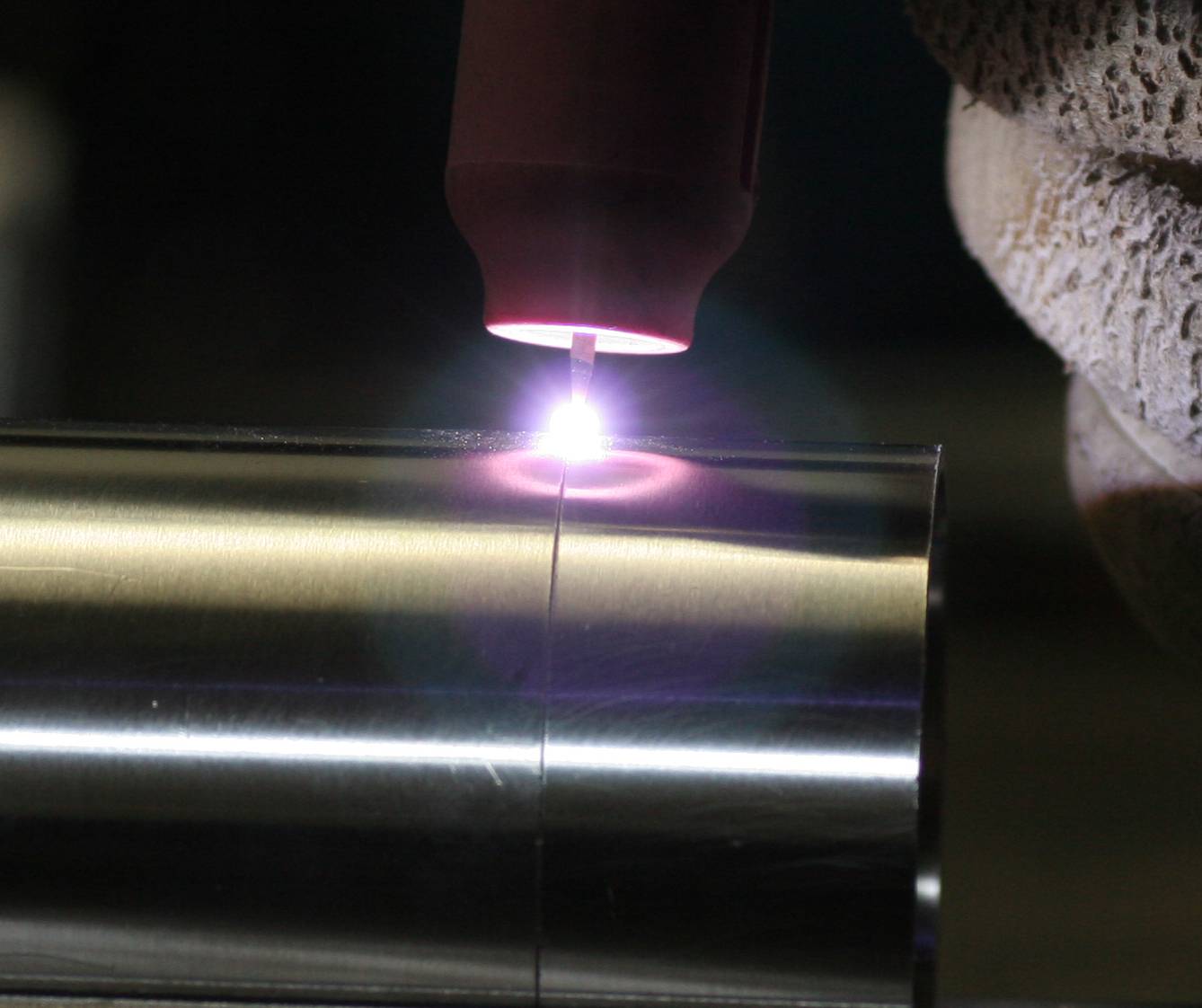
Безусловно, ручная сварка этого металла возможна, но для нее используется специальная горелка с керамическим соплом: через нее под давлением подается инертный газ, аргон, который вытесняет воздух.
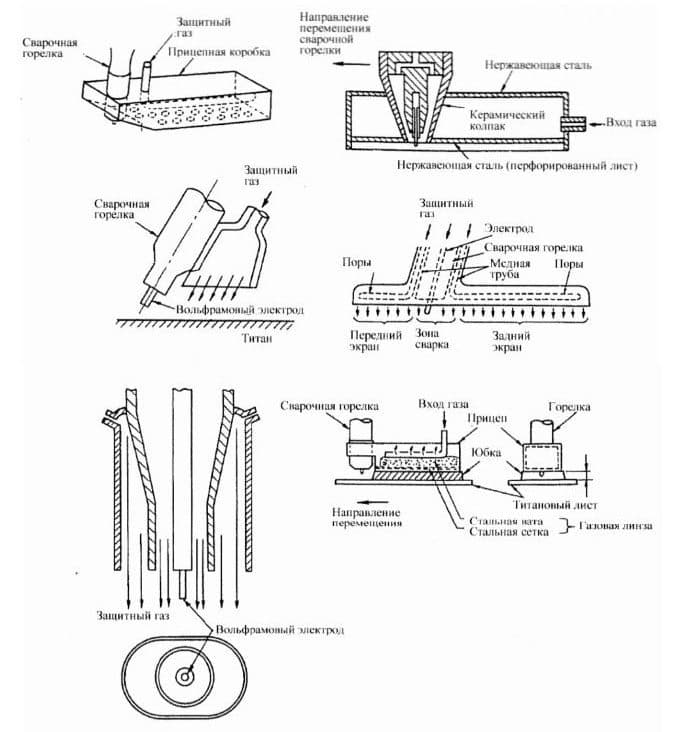
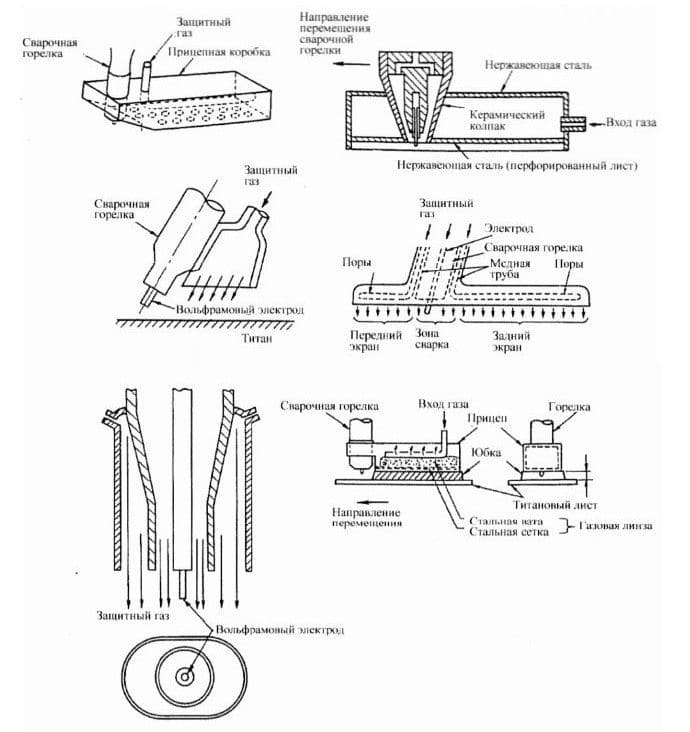
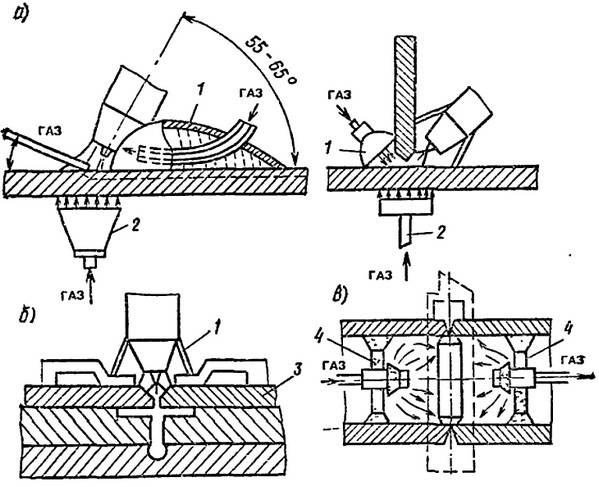
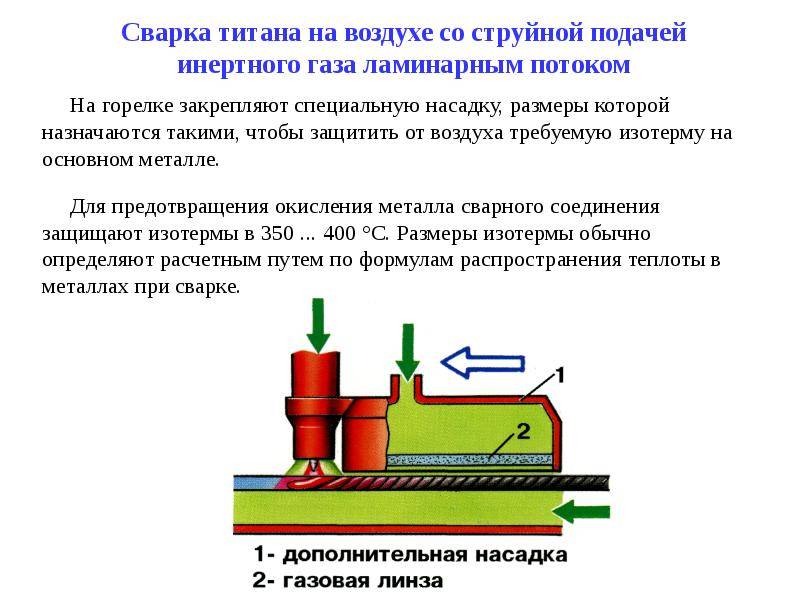
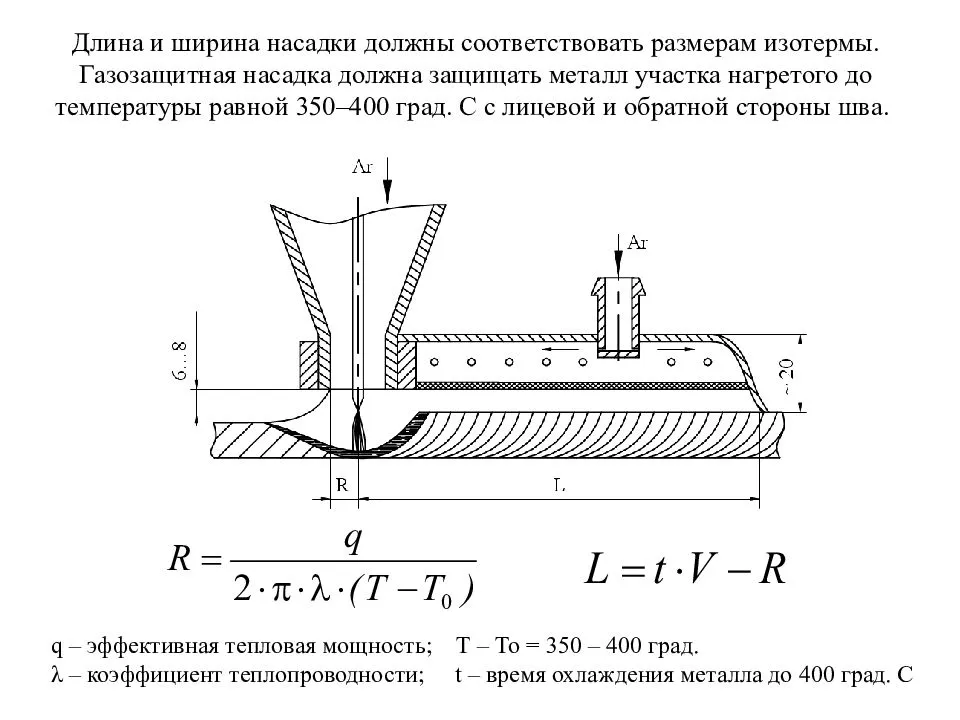
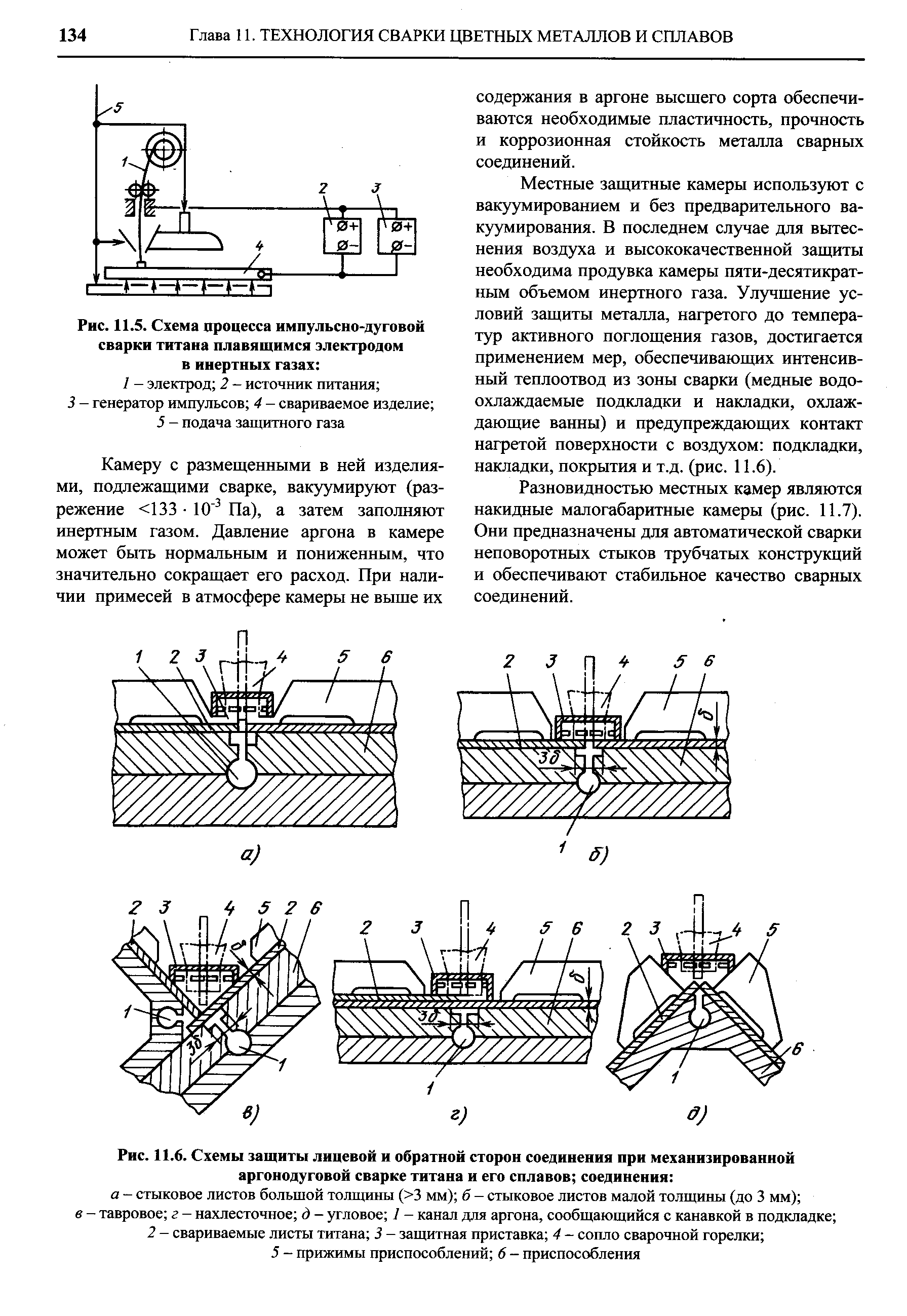
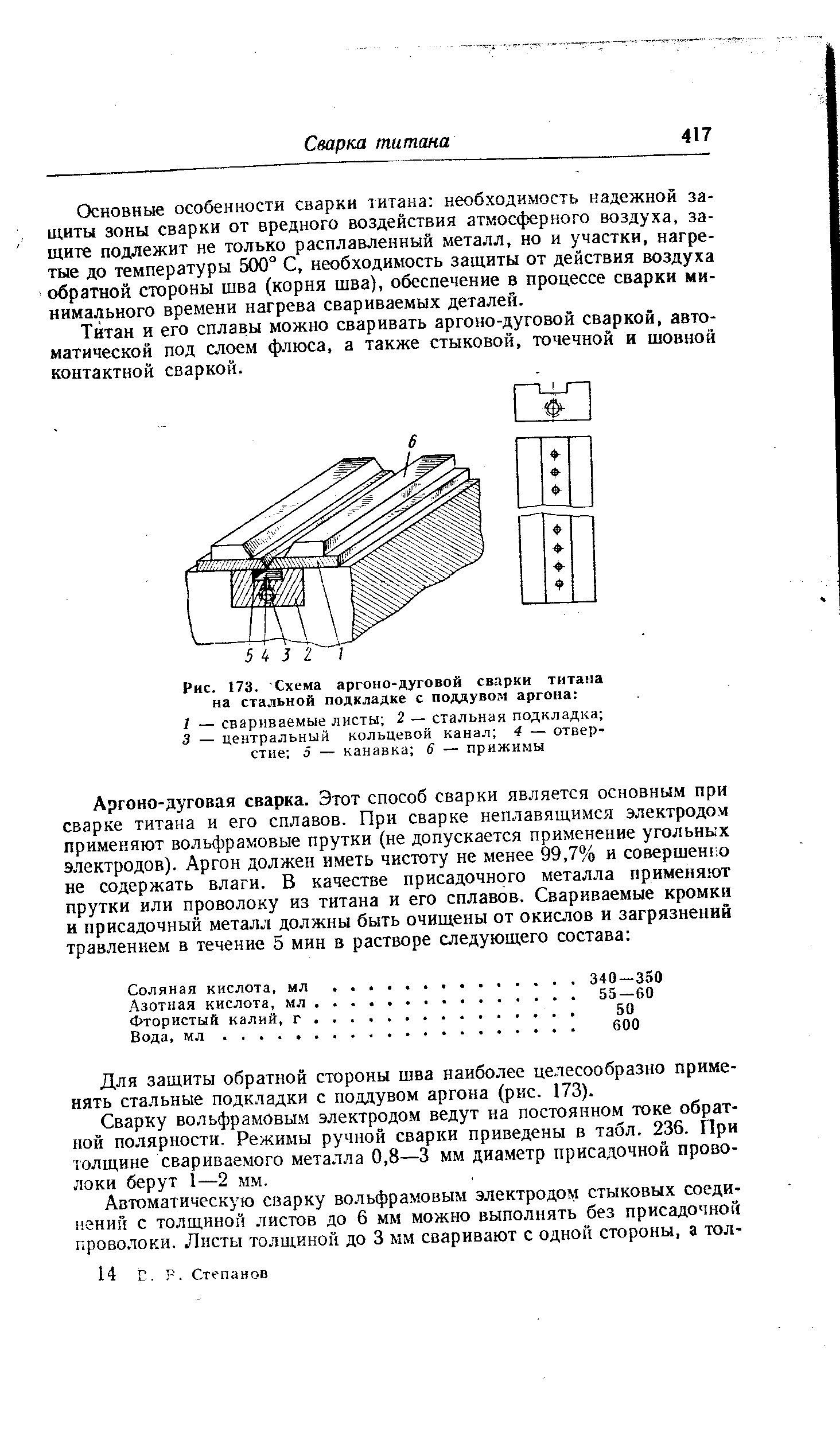
На схеме показаны приспособления для защиты шва газом и его подачи в повышенном объеме.
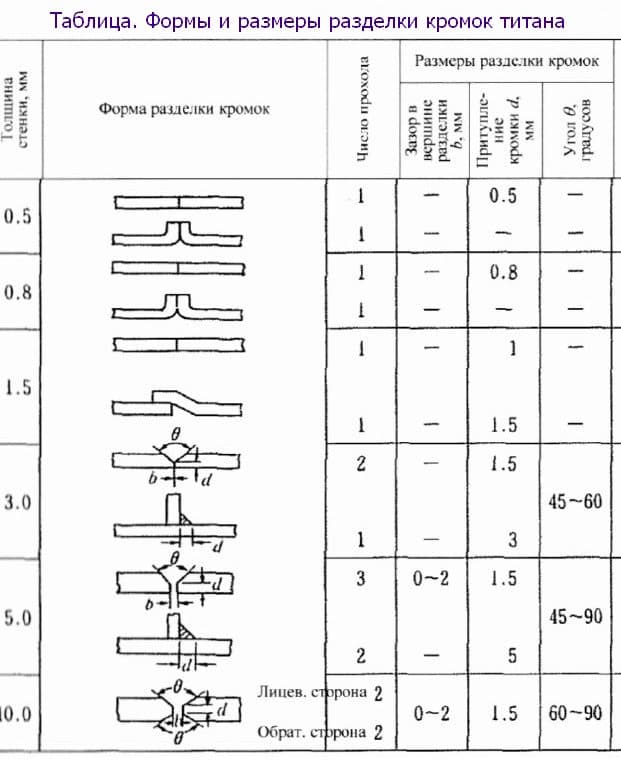
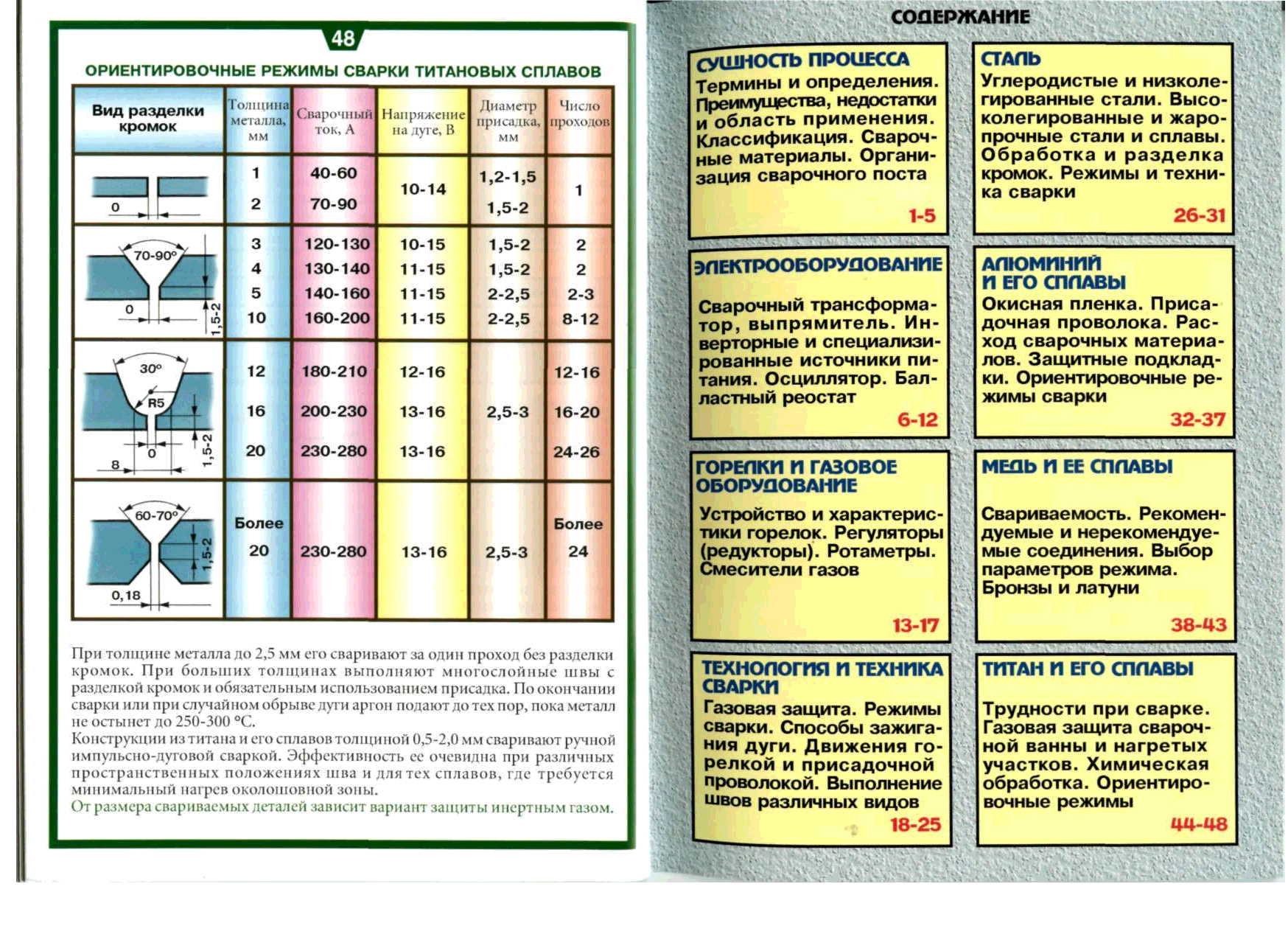
Перед сваркой титана аргоном подготавливают кромки и присадки, поэтому также приводим таблицу разделки кромок.
Необходимо зачистить металлические поверхности стальной щеткой, «шкуркой», обезжирить.
Одним из самых распространенных растворителей для обезжиривания металлических поверхностей является ацетон, но у него резкий запах, он довольно токсичен. Об этом говорит тот факт, что ацетон относится к 4 классу опасности. При вдыхании в течение небольших отрезков времени его умеренных и высоких концентраций появляется раздражение глаз, дыхательных путей, повышенная частота пульса, головные боли, тошнота, рвота и даже возможна клиническая кома.





Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Поэтому стоит выбирать более безопасные, но эффективные составы для очищения поверхности металла. Один из вариантов – денатурированный спирт, его наносят на металл безворсовой тканью. Это спирт с добавками, из-за которых его употребление в пищу становится невозможным. С одной стороны, они имеют ужасный вкус, а с другой – вызывают рвоту, и даже могут стать причиной слепоты.
Перед соединением детали из титана подвергают травлению смесью соляной кислоты с водой и фторидом натрия в следующей пропорции: 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. На травление уходит около 10 минут при 60 – 65 °C.
Еще один способ, позволяющий удалить оксидную пленку – это смесь из 2 – 4 % фтористоводородной кислоты и 30 – 40% азотной кислоты. Травление длится 30 секунд, а температура не превышает 60 °C.
После этого металл тщательно шлифуют при помощи наждачной бумаги до № 12, проволочных щеток, шабер
Важно убедиться, что получились ровные края деталей без заусенец и трещин. Аналогично зачищается и присадочная проволока для сварки титана аргоном
Далее пора переходить к сварке.
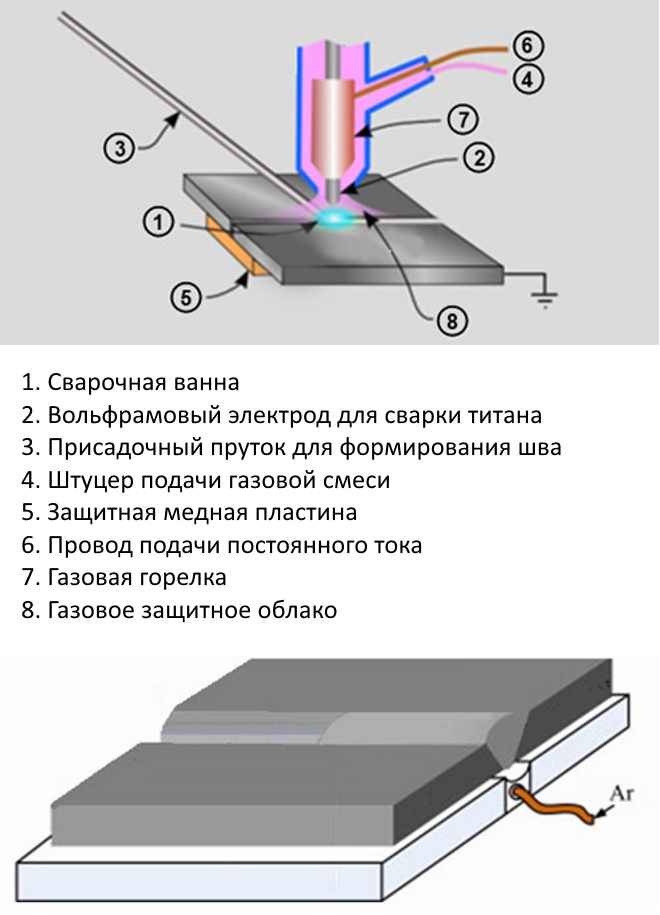
Работа в среде защитного газа аргона ведется с помощью присадочных материалов. Последние делятся на группы по составу (палладий, ванадий, алюминий) и содержащейся в них доле кислорода. В таблице есть характеристики присадок из титана и его сплава:
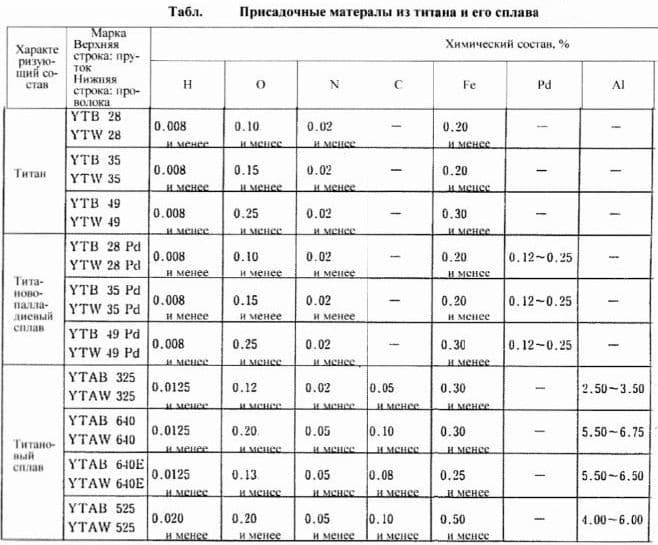
Очень важно, чтобы прутки и проволока при сварке титана не выходили из-под газовой защиты, так как присадки загрязняются на воздухе. Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов
Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух
Аргонодуговая технология требует применения постоянного тока прямой полярности и вольфрамовых электродов. Иногда приходится использовать специальные приспособления, в которые поступает инертный газ, вытесняя воздух.
Возможна сварка титана аргоном при помощи медных, стальных подкладок. В них делают отверстия для подачи газа.
Для соединения труб используют специальные фартуки с разным закруглением, чьи характеристики определяются диаметром трубы.
Полуавтоматическую или автоматическую технологии осуществляют в специальной капсуле, заполненной аргоном либо гелием. Если речь идет о трубах, их не помещают в защитную среду, а герметизируют и заполняют аргоном.
Еще одно немаловажное требование к такой работе – это наличие перчаток на руках, ведь даже чистые руки оставляют на кромке потожировые следы. Последние негативно сказываются на качестве сварного шва
Методы сварки в аргоновой среде
На практике применяются различные способы соединения титановых сплавов в аргонной среде.
Наиболее часто встречающиеся:
- точечный;
- контактный;
- конденсаторный стыковой;
- шовный роликовый;
- с использованием флюса.
Перечисленные виды контактной сварки ведутся в быстром темпе. При длительном воздействии высоких температур изделие становится хрупким. В качестве флюса применяют состав АН-Т2 или АН-11, АНТ-1, АНТ-3, АНТ-7. Перед соединением деталей их подвергают обезжириванию и механической обработке. С целью удаления оксидной пленки иногда применяется подогретая кислота. Все подготовительные работы проводятся в защитных перчатках.
Параметры электросварки:
- вольфрамовый электрод;
- ток прямой полярности, постоянный;
- непрерывная подача электродной проволоки.
Рекомендуем к прочтению Особенности и технология сварки аргоном

Хорошо можно сварить сплавы ВТ1-ВТ5, хуже соединяются ВТ15-ВТ22. Остальные виды считаются промежуточными. Все операции выполняются аппаратами с правильной настройкой. Необходимо включить постоянное напряжение прямой полярности 80-130 В. При этих параметрах работа выполняется током 45-220 А. Горелка передвигается со скоростью 18-22 м/ч.
Точечный
Этот метод используется при соединении деталей или листов, толщина которых может достигать 4 мм. Рабочие параметры:
| Толщина деталей (мм) | Диаметр электрода | Прохождение тока (сек) | Сжатие деталей (сек) | Сила тока (А) |
| 0,8 | 4,0 — 4,5 | 0,10 — 0,15 | 0,1 | 7000 |
| 1,0 | 4,5 — 5,0 | 0,15 — 0,20 | 0,3 | 8000 |
| 1,2 | 5,0 — 5,5 | 0,20 — 0,25 | 0,3 | 8500 |
| 1,5 | 5,5 — 6,0 | 0,25 — 0,30 | 0,4 | 9000 |
| 2.0 | 6,0 — 7,0 | 0,25 — 0,30 | 0,4 | 10000 |
| 2,5 | 7,0 — 8,0 | 0,30 — 0,40 | 0,4 | 12000 |
Метод используется при сварке кожухов, опорных рамок и других конструкций.
Контактный
Применение данного способа предусмотрено требованиями ГОСТ. Скорость соединения — 2-2,5 мм/сек. При ее превышении шов будет иметь сниженную прочность. На практике применяются несколько разновидностей контактной сварки. Каждая имеет индивидуальные режимы, зависящие от толщины заготовок, диаметра электрода, времени прохождения сварочного тока через место соединения и других параметров.


Конденсаторная стыковая сварка
Режим работы определяется площадью заготовок. Свариваемые детали могут иметь сечение 150-10000 мм². От него зависят остальные параметры: припуски оплавки и осадки, рабочий ток и другие значения. Главное отличие метода — запас электрической энергии в батарее, состоящей из конденсаторов большой мощности. Заготовки из труб до 23 мм в диаметре можно заварить без защитного газа, так как электрический импульс выжигает в месте сварки все окислители. Емкость накопительной батареи — 5000-7000 мкф, импульсное напряжение — 800-1200 вольт.
Рекомендуем к прочтению Как варить чугун в аргоновой среде
Шовный роликовый
Отличие способа — использование электродов, напоминающих ролики. Они катятся и сжимают заготовки. Импульсы тока большой мощности подаются в рабочую зону, образуя цепочку из точек сварки. Шов герметичный при металле толщиной 0,2-3,0 мм. Он часто встречается при изготовлении емкостей: топливных баков, других сосудов для хранения жидкостей без создания высокого давления.
Режимы сварки:
| Толщина листов (мм) | Ширина шва (мм) | Усилие на роликах (Н) | Действие тока (сек) | Скорость сварки (м/мин) | Сила тока (А) |
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,10-0,12 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,3-0,4 | 15000 |
Метод применяется для герметичных соединений титановых деталей.

Под флюсом
Способ годится для соединения деталей толщиной до 5 мм. Заварить их можно встык, внахлест или под углом. Для работы используется ток 250-330 А при напряжении от 24 д 38 В. Скорость сварки 40-50 м/ч. Используемый режим:
| Толщина заготовок (мм) | Способ соединения | Сила тока (А) | Напряжение (В) | Скорость сварки (м/час) |
| 3-5 | Стыковой | 250-320 | 24-38 | 50 |
| 3-5 | Угловой | 250-300 | 32-36 | 40-50 |
| 2-3 | Внахлест | 250-300 | 30-35 | 40 |
Во время работы шов засыпается флюсом в виде порошка. При его сгорании образуются инертные газы и закрывают собой сварочную ванну и пространство рядом со швом. Флюсовой материал предварительно просушивают при высокой температуре (около 250°С). Аппаратура включается на режим тока обратной полярности величиной 600-650 А.
Как подготавливают детали
Для сварки титана необходимо полностью изолировать свариваемые поверхности от атмосферы, поэтому, как правило, используют автоматическую или полуавтоматическую сварку.
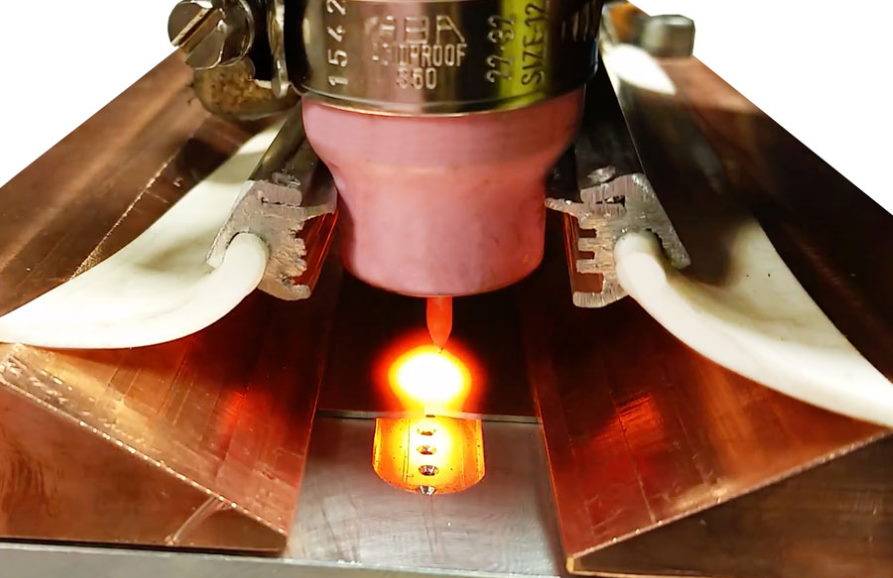
Ручная сварка титана возможна, но только если используется специальная сварочная горелка с керамическим соплом, через которую на свариваемые участки подается под давлением инертный газ — аргон, который вытесняет воздух.
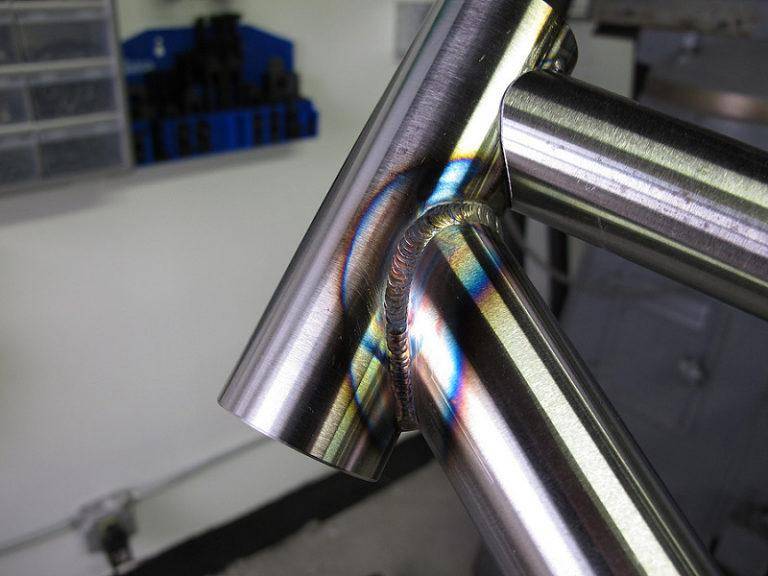
При этом обратная сторона шва должна быть изолирована от атмосферы плотно прилегающими стальными либо медными накладками. Для обеспечения наилучшего качества шва используют перфорированные накладки, в отверстия которых подается аргон.
В случае полуавтоматической или автоматической сварки она проводится в специальной капсуле, заполненной аргоном либо гелием. Сварка титановых труб может производиться без помещения трубы в защитную газовую среду целиком, но при этом сама труба должна быть герметизирована и заполнена аргоном изнутри.
Другим важным нюансом является зачистка и обезжиривание свариваемых поверхностей на 20 мм от линии стыка. Необходимо удалить оксидную пленку, которая всегда присутствует на поверхности титанового изделия.
Работать необходимо в перчатках, поскольку руки, даже чистые, могут оставить на кромке потожировые следы, которые приведут к ухудшению сварного шва.
Перед сваркой титан дополнительно подвергают травлению с использованием смеси соляной кислоты с водой и фторидом натрия — 350 мл HCl, 650 мл дистиллированной воды, 50 г фторида натрия. Температура травления — 60-65 °C, время — около 10 минут.
После травления титан подвергают тщательной шлифовке. Для механической обработки используют наждачную бумагу до № 12, проволочные щетки, шаберы. Необходимо удостовериться, что края свариваемых деталей ровные, на них отсутствуют заусенцы и трещины. Точно так же зачищается и присадочная проволока. Только после этого можно приступать к сварке титана.
Источники питания
Источник питания постоянного тока DC прямой полярности (DCSP) используется для TIG сварки титана. Для MIG сварки требуется источник тока обратной полярности (DCRP). На сварочной горелке должно быть дистанционное управление силой тока, чтобы не нарушать процесс сварки и контролировать охлаждение сварного шва при помощи защиты инертным сварочным газом. Желательной характеристикой аппарата для TIG сварки титана является ножная педаль управления током, высокочастотным зажиганием и таймерами защитного газа, для предварительного и окончательного продува.
Первичная защита расплавленной сварочной ванны
Первичная защита обеспечивается правильным выбором сварочной горелки. Горелки для аргонодуговой TIG сварки титана и его сплавов должны быть оснащены большим (18-25 мм) керамическим соплом и газовой линзой.
Сопло должно обеспечивать адекватную защиту для всей расплавленной сварочной ванны. Газовая линза обеспечивает равномерный, не турбулентный поток инертного газа.
Как правило, для первичной защиты используется аргон из-за его лучших характеристик стабильности дуги. Аргонно-гелиевые смеси могут быть использованы при более высоком напряжении и для большего проникновения в металл.
Определение расхода и эффективность сварочного газа для первичной защиты должны быть проверены до начала сварочных работ на отдельной титановой пластине. Незагрязненные, т.е. защищенные сварные швы должны быть яркие и серебристые по внешнему виду.
Способы сварки титана и сплавов
Для сварки титана используется несколько основных методов. Это дуговая, контактная, электрошлаковая,  электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
электронно-лучевая сварка. Они отличаются материалом изготовления используемых электродов, структурой образующихся соединений и толщиной изделий, которые свариваются между собой.
При любом из способов сварки титана используются присадки из схожего по составу материала – в частности, проволока ВТ1-00. Подготовка кромок титановой заготовки производится механическим способом, а их поверхность и поверхность проволоки и прилегающего металла зачищается травлением или также механически.
Дуговой метод сварки
При дуговой сварке титановых сплавов используются вольфрамовые электроды двух типов: неплавящиеся иттрированные и лантанированные. А если выполняется сварка титана полуавтоматом или автоматическим аппаратом, применяются плавящиеся электроды.
 Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Сварка аргоном титана, если толщина изделий не более 1,5 мм, производится встык, и без подачи присадочной проволоки. Более толстые детали сваривают с подачей прутка. Предварительно с проволоки, с кромок заготовки и прилегающего металла нужно удалить альфинированный слой.
Если производится сварка титана полуавтоматом вручную, ее необходимо выполнять на короткой дуге, поддерживая между электродом и присадкой прямой угол. По завершении сварки титана полуавтоматом нельзя прекращать подачу аргона до снижения температуры металл ниже 400 градусов.
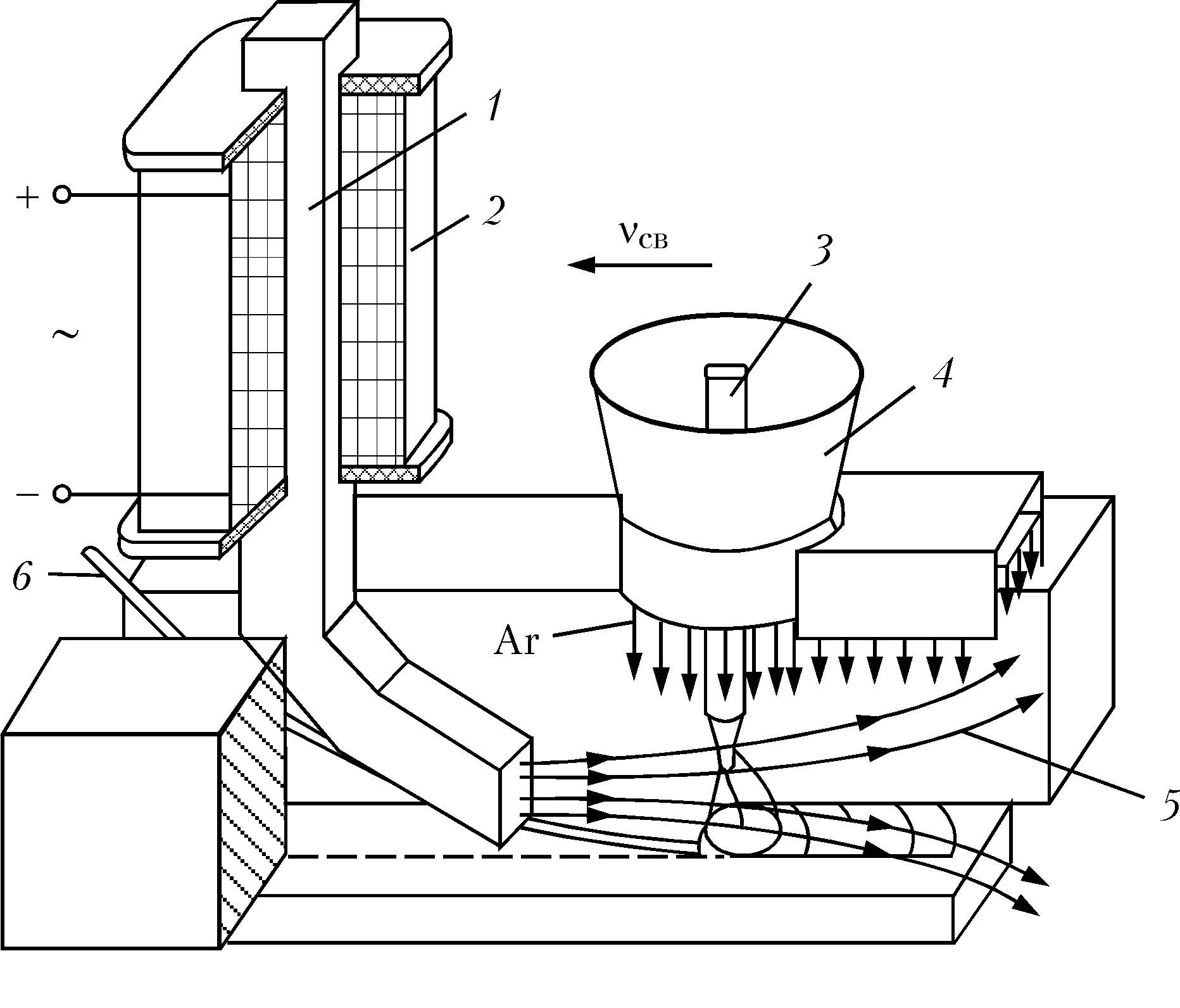
Чтобы повысить эффективность сварки титановой трубы плавящимся электродом в присутствии инертных газов, проволоку перед началом работы подогревают проходящим током, а также используют импульсно-дуговую сварку. Тем самым, при сварке титана полуавтоматом сокращение погонной энергии вдвое ведет к увеличению ее производительности также вдвое. А чтобы меньше расходовать дорогостоящие материалы, сварку осуществляют в щелевую разделку.


Электрошлаковый метод
Электрошлаковая сварка подразумевает использование электродов для сварки пластинчатого типа, изготовленных из того же материала, что и свариваемый металл. Толщина титановых электродов должна составлять 8 – 12 мм, а ширина зазора должна равняться толщине заготовки. Защиту от перегрева обеспечивает аргон. В результате прочность сварного шва оказывается высокой, поскольку полученные соединения обладают характеристиками, схожими с исходным материалом. Подобный метод, когда используются титановые электроды, эффективен при работе с деталями толщиной от 40 мм.
Электронно-лучевой способ
Лучевая сварка отличается тем, что сварной шов в результате обладает мелкозернистой структурой. Также такой вариант сварки титановой трубы позволяет обеспечить надежную защиту металлических поверхностей от газов. Данный способ используется при сварке титановых труб, толщина которых не превышает 160 мм.
Чтобы исключить образование пор и разрывов в соединении, сварка титана с заготовками из других металлов осуществляется при горизонтальном расположении луча.
Нюансы контактного способа сваривания
При контактной сварке, которую впервые произвели Захарченко В. Ф. с Забурдиным М. К., выяснили, что большие заготовки оплавляются со скоростью 2-2,5 мм/сек. Это важная характеристика металла. Если оплавление происходит быстрее, то прочность ощутимо снижается. Не имеет смысла увеличивать температуру. Иначе получение качественного соединения будет под вопросом и даже аргон не защитит материал от образования пор, трещин.
https://youtube.com/watch?v=OWpBz-eTpSY
До сваривания специалисты рекомендуют торцы детали зачищать наждачкой или фрезеровать. Титан быстро перегревается. Это учитывают, ведь осадка может быть на 15 или 20% чем у углеродистой стали. Эта тема хорошо знакома специалистам.
Процесс сварки
Наличие и метод разделки кромок, а также параметры сварки зависят от толщины стыка. Обычно эта зависимость имеет такой вид:
| Толщина металла, мм | Разделка кромок | Сила сварочного тока, А | Напряжение дуги, В | Диаметр присадочной проволоки, мм | Количество проходов, шт. |
| Отсутствует | |||||
| Односторонняя прямая фаска под углом 35-45° | |||||
| Радиальная ванна с бортами, наклоненными на 15° | |||||
| Более 20 | Двухсторонние прямые фаски под углом 30-35° | Не менее 24 |
Электродуговую сварку титана и сплавов проводят в нижнем положении. Техника мало чем отличается от классической дуговой сварки, общий алгоритм действий включает следующее:
- Закрепление очищенных и обезжиренных заготовок на опорной поверхности с зазором, соответствующим конфигурации детали и режиму сварки (для листов толщиной 2,0-3,0 мм зазор составляет 0,5-1,5 мм).
- Подача аргона к месту стыка или в защитную камеру. При струйном методе защиты общий расход газа на обдув рабочей и обратной стороны шва составляет 12-16 л/мин для листов толщиной 2,0-3,0 мм.
- Поджигание дуги в начале шва. Происходит не раньше, чем через 15 секунд после начала струйной подачи аргона или сразу после вытеснения атмосферного воздуха из защитной камеры.
- Последовательная проварка шва. Осуществляется путем плавного и достаточно быстрого осевого перемещения, поперечное смещение следует свести к минимуму. Обычно электрод ведется углом вперед, а присадочную проволоку подают перпендикулярно ему.
- Повторная проварка шва в случае необходимости. Может проводиться до 40 последовательных проходов.
- Обрыв дуги и завершение работ. При этом подача аргона продолжается, пока металл в зоне стыка не остынет до 250-300℃ (для изделий небольшой толщины – около 45-60 секунд).
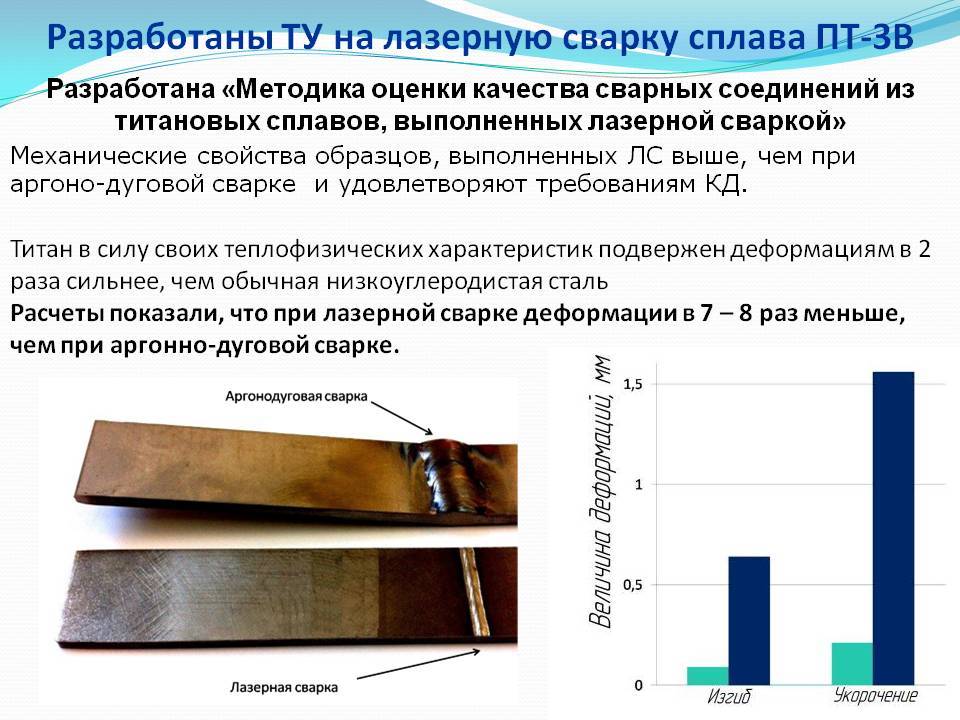
Обладая особенными физико-химическими свойствами, титан сегодня широко используется в промышленности. Он не коррозирует ни в воде, ни в агрессивных средах, температура его плавления 1470-1825С, нагревая его до температуры +500С, можно быть уверенным, что металл не потеряет свои прочностные характеристики. Но технология сварки титана имеет одну особенность – это не только защита зоны сварки, но и защита обратной стороны сварочного шва от воздуха. При этом необходимо защищать все участки около сварочной ванны, которые нагреваются свыше +400С. И еще одно условие – кромки свариваемых заготовок нагревать надо быстро. И еще несколько особенностей сварки титана:
- Если он нагревается выше температуры +880С, его структура изменяется. Происходит увеличение зерен, что является причиной образования пор.
- Входящие в состав титановых сплавов легирующие добавки снижают их пластичность. Уже при температуре выше +250С происходит поглощение водорода, выше +400С начинает поглощаться кислород, а при +600С азот.
В зависимости от марки титанового сплава прочность соединения, а точнее, прочность сварочного шва ниже, чем прочность самого металла. Величина понижения в пределах 20-40%. На данный показатель также влияет и способ сварочной технологии.
При этом необходимо отметить, что такие сплавы как ОТ4, ВТ4 и ВТ5 после сваривания не подвергаются термической обработке. Иногда разрешается сделать отжиг, чтобы снять термические напряжения внутри основного металла.





